
Abstract
New ZrOxNy thin films were deposited via reactive RF magnetron sputtering on stainless steel substrate from a Y2O3-doped ZrO2 (3YSZ) target. In order to reduce their porosity and increase corrosion resistance, the films were annealed at 265 °C in an inert atmosphere at reduced pressure, increasing their density and corrosion resistance in saline solution. The crystal structure of the films was characterized by means of X-ray diffraction, the morphology via scanning electron microscopy and atomic force microscopy, and the chemical composition via X-ray photoelectron spectroscopy. The corrosion resistance was evaluated using electrochemical techniques based on linear polarization. The results show that the annealing treatment decreases the morphological imperfections of the coatings such as pores and cracks, which allows increasing the corrosion resistance of the substrate-coating system.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Porosity of ceramics coatings is a beneficial property in some applications as catalysis where, according to the method of synthesis, it can vary from micro-porosity to macro-porosity, determining the specific catalyst for a chemical reaction. However, when the aim is to employ these coatings as a protective method against corrosion of metal substrates, forming a physical barrier between the electrolyte and the metal to be protected, the presence of porosity is detrimental, because it will accelerate the rate of interaction of the electrolyte with the substrate.[1,2] The corrosion behavior of physical vapor deposition (PVD) ceramic coated in aqueous solutions is an unresolved problem in many cases.[3,4] A surface pore constitutes a channel in the bulk material that conducts the electrolyte to the substrate and facilitates active substrate-electrolyte interaction. The presence of pores quickly deteriorates the coatings, providing direct paths for corrosive electrolytes to reach the coating/substrate interface, where localized galvanic corrosion can be initiated due to the corrosion potential difference between the coating and the metal.[5,6,7]
The intermediate point in the application of porous coatings constitutes the field of implants, which on the one hand aims at a porous surface that favors cell growth[3] and on the other an implanted part with a high resistance to corrosion in biological fluids.[4,5,8] Achieving a waterproofing of the surface of a ceramic material deposited on a metal, taking advantage of the chemical inertia of the ceramic to increase the resistance to corrosion of the metal, would be very advantageous.
If we try to increase the corrosion resistance of a stainless steel by sintering the ceramic deposited on it, we encounter another disadvantage: the sintering processes are carried out at high temperature, and stainless steels, depending on their chemical composition, can be sensitized by precipitation of the chromium carbides at the grain boundaries.[6] This triggers a loss of its corrosion resistance properties by decreasing the concentration of chromium in the matrix of the steel. The objective of the present research paper is to develop a method that reduces the porosity and the presence of imperfections on the surface of the ceramic at low temperature without altering the properties of the steel. Films with a presence of pores in the ceramic material undergo an annealing treatment at 265 °C in an inert atmosphere under reduced pressure (ARP), where the increase in grain size seals the imperfections on the surface of the ceramic, favoring its waterproofing without altering its chemical composition.
2 Experimental Method
2.1 Coating Deposition
AISI-316L steel substrates of 1.5 × 1.5 cm2 were polished with SiC at 600 grits and washed with anionic surfactant and abundant water. Organic impurities were removed in an ultrasonic bath for two minutes using acetone and isopropanol. The equipment used to grow the films was an Alcatel HS2000. Films were obtained from a 4″ × ¼″ (Y2O3) 0.8 ZrO2 (92 mol pct) target (99.9 pct), the same target on which a nickel or zinc (99.99 pct) disk was placed. The parameters used were as follows: base pressure 3.4 × 10−1 Pa, total working pressure 8.6 × 10−1 Pa, deposition time 45 min, target-substrate distance 5 cm, Ar (99.999 pct) and N2 (99.999 pct), and power supplied to the target 250 W, with a N2 flux of 15.0 sccm and an Ar flux of 20.0 sccm.
ZrO2Y, ZrO2YNi, ZrO2YN15, ZrO2YNiN15, and ZrO2YZnN15 thin films were deposited using a partially stabilized zirconia target with yttria, Ni-ZrO2, and Zn-ZrO2. In all cases, the radio frequency (RF) sputtering technique was used. The first four films were deposited at 90 °C and subsequently were subjected to a ARP carried out for two hours in an Ar atmosphere at 265 °C and a pressure of 7.4E−1 Pa. The ZrO2YZnN15 film was only deposited at 265 °C and then annealed at the same temperature, since when it is deposited at 90 °C, delamination of the coating occurs. Table I summarizes the deposit conditions for each film.
2.2 Surface Morphology
Surface morphology was characterized by scanning electron microscopy (SEM) in a Quanta-2000 working at 15 kV and 10 mA. The thickness of the films was measured with a Veeco-Dektak 150 surface profilometer. Their roughness was determined with a non-contact atomic force microscopy (AFM) Autoprobe-cp Park-Scientific instrument with a tip radius of 10 nm, study area of 4 μm2, and frequency of 2 Hz.
2.3 Chemical Composition
The surface chemical composition was determined by means of X-ray photoelectron spectroscopy (XPS) using a Leybold-Heraeus LHS-10 spectrometer under a vacuum greater than 3 × 10−8 Pa, with Al Kα radiation (1486.6 eV), and a constant pass energy of 200 eV for the wide-scan spectra and 20 eV for the narrow-scan XPS spectra. At 20 eV pass energy, a full width at half maximum (FWHM) of 0.95 eV for the Ag 3d5/2 core level was measured. The specimen was sputtered with 2 keV Ar+ ions for 1 minute in order to eliminate most of the surface contaminants. During the sputter cleaning, the Ar pressure in the analysis chamber was maintained at 3.5 × 10−5 mbar. Under these sputtering conditions, only the uppermost contamination layer (< 1 nm) is removed. Binding energies (BE) referred to the C 1s line (284.8 eV) of the adventitious contamination layer.[7] The values of BE are accurate to ± 0.2 eV.
2.4 Corrosion Tests
The corrosion resistance of the films and the stainless steel was evaluated using linear polarization (LP) and polarization resistance (Rp) in a 3.5 pct p/v NaCl solution, using a SI1287-potentiostat (Solartron). A standard three-electrode cell was employed, with a Ag/AgCl reference electrode (0.197 mV/SHE), a working electrode (the coated stainless-steel test piece with an exposed area of 1.00 cm2) and a counter electrode (graphite). The chemical activities of the samples were analyzed based on the value of Rp calculated through the Stern-Geary equation.[9] The degree of protection was evaluated by comparing this Rp with that corresponding to a bare sample. The polarization in the anodic region was evaluated in order to determine the corrosion resistance of the films.
2.5 Crystal Structure
The crystallographic phases of the coatings were studied via X-ray diffraction, using PAN analytical X’PERT equipment with filtered Cu Kα radiation (0.1542 nm) at 45 kV and 40 mA with a step size of 0.02 deg. The corresponding phases were identified by Joint Committee on Powder Diffraction Standards cards (JCPDS). The average crystal size was determined by the Scherrer equation.[10]
where β is the crystal size; k is the factor of the crystal and its value is 1.0; λ is the wavelength of the radiation used (λCu); θ is the position of the diffraction peak, and FWHM (S) is the width at the mean height of the diffraction peak of the sample.
3 Results and Discussion
3.1 Structure
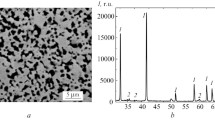
Partially stabilized zirconia films with yttria deposited at 265 °C exhibited a cubic structure with preferential growth on the plane (111), while the one deposited at 90 °C grew in a polycrystalline structure with or without ARP (Figure 1(a)). For the zirconium-nickel oxynitride, the behavior of the X-ray profile is similar to that shown for cubic zirconia, where in contrast to this, the crystals have a FWHM the plane (111) greater. This fact can be seen in the enlargement of the signal shown in the upper right of Figures 1(a) and (b).

