
Abstract
Six different composition steels were designed based on CD3MWCuN, a common industrial alloy formulated to have a microstructure consisting of 50 pct ferrite and 50 pct austenite. The steels were designed to have ± 10 pct Cr, Ni, and Mo over the nominal composition of CD3MWCuN and were obtained by remelting a keel bar of the base alloy and adjusting the composition. The + compositions variations were achieved simply by adding additional Cr, Ni, or Mo, while the − variations were obtained by adding additional amounts of the remaining major elements to the nominal composition of the keel bar. In this way it was possible to produce a series of alloys where the Cr/Ni equivalent ratio, Creq/Nieq, as calculated using the equations first employed by Schoffler varied from ≈ 1.35 to 1.65. A series of homogenization temperatures ranging from 1000 °C to 1250 °C were used to produce a uniform starting microstructure and the alloys were cooled at rates ranging from 500 °C to 1000 °C/hour from these homogenization temperatures. Air-cooled and water-quenched samples were examined as well. Based on observations of the microstructure a generalized ferrite prediction diagram was developed that takes into account homogenization temperature, cooling rate, and chromium-to-nickel equivalence ratio (Creq/Nieq) to predict the amount of ferrite that can be expected in the alloy. This diagram represents the first major evaluation of ferrite content as a function of homogenization temperature and cooling rate specifically for cast duplex alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steels (DSSs), which consist of a 50/50 mixture of austenite (γ) and ferrite (α), are extensively used in a variety of applications including marine, oil, pulp, and petrochemical industries due to their excellent mechanical properties and corrosion resistance.[1,2,3] Duplex stainless steels (DSS) are well known due to their high mechanical properties and good stress-corrosion cracking resistance, and may replace standard austenitic stainless steels in some industrial applications.[4,5,6]
The exact ferrite-to-austenite percentage of duplex steels will affect mechanical and corrosion properties so understanding and controlling this ratio is of prime importance.[7,8,9] The ratio of ferrite to austenite is influenced primarily by composition,[10,11,12,13] and a number of constitution diagrams have been developed over the years to estimate the ferrite/austenite ratio. The first diagram was developed by Schaeffler,[14] who studied duplex stainless steel weldings. Several different stainless steel alloys were studied and the microstructures examined after both autogenous welding and mixing during welding with different alloys. In this study, the effect of ferrite stabilizing elements (Cr, Mo, Si, and Nb) was accounted for by determining a ferrite equivalent based on the alloying amount of Cr. Similarly, austenite stabilizers such as C and Mn were related to a Ni equivalent. The Delong diagram,[15] also applicable to duplex stainless steel weldings, can be considered as an extension of the Schaeffler diagram except it takes the austenite stabilizing element Nitrogen into account in the Nieq equation. It was not until the work of Schoefer[16] in 1980 that a more extensive empirical equation for the accounting of Creq and Nieq was introduced. This work was based on solution heat-treated stainless steel castings (CF-3, CF-3M, CF-8, and CF-8 M) that covered a range of compositions.[17] In this study, a different expression for Cr and Ni equivalence was developed, one which took into account the additional alloying element of and N. The homogenization times were in the range of from 1 to 4 hours and temperatures used ranged from 1093 °C to 1177 °C for the alloys studied. Based on observations, a diagram was developed to predict the expected ferrite/austenite ratio as a function of Creq and Nieq. The Schoefer diagram is still widely consulted to this day as a rough estimate of what may be expected. Subsequent to Schoefer’s work the Welding Research Council (WRC-1992)[18] studied the balance of ferrite/austenite in stainless steel weld metals. Again, this study was concerned more with the ferrite/austenite ratio in the as-solidified state after welding.
The Cr and Ni equivalent (Creq and Nieq) equations employed by the studies discussed above are summarized in Table I. Note that in all these studies, and the constitution diagrams that resulted from them, neither cooling rate nor homogenization temperature was taken into account. In comparing the various diagrams to experimental data obtained from modern casting alloys, the predictions can be highly inaccurate. For example, in the case of CD3MWCuN, a typical duplex stainless steel (also known as 6A), using the nominal composition and the various respective equations for Creq and Nieq from Table I, the predicted ferrite content for this 50/50 duplex stainless steel can range from 22 pct (Schoefer) to 86 pct (Schaeffler). Thus, there is a clear need for additional work in this area to better define the actual expected range.
