
Abstract
In titanium casting, a reaction byproduct known as alpha-case is a hard and brittle phase layer that exists on the surface of cast objects. This reaction layer may be detrimental to the mechanical properties of cast objects and may complicate the finishing processes. To investigate the formation of the alpha-case layer during the casting of commercially pure titanium (CP-Ti) and Ti-6Al-4V alloy, both metal ingots were cast in spinel-based investments in a controlled environment. The cast samples were metallographically prepared and analyzed for the thicknesses of alpha-case layer depth and the metal matrix. The samples were characterized using light microscopy, Vickers microhardness testing, X-ray diffractometry, and extended X-ray absorption fine structure spectrometry. The alpha-case layer on the CP-Ti cast sample was thicker than that of the Ti-6Al-4V cast sample due to the ability of the α-titanium matrix to uptake oxygen faster, which in turn is attributed to the higher diffusion coefficient of the α-titanium phase. A metastable Ti3O phase was observed as an intermediate reaction product which could be transformed into the alpha-case layer and the α-titanium phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium and titanium alloys are recognized among the most versatile engineering materials used for components in aero engines, gas turbines, and aerospace parts due to their unique combination of properties, such as high strength-to-density ratio, fatigue resistance, relatively high strength at elevated temperatures, and high corrosion resistance.[1,2,3] Aside from industrial applications, and because of their biocompatibility and corrosion resistance, titanium alloys have also been used in medical applications, such as prostheses, dental implants, and orthopedic applications.[4,5,6,7] There are several manufacturing techniques for titanium, but investment casting has become one of the most attractive methods in dentistry owing to two main advantages: economics and near net-shape forming capability for complex parts.
Titanium investment casting is considered a challenging process for achieving high-quality surface finishes because titanium has high chemical affinity with oxygen and nitrogen, especially at high casting temperatures. Molten titanium, as well as solid titanium at elevated temperature, are also reactive with oxygen, nitrogen, and other elements such as silicon, which is a common element used in investment materials.[8,9,10] In addition, oxygen has high solubility in the α-titanium phase, which results in the formation of a reaction layer called the alpha-case layer.[11,12,13,14] Beyond certain thresholds, the alpha-case layer and oxygen diffusion could contribute negatively to the bulk mechanical properties of the cast, such as lower ductility and reduced fracture toughness. Thus, the surface of the affected cast will be prone to crack initiation and propagation during service.[15] The as-cast thickness of the alpha-case layer is usually on the order of 50 to 500 µm; depending on the application and size, such layer thicknesses could be detrimental.[16]
The literature includes publications on several aspects of the alpha-case layer, such as cast quality and selection of investment-binder materials,[8,17,18,19,20,21] processing parameters and resulting formations,[15,21,22,23] and laboratory investigation of alpha-case layer formation in as-cast pieces.[15,16] Regarding the selection of materials, the reaction of the investment mold with titanium has been associated with the difference in standard free-energy during oxide formation.[18] Suzuki et al.[19] proposed that the most effective mold material in their study was yttria. However, because this material had limited use due to high cost, several attempts were made to modify the investment materials and binders in order to minimize this detrimental effect. Kim et al.[20] obtained promising titanium casting results using a CaZrO3-based investment material. Guilin et al.[18] and Pieralini et al.[24] demonstrated the use of a MgO-based investment to reduce the reaction layer of titanium casting. Furthermore, Chan et al.[15] and similar studies have addressed process parameters of alpha-case formation, including cooling rate, casting geometry, and diffusion coefficient.
Most of the aforementioned investigations have provided limited information on the formation mechanism and local structure of alpha-case layers. Such limited information has led to ambiguity in the understanding of how oxygen initially diffuses through this complex layer and is later introduced and incorporated into the bulk α-titanium and β-titanium matrix. This study therefore aims to gain better insights into the local structure and mechanism that affects the formation of alpha-case layers during the casting of commercially pure titanium (CP-Ti) and Ti-6Al-4V alloy. The metals ingots were cast using arc-melting combined with centrifugal casting machine. The molten metals were cast into spinel-based investments in an argon-controlled environment. The cast samples were characterized using X-ray diffractometry, X-ray absorption spectroscopy, and conventional metallurgical techniques. Furthermore, characterizations are performed on both the alpha-case layer and the titanium metal matrix to provide more details on the differences in their local structures.