XRD patterns for coatings deposited at 265 °C, 90 °C and 90 °C ARP: (a) ZrO2Y, (b) ZrO2YNiN15, (c) ZrO2N15
In the (200) and (400) planes, for zirconia and oxynitride, respectively, no appreciable changes are found, and the resolution of the equipment does not allow differentiation of the sample signal from the noise signal for the remaining planes (Figures 1(a) and (c)). The diffraction patterns have been indexed based on JCPDS 00-049-1642 for ZrO2Y-(c) and JCPDS 00-048-1635 for ZrO2YN-(c). Nickel did not influence the crystal structure of the films deposited at 90 °C and 265 °C; however, it inhibited the growth of the plane (400) during the ARP. For the same nickel-free coating, the most crystalline film was deposited at 265 °C.
In general, with a widening towards the full width at half maximum (FWHM), the peak can be seen in films subjected to the ARP. The crystal size determined from the Scherrer equation[10] shows that for films deposited at 265 °C and those annealed at the same temperature in an inert atmosphere, the crystal size is similar and less than 35 pct of the films deposited at 90 °C without ARP for ZrO2YN15 and 37 pct for ZrO2YNiN15 (Table II). Based on these results, we can suggest that the mechanism by which the ARP favors the decrease in porosity is due to the formation of smaller crystals that are compacted to form larger grains. That is, the density of the grains of the film increases, so that there are a greater number of crystals per grain formed.
The difference between the film deposited directly at 265 °C and the one deposited at 90 °C and later annealed at 265 °C resides in the fact that while in the first the grain is formed directly during the 45-minute deposit, with the ARP treatment, initially smaller grains formed, which during the heat treatment grow in a process four times slower. This process of slow growth of the grains clogs the pores of the coating initially deposited at 90 °C, favoring waterproofing against the corrosive action of the electrolyte during the corrosion process.
3.2 Morphology and Corrosion Resistance
In the present investigation, in order to improve the corrosion resistance of AISI-316L stainless steel, five coatings were deposited. As an example, the results for the samples of ZrO2Y, ZrO2YNi, and ZrO2YZn are shown in Figures 2 through 4, respectively. In the different samples, the microscopy of film A = the film deposited at 265 °C, B = the film deposited at 90 °C, and C = the film deposited at 90 °C ARP. For each one, two magnifications are shown: (a) 1000 or 2000 times to show a panoramic of the surface of the film, and (b) 20,000 times to appreciate the filling of the imperfections after ARP. All the thin films were characterized by being homogeneous; however, the presence of micropores and imperfections on the surface is evident at the two deposition temperatures.

