
Abstract
Direct hot press forming of Zn-coated 22MnB5 steels is impeded by micro-cracks that occur in the substrate due to the presence of Zn during the forming process. A study was therefore undertaken to quantify concentration of Zn across the α-Fe(Zn) coating and on grain boundaries in the α-Fe(Zn) layer and the underlying γ-Fe(Zn) substrate after isothermal annealing of Zn-coated 22MnB5 at 1173 K (900 °C) and to link the Zn distribution to the amount and type of micro-cracks observed in deformed samples. Finite difference model was developed to describe Zn diffusion and the growth of the α-Fe(Zn) layer. The penetration of Zn into the γ-Fe(Zn) substrate after 600 seconds annealing at 1173 K (900 °C) through bulk diffusion is estimated to be 3 μm, and the diffusion depth of Zn on the γ-Fe(Zn) grain boundaries is estimated to be 6 μm, which is significantly shorter than the maximum length (15 to 50 μm) of the micro-cracks formed in the severely stressed conditions, indicating that the Zn diffusion into the γ-Fe(Zn) from the α-Fe(Zn) during annealing is not correlated to the depth of micro-cracks. On the other hand, the maximum amount of Zn present in α-Fe(Zn) layer decreases with annealing time as the layer grows and Zn oxidizes, and the amount of Zn-enriched areas inside the α-Fe(Zn) layer is reduced leading to reduced length of cracking. Solid-Metal-Induced Embrittlement mechanism is proposed to explain the benefit of extended annealing on reduced depth of micro-crack penetration into the γ-Fe(Zn) substrate.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The automotive industry is facing increasing demands for improved passenger safety, environmental performance, and costs reduction.[1] Ultra-high-strength steels (UHSS) were developed to offer substantial improvement of passive safety, thanks to their ultra-high strength of 1500 to 2000 MPa and simultaneously to allow manufacturing of critical parts (A-, B-pillars, roof rails, crash management structures) via direct hot press forming process (HPF) to enable forming of complex light weight components at high volumes and low costs.[2] To meet requirement on corrosion resistance, UHSS are usually supplied coated either with an Al-Si coating that offers passive corrosion resistance or with a Zn-based coating that provides active cathodic protection.[3,4]
In the direct HPF process, a coated blank is austenitized and subsequently formed and quenched in a single press stroke to achieve the desired strength. However, Zn-coated 22MnB5 steels when exposed to temperatures of 1153 K to 1203 K (880 °C to 930 °C) during the HPF are known to suffer from different types of cracking.[3,5] The mechanism of cracking in Zn-coated steel is believed to be a combination of (a) cracks initiated inside the coating as a result of different coefficient of thermal expansion of the coating and the substrate[4]; (b) mechanical micro-cracks either newly nucleated on the surface or advancing from already cracked coating layer under the influence of friction[3]; (c) liquid-metal-induced embrittlement (LMIE) due to the presence of liquid Zn in the coating,[6–8]; and (d) embrittlement induced by enrichment of Zn on γ-Fe(Zn) grain boundaries during the annealing stage prior to HPF.[9]
It is well understood that the Zn-based coating undergoes a series of phase transformations driven by diffusion of Fe into the coating during heating stage before HPF[10]: initial soft Zn-rich η-phase (almost pure Zn) is transformed into hard Γ and Γ1 phases (17 to 19.5 and 23.5 to 28.0 wt pct Fe, respectively). Equilibrium phase diagram for 22MnB5 has been calculated using FactSage to give guidance about the phases present at the temperature of HPF (Figure 1). Phase transformations and reactions are accompanied on the coating surface by turbulences of the coated layer at temperatures between 773 K and 1073 K (500 °C and 800 °C) with severe outbursts of Zn occurring on the interface between the coating and the substrate, and by formation of locations with accumulated Zn and possibly increased Zn content.[10] Additionally, the surface layer of the coating is oxidized at the annealing temperatures with complex and morphologically heterogeneous oxide layer (OL) formed.[11] Finally, given enough time at temperatures above 1123 K (850 °C), the coating will be largely transformed into a solid solution of Zn in α-Fe(Zn) that with extended stay at the forming temperature will grow in thickness.[3,5,12]

Phase diagram of Fe-C-Al-Mn-Cr-Si-Zn system calculated by FactSage
It has been observed that no liquid Zn is present neither in the coating nor in the steel substrate at the annealing temperature above 1173 K (900 °C) if annealing treatment ranging from 180 to 720 seconds in duration is applied prior to the HPF process.[3,4,6,9–11] In this case, LMIE is completely avoided. However, the maximum depth of the micro-cracks is still 30 to 50 μm into the substrate for severe forming conditions if a short annealing time (between 240 and 300 seconds) is applied. If annealing time at 1173 K (900 °C) is increased to more than 500 seconds, the depth of the cracking is limited to 10 to 15 μm,[12] this is close to the crack depth (less than 10 μm) acceptable for the automotive industry.[9] However, the exact mechanisms responsible for the reduced micro-crack penetration into the γ-Fe(Zn) substrate with extended annealing together with the role of Zn distribution across the coating and in the substrate are not yet fully understood.[12]
The objective of this work is to assess the extent to which Zn diffusion occurs into the γ-Fe(Zn) austenite phase during the annealing process prior to forming and whether this can be correlated to the penetration depth of cracks in the γ-Fe(Zn) substrate. The approach is through scanning (SEM) and transmission electron microscopy (TEM), and energy-dispersive spectroscopy (EDS) characterization of the Zn distribution of samples annealed between 240 and 600 seconds prior to HPF at 1173 K (900 °C) in combination with the development of a finite difference model (FDM) to describe Zn diffusion and the growth of the α-Fe(Zn) during isothermal annealing of Zn-coated 22MnB5.
