
Abstract
The microstructure, phase composition, and room-temperature mechanical properties of the corrosion-resistant Fe-20pctCr-5pctV alloy doped with nitrogen by high-temperature gas-phase nitriding under different conditions have been investigated. The nitriding of the Fe-20pctCr-5pctV alloy at T = 1223 K to 1373 K (950 °C to 1100 °C) and subsequent annealing at T = 973 K (700 °C) lead to the precipitation of large vanadium nitride and disperse chromium nitride particles in the ferrite matrix. Such a treatment increases the strength of the Fe-20pctCr-5pctV alloy at room temperature by 1.6 times, while maintaining the adequate relative elongation. The alloy in the initial state and after nitriding is highly resistant to corrosion.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Volume high-temperature nitriding method at T = 1173 K to 1473 K (900 °C to 1200 °C) is promising for improving the complex properties of the entire volume of the material in the case of thin-walled articles due to saturation of the material with nitrogen.[1–3] In contrast to the traditional surface nitriding, during high-temperature nitriding, the formation of a continuous layer of nitride on the surface is suppressed.[1,4–6] In this case, stable nitrides of alloying elements arise in the form of disperse particles distributed in the matrix, which stabilize the structure at high temperatures and ensure the efficient hardening of material.[7–9] It is also known that high mechanical properties stable for a long time at high temperatures and stresses can be obtained in steels by combining solid solution hardening with hardening by particles of second phase,[10,11] which is achieved at high-temperature nitriding.
The high-temperature nitriding method is used for hardening of refractory metals and alloys and chrome-nickel austenitic steels.[12,13] Possibility