SEM micrograph showing the morphology of the coatings ZrO2Y-316L deposited at (A) 265 °C, (B) 90 °C, and (C) 90 °C ARP. (a) 1000 times, (b) 20,000 times
The partially stabilized zirconia film with yttria deposited at 265 °C exhibits micropores (see white arrows, Figure 2(A-a)). If the depositing temperature is 90 °C, in addition to the micropores, there are microcracks (see black arrows, Figure 2(B-a)) possibly associated with low substrate-coating adhesion. However, for the film deposited at 90 °C, after it has been subjected to an ARP carried out for two hours in an Ar atmosphere at 265 °C and a pressure of 7.4E−1 Pa, it can be seen that the treatment is favorable for that surface, since the imperfections are closed, Figure 2(C-b), improving the surface morphology of the ceramic material, possibly by diffusion in the solid state.
To confirm the effectiveness of the heat treatment, 14 pct nickel was added to the ZrO2Y target in order to increase the presence of micropores. It is well known that ZrO2-Ni films are highly porous and are therefore used in fuel cells.[11,12,13] If nickel is added to the film, the presence of imperfections increases, with micropores and microcracks being observed at both temperatures, Figures 3(A) and (B). However, as for the sample without nickel, the coating is also characterized by being homogeneous and by diminishing the presence of superficial imperfections after ARP, Figure 3(C).

SEM micrographs showing the morphology of the ZrO2YNi-316L coatings deposited at (A) 265 °C, (B) 90 °C, (C) 90 °C after ARP. (a) 1000 times, (b) 20,000 times
For zirconium oxynitride with zinc, a behavior similar to that reported for oxynitrides with and without nickel is observed. SEM shows the presence of abundant micropores, microcracks, and delamination of the film before ARP and an improvement of the surface post ARP (see Figure 4).

SEM micrograph showing the morphology of the coatings ZrO2YZn-316L deposited at (A) 265 °C and (B) 265 °C ARP. (a) 1000 times, (b) 20,000 times
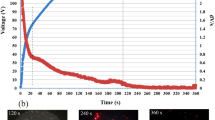
Post-treatment surface improvement is evidenced by open circuit (OC) and the potentiodynamic polarization tests as shown in Figures 5(a) and (c) for the four coated samples without nickel and as shown in Figures 5(b) and (d) for samples with nickel. Steel is introduced as an object of comparison. Compared with the substrate, whose potential variation as a function of time (s) is around − 0.1 V, in OC ZrO2Y deposited at 90 °C exhibits two abrupt drops of potential at around 1000 and 3000 seconds on exposing the sample to a solution of NaCl. These could be related to the presence of the micropores and micro-cracks observed via SEM. For the samples deposited at 265 °C and ARP, abrupt drops in the potential are not observed, and they exhibit a broader passivation zone in the potentiodynamic polarization tests in Figure 5(c).