2 Materials and Methods
2.1 Experimental Material and Metallography
The material used in this study was Zn-coated 22MnB5 steel with a coating weight of approximately 130 g/m2 provided by Tata Steel. The total strip thickness was 1.65 mm. Strips of this material were placed in a roller hearth furnace with air atmosphere heated to 1173 K (900 °C) prior to HPF for 240, 300, 480, and 600 seconds, respectively. The experimental stamping process was applied after different isothermal holding times to form U-shaped profiles with drawing depth of 50 mm, draw gap and spacer distance of 0.15 mm, die radius of 2 mm, and forming speed of 300 mm/s.[12]
Metallographic samples were taken from a non-deformed top and from a severely drawn side that is exposed to friction forces during stamping; for details on the experimental procedure and results, please see.[12] Standard metallographic methods for sample preparation were applied; the final etching step depended on the type of analysis performed: (i) non-etched for SEM back scattered electron imaging (BSEI) and EDS data collection (mapping, line scans, and point analysis); (ii) etched in saturated solution of picric acid in ethanol and wetting agent at 348 K (75 °C) to reveal prior austenite grain boundaries; and (iii) etched in 1 pct picral followed by 1 pct nital for optical microscopy (OM) and SEM secondary electron imaging (SEI) to analyze the coating/substrate interface, development of the coating thickness and the coating grain size. OM Zeiss Axio Scope A1 and Field Emission Gun SEM Carl Zeiss Gemini with EDS were used. FIB lift-out method at JEOL 4500 focused ion beam (FIB) SEM was applied on polished cross sections to prepare sections for further TEM analysis. First, locality on the coating/substrate interface containing α-Fe(Zn) grains and prior austenite grain was protected by a C layer to prevent ion milling of the surface, then cross-section lift-out samples and in-plane sections of area about 10 × 10 μm were taken out and attached to a Cu grid, and finally, FIB ion thinning was applied to prepare 100 nm thin foils for TEM. JEOL 2000FX and JEOL 2100 with EDS operating at 200 kV were used to analyze the FIB cross- and in-plane sections. Additional elemental line scans and mapping were performed by JEOL 2100 operating in scanning (STEM) mode with spot size of 5.5 nm.
2.2 Diffusion Model, Assumption, and Conditions
As shown by Marder[10] during heating from the room temperature to approximately 1073 K (800 °C), complex phase transformations characterized by unstable transformation front and non-equilibrium thermodynamics involving various Zn-Fe intermetallic phases take place, making it extremely difficult to experimentally validate numerical models in this temperature range. At 1173 K (900 °C), Zn-Fe intermetallic phases are not thermodynamically stable and only α-Fe(Zn) would be stable together with γ-Fe(Zn) (Figure 1). It has been reported[10] that indeed after 180 seconds dwell at 1173 K (900 °C), the intermetallic phases are fully transformed into α-Fe(Zn) and that Zn diffuses from the α-Fe(Zn) phase into the austenite phase of steel substrate to form γ-Fe(Zn). In addition to diffusion and depending on the composition of the coating and the furnace dew point, varying amount of active metallic Zn in the coating is lost due to oxidation in the air furnace atmosphere. About 2.0-µm-thick ZnO layer was observed on the outermost surface during the heating and following isothermal dwell[12] resulting in approximately 70 pct of initial Zn to be available for corrosion protection after the heat treatment is finished. Therefore, after 180 seconds dwell at 1173 K (900 °C), three layer structure is found with the innermost being γ-Fe(Zn) austenitic substrate (austenite is transformed into martensite after die quenching from HPF), the middle α-Fe(Zn) coating, and the outermost oxide ZnO.[12] Since only three phases are present and thermodynamically stable during the isothermal annealing (Figure 1), the isothermal stage is therefore chosen to be simulated in this work.
The diffusion of Zn within α-Fe(Zn) layer and γ-Fe(Zn) substrate at 1173 K (900 °C) is schematically shown in Figure 2 with the substrate on the left, the α-Fe(Zn) coating layer in the middle, and the Zn oxide on the right side. During annealing, Zn diffuses from the interface S 2 into the γ-Fe(Zn) substrate through the α-Fe(Zn) layer. The speed of the interface S 1 is calculated using the Stefan condition as
with \( D_{\text{Zn}}^{\gamma } \), \( D_{\text{Zn}}^{\alpha } \) effective diffusion coefficients in the γ-Fe(Zn) substrate and the α-Fe(Zn) layer, \( C_{\text{Zn}}^{\gamma } \), \( C_{\text{Zn}}^{\alpha } \) concentrations of Zn in these two phases, \( C_{\text{Zn}}^{\alpha /\gamma } \), \( C_{\text{Zn}}^{\gamma /\alpha } \) equilibrium concentrations at both sides of the α–γ interface S 1. On the right-hand side of Eq. [1], the concentration gradients \( \frac{{\partial C_{\text{Zn}}^{\gamma } }}{\partial x} \), \( \frac{{\partial C_{\text{Zn}}^{\alpha } }}{\partial x} \) within the γ-Fe(Zn) and α-Fe(Zn) phase interiors are controlled by the Fick’s second law, as shown below
where C and D are Zn concentration and effective diffusion coefficient either in the γ-Fe(Zn) substrate or in the α-Fe(Zn) coating layer, t is time, and x is space coordinate.

1D model of Zn diffusion at 1173 K (900 °C) with S 2 fixed and no Zn flux across S 2. The equilibrium Zn concentrations (20 and 7.5 wt pct) at both sides of S 1 are also given
One-dimensional (1D) implicit finite difference method (FDM) was developed to solve Eq. [2] together with the moving boundary condition (Eq. [1]) for calculating Zn concentration within the α-Fe(Zn) coating layer and the γ-Fe(Zn) substrate during annealing. Figure 3 shows the starting Zn concentration used in the 1D FDM, which is mapped using the measured data (EDS line scan) for annealing at 1173 K (900 °C) for 240 seconds furnace time. The initial average thickness of the α-Fe(Zn) coating layer in the model is 17.8 μm taken from Table I. The 1D FDM is then used to calculate Zn concentration in the α-Fe(Zn) coating layer and the γ substrate annealed for 300, 480, and 600 seconds at this temperature. The calculated concentration profiles and α-Fe(Zn) layer thickness are compared to the corresponding measured values, by which the effective diffusivities of Zn in the α-Fe(Zn) coating and the γ-Fe(Zn) substrate are calibrated since no data are available for the effective diffusion coefficients in the literature.