2 Experimental Methods
In this study, commercially pure grade 2 titanium (CP-Ti) and grade 5 titanium alloy (Ti-6Al-4V) ingots were cast with a spinel-based investment material (Titavest CB, Japan). The chemical composition of metal ingots and the investment is presented in Tables I and II, respectively.
The sample preparation steps are as follows:
-
(I)
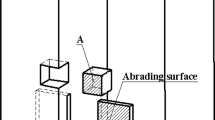
The wax pattern was designed in the shape of a staircase, as shown in Figure 1, with dimensions of 10 × 10 × T mm (where T is the thickness of the steps, and T has values of 2, 4, and 8 mm).
Fig. 1 
Schematic of wax pattern for investment casting. Wax pattern was attached to a tree, invested, and cast. Different segment thicknesses result in different temperatures and alpha-case thicknesses
-
(II)
The wax patterns were attached to runner system and a rubber base in flasks, which were then invested in Titavest using the manufacturer’s recommended preparation protocol.
-
(III)
The flasks were placed in a furnace to burn out the wax from the investment mold. The flasks were slowly heated up to 880 °C for 1 hour and allowed to cool to a preheat temperature of 650 °C for titanium casting. The titanium casting process was completed in a vacuum arc casting machine (Orotig Speed Cast 220 MJ, Italy) under argon atmosphere. The sealed chamber was evaluated to approximately 1 × 10−2 Pa and backfilled with argon gas. This flushing process was repeated three times before filling up with over-pressure argon prior to melting. An argon gas pressure of 4 × 105 Pa was chosen during casting operation. Then the arc was ignited and held for the same period of time before molten metal was forced into the flask by centrifugal and gravity force.
-
(IV)
The cast samples were physically removed from the investment mold. One side of the samples was polished to remove surface contamination for further investigation.
-
(V)
Using a precision cutting machine (Struers Accutom-10, Denmark), each sample was cut into several pieces according to their thicknesses for further analyses by X-ray diffraction (XRD), metallography, Vickers microhardness testing, and X-ray absorption spectrometry (XAS).

To reveal the microstructure of the matrix, the metallographic study was performed on one side of the 8-mm cast specimen by mounting the samples in resin, grinding them with SiC papers of 120 to 2000 grit, polishing with 9 µm diamond suspension (Buehler MetaDi, Switzerland) and colloidal silica (Struers OP-S, Denmark), and finally etching with Kroll’s reagent (1 to 3 mL HF, 2 to 3 mL HNO3 in 94 to 97 mL distilled water). The microstructure of each sample was observed using a light microscope (Huvitz HRM-300, Republic of Korea). The hardness measurements were performed using a microhardness tester (MVK-H2 Mitutoyo, Japan) with a load of 100 g-force using a dwell time of 15 seconds. The 2-mm- and 4-mm-thick portions of the CP-Ti and Ti-6Al-4V samples were prepared for crystal structure and local structure analyses by XRD and XAS techniques. The crystal structure of the samples was characterized by a Cu-sourced X-ray diffractometer (D8 ADVANCE Bruker) using 20 deg to 80 deg Bragg–Brentano configuration at room temperature. The local structures were examined and analyzed by extended X-ray absorption fine structure (EXAFS) spectrometry, which was conducted in the fluorescence-yield mode at the Ti K-edge (4966 eV) on the BL8: XAS beamline at the Synchrotron Light Research Institute, Nakhon Ratchasima, Thailand. The storage ring was operated at 1.2 GeV with electron currents decaying from 150 to 70 mA. A germanium (220) double crystal monochromator was used for energy selection with a precision of ± 0.2 eV. Fluorescence spectra were measured by a 13-element Ge detector with seven scans for each sample. Ti foil was used as calibration reference. The EXAFS data analysis was performed using Athena and Artemis software (Demeter system, version: 0.9.26[25]). The k2-weighted spectra were Fourier transformed within the limits of 3 < k < 8 and 1.2 < R < 3.8, where k is the wave number and R is the distance to the neighboring atom.