Corrosion tests of samples in 3.5 pct NaCl solution (a) OC ZrO2Y-316L, (b) OC ZrO2YNi-316L, (c) potentiodynamic polarization ZrO2Y-316, and (d) potentiodynamic polarization ZrO2YNi-316L. Bare AISI-316L is introduced as a reference
SEM analysis performed on thin films of ZrO2Y-Ni shows a higher presence of imperfections such as micropores and microcracks in this coating compared to the ZrO2Y films deposited under the same conditions at both temperatures (Figures 3(A) to (C)). Furthermore, even parts of the delaminated film (gray arrows) can also be seen, which shows a low substrate-coating adhesion. For the sample ZrO2YNi deposited at 90 °C in Figure 5(b), there is an abrupt drop in the potential at 800s of exposure to corrosive electrolyte, and unlike ZrO2Y, the one deposited at 265 °C exhibits a consecutive sequence of potential drops of 4000 to 10000 seconds, consistent with the presence of the micropores and microcracks seen via SEM, Figure 3(A-a). This is reflected in the higher current density and therefore lower corrosion resistance of the film deposited at 265 °C compared to the bare steel (Figure 5(d)). Like the ZrO2Y coating, the ZrO2YNi films have fewer imperfections when they are subjected to post-deposit ARP.
In general, it can be seen that the ceramic coating decreases the corrosion current density and increases the pitting nucleation potential, with a much wider passivation zone compared to the uncoated substrate. The efficiency of the ARP at 265 °C under inert atmosphere is reflected in the increase in the passivation zone and the pitting nucleation potential of this coating. These results can be confirmed from Table III, where corrosion current densities lower than those of the steel for the coated sample and an increase of one order of magnitude in the polarization resistance Rp can be seen. The ZrO2Y films deposited at 90 °C without ARP exhibited the lowest corrosion resistance and, according to their surface morphology, exhibited the highest density of surface imperfections (Figure 2(B-a)). For the samples with added nickel, the current density is approximately of the same order as the samples without nickel, but the influence of surface imperfections of the samples with nickel is reflected in the fall of the nucleation potential of the pit at approximately 0.25, 0.60, and 0.70 V at 90 °C, 265 °C, and ARP, respectively.
The decrease in the corrosion current density of the films deposited from the ZrO2Y/Ni target at 90 °C compared to the substrate indicates their higher resistance to corrosion; however, when compared with those obtained under the same conditions from the ZrO2Y target, it can be seen that in all cases the addition of nickel to the target increases the corrosion current density and decreases the pitting nucleation potential, except for the film deposited at 90 °C, where the pitting nucleation potential is approximately of the same order for the samples with and without nickel (Figure 5(d)).
It is well known that transition metal oxynitrides protect stainless steel by increasing their corrosion resistance.[14,15] ZrO2YN15, ZrO2YNiN15, and ZrO2YZnN15 thin films were deposited via RF sputtering on AISI-316L in order to verify the efficiency of the ARP. Zinc was added with the aim of generating pores and imperfections in the oxynitride layer, due to the difference of atomic radio, 29 pct greater compared to Zr, and the difference in the crystalline structure and the electronegativity. The ZrO2YZnN15 film was only deposited at 265 °C and then was ARP at the same temperature, because when deposited at 90 °C, delamination of the coating occurred. In Figure 6, the OC and the potentiodynamic polarization curves for ZrO2YN15-316L and ZrO2YNiN15-316L can be observed; for these two types of coating, the nickel-free oxynitride is much more stable (Figures 6(a) and (b)). The ARP increases the corrosion resistance, as observed. The OC shows consecutive drops of potential associated with surface imperfections for the films deposited at 90 °C and 265 °C, while for the films with ARP, the OC stabilizes quickly during the three hours by the increase of an order of magnitude in the polarization resistance and decrease in corrosion current density in samples treated with ARP compared to untreated and steel samples (Table III and Figures 6(c), (d)).