Zn concentration profile used in the 1D FDM (solid line) as start condition of simulation. These model data are mapped using the values of EDS line scan (squares) for the annealing at 1173 K (900 °C) for 240 s. The thickness (17.8 μm) of α-Fe(Zn) layer in the model is determined using the average value of measured thickness
In the FDM, the following assumptions are made on the boundary conditions and the diffusion coefficients:
-
the interface S 2 is planar and stationary, and the Zn diffusion flux across S 2 is equal to zero because the measured weight change showing only a thin layer of coating (about 2.0-μm thick) is oxidized during the annealing time from 240 to 600 seconds and that the oxidation kinetics is approximately linear;
-
the interface S 1 is also planar and the boundary conditions are determined using Eq. [1];
-
Zn diffusion coefficients in the α-Fe(Zn) layer and in the γ-Fe(Zn) substrate are independent of Zn contents in these two phases and are taken thus as constants; and
-
for diffusion coefficient calibration, the published lattice diffusivity of Zn in the α-Fe(Zn) layer[13] is used in the reaction layer; however, since no data for the diffusivity of Zn in the γ-Fe(Zn) substrate are reported in the literature, the lattice diffusion coefficient of Fe in γ-Fe[14] is used.
Space step size 0.1 μm and time step size 0.001 second are used in all the calculations.
3 Results
3.1 Morphology of the Coating
Figure 4(a) shows the near-surface micro-structure of the top undeformed wall of the U-shaped profile obtained in unetched condition by BSEI–SEM after heating at 1173 K (900 °C) for 240 seconds. This section, unlike the side walls of the final U-shape profile, was not exposed to friction and did not receive any drawing during HPF either. The micrograph demonstrates three different regions present inside the coating: the top OL of 1 to 3 μm in thickness, α-Fe(Zn) layer is in the middle, and the martensitic substrate (m) at the bottom. It is apparent that the coating is cracked but the cracks do not penetrate into the martensitic substrate. Since top wall was not in contact with the die and not drawn, these cracks might be formed during quenching after forming due to the difference of thermal expansion between the coating and the substrate. Elemental maps of Zn by SEM–EDS are shown from the coating, the interface as well as the substrate in Figures 4(b) and (c). At short annealing time, it is clearly visible that the α-Fe(Zn)/substrate interface is “wavy” with occurrence of waves corresponding to the grain boundaries separating α-Fe(Zn) grains. With increasing annealing time, the wavy interface becomes less apparent. Table I summarizes measurements of the average thickness of the OL, depth of the α-Fe(Zn) layer, average size of the columnar α-Fe(Zn) grains, and of the prior austenite (γ-Fe(Zn)) grain size. Apart from the growth of the thickness of α-Fe(Zn) layer and of the OL, all other microstructural parameters are not greatly influenced by increased annealing time—differences are lower than the standard deviation which is large due to coating heterogeneities such as Zn outbursts occurring earlier during turbulent events at the heating stage.[10]

(a) Unetched coating micrograph showing OL, α-Fe(Zn), and substrate (m) by BSEI SEM. Holding time 240 s at temperature 1173 K (900 °C); (b) EDS Zn distribution map obtained at holding time 240 s at temperature 1173 K (900 °C); (c) EDS Zn distribution map obtained at holding time 600 s at temperature 1173 K (900 °C) showing less wavy interface between the α-Fe(Zn) layer and the substrate
Further details of the interface morphology at 240 seconds are provided in Figure 5(a) taken by SEI. Faceted interface is apparent coinciding with α-Fe(Zn) grain boundaries. Zn EDS map in Figure 5(b) shows possible Zn-rich pocket associated with α-Fe(Zn) grain boundary and possible location of previous Zn-rich Γ-phase[6]; Figure 5(c) shows EDS Zn line scan across the α-Fe(Zn) grain boundary with increased Zn in the vicinity of the grain boundaries. At longer annealing times, Zn enrichment was not detected by SEM–EDS.

(a) Detailed SEI micrograph of the α-Fe(Zn) grain boundary region etched in nital obtained after holding time 240 s at temperature 1173 K (900 °C); white rectangle and line indicate areas where EDS Zn map (b) and line scan (c) have been taken; m denotes the martensitic substrate with α-Fe(Zn) layer above
3.2 Zn Distribution in the Coating, Substrate, and at the Interface
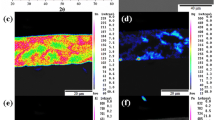
To be able to measure the Zn concentration both inside the α-Fe(Zn), inside the substrate, and at the α-Fe(Zn)/substrate interface, both SEM and high-resolution STEM–EDS lines scans were performed. Figure 6(a) shows area selected prior to the in-plane FIB lift-out, with grain boundary between the α-Fe(Zn) grains and boundary between the α-Fe(Zn) and the substrate all visible. Corresponding TEM bright-field image is shown in Figure 6(b), and the STEM–EDS Zn line scan is shown in Figure 6(c). STEM–EDS Zn profile shows sharp drop in the Zn concentration across the α-Fe(Zn)/substrate boundary which is observed across length of less than 700 nm.