3 Results and Discussions
3.1 Alpha-Case Layer and Hardness Profile
The cast microstructure and reaction layer of CP-Ti and Ti-6Al-4V 8 mm samples are shown in Figures 2(a) and (b), respectively. For the CP-Ti sample, the left border of the micrograph in Figure 2(a) depicts the reaction interphase between the molten liquid metal and the investment. Moving inward from the border, the micrograph shows a microstructure with a larger plate-like network corresponding to approximately 200- to 300-μm-thick oxygen-rich alpha phase (alpha-case). Further inward, the microstructure indistinctively transitions to relatively finer plate-like α-titanium. For the Ti-6Al-4V sample, near the left border of Figure 2(b), the alpha-case layer thickness varies in the range of 100 to 200 μm and has a finer plate-like microstructure. Beyond the alpha-case layer, the microstructure transitions to a finer acicular alpha phase (with size variation) mixed with Widmanstätten alpha. In addition, the alpha-case layer thickness is often measured based on the increase in hardness. Figure 2(c) shows the measured hardness vs distance from the surface for the CP-Ti and Ti-6Al-4V samples. Using this hardness profiling method, the distance at which the hardness approaches a constant value determines the thickness of the alpha-case layer (the alpha-case layer is considerably harder than the titanium matrix[15,16]). As shown in Figure 2(c), the alpha-case layer thicknesses for the CP-Ti and Ti-6Al-4V samples were 350 and 200 µm, respectively. The variation in the layer thicknesses measured by the two methods used in this study is consistent with the findings of Gaddam et al.[13] that light microscopy tends to underestimate the alpha-case layer thickness. From the thickness view point, alpha-case layer thicknesses of this study are relatively thicker than other works[10,15,26,27] owing to the difference in the thicknesses of the specimens which relate to the residual thermal capacity. In one exception, Boettinger et al.[16] reported on thicker alpha-layer in a 1-cm casting sample. To gain an insight on alpha-case thickness, the cooling rate of the specimen must be understood as a function of (i) casting thickness, (ii) total enthalpy change of the system during cooling, and (iii) heat transfer from titanium through ceramic mold material. To capture every important contributing factors of such complex problem, there have been several approaches such as an analysis methodology proposed by Frueh et al.[28] In their publication, fundamental insights on the cooling rates of Ti cast specimen after solidification assuming the mold behaved as a semi-infinite solid, and casting temperature was uniform during cooling. The casting specimen cools according to Eq. [1],
where \( \rho^{\prime} \) is density of the metal, V is the volume, \( C^{\prime}_{\text{p}} \) is specific heat of the casting, T is temperature, t is time, QR is heat lost by radiation, and finally QM is heat lost by conduction from casting to the mold. Detailed treatments of the calculation and assumptions were given by Chan et al.[15]

Microstructures of (a) CP-Ti and (b) Ti-6Al-4V 8-mm samples. In (c), Vickers hardness profiles for both samples depicting alpha-layer thickness, as marked by dotted line (alpha-case layer thickness may not be measurable immediately by conventional visual observation)
In this study, 8-mm thickness casting portion was calculated for cooling rates with the following properties[15,29,30] and dimensions: \( A_{\text{s}} = 12.4 \times 10^{ - 4} \,{\text{m}}^{2} ,\;V = 24 \times 10^{ - 7} \,{\text{m}}^{3} , \)\( \rho^{\prime}_{{\left( {\text{CP - Ti}} \right)}} = 4510\;{\text{kg}}\;{\text{m}}^{ - 3} ,\;\rho^{\prime}_{{\left( {\text{Ti - 6Al - 4V}} \right)}} = 4430\;{\text{kg}}\;{\text{m}}^{ - 3} ,\;C^{\prime}_{{{\text{p}}({\text{CP - Ti}})}} = 522.61 + 0.210T\;{\text{J}}\;{\text{kg}}^{ - 1} ,\;C^{\prime}_{{{\text{p}}\left( {\text{Ti - 6Al - 4V}} \right)}} = 517.35 + 0.292T\;{\text{J}}\;{\text{kg}}^{ - 1} \) and mold temperature was assumed to be constant at 773 K at the investigated timescale. Average cooling rates of the CP-Ti and Ti-6Al-4V were approximated to be 7.02 and 6.47 K/s, respectively. Such rates may suggest that the cooling rates of two investigated metals did not play important role in our experiment.