Corrosion tests of samples in 3.5 pct NaCl solution (a) OC ZrO2YN15-316L, (b) OC ZrO2YNiN15-316L, (c) potentiodynamic polarization ZrO2YN15-316, and (d) potentiodynamic polarization ZrO2YNiN15-316L. Bare AISI-316L is introduced as a reference
For zirconium oxynitride with zinc, the OC confirms the results observed via SEM. The film without ARP exhibits more frequent drops of potential than the coatings of oxynitrides with and without nickel, associated with imperfections of the coating. As for ZrO2Y, ZrO2YN15, and ZrO2YNiN15, the ARP treatment decreases the presence of imperfections, as can be seen by the stability of the potential for the OC and the corrosion current density lower by an order of magnitude for the ARP film, Figures 7(a) and (b).

Corrosion tests of samples tested in 3.5 pct NaCl solution (a) OC ZrO2YZnN15-316L, (b) potentiodynamic polarization ZrO2YZnN15-316L. Bare AISI-316L is introduced as a reference
3.2.1 Morphology and composition post corrosion
The study of the morphology and the composition of the films after the corrosion test in 3.5 pct NaCl solution generally revealed three different types of behavior: (I) delamination of the film and dissolution of the substrate in the corrosion zone, characteristic of the samples deposited at 265 °C, where there is total loss of the film; (II) delamination of the coating in the corrosion zone, characteristic of the films deposited at 90 °C, with the presence of zirconium in the corrosion zone; and (III) a zone of corrosion with very little deterioration of the coating and without change of composition, characteristic of zirconium oxynitride, (ZrO2YN15). In Figure 8, one of the samples corresponding to the behavior type (I) is shown. Figure 8(a) shows the area where the corrosion test was performed, showing the substrate completely exposed. Figure 8(b) shows the limits of the corrosion zone where the diffusion of the electrolyte penetrates the film and detaches it from the substrate, and 8c shows in detail the area where once the coating has delaminated, the electrolyte initiates the process of dissolution of the substrate. The composition in the corrosion zone determined from EDX corresponds to 316L steel and at the edge to zirconia.

SEM micrograph showing attack area of the coatings ZrO2YT265-316L deposited at 265 °C. (a) Corrosion zone, (b) interface corrosion zone-coating, and (c) 5000 times magnification in corrosion zone
In Figure 9, in the SEM micrograph showing the attack area of the ZrO2YT90-316L coatings deposited at 90 °C, delamination of the coating can be seen, but unlike the behavior type (I), there is no evidence of a strong attack on the substrate. The chemical composition in the corrosion zone shows the presence of the substrate alloy elements and ZrO2Y of the coating.

SEM micrograph showing: (a) attack zone of the coatings ZrO2YT90-316L deposited at 90 °C, (b) chemical composition coatings
The coatings of ZrO2YNi and ZrO2YZn exhibited behavior type (II), as shown in Figure 10(a), where in the unexposed area the chemical composition corresponds to that of the original coating, with Figure 10(b) showing low electrolyte diffusion towards the unexposed area. Finally, in the corrosion zone, there is evidence of the alloy elements of the steel and the coating, Figure 10(c).

SEM micrograph showing attack zone of the coatings ZrO2ZnT265-316L deposited at 265 °C. (a) Corrosion zone-coating interface, (b) EDX in zone not exposed to corrosion, and (c) EDX in corrosion zone
Finally in Figure 11, the SEM micrograph shows the attack zone of the coatings ZrO2YN15T90-316L ARP deposited at 90 °C, an area that has withstood the attack of corrosive electrolyte, where although there are signs of electrolyte leakage, the coating has not detached. The chemical composition is very close to that of the sample not exposed to corrosion.

SEM micrograph showing attack area of the coatings ZrO2YN15T90-316L ARP deposited at 90 °C. (a) Corrosion zone and (b) chemical composition in corrosion zone
As for the morphology via AFM, homogeneous films can be seen without an appreciable variation in their roughness, independent of the heat treatment, but with variation in the grain size. As an example, the results for the samples of ZrO2YN15 with and without nickel are shown in Table IV. It can be seen that the films deposited at 265 °C and those ARP have a similar grain size, and 20–28 pct higher than those deposited at 90 °C without ARP. As for the effect of nickel, it can be seen that under the same deposition conditions, the roughness of films with nickel is lower. For ZrO2YNiN15, the roughness is 39 pct less compared to ZrO2YN15 deposited at 90 °C. If they are also matured, the difference in roughness is 22 pct.
3.3 Chemical Composition
Figure 12 shows the high-resolution XPS spectra for O 1s, N 1s, Zr 3d, and Y 3d. Their Gaussian-Lorentzian resolved curve fit is shown. For the binding energy of O1s deposited at 90 °C and 265 °C, Figure 12(a), there is no representative difference in the chemical composition of the coating (Figure 6(b)). Two phases are present: ZrO2, with a binding energy of 530.2 eV, which has been reported by several authors,[16,17,18,19,20] and ZrOxNy, with a binding energy of 531.7 eV.[17,19] The area under the curve of the spectra shows that the predominant oxide is ZrO2, at 92 pct.