Some efforts have also been made to develop ferrite prediction capabilities based on calculation models. These efforts include studies by Babu,[19] who used a function fit model to calculate ferrite percentage, Vitek,[20] who used a neural network analysis, and Vasudevan,[21] who employed a Bayesian neural network. All of these methods were developed for wrought alloys to predict ferrite content as a function of welding parameters and as such are not directly applicable to cast and heat-treated casting alloys.
Examination of the existing research reveals that while several studies have investigated the effect of composition on ferrite percentage the wide variation in predicted ferrite values implies that processing conditions also play a large role in determining the resultant microstructure. None of the existing studies[14,15,16,17,18] examined the influence processing parameters such as homogenization temperature and cooling rate have on the room-temperature ferrite/austenite ratio. Indeed, examination of previous work reveals that a mixture of samples and processing was often used. A systematic study into processing effects was recently undertaken by the authors and the results show that the homogenization temperature used plays a large role in determining the resultant ferrite percentage.[22,23] This study examined the ferrite/austenite ratio in quenched, air-cooled, and rapidly cooled samples form a number of homogenization temperatures. Based upon the results,[22,23] the amount of ferrite can be predicted fairly accurately once the initial ferrite percentage is known at the completion of the homogenization heat treatment.
The goal of this research is to develop a diagram that allows prediction of the ferrite/austenite ratio as a function of processing parameters as well as composition. This will be accomplished through a study of the effect of cooling rates on the ferrite percentage in the alloy CD3MWCuN. Starting with the nominal composition of this alloy as a base system, variations in composition were introduced to produce a range of Cr and Ni equivalents. A series of experiments were designed to see how homogenization and the cooling rate from those temperatures affected the chosen alloys. Based on these observations, a more general cooling rate diagram was developed that should allow extension of the results to other duplex alloy systems.
2 Experimental procedure
A keel bar of CD3MCuN 35 × 20 × 180 mm in size was received for examination, shown in Figure 1(a). In order to study the sensitivity of composition changes in conjunction with cooling rate on determining the ferrite/austenite ratio, the composition of the major alloying additions, namely, Cr, Mo, and Ni, were varied from the nominal base composition. Six different composition steels were selected with ± 10 pct Cr, Ni, Mo based on the composition of CD3MWCuN. This was done as follows.

(a) Keel bar selected for the experiment (35 × 20 × 180 mm). (b) Castings produced for this study
The nominal composition of the as-received bar is shown in Table II. In order to obtain compositions of excess Cr, Ni, and Mo, it was a simple matter of adding these additional elements to material sectioned from the existing keel bar and melting these constituents to produce a new casting. To obtain compositions where Cr, Ni, and Mo were deficient, additional amounts of the other major alloying elements were added to the existing keel bar. Table III shows how the designed compositions were achieved by adding the indicated elements for each 100 g casting of CD3MWCuN.
All samples were melted by heating to 1525 °C under an argon atmosphere, held for 30 minutes, and then cooled to 400 °C at 50 °C/hour, after which the furnace was powered off and the samples were allowed to cool to room temperature. This produced the six solidified cylindrical samples shown in Figure 1(b). The six resultant compositions were checked using optical emission spectroscopy (OES) and the results are listed in Table IV. The results show reasonable success in achieving the ± 10 pct relative values. Slices approximately 4.0 mm thick were then cut from each of the solidified castings.
The six different compositions were then sliced to provide a series of samples for controlled heat treatments. All slices were heated to 1150 °C and held for four hours to ensure homogenization.[24] Once homogenized, four slices were cooled at 500, 700, 850, and 1000 °C/hour from the homogenization temperature. Including the base alloy, this produced a matrix of 28 samples for examination. All homogenization heat treatments and controlled cooling were conducted in an Ar atmosphere furnace.
All the samples were prepared for examination using standard metallographic grinding and polishing techniques. An FEI Inspect F50 scanning electron microscope (SEM) was used to take backscattered electron images (BSE) images and phase percentage was determined using a point count method.[23]
3 Results and Discussion
3.1 Microstructure
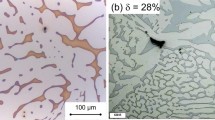
Figure 2 shows BSE-SEM images of the six designed compositions after being homogenized at 1150 °C for four hours and then cooled at a rate of 1000 °C/hour. At this cooling rate, there are predominantly two phases, ferrite as the dark matrix and austenite as light gray. A very small amount of intermetallic phase is occasionally found scattered in the microstructure, the total amount measured being at most ≈ 1 vol pct. As expected, it is apparent that increasing Cr and decreasing Ni (+ 10 pct Cr and − 10 pct Ni) result in a higher ferrite, and vice versa for the corresponding negatives of these alloys (− 10 pct Cr and + 10 pct Ni). The difference in ferrite content for the − 10 pct and + 10 pct Mo samples is relatively minor; since the amount of Mo is only 3.69 wt pct, a ± 10 pct change has less of an affect.