(a) FIB SEM dual beam image showing location of the in-plane lift-out sample for TEM; in-plane lift-out locality is protected by a C layer applied onto its surface and is slightly obstructing the etched microstructural features; approximate location of GBs is visualized by dashed white lines; (b) TEM bright-field image of the lifted-out area, white solid arrow indicates location where HR-TEM EDS line scan was performed; (c) Zn line scan from the interface region as collected by EDS; m denotes the martensitic substrate (Color figure online)
Zn profiles measured by STEM and FEG-SEM EDS for all heating conditions are summarized in Figure 7. Measured concentrations \( C_{\text{Zn}}^{\alpha } \) of Zn in the bulk of α-Fe(Zn) near the top of the coating, \( C_{\text{Zn}}^{\gamma } \) of Zn in γ-Fe(Zn), and concentrations \( C_{\text{Zn}}^{\alpha /\gamma } \), \( C_{\text{Zn}}^{\gamma /\alpha } \) at both sides of the α–γ interface are presented in Table II.

Zn distribution profiles acquired by SEM and TEM EDS for all annealing conditions; solid line shows initial as hot dip galvanized Zn profile
3.3 Calculated Zn Concentration Profiles
Table III shows the equilibrium concentrations of Zn at both sides of the α–γ interface S 1 used in the calculations together with the calibrated effective diffusion coefficients in the α-Fe(Zn) coating and the γ-Fe(Zn) substrate. Details of the calibration process are given later in the Section IV–A.
Figure 8 shows the calculated Zn concentration profiles across the α-Fe(Zn) and γ-Fe(Zn) phases using the FDM as well as the corresponding values measured by EDS (obtained from Figure 7). It should be noted that the α–γ interface in Figures 8(a) through (c) is placed at the coordinate origin in order to compare the concentration around this interface. In the FDM, this interface S 1 moves into the γ-Fe(Zn) substrate. Results show good agreement between the calculation and the measurement for the Zn concentration (Figures 8(a) through (c)) and reasonable agreement for the α layer thickness (Figure 8(d)) if the diffusion coefficients are set to be the calibrated values: \( D_{\text{Zn}}^{\alpha } = 5.00 \times 10^{ - 13} \) and \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 14} \) m2 s−1. The α-Fe(Zn) thickness after 480 and 600 seconds of annealing is about 2.0-μm thicker in the FDM than in the measurement because the oxidation of α-Fe(Zn) coating layer from 240 to 600 seconds is not considered in the model, as described before.

Calculated Zn concentration profiles for different annealing times: (a) 300 s, (b) 480 s, and (c) 600 s and calculated α-Fe(Zn) layer thickness (d). Measured Zn concentration using EDS and measured α-Fe(Zn) layer thickness are also given for comparison
Results in Figure 8 show that Zn concentration in the α-Fe(Zn) layer decreases with annealing time, but both the Zn concentration and the diffusion distance in the γ-Fe(Zn) substrate increase with annealing time. It can also be seen that the thickness of α-Fe(Zn) coating layer increases from 240 to 600 seconds.
The good agreement between the calculated and the measured Zn concentrations at the distance 20 to 25 μm to the α–γ interface in Figures 8(a) through (c) implies that the boundary conditions (zero diffusion flux) set at the oxide-α-Fe(Zn) interface S 2 are reasonable. Both calculated and measured Zn concentrations are not lower at the oxide/α-Fe(Zn) interface S 2 than at other locations within the α-Fe(Zn) coating layer. These results indicate that the depletion of Zn in the α-Fe(Zn) coating layer due to oxidation is relatively low for annealing times of 240 to 600 seconds at 1173 K (900 °C).
It is shown in Figures 8(a) through (c) that the calculated and the measured Zn concentrations at the distance 10 to 25 μm to the α–γ interface decrease from about 31 wt pct for 300 seconds annealing to about 25 wt pct for 480 seconds annealing, but remain at 25 wt pct approximately from 480 to 600 seconds, which means that the equilibrium concentration at the α side of α–γ interface is close to the value (20 wt pct) used in the calculation. Otherwise Zn concentration in the α-Fe(Zn) coating layer would decrease during the time period from 480 to 600 seconds.
The calculated and the measured Zn concentrations in the γ-Fe(Zn) substrate at the distance −5 to 0 μm to the α–γ interface are also in good agreement. This comparison suggests that the equilibrium concentration of Zn at the γ side of α–γ interface is about 7.5 wt pct, as used in the calculation.
The results shown in Figures 8(a) through (c) indicate that for the conditions examined, Zn in the α-Fe(Zn) coating layer diffuses primarily from the oxide-α-Fe(Zn) interface S 2 to the α–γ interface S 1 then further into the γ-Fe(Zn) substrate. Oxidation is found to slow down to an extent that Zn is not extracted out of the α-Fe(Zn) at a significant amount to supply the needed Zn for oxidation. The diffusion flux out of the α-Fe(Zn) into the γ-Fe(Zn) substrate does result in a decrease of the Zn concentration in the coating layer until it drops to the equilibrium concentration (20 wt pct) at the α–γ interface. On the other hand, the diffusion flux increases the concentration within the γ-Fe(Zn) substrate. The depth of Zn penetration into the γ-Fe(Zn) due to bulk diffusion is calculated to be about 1.3 μm after 300 seconds annealing and it increases to about 2.6 and 3.3 μm after 480 and 600 seconds annealing, respectively.