From the microstructural viewpoint, the CP-Ti sample consisted solely of α-titanium and its alpha-case layer was approximately 1.5 times thicker than that of the Ti-6Al-4V sample. The Ti-6Al-4V sample consisted of both α-titanium and β-titanium. Intrinsically, α-titanium has a higher oxygen diffusion coefficient than β-titanium. The higher alpha-case layer thickness on the CP-Ti sample is attributable to the decrease in the oxygen diffusion coefficient when the partial fraction of β-titanium is considered.[15] Additionally, it is possible that the molten metal could react with the investment mold and therefore allow oxygen diffusion to occur.[16,18,20]
Mean Vickers hardness values of the titanium matrixes were 202.3 ± 6.2 HV0.1 and 333.5 ± 8.3 HV0.1 in the CP-Ti and Ti-6Al-4V samples, respectively. These values are consistent with those reported previously[31] as the dual-phase microstructure (α–β titanium phases) of the Ti-6Al-4V sample could result in improved mechanical properties compared to that of the α-titanium microstructure of the CP-Ti sample. Shown in Figure 2(c), the highest Vickers hardness values were observed near the surface of both specimens. The surface hardness of the Ti-6Al-4V sample reached 750 HV0.1 while the hardness value was slightly above 600 HV0.1 for the CP-Ti sample. Figures 2(a) and (b) were shown in comparison to show that conventional visual observation may not accurately depict the alpha-case layer thicknesses.
3.2 Oxygen at the Surface and Titanium Suboxides
Figure 3 shows the XRD patterns obtained for the CP-Ti matrix (red) and its alpha-case (orange). The XRD pattern for the CP-Ti matrix corresponds to pure α-titanium phase, with Ti atoms occupying a hexagonal close-packed (HCP) structure (JCPDS No. 00-001-1198). This pattern indicates the preferred orientation due to directional solidification at the specimen surface. Although the XRD pattern for the CP-Ti alpha-case looks very similar to that of the CP-Ti matrix, there is a noticeable decrease in the intensity of the (002) reflection, which suggests a variation in the (002) plane due to the interstitial oxygen atoms in the structure.

Comparison of XRD patterns of CP-Ti alpha-case (orange) and CP-Ti matrix (red). Signals indicate that both samples are mostly HCP alpha. Slight peak shifts and changes in intensities, such as α(002), are noticeable. Magnified peak shifts are shown in Fig. 5 (Color figure online)
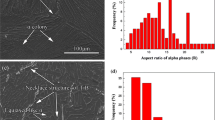
Figure 4(a) shows the XRD patterns obtained for the Ti-6Al-4V (blue) and its alpha-case (light blue). The Ti-6Al-4V matrix consists mainly of α-titanium phase (JCPDS No. 00-001-1198) with minor β-titanium phase (JCPDS No. 01-089-4913), while the Ti-6Al-4V alpha-case consists of only the α-titanium phase along with various oxide compounds, including magnesium oxide (JCPDS No. 01-078-0430), magnesium aluminum oxide (JCPDS No. 01-075-1796), and zirconium oxide (JCPDS No. 00-049-1642). These foreign oxides are reaction by-products between the molten metal and the investment material (as shown in Table I). Boettinger et al. also reported a shell-mold coating oxide in contact with the molten titanium alloy, which was found in the alpha-case region.[16] The dotted rectangle area of Figure 4(a) is magnified in Figure 4(b) to display the main α-titanium peaks at 2θ in the range 34 deg to 41 deg in which their full width at half maximum values are particularly wider than normal. These rather broad peaks result from the convolution of the XRD signals of α-titanium phase and titanium suboxide (Ti3O) with hexagonal structure (JCPDS No. 01-076-1644). Lin and Lin[32] also reported Ti3O existing in reaction surface between titanium casting with zirconia mold. The clarification of Ti3O suboxide formation is a topic of interest since it could be the underlying reason for the unusually high hardness in the alpha-case region of the Ti-6Al-4V casting.

Comparison of XRD patterns of Ti-6Al-4V alpha-case (light blue) and Ti-6Al-4V matrix (blue). Signals indicate existence of reaction products (such as zirconium oxide and magnesium oxide) in alpha-case. Matrixes in both cases comprise alpha and beta phases. Dotted inset area in (a) was magnified in (b) to further identify oxides of different species (Color figure online)
The XRD patterns of the pure titanium and titanium alloy casting samples have been magnified for the (100), (002), and (101) reflections to accentuate the dissimilarities between the CP-Ti matrix and the CP-Ti alpha-case samples, as shown in Figure 5(a), and between the Ti-6Al-4V matrix and the Ti-6Al-4V alpha-case samples, as shown in Figure 5(b). The (002) reflections of the CP-Ti alpha-case and Ti-6Al-4V alpha-case samples shifted to lower angles, which suggests pronounced expansion of the lattice parameter along the Z-axis. The occupation by oxygen in the octahedral interstices was preferred in the HCP-titanium structure. This occupation induces lattice strain along the Z-axis in the crystal lattice when compared to the strains along the X-axis and the Y-axis.[33,34]

Normalized XRD reflections of α(100), α(002), and α(101) of (a) CP-Ti matrix (red) and CP-Ti alpha-case (orange), as well as (b) Ti-6Al-4V matrix (dark blue) and Ti-6Al-4V alpha-case (light blue). Shift in α(002) reflection to smaller angle suggests preferential elongation of (002) lattice planes as alpha-case was formed (Color figure online)
3.3 EXAFS Analysis
The results obtained from the EXAFS technique provided element-specific information, such as the coordination numbers and bond lengths of the neighboring atoms of the absorbing atom.[35] Combined with the XRD analysis, the EXAFS technique was used to investigate the local structure of titanium and the corresponding oxygen variation in the as-cast microstructures.