BSE-SEM images of samples cooled at 1000 °C/hour after being homogenized for four hours at 1150 °C (a) − 10 pct Cr, (b) + 10 pct Cr, (c) − 10 pct Ni, (d) + 10 pct Ni, (e) − 10 pct Mo, (f) + 10 pct Mo homogenization cooling rates. Note that small amounts of white phase seen in (b), (c), and (f) are intermetallic phases
Comparing these results to those obtained in Reference 23 reveals that the 1000 °C/hour homogenization cooling rate produces microstructures similar to the water-quenched samples. This comparison holds true for the remaining samples cooled at 850, 750, and 500 °C/hour. The only noted differences are in the quantitative measured amounts of the phases.
3.2 Quantitative Measurements
Table V shows the ferrite percentages obtained at different cooling rates from the samples. Quantitative measurements revealed that the amounts of intermetallic present in the samples is low in all cases for these high cooling rates—typically on the order of 1 pct. Thus, considering the amount of error inherent in the measurements, the amount of austenite present in each sample is simply 1-measured pct ferrite. Table V shows that ferrite content increases with an increase of cooling rate from the homogenization temperature and the expected differences due to alloying additions seen in the BSE-SEM images are confirmed, i.e., ferrite percent decreases with increasing austenite stabilizer Ni but increases with increasing Cr and Mo contents. For example, a relative 10 pct increase in Cr content increases ferrite content approximately 10-20 pct depending on cooling rate.
Plots of the data shown in Table V are displayed in Figure 3. Earlier studies on this system have shown that slower cooling rates lead to large-scale precipitation of intermetallics.[23] However, when the cooling rate remains higher than 500 °C/hour, the amount of precipitation is negligible in well-homogenized samples. In the region studied (500 to 1000 °C/hour cooling rate), changes in ferrite content can be fit extremely well to linear relationships and show slight yet steady decreases with slowing cooling rate. This linear change with cooling rate was noted also for the base alloy.[23]

Ferrite content images of (a) Mo, (b) Ni, (c) Cr
4 Discussion
To determine the composition effect, Cr and Ni equivalents (Creq, Nieq, respectively) were first calculated for all of the alloys examined using the equation proposed by Schoefer,[16,17] shown in Table I and reproduced below as Eqs. [1] and [2]. Doing this gives the Creq and Nieq values shown in Table VI. Once these values are known, the ferrite percentage present as a function of these values can be plotted for the various cooling rates studied. This is done in Figure 4 where the Creq/Nieq ratio is used as the x-axis in a somewhat analogous manner to the Schoefer diagram. Note that given the linear fits of the data as a function of cooling rate (Figure 3), a band of possible ferrite percentages results. For the sake of clarity, only three of the four cooling rates studied are plotted, namely, the 500, 750, and 1000 °C/hour data to designate the two endpoints and the center point of the resultant range of possible ferrite values. Note also that the best fit lines of Figure 4 delineating this band are simple constructions rather than a mathematical fit since no single function describes the curves adequately over the entire range of compositions studied.

Proposed ferrite prediction diagram as a function of cooling rate and composition (The error bar for each point is less than ± 3.4 pct)
Observation of Figure 4 produces some interesting predictions. For example, for Creq/Nieq ratios from 1.34 to 1.74 the width of the predicted band is fairly consistent as a function of homogenization cooling rate for rates ranging from 500 to 1000 °C/hour. However, as the slope of the band varies across this range, significant changes in expected ferrite content can be produced. For example, as the Creq/Nieq ratio changes from 1.525 to 1.63, a significant change of the ferrite content is predicted from a low 50 pct to a high of 70 pct depending on exact composition and cooling rate. For any specific Creq/Nieq ratio within this band, the spread is smaller but can still be substantial. As an example, an alloy casting with a Creq/Nieq ratio of 1.6 may expect to have ferrite contents as high as 62 pct in thin sections (cooling rate 1000 °C/hour or high) but less than 59 pct in thicker sections (cooling rate 500 °C/hour). Similarly, as the Creq/Nieq value drops below 1.4, variations on the order of 3 to 4 pct or more can be expected. For the mid-range Creq/Nieq ratios of ≈ 1.4 to 1.55, the expected ferrite percentage remains fairly constant and varies relatively slightly (± 1 pct) across an average ferrite value of ≈ 52.5 pct. This would imply that a number of alloys could be developed within this range, cooled at varying temperatures, and still produce an approximate 50/50 ferrite/austenite ratio.