4 Discussion
4.1 Choice of D
In order to calibrate the effective diffusion coefficients of Zn in the α-Fe(Zn) coating layer and in the γ-Fe(Zn) substrate, four 1D FDM simulations are carried out by changing the values for \( D_{\text{Zn}}^{\alpha } \) and \( D_{\text{Zn}}^{\gamma } \). Figure 9 shows the sensitivity of Zn concentration profiles and α-Fe(Zn) layer thickness on diffusion coefficients. If the diffusion coefficient \( D_{\text{Zn}}^{\alpha } \) is increased from 1.11 × 10−14 to 5.00 × 10−13 m2 s−1 while maintaining \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 17} \) m2 s−1 fixed, the Zn concentration in the α-Fe(Zn) layer becomes lower, but the concentration in the γ-Fe(Zn) phase remains unchanged with an obvious increase observed in the α-Fe(Zn) layer thickness. When the diffusion coefficient \( D_{\text{Zn}}^{\gamma } \) increases from 1.13 × 10−17 to 1.13 × 10−13 through 1.13 × 10−14 m2 s−1 with \( D_{Zn}^{\alpha } = 5.00 \times 10^{ - 13} \) m2 s−1 fixed, Zn concentration in the γ-Fe(Zn) substrate increases significantly, but the value in the α-Fe(Zn) layer remains almost unchanged with an apparent decrease seen in the α-Fe(Zn) layer thickness. The calculated Zn concentration profiles both in the α-Fe(Zn) layer and in the γ-Fe(Zn) substrate using \( D_{\text{Zn}}^{\alpha } = 5.00 \times 10^{ - 13} \) and \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 14} \) m2 s−1 are in good agreement with the corresponding measured profiles, as shown in Figures 8(a) through (c). The calculated α-Fe(Zn) layer thickness for 480 and 600 seconds annealing is however higher than the measured mean values by 2.0 μm, as shown in Figure 8(d). Experimental data show, however, that about 2.0 μm oxide formed during 240 to 600 seconds annealing, which is not considered in the calculation. The calculated thickness should be thicker than the measured one by about 2.0 μm, and therefore, the agreement between the measured and calculated results is reasonable.

Effect of \( D_{\text{Zn}}^{\alpha } \), \( D_{\text{Zn}}^{\gamma } \) on calculated Zn concentration profiles: (a) 300 s, (b) 480 s, and (c) 600 s and on calculated α-Fe(Zn) layer thickness (d)
To double check the above calibrated values, Table IV compares the calibrated effective diffusion coefficients to the lattice and grain boundary diffusion data reported.[13–15] The lattice diffusion coefficient of Zn in the γ-Fe(Zn) phase is calculated using \( D_{{\gamma - {\text{Fe}}}}^{\text{Fe}} = 5.0 \times 10^{ - 5} \exp [ - 284,000/(RT)] \, \),[14] which is the diffusivity of Fe in γ-Fe with R gas constant and T temperature in Kelvin, because no experimental data for Zn lattice diffusion in the γ-Fe(Zn) are available in the literature. The grain boundary diffusion coefficient in the γ-Fe(Zn) substrate is also calculated using the above equation but with the activation energy assumed to be 0.6 × 284,000 = 170,400 J mol−1.[16] It is shown that the calibrated effective Zn diffusion coefficients in the α-Fe(Zn) layer and in the γ-Fe(Zn) substrate are in between the reported data for lattice diffusion and grain boundary diffusion.
The ratio of calibrated effective Zn diffusion coefficients in the α-Fe(Zn) and γ-Fe(Zn) phases is about 44, which is bigger than the reported value (29) for carbon lattice diffusion but smaller than the reported one (165) for iron lattice diffusion, as shown in Table V. In Figure 9(d), it seems that the calculated α-Fe(Zn) layer thickness using \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 13} \) m2 s−1 is even closer to the measured value than the one using \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 14} \) m2 s−1. However, the ratio of \( D_{\text{Zn}}^{\alpha } /D_{\text{Zn}}^{\gamma } \) (5.00 × 10−13/1.13 × 10−13 s≈ 4) becomes even lower than the ratio (29) for carbon lattice diffusion, which is unreasonable. Furthermore, the calculated Zn concentration in the γ-Fe(Zn) substrate is much higher than the corresponding measured values. \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 14} \) m2 s−1 is therefore taken as the effective diffusion coefficient in the γ-Fe(Zn) substrate, considering the fact that the oxidation of about 2.0 μm α-Fe(Zn) coating is not modeled.
4.2 The Role of Grain Boundaries in α-Fe(Zn) and γ-Fe(Zn) on Diffusion
The characteristics of the diffusion type of Zn in the α-Fe(Zn) coating layer and in the γ-Fe(Zn) substrate can be determined by comparing the lattice diffusion distance to the mean grain size and grain boundary thickness δ ≈ 5.0 × 10−10 m in each of these two phases. When the lattice diffusion distance is significantly smaller than the average grain size, the grain boundary diffusion distance can be estimated using the Whipple’s solution[17] as follows
where C/C 0 is normalized concentration, D gb and D L are grain boundary and lattice diffusivities, δ is grain boundary thickness, t is diffusion time, x and y are space coordinates. Figure 10(a) shows the geometry used in the Whipple’s solution: one grain boundary with two neighboring grains. The normalized concentration profile (C/C 0) along the grain boundary (x = 0) is numerically calculated and plotted in the η − β diagram shown in Figure 10(b). The calculated lattice diffusion distance \( \sqrt {D_{\text{L}} t} \) and grain boundary diffusion parameter β are shown in Table VI.

(a) Grain boundary geometry used in the Whipple’s solution and (b) Whipple’s solution plotted using parameters Beta and Eta with \( \beta = (\Delta - 1)\delta /(2\sqrt {D_{\text{L}} t} ) \) and \( \eta = y/\sqrt {D_{\text{L}} t} \). Here, Δ = D gb/D L, δ ≈ 5.0 × 10−10 m and y is coordinate along grain boundary. Inserted concentration maps indicate the effect of grain boundaries on diffusion
In the α-Fe(Zn) coating layer, the lattice diffusion distance (1.6 μm < \( \sqrt {D_{\text{L}} t} \) < 2.6 μm) is slightly smaller than the measured mean grain size (about 10 μm—see Table I), but they are in the same magnitude order. The grain boundary diffusion parameter (1.8 < β < 2.9) is also relatively small. Above results indicate that in the coating layer, Zn diffusion after 240 to 600 seconds annealing is Type AB and very close to Type A (bulk diffusion). Grain boundaries therefore play a certain role for diffusion, but the role is not substantial. The Whipple’s solution is therefore not suitable for calculating the diffusion distance in this phase.