The Ti K-edge EXAFS spectra were first normalized using a standard procedure to extract the oscillating part of the EXAFS spectrum, \( \chi \left( k \right), \), as given in Reference 36:
where \( \mu_{0} \left( k \right) \) is the atomic absorption coefficient of the bare atom and \( \mu \left( k \right) \) is the absorption edge jump. The origin of the k scale was set to the energy (denoted E0) at the first maximum derivative at the Ti K-edge. Fourier transformation (FT) was then performed over the range of 3 to 8 Å−1 with a weight (k2) and a square window function. Simulations of the EXAFS spectra were performed in the k domain using the EXAFS equation, as given in Reference 37:
This equation represents the summation of all the scattering paths (j) of the photoelectron wave that leaves the Ti atom (the absorbing atom) is subsequently scattered by its neighboring atom in the jth shells, and returns to the Ti atom. The parameters \( S_{0}^{2} , \)Nj, \( f_{i}^{\text{eff}} \left( {k,\;R_{j} } \right), \)Rj, \( \phi_{ij} \left( k \right), \)\( \sigma_{j} , \) and \( \lambda \left( k \right) \) are the amplitude reduction factor, coordination number (number of scattering atoms), effective scattering amplitude, effective distance between the absorbing atom and the scattering atoms, phase shift, Debye–Waller factor, and photoelectron mean free path, respectively.
The Fourier transforms of the Ti K-edge EXAFS spectrum in the R-space for all the samples, as shown in Figure 6, were performed using the Athena software [version 0.9.26, 2016]. The strong peak of titanium observed between 2 and 3 Å corresponds to the first and second Ti-Ti coordination due to their inseparable overlapping signals in the HCP structure. Titanium has a HCP structure in which each Ti atom is surrounded by 6-fold Ti atoms at 2.894 Å in the first nearest neighbor shell and 6-fold Ti atoms at 2.950 Å in the second nearest neighbor shell. The observed EXAFS features of the CP-Ti alpha-case depict the scattering signal of the interstitial oxygen atoms in the titanium structure around 2.1 Å, which corresponds to Ti-O coordination of interstitial oxygen atoms at the octahedral site[38] and Ti3O. Even though Ti3O was not detected by the XRD technique, the EXAFS spectrum showed the existence of Ti3O in the CP-Ti alpha-case. It should be noted the phase shift (of approximately 0.3 to 0.5 eV) was not introduced into the Fourier-transformed EXAFS spectrum.

Fourier transform of EXAFS spectra at Ti K-edge in R-space for (a) CP-Ti matrix, (b) CP-Ti alpha-case, (c) Ti-6Al-4V matrix, and (d) Ti-6Al-4V alpha-case. Spectra should be compared between same alloy family
The EXAFS features of the Ti-6Al-4V alpha-case exhibited more scattering around 2.1 Å, as shown in Figure 6. This observation corresponds to the Ti-O coordination in the Ti3O structure and the interstitial oxygen atoms at the octahedral site. However, based on the XRD result, Ti3O should be the dominant phase.
To fit the measured EXAFS absorption data to a specific crystal structure, the simulated absorption spectrum of the first and second shells of the titanium structure were generated using theoretical FEFF calculations.[25,39] The structural fitting was performed based on the XRD investigation and the EXAFS features. Thus, the CP-Ti alpha-case and Ti-6Al-4V alpha-case spectra were each fitted with Ti3O and α-titanium structures. For the non-alpha-case samples, the CP-Ti matrix was fitted with an α-titanium structure, while the Ti-6Al-4V matrix was fitted with a mixture of α-titanium and β-titanium structures. Figure 7 presents the results of the EXAFS fitting for all the samples in the R-space, and Table III lists the corresponding best-fit values of \( S_{0}^{2} , \)N, R, and σ2. The quality and accuracy of the fit (denoted by R-factor) ranges from 0.0002 to 0.0043, which indicates a good fit.