Figure 5 displays a proposed diagram for the prediction of ferrite content based upon the data of this study. In the development of this diagram, it is assumed that one is starting with a fully homogenized structure where the overall intermetallic content is less than 1 vol pct. Restrictions on this diagram are that the homogenization temperature used is 1150 °C and the cooling rate is in the range of 500 to 1000 °C/hour from the homogenization temperature. At cooling rates higher than 1000 °C/hour, the ferrite content is expected to increase slightly from this diagram, assuming one can extrapolate the curves of Figure 3 to higher temperatures. This is because as cooling rate increases, ferrite has less time to transform to austenite and thus a higher ferrite percentage is retained. At cooling rates slower than these considerable deviations can result if significant amounts of intermetallic phase form during cooling.

ISU ferrite prediction diagram
Earlier studies by the authors have shown that homogenization temperature plays a large role in determining the initial ferrite/austenite ratio.[22,23] If a higher homogenization temperature is used, it is expected that the diagram of Figure 5 will be displaced upwards, in accordance with the difference in starting ferrite seen vs homogenization temperature as discussed in References 22 and 23. Similarly, homogenization temperatures less than 1150 °C will cause the curve to displace downwards.[22,23] From a plot of starting ferrite percentage as a function of heat treatment temperature, an expression can be developed that allowed the relative amount of shift as a function of temperature to be determined. For the curve of ferrite percent vs homogenization temperature shown in References 22 and 23, the equation of best fit is found to be a logistic curve and this expression is shown below in Eq. [3]:
where y is starting ferrite percentage as a function of homogenization temperature TH.
By employing Eq. [3], the general proposed ferrite prediction diagram of Figure 5 can be adapted to other homogenization temperatures. This is done in Figure 6. The same assumption of a homogeneous starting microstructure is required as is the constraint for cooling rate being in the range from 500 to 1000 °C/hour. It is important to remember that only Figure 4 shows actual data for samples cooled from the 1150 °C homogenization temperature. Figure 5 is merely a schematic showing an average “prediction band” similar in some respects to the bands drawn for TTT curves. Figure 6, therefore, is a schematic meant to represent what is expected as homogenization temperature increases or decreases from 1150 °C; the bands are simple shifts of Figure 5 up or down depending upon the starting ferrite percentage as predicted by Eq. [3]. Thus, the additional assumption in the positioning of these bands is that similar kinetics of the ferrite-to-austenite conversion as a function of cooling rate exists at these temperatures. This assumption is believed to be true based on the evidence presented in References 22 and 23 although it is unknown what effect the changing Creq/Nieq ratio has on the kinetics. Further experimental work is required to test the validity of these predictions.

Ferrite prediction diagram as a function of cooling rate, homogeneous temperature, and Creq/Nieq
5 Summary and Conclusions
By using the alloy CD3MWCuN as a base and varying the composition of Cr, Mo, and Ni ± 10 pct relative to the base values, a series of alloys where the Creq/Nieq ratio varied from ≈ 1.35 to 1.65 was produced. This range is sufficient to encompass a number of duplex alloys. Observation of the microstructure of these alloys as a function of cooling rate from a homogenization temperature of 1150 °C allowed development of a new diagram for the prediction of ferrite percent in duplex stainless steels. While the diagram is primarily applicable to well-homogenized alloys heat treated at 1150 °C, it can be adapted to other homogenization temperatures using empirical equations to adjust ferrite percent.
Based on this study and observations that result from the developed diagram, the following conclusions can be drawn:
-
(1)
Ferrite content for alloys in the Creq/Nieq ratio range of ≈ 1.4 to 1.55 is predicted to remain fairly constant, varying only slightly with cooling rates higher than 500 °C/hour. Large differences can be expected depending upon the homogenization temperature, ranging from a high of ≈ 80 pct for TH = 1250 °C to a low of ≈ 45 pct for TH = 1000 °C.
-
(2)
Alloy compositions outside this range (i.e., Creq/Nieq < 1.4 or > 1.55) can be expected to have much lower or much higher ferrite amounts, respectively, with differences being as great as ± 10 vol pct ferrite.