High-resolution XPS spectra of ZrO2YN15, for (a) O 1s, (b) N 1s, (c) Zr 3d, (d) Y 3d deposited at 90 °C and 265 °C and after cleaning with Ar+ for 1 min
The N 1s core level spectrum for the film deposited at 265 °C (Figure 12(b)) can fit into one contribution centered at 395.8 eV, and in the case of film deposited at 90 °C, this contribution is centered at 396.2 eV. This energy has been associated by Signore and Rizo et al. with the Zr3N4 phase in thin films deposited via cathodic spray from a zirconium target.[16,18] However, in the present investigation, the films were deposited from a zirconia target partially stabilized with yttria. Due the high chemical stability of the zirconia and the low percentage of nitrogen substitution by oxygen reported by different authors in the formation of oxynitrides,[16,17,18,19] it would be chemically unlikely to completely substitute oxygen with nitrogen for nitride formation, so this binding energy could be associated with the zirconium oxynitride species. Milosev et al. report the same binding energy for the formation of titanium oxynitride.[20] On the other hand, according to the area under the signal curve N 1s (Figure 12(b)), a higher nitrogen composition can be seen for the film deposited at 90 °C, i.e., at this temperature, it increases the incorporation of nitrogen in the crystalline structure of zirconia. The increase in kinetic energy of the nitrogen atoms associated with the higher temperature would prevent the accommodation of nitrogen atoms in the vacant spaces of the crystalline structure of zirconia at 265 °C.
In Figure 12(c), the binding energies associated with the Zr 3d deposited at 265 °C exhibit two doublets: 3d5/2 at 181.01 eV and 3d3/2 at 183.66 eV, assigned to ZrOxNy, with a separation of 2.7 eV, and 3d5/2 at 182.32 eV and 3d3/2 at 184.8 eV, assigned to ZrO2, separated by 2.5 eV. A similar profile for the Zr 3d signal has been reported by Wong and Cheong[21] in the formation of ZrOxNy by simultaneous oxidation and nitridation in the nitrous oxide of sputtering Zr on SiC substrate, and in a previous article we found zirconium oxynitride deposited via RF sputtering from a zirconium target.[22] This separation in the spin doublet of 2.5 eV is closer to that of the zirconium (2.4 eV),[23] and it is associated with the electronegativity decrease provoked by the partial substitution of O by N in ZrO2, in such a way that N diffuses across the surface and two phases are simultaneously formed (ZrO2 and ZrOxNy). In Figure 6(d), it can be seen from the composition spectrum for Y 3d that there are no representative changes in the binding energy of the yttrium oxide for the two deposition temperatures.
4 Conclusions
Porous ZrO2Y, ZrO2YNi, ZrO2YN15, ZrO2YNiN15, and ZrO2YZnN15 thin films partially stabilized with 8 pct mol Y2O3 were deposited on AISI-316L. The surface morphology, determined via SEM, showed that the films were porous and exhibited the presence of imperfections. To reduce their porosity and increase corrosion resistance, ARP was carried out for two hours in an inert Ar atmosphere under reduced pressure. The films thus obtained were characterized by an increase in the corrosion resistance of AISI-316L and the passivation zone between 0.3 and 1.2 V.
References