In the γ-Fe(Zn) substrate, the lattice diffusion distance (0.05 μm < \( \sqrt {D_{\text{L}} t} \) < 0.09 μm) is much smaller than the measured mean grain size (about 9 μm), but apparently bigger than the typical grain boundary thickness \( \delta \approx 5.0 \times 10^{ - 10} \,{\text{m}} \). The grain boundary diffusion parameter (340 < β < 550) is relatively large. These results indicate that in this phase, Zn diffusion after 240 to 600 seconds annealing is Type B, which is in between a bulk diffusion and a grain boundary diffusion. The Whipple’s solution can be used to estimate the diffusion distance of Zn along γ-Fe(Zn) grain boundaries. Let us take the annealing at 1173 K (900 °C) for 600 seconds as an example: estimated grain boundary diffusion parameter is \( \beta = (\Delta - 1)\delta /(2\sqrt {D_{\text{L}} t} ) = (1.29 \times 10^{ - 12} /1.13 \times 10^{ - 17} - 1) \times 5.0 \times 10^{ - 10} /(2 \times \sqrt {1.13 \times 10^{ - 17} \times 600} ) \approx 347 \). From Figure 10(b), we can find the corresponding value η ≈ 70. Estimated grain boundary diffusion distance across which the Zn concentration decreases from the equilibrium concentration 7.5 wt pct down to 0.075 wt pct is \( y = \eta \sqrt {D{}_{\text{L}}t} \approx 70 \times \sqrt {1.13 \times 10^{ - 17} \times 600} \approx 5.76 \times 10^{ - 6} \,{\text{m}}. \) It should be noted that the Whipple’s solution does not consider the moving α–γ phase interface, and thus, in the above calculated grain boundary diffusion, distance (6 μm) for 600 seconds annealing is over-estimated.
4.3 Zn Diffusion from the α-Fe(Zn) Coating into the γ-Fe(Zn) Substrate
The effect of \( D_{\text{Zn}}^{\gamma } \) on the calculated Zn content profiles in the γ-Fe(Zn) substrate, as shown in Figures 9(a) through (c), indicates that Zn concentration increases with \( D_{\text{Zn}}^{\gamma } \) with good agreement between calculations and measurements observed when \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 14} \,{\text{m}}^{2} \,{\text{s}}^{ - 1} \) (see Figures 8(a) through (c)). Comparing to the measured Zn contents, it is found that \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 17} \,{\text{m}}^{2} \,{\text{s}}^{ - 1} \) is too low and \( D_{\text{Zn}}^{\gamma } = 1.13 \times 10^{ - 13} \,{\text{m}}^{2} \,{\text{s}}^{ - 1} \) is too large. The agreement in the calculated and measured Zn concentrations in the γ-Fe(Zn) substrate (Figure 8) suggests that the 1D FDM can be used to estimate the leaking of Zn into the bulk γ-Fe(Zn) substrate from α-Fe(Zn) coating: 1.3 μm for 300 seconds annealing, 2.6 μm for 480 seconds, and 3.3 μm for 600 seconds in terms of diffusion distance. The diffusion in this phase is Type B, as discussed previously. The grain boundary diffusion distance is longer, i.e., about 6 μm estimated for 600 seconds at 1173 K (900 °C) using the Whipple’s solution.
4.4 Micro-cracks in Side-Wall and the Role of Zn
In our previous work,[12] it has been reported that with extended duration of annealing, the depth of crack penetration into the substrate in the drawn side-wall is reduced from a maximum depth 50 μm after 240 seconds to a maximum value less than 15 μm after 600 seconds. In the undeformed top wall and in the inside side-wall (not exposed to friction forces during forming), coating cracks not penetrating the substrate were observed; however, the amount of cracks per 1 mm was independent on the duration of annealing in all sample locations. Appearance of micro-cracking at short and at long annealing times is shown in Figures 11(a) and (b). Since no liquid Zn is present even at the shortest annealing time (240 seconds), all micro-cracks are believed to be associated with friction forces during drawing. Kim et al.[3] also observed rapid decrease of the depth of micro-cracks with extended annealing and assumed that progressing internal oxidation of the coating is one of the major causes reducing the crack depth due to an increase in the number of cracks in the coating layer with increasing annealing time; the stress concentrations at the crack tips during forming are therefore reduced, and the cracks are more frequent and less deep.[3] Schwinghammer et al.[18] observed that with extended time of annealing and with reduced forming temperature [as low as 1048 K (775 °C)], the micro-cracks are more frequent and less extended in depth into the substrate. However, no mechanism of cracking has been discussed apart from concluding that the micro-cracking at these conditions is clearly not related to LMIE. Drillet et al.[4] found some ferritic and bainitic phases in the layer just below the coating, suggesting that severe deformation in this location induces a shift in the critical cooling rate required for martensitic transformation, the ferrite and bainite are stabilized and act as soft zones promoting the micro-crack propagation. When the layer is thin, the propagation is limited. Only Hensen et al.[9] linked the reduced depth of micro-cracking with diffusion of Zn away from the grain boundaries in the coating and in the substrate. No satisfactory reason behind the reported decrease of the micro-crack depth has been however provided and as can be seen there is no agreement on the mechanism of the micro-cracking and the role of extended annealing.