k2-weighted EXAFS data at Ti K-edge and model fitting in R-space for (a) CP-Ti matrix, (b) CP-Ti alpha-case, (c) Ti-6Al-4V matrix, and (d) Ti-6Al-4V alpha-case
The fitting results indicate that the path lengths of the first two shells in the CP-Ti sample decrease relative to that of the normal α-titanium model. The path length decreases from 2.894 to 2.844 Å in the first shell and from 2.950 to 2.899 Å in the second shell. This decrease in path length is very likely a result of the distorted structure in the as-cast CP-Ti sample.
In the CP-Ti alpha-case sample, three phases were observed: Ti3O, α-titanium, and interstitial oxygen atoms in α-titanium. Due to the vagueness of the interstitial oxygen atom positions in the crystal structure and the random nature of occupancy, the Ti3O and α-titanium models were selected for principal fitting to represent the extreme condition (the maximum number of oxygen atoms in the Ti3O model and the minimum number of oxygen atoms in the α-titanium model). The best fitted results indicate that the phase fractions of Ti3O and α-titanium were 0.320 and 0.680, respectively. Due to the oxygen concentration gradient inside the alpha-case layer, the oxygen content would be richest at the surface and decrease toward the center of the sample. The regions close to the surface would more likely contain the Ti3O phase, while the regions deeper inside would contain more α-titanium phase. The observation of both Ti3O and α-titanium phases in the EXAFS spectrum indicates that the detection area of the technique adequately captured the regions adjacent to the surface of the sample. In addition, it was noted that the actual phase fraction of Ti3O could be less than the fitted result because there might be interstitial oxygen atoms in the α-titanium phase in the alpha-case region.
In the Ti-6Al-4V sample, the path lengths of the first two shells are found to decrease in both the α-titanium and β-titanium models. This observation can be explained by the distorted structure that resulted from the casting process, similar to that of the CP-Ti sample. The phase fractions of the α-titanium and β-titanium phases in the Ti-6Al-4V sample were 0.756 and 0.244, respectively. This observation is inconsistent with the phase fraction observed in the XRD analysis, as discussed in the previous section. This discrepancy in phase fractions might be due to the smaller inspected volume analyzed in the XAS technique, as compared to the XRD technique.
In the Ti-6Al-4V alpha-case sample, the Ti3O and α-titanium models were selected for fitting for the same reason as the selection for the CP-Ti alpha-case sample. The fitting results indicate that the phase fractions of the Ti3O and α-titanium phases were 0.667 and 0.333, respectively.
Seul et al.[21] reported that TixO phase (where \( x \ge 2 \)) would first occur in a Al2O3 + Ti shell mold heated to 950 °C in a vacuum atmosphere and would be subsequently transformed into α-titanium phase with high oxygen content (alpha-case layer). This report is consistent with the findings of our experiment in a controlled Ar atmosphere, as there was insufficient oxygen content to form the TiO2 phase. Instead, the metastable Ti3O phase was formed.
The schematic shown in Figure 8 summarizes our findings. We propose that during the casting process in a controlled atmosphere, the molten titanium reacts with the spinel-based investment mold, and this reaction results in the formation of Ti3O at the surface. In the case of pure titanium casting (i.e., the CP-Ti sample), the microstructure consists of α-titanium phase only. In a 1-D analysis of oxygen diffusion into a titanium matrix, Boettinger et al.[16] reported that the diffusion of oxygen in the liquid phase was ignored as the oxygen diffusion in the solid phase was the rate-controlling process. Given the relatively higher oxygen diffusion coefficient of α-titanium, the Ti matrix scavenges oxygen from both the environment and the Ti3O layer, and the final products are the more thermodynamically stable oxygen-rich α-titanium [α-Ti(O)] and α-titanium phases. The gradient of the white/blue spheres shown in Figure 8 illustrates the oxygen gradient: a higher fraction of oxygen-rich α-titanium phase [α-Ti(O)] is expected at the surface, but this fraction decreases toward the center of the sample. Comparatively, in the case of the Ti-6Al-4V alloy casting sample, the as-cast matrix consists of both α-titanium and β-titanium. Due to the lower oxygen diffusion coefficient in β-titanium, some amount of prior-formed Ti3O phase remains at the surface. Furthermore, a thinner oxygen-rich α-titanium [α-Ti(O)] layer is expected, as shown in Figure 8. Because Ti3O is a relatively hard oxide, its presence at the surface contributes to the higher hardness values at the surface of the Ti-6Al-4V casting.