X. Chen, Q. Fu, Y. Jin,M. Li, R. Yang, X. Cui and M. Gong: Mater. Sci. Eng. C., 2017, vol. 70, pp. 1071-1075.
A. Qingbo, T. Huiping, W. Jianzhong, Z. Hao, M. Jun, L. Bin: Rare Metal Mat. Eng., 2014, vol.43(10), pp. 2344-2348.
N.F. Daudt, M. Brama, A.P. Cysne-Barbosa and C. Alves: Mater Lett., 2015, vol. 141, pp. 194-197.
M.A.H. Gepreela and M. Niinomi: J Mech Behav Biomed Mater Title, 2013, vol. 20, pp. 407-415.
L. Wanga, X. Hua, X. Maa, Z. Ma, Y. Zhang, Y. Lua, X. Li, W. Lei and Y. Feng: Colloids Surf B., 2016, vol. 148, pp. 440-452.
S. Jain, N. D. Budiansky, J.L. Hudson and J.R. Scully: Corros Sci., 2010, vol. 52, pp. 873-885.
N.H. Turner, D.E, Ramaker and F.L. Hutson: J. Electron. Spectrosc. Relat. Phenom., 1993, vol. 63, pp. 117-130.
G.I. Cubillos, J.J. Olaya, D. Clavijo, J.E. Alfonso and C. Cardozo. Thin Solid Films, 2013, vol. 529, pp. 342–346.
M. Stern and A.L. Geary: J Electrochem Soc., 1957, vol. 104, pp. 56-63.
A.W. Burton, K. Ong, T. Rea and I.Y. Chan: Microporous Mesoporous Mater., 2009, vol. 117(1-2), pp. 75-90.
R. Konar, J. Mukhopadhyay, A.D. Sharma and R.N. Basu RN: Int. J. Hydrogen Energy, 2016, vol. 41, pp. 1151 -1160.
J. Joos, M. Ender, I. Rotscholl, N.H. Menzler and E. Ivers-Tiffée: J. Power Sources, 2014, vol. 246, pp. 819-830.
J.J. Roa, M.A. Laguna-Bercero, A. Larrea, V.M. Orera and M. Segarra: Ceram. Int., 2011, vol. 37, pp. 3123–3131.
Z. Ba, Q. Dong, X. Zhanga, J. Wang, C. Yuan and Y. Liao: Surf. Coat. Tech., 2016, vol. 294, pp. 67-74.
G.I. Cubillos, M. Bethencourt, J.J. Olaya: Appl. Surf. Sci., 2015, vol. 327, pp. 288–295.
M.A. Signore, A. Rizzo, L. Mirenghi, M.A. Tagliente and A. Cappello: Thin Solid Films, 2007, vol. 515, pp. 6798-6804.
A. Rizzo, M.A. Signore, L. Mirenghia and T. Di Luccio: Thin Solid Films, 2009, vol. 517(21), pp. 5956-5964.
A. Rizzo, M.A. Signore, L. Mirenghi, L. Tapfer, E. Piscopiello, E. Salernitano and R. Giorgi: Thin Solid Films, 2012, vol. 520, pp. 3532-3538.
D. Roman, J. Bernardi, C. de Amorim, F. de Souza, A. Spinelli, C. Giacomellid, C. Figueroa, I. Baumvol and R. Basso: Mater. Chem. Phys., 2011, vol. 130, pp. 147-153.
I. Milosev, H.H. Strehblow and B. Navingek: Surf. Coat. Tech., 1995, vol. 74-75, pp. 897-902.
Y. H. Wong and K.Y. Cheong: Thin Solid Films, 2012, vol. 520, pp. 6822-6829.
G.I. Cubillos, M.E. Mendoza, J.E. Alfonso, G. Blanco, M. Bethencourt: Mater Charac. 2017, vol. 131, pp. 450-458.
J.F. Moulder, W.F. Stickle, P.E. Sobol and K.D. Bomben. Handbook of X-Ray Photoelectron Spectroscopy. Minnesota (MN): Perkin Elmer Corporation, 1992.
Acknowledgments
This research was supported by the Fundación para la Promoción de la Investigación y la Tecnología, Asociación de Universidades Iberoamericanas, Ministry of Economy, Industry and Competitiveness of Spain/FEDER Program of the EU (MAT 2013-40823-R, MAT2014-60857-R, and CTQ2015-68951-C3-3-R), CSD2009-00013, and Universidad Nacional de Colombia Proyect DIB 35637.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 22, 2018.
Rights and permissions
About this article

Cite this article
Cubillos, G.I., Bethencourt, M., Alfonso, J.E. et al. Porosity Reduction in New Thin Films of Ceramic Coatings on Stainless Steel by Annealing at Reduced Pressure. Metall Mater Trans A 49, 5858–5870 (2018). https://doi.org/10.1007/s11661-018-4888-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-018-4888-5