Illustration of crack appearance in the drawn side-wall: (a) sharp “V”-shape of cracking penetrating deeper into the substrate (m-martensite) typical for 240 s annealing; (b) shallow and blunt “U”-shape typical after 600 s annealing; (c) Relationship between micro-crack depth and Zn diffusion in α-Fe(Zn) and γ-Fe(Zn)
Based on the results presented in our previous contribution[12] and in this work, we can confirm that there is significant change in the average concentration of Zn in the α-Fe(Zn) layer (Table II); homogenization of enriched Zn on grain boundaries and in pockets of the α-Fe(Zn) layer (Figure 5) occurs; α-Fe(Zn) layer grows notably (Figure 8(d)), but only insignificant diffusion of Zn into γ-Fe(Zn) or across the α-Fe(Zn)/γ-Fe(Zn) interface is observed (Figures 7 and 8). Morphology of micro-cracks changes from a sharp V-shape type at short annealing time (240 seconds) (Figure 11(a)) through mixed at intermediate times to shallow and blunt U-shape type at longest annealing time (600 seconds) (Figure 11(b)). Relationship between micro-crack depth and Zn diffusion is shown in Figure 11(c). Interestingly, there is a clear correlation between amount of Zn in α-Fe(Zn) and the maximum depth of micro-crack penetration into the substrate. However, the bulk and grain boundary diffusion distances of Zn into the γ-Fe(Zn) from the α-Fe(Zn) coating are slightly increasing with increasing annealing time, which is contrary to what would be expected if Zn present in γ-Fe(Zn) controlled micro-crack propagation into the substrate. Homogenization of enriched Zn on grain boundaries and pockets (Figure 5) also plays an important role in reducing the micro-crack depth.
4.5 Mechanism of Micro-cracking
Clearly elimination of the liquid Zn from the coating does not prevent micro-cracking from penetrating the substrate; it is also evident that external forces such as friction shear stresses during drawing are required to enable propagation of micro-cracks into the substrate. The depth of micro-crack penetration appears to be dependent on the amount of Zn in α-Fe(Zn), and the Zn-rich pockets observed at short annealing time possibly enhance the micro-crack propagation. Lynch observed on notched Al-Zn-Mg-Cu alloy specimens exposed to constant external load in solid Indium environment[19] that in the conditions where even no liquid In is present and embrittlement atoms are transferred from solid In phase, the solid-metal-induced embrittlement (SMIE) leading to inter-granular cracking is active. The crack velocity during SMIE[20] is lower than in LMIE, and higher external stresses to propagate SMIE crack are required, and if the external stress is below a threshold value, no SMIE will occur.[19] Gordon proposed[21] that transport of the embrittlement atoms in the solid state toward the crack tip consists of a surface self-diffusion of embrittler atoms over a layer of adsorbed embrittler atoms thick enough to allow self-diffusion. Lynch accepted this mechanism and in his later works on various materials under LMIE and SMIE[22–24] suggested that embrittling adsorbed atoms induce dislocation emission from the crack tip leading to increased localized slip.
In our work, we have not detected any Zn present on the surface of the cracks but we cannot exclude that (only) several Zn atoms thick surface layer may be present during initial crack extension into the γ-Fe(Zn) (γ-Fe(Zn) is transformed to martensite during die quenching), and this thin surface Zn layer could be either oxidized or further mechanically cracked during HPF. Our proposed mechanism of micro-cracking of Zn-coated HPF B steels is shown in Figure 12: (a) at 1073 K (800 °C), majority of the coating is transformed into α-Fe(Zn), in certain areas especially at α-Fe(Zn) grain boundaries, Zn-rich phase Γ-Fe3Zn10 is present; (b) at 1173 K (900 °C) and 240 seconds hold any remaining Γ-Fe3Zn10 is fully transformed into α-Fe(Zn), Zn-rich pockets inside the α-Fe(Zn) coincide with previous Γ-Fe3Zn10, α-Fe(Zn) contains several coating cracks not penetrating the substrate; (c) if external load is applied during HPF Zn-rich pockets and high Zn content on the α-Fe(Zn) side of the interface assist micro-cracking due to SMIE mechanism, micro-cracks are up to 50 μm deep and have a sharp V shape; (d) if holding at 1173 K (900 °C) is extended to 600 seconds α-Fe(Zn) layer growths, homogenization of Zn-enriched areas on α-Fe(Zn) grain boundaries and of Zn-rich pockets takes place as well as the reduction of concentration of Zn in the α-Fe(Zn) layer, that all lead to a reduced availability of Zn atoms to assist SMIE; (e) when external load during HPF is applied, micro-cracks almost do not penetrate the substrate and have shallow and blunt U-shape; external tensile loads probably just open the pre-existing thermal coating cracks and plastically deform them. SMIE is not active due to low availably of solid Zn atoms in the α-Fe(Zn).

Schematic Mechanism of micro-cracking of Zn-coated HPF Boron steels: (a) at 1073 K (800 °C), majority of the coating is transformed into α-Fe(Zn), in certain areas especially at α-Fe(Zn) GBs, Zn-rich phase Γ-Fe3Zn10 is present; (b) at 1173 K (900 °C) and 240 s hold Γ-Fe3Zn10 is fully transformed into α-Fe(Zn), Zn-rich pockets inside the α-Fe(Zn) coincide with previous Γ-Fe3Zn10, α-Fe(Zn) contains several coating cracks not penetrating the substrate; (c) if external load is applied during HPF, Zn-rich pockets and high Zn content on the α-Fe(Zn) side of the interface assist micro-cracking due to SMIE mechanism, micro-cracks are up to 50 μm deep and have a sharp V shape; (d) if holding at 1173 K (900 °C) is extended to 600 s α-Fe(Zn) layer growths, Zn-rich pockets disappear and amount of Zn in the α-Fe(Zn) layer is reduced leading to a reduced availability of Zn atoms to assist SMIE; (e) cracks almost do not penetrate the substrate and have shallow and blunt U shape
5 Conclusions
In this study, a combination of experimental and simulation work has been carried out to link Zn distribution changes in Zn-coated 22MnB5 annealed at 1173 K (900 °C) with micro-cracking occurring during HPF. The main conclusions of this study are summarized as follows:
-
1.
The thickness of α-Fe(Zn) coating increases with annealing time from 18 to 22 μm after 300 to 600 seconds of annealing, this is accompanied by a Zn concentration decrease in the α-Fe(Zn) coating and a Zn concentration increase in the γ-Fe(Zn) substrate.
-
2.