Proposed schematic for alpha-case layer formation during titanium casting. Investment mold is shown in beige, and titanium atoms are represented by blue circles. Oxygen contained in titanium lattice is represented by partial white filling. Ti3O is represented by green circles. Resulting thicknesses of alpha-case depend on oxygen diffusion coefficients. Our study found thicker alpha-case layer in CP-Ti specimen (Color figure online)
4 Conclusion
CP-Ti and titanium alloy (Ti-6Al-4V) were cast with spinel-based investments in a controlled atmosphere to gain better insights into the mechanism controlling alpha-case formation. In-depth analysis using EXAFS, XRD, metallography, and Vickers hardness profile revealed the mechanism underlying the formation of the alpha-case layers in both investigated metals.
The formation of the alpha-case layer begins when the molten titanium reacts with the spinel-based investment to produce a metastable Ti3O layer at the surface of casting. Subsequently, the Ti3O phase is transformed into the oxygen-rich α-titanium phase (i.e., the alpha-case layer). The amount of phase transformation depends on the oxygen diffusion coefficient in the underlying matrix.
In the case of CP-Ti, the oxygen diffusion coefficient is higher, and thus, complete transformation of the Ti3O phase into the alpha-case layer occurred. The total thickness of the alpha-case layer was 350 ± 15 µm. For the Ti-6Al-4V alloy casting, incomplete transformation of Ti3O phase occurred, and evidence of the remaining Ti3O was observed at the reaction surface. Due to the limited oxygen diffusion, a thinner alpha-case layer, 200 ± 15 µm, was measured. The higher Vickers hardness values that were measured in the case of the Ti-6Al-4V alloy originated from the existence of both β-titanium and Ti3O phases at the surface.
References
M. Peters, J. Kumpfert, C. H. Ward and C. Leyens: Titanium and Titanium Alloys, Wiley-VCH Verlag GmbH & Co. KGaA, 2005, pp 333–350.
D. Eylon, S. Fujishiro, Pamela J. Postans and F. H. Froes: JOM 1984, vol. 36, pp. 55-6
Łukaszewicz A, Smolarczyk P, Szota M, Nabiałek M, Bukowska A (2013) J Achiev Mater Manuf Eng 61:281-288
B. Kasemo: J. Prosthet. Dent. 1983, vol. 49, pp. 832-837.
J. Breme, E. Eisenbarth and V. Biehl: Titanium and Titanium Alloys, Wiley-VCH Verlag GmbH & Co. KGaA, 2005, pp 423–51.
H. J. Rack and J. I. Qazi: Mater. Sci. Eng. C, 2006, vol. 26, pp. 1269-1277.
M. Niinomi: J. Mech. Behav. Biomed. Mater., 2008, vol. 1, pp. 30-42.
S.S.d. Rocha, F. Nogueira, A.R.F. Pieralini, R.F.R. and G.L. Adabo: Braz Oral Res., 2010, vol. 24, pp. 147–52.
T. Papadopoulos, S. S. Zinelis and M. Vardavoulias: J. Mater. Sci., 1999, vol. 34, pp. 3639-3646.
R. C. Atwood, P. D. Lee and R. V. Curtis: Dent Mater., 2005, vol. 21, pp. 178-186.
R. I. Jaffee: Prog. Met. Phys., 1958, vol. 7, pp. 65-163.
J. Unnam, R. N. Shenoy and R. K. Clark: Oxid. Met., 1986, vol. 26, pp. 231-252.
R. Gaddam, B. Sefer, R. Pederson and M.-L. Antti: Mater. Charact., 2015, vol. 99, pp. 166-174.
H. Guleryuz and H. Cimenoglu: J. Alloys Compd., 2009, vol. 472, pp. 241-246.
K. S. Chan, M. Koike, B. W. Johnson and T. Okabe: Metall. Mater. Trans. A, 2008, vol. 39, pp. 171-180.
W. J. Boettinger, M. E. Williams, S. R. Coriell, U. R. Kattner and B. A. Mueller: Metall. Mater. Trans. B, 2000, vol. 31, pp. 1419-1427.
C.-C. Hung, G.-L. Hou, C.-C. Tsai and C.-C. Huang: Dent. Mater., 2004, vol. 20, pp. 846-851.