-
(3)
While cooling rate plays a lesser role than composition in determining equilibrium ferrite amount, it can still be significant in castings which have a mixture of thin and extremely thick sections. The microstructure seen in a thin section could be substantially different than in a thick section, especially if cooling rate from the homogenization temperature drops well below 500 °C/hour. In this case, substantial amounts of intermetallic may form.
Future work in this area should include similar studies on additional duplex stainless steel alloys. Correlation of the results seen in those alloys, which have different Creq/Nieq ratios, would allow the ferrite contents predicted on the basis of composition variations in CD3MWCuN to be studied and verified or disproved. Correlation of results from such studies might better elucidate the effect Creq/Nieq ratios, and additional minor alloying additions, have on determining the ferrite/austenite ratio as a function of composition, homogenization temperature, and cooling rate.
References
N.D. Ryan and H.J. Mcqueen: Mater. Sci. Eng., 1986, vol. 81, pp. 259-272.
J.O. Nilsson: Mater. Sci. Technol., 1992, vol. 8, pp. 685-700.
S. Atamert and J.E. King: Mater. Sci. Technol., 1992, vol. 8, pp. 896-911.
C.D. Lundin and C.P.D. Chou: WRC. Bulletin., 1983, vol. 289, pp. 1-80.
C.D. Lundin, W.T. Delong and D.F. Spon: Weld. J., 1975, vol. 54, pp. 241 s-246s.
D.L. Olson: Weld. J., 1985, vol. 64, pp. 281s-295s.
N.S.L. Philips, L.S. Chumbley and B. Gleeson: J. Mat. Eng. Perf., 2009, vol. 18, pp. 1285-1293.
Y-J. Kim, O. Ugurlu, C. Jiang, B. Gleeson and L.S. Chumbley: Metall. Mater. Trans. A, 2007, vol. 38, pp. 203-211.
Y-J. Kim, L.S. Chumbley, B. Gleeson: Metall. Mater. Trans. A, 2004, vol. 35A, pp. 3377-3386.
Y.J. Kim, L.S. Chumbley: J. Mat. Eng. Perf., 2008, vol. 17, pp. 224-239.
E. Johnson, Y.J. Kim and L.S. Chumbley: Scr. Mater., 2004, vol. 50, pp. 1351-1354.
A.W. Stockdale and J.N. Dupont: Sci. Technol. Weld. Joi., 2011, vol. 67, pp. 426-432.
L. Liao and S. Chumbley: Appl. Sci., 2019, vol. 1(123), pp. 1-10.
A. Schaeffler: Metal. Progress., 1949, vol. 56, pp. 680-680B.
W.T. Delong: Weld. J., 1974, vol. 53, pp. 273s-286s.
E.A. Schoefer: Handbook of Stainless Steels, 1997. ASM, Materials Park
L.S. Aubrey, P.F. Wieser, W.J. Pollard and E.A. Schoefer: ASTM STP 756.
D.J. Kotechi and T.A. Siewert: Weld. J., 1992, vol. 71, pp. 171s-178s.
S.S. Babu, J.M. Vitek, Y.S. Iskander and S.A. David: Sci. Technol. Weld. Joi., 1997, vol. 2, pp. 279-285.
J.M. Vitek, S.A. David and C.R. Hinman: Weld. J., 2003, vol 82(1), pp. 10s–17s.
M. Vasudevan, A.K Bhaduri, Baldev Raj and K Prasad Rao: J. Mater. Process. Tech., 2003, vol 142, pp. 20-28.
L. Liao and S. Chumbley: Metall. Mater. Trans. A, 2019. https://doi.org/10.1007/s11661-019-05159-3.
L. Liao, Ferrite percentage prediction of Duplex stainless steels as a function of cooling rates. Iowa State University, 2018, pp. 1–160.
J. Dupont and J.D. Farren: Corrosion, 2011, vol. 67, pp. 055002-1-055002-11.
Acknowledgments
This work was funded jointly by the Steel Founder Society of America and their members and the Iowa State University Center for Industrial Research and Service. Portions of this work were carried out using facilities present at the Ames Laboratory. Ames Laboratory is operated for the U.S. Department of Energy by Iowa State University under Contract No. DE-AC02-07CH11358.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted September 18, 2018.
Rights and permissions
About this article

Cite this article
Liao, L., Chumbley, S. Influence of Cooling Rate on the Ferrite Prediction Diagram of Duplex Stainless Steel Castings. Metall Mater Trans A 50, 2435–2442 (2019). https://doi.org/10.1007/s11661-019-05166-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-019-05166-4