The thickness of α-Fe(Zn) coating is controlled by the Zn diffusion coefficients both in the α-Fe(Zn) phase and in the γ-Fe(Zn) phase. Effective diffusion coefficient of Zn is 5.00 × 10−13 m2 s−1 in the α-Fe(Zn) and 1.13 × 10−14 m2 s−1 in the γ-Fe(Zn) substrate.
-
3.
Bulk Zn diffusion distance in the γ-Fe(Zn) substrate increases from 1.3 μm after 240 seconds annealing to 3.3 μm after 600 seconds annealing at 1173 K (900 °C), Zn grain boundary diffusion distance in the γ-Fe(Zn) substrate after 600 seconds is 6 μm. Zn diffusion in the α-Fe(Zn) coating layer is Type AB and very close to Type A (bulk diffusion), the diffusion in the γ-Fe(Zn) substrate is Type B (between bulk diffusion and grain boundary diffusion).
-
4.
The Zn diffusion during annealing is not the only responsible factor for the formation of micro-cracks that have a maximum depth of 15 to 50 μm, exceeding maximum diffusion distance of 6 μm. Reduced amount of Zn-rich pockets at α-Fe(Zn) grain boundaries, together with reduced Zn concentration in α-Fe(Zn) with increasing annealing time contribute to the reduced susceptibility to deep micro-cracks in the samples annealed for longer time (480 seconds and 600 seconds). SMIE is likely to be active during short times of annealing when enriched Zn is present on α-Fe(Zn) grain boundaries and in the pockets where mean Zn content is relatively high, and SMIE is therefore responsible for the deep V-shape cracks. Zn in α-Fe(Zn) is homogenized and mean Zn concentration is lowered in the α-Fe(Zn) coating after long time annealing, thus no SMIE is active due to lower availability of solid Zn atoms in the α-Fe(Zn), and the blunt U-shape cracks are due to external loads only.
References
European Automotive Research Partners Association R&D technology Roadmap, http://www.earpa.eu/docs/2005/furore_road_map_final.pdf
T Altan, Update: Hot-stamping boron-alloyed steels for automotive parts, Stamping Journal, March/April, (2011)
S. Kim, I. Son, D. Kim, and S. Kim: 4th Int. Conf. on Hot Sheet Met. Forming of UHSS, Lulea, 2013.
P. Drillet, R. Grigorieva, G. Leuillier, and T. Vietoris: Study of Cracks Propagation Inside the Steel on Press Hardened Steel Zinc Based Coatings, 2011, Galvatech, Genova
M.J. van Genderen, W. Verloop, J. Loiseaux, and G. Hensen: 3rd Int. Conf. on Hot Sheet Met. Forming of UHSS, Kassel, 2011
C.W. Lee, D.W. Fan, I.R. Sohn, S.J. Lee, and B.C. De Cooman: Metall. Mater. Trans. A, 2012, vol. 43, 5122-5127
L Cho, H Kang, C Lee, BC De Cooman, Scripta Mater 90-91 (2014) 25-28.
T. Kurz, G. Luckeneder, T. Manzenreiter, and H. Schwinghammer: Zinc Coated Press-Hardening Steel—Challenges and Solutions, SAE Technical Paper 2015-01-0565, 2015
G. Hensen, W. Melfo, and S.P. Chen: 4th Int. Conf. on Hot Sheet Met. Forming of UHSS, Lulea, 2013.
A.R. Marder: Prog. Mater. Sci., 2000, vol. 45, pp. 199–271.
R Autengruber, G Luckeneder, S Kolnberger, J Faderl, A W Hassel, Steel Research Int 83 (2012) 1005–11
V. Janik, P. Beentjes, D. Norman, G. Hensen, and S. Seetharaman: Proceedings of MST2014 Conference, Pittsburgh, 2014, p. 299
I Richter, M Feller-Kniepmeier, Phys. Status Solidi (A) 68 (1981) 289–300.
E.A. Brandes and G.B. Brook, eds.: Smithells Metals Reference Book, 7th ed., Butterworth & Heinemann, Oxford, 1992.
JS Dohie, JR Cahoon, WF Caley, JPEDAV 28 (2007) 322-327.
P. Heitjans and J. Karger, eds., Diffusion in Condensed Matter: Methods, Materials, Models, 2nd ed., Birkhauser, Boston, 2005.
RTP Whipple, Philos Mag 45 (1954) 1225.
H. Schwinghammer, G. Luckenender, T. Manzenreiter, M. Rosner, P. Tsipouridis, and T. Kurz: 4th Int. Conf. on Hot Sheet Met. Forming of UHSS, Lulea, 2013.
SP Lynch, Mat Sci Eng A108 (1989) 203-212
SP Lynch, Mat Characterization 28 (1992) 279-289.
P. Gordon: Metall. Trans., 1978, vol. 9A, pp. 267–273
S.P. Lynch: Acta Metall., 1988, vol. 36, pp. 2639–61
S.P. Lynch: in Environment Induced Cracking of Materials, S. Shipilov, R. Jones, J.-M. Olive, and R. Rebak, eds., Elsevier, Amsterdam, 2007, pp. 167–177.
S.P. Lynch: Metall. Trans., 2013, vol. 44A, 1209–29.
Acknowledgments
The financial assistance from the WMG Centre High Value Manufacturing Catapult with focus on low C mobility and Tata Steel is gratefully acknowledged. The authors are thankful for the assistance from Dr. Richard Beanland and Steven Hindmarsh at MAS, University of Warwick with the TEM analysis with FIB lift-out. The authors also wish to thank Dr Didier Farrugia for discussing aspects of the diffusion modeling.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted December 11, 2014.
Rights and permissions
About this article

Cite this article
Janik, V., Lan, Y., Beentjes, P. et al. Zn Diffusion and α-Fe(Zn) Layer Growth During Annealing of Zn-Coated B Steel. Metall Mater Trans A 47, 400–411 (2016). https://doi.org/10.1007/s11661-015-3203-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-3203-y