Y. Guilin, L. Nan, L. Yousheng and W. Yining: J. Prosthet. Dent., 2007, vol. 97, pp. 157-164.
K.-i. Suzuki, K.i Nishikawa and Siro Watakabe: Mater. Tran., JIM, 1997, vol. 38, pp. 54–62.
M.-G. Kim, S. Kim and Y.-J. Kim: Mater. Trans., 2002, vol. 43, pp. 745-750.
L. Seul, B.-J. Choi, J.-I. Youn, and Y.-J. Kim: in Proc. 10th Int. Symp. Liq. Met. Process. Cast., M.J.M. Krane, A. Jardy, R.L. Williamson and J.J. Beaman, eds., Springer, Cham, 2016, pp. 341–45.
P.C.G. Oliveira, G.L. Adabo, R.F. Ribeiro and S.S. Rocha: Dent. Mater., 2006, vol. 22, pp. 1098-1102.
D. Chan, V. Guillory, R. Blackman and K.-h. Chung: J. Prosthet. Dent., 1997, vol. 78, pp. 400-404.
A.R.F. Pieralini, F. Nogueira, R.F. Ribeiro and G.L. Adabo: J. Prosthet. Dent., 2012, vol. 108, pp. 51-57.
B. Ravel and M. Newville: J. Synchrotron Radiat., 2005, vol. 12, pp. 537-541.
R. Gaddam, B. Sefer, R. Pederson and M. L. Antti: Mater. Sci. Eng., 2013, vol. 48, p. 012002.
H. Kikuchi, M. Onouchi, K. Miyanaga, M. Wakashima, O. Okuno and M. Nishiyama: J. Dent. Mater., 2004, vol. 23, pp. 387-394.
C. Frueh, D. R. Poirier and M. C. Maguire: Metall. Mater. Trans. B, 1997, vol. 28, pp. 919-926.
H H. Bros, M. L. Michel and R. Castanet: J. Therm Anal., 1994, vol. 41, pp. 7-24.
M. Xu, S.N. Lekakh and V.L. Richards: Int. J. Metalcast, 2016, vol. 10, pp. 329-337.
S.S.d. Rocha, G.L. Adabo, G.E.P. Henriques and M.A.d.A. Nóbilo: South Braz. Dent. J., 2006, vol. 17, pp. 126–129.
K.-F. Lin and C.-C. Lin: J. Mater. Sci., 1999, vol. 34, pp. 5899-5906.
M. . Yan, W. Xu, M. S. Dargusch, H. P. Tang, M. Brandt and M. Qian: Powder Metall., 2014, vol. 57, pp. 251-257.
R. Montanari, G. Costanza, M. E. Tata and C. Testani: Mater. Charact., 2008, vol. 59, pp. 334-337.
A. I. Frenkel: Chem. Soc. Rev., 2012, vol. 41, pp. 8163-8178.
S. Enzo, L. Schiffini, L. Battezzati and G. Cocco: J. Less-Common Met., 1988, vol. 140, pp. 129-137.
S. Carvin: XAFS for Everyone, CRC Press, New York, 2013.
H.H. Wu, P. Wisesa and D.R. Trinkle: Phys. Rev. B 2016, vol. 94, p. 014307.
B. Ravel: J. Synchrotron Radiat., 2014, vol. 21, pp. 1269-1274.
Acknowledgments
This study was financially supported by Chulalongkorn Academic Advancement into its 2nd Century Project, Chulalongkorn University, Thailand. The authors would like to express their gratitude to the Center for Scientific and Technological Equipment (CSTE), Suranaree University of Technology for access to the XRD Measurement Facility. We thank the Synchrotron Light Research Institute (Public Organization), Beam Line #8 (BL8:XAS) and also BL8 staff, in Nakhon Ratchasima, Thailand for providing the XAS Facility. Boonrat Lohwongwatana acknowledges the support from the Advanced Materials Analysis Research Unit and the Biomedical Engineering Research Center, Faculty of Engineering, Chulalongkorn University. Chedtha Puncreobutr acknowledges the in-kind material support from Meticuly Co., Ltd. Atchara Khamkongkaeo acknowledges the support from Rachadapisek Sompote Fund, Chulalongkorn University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted June 28, 2019.
Rights and permissions
About this article

Cite this article
Boonchuduang, T., Bootchanont, A., Klysubun, W. et al. Formation of Alpha-Case Layer During Investment Casting of Pure Ti and Ti-6Al-4V Using Comparative XRD and EXAFS Investigation. Metall Mater Trans A 51, 586–596 (2020). https://doi.org/10.1007/s11661-019-05541-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-019-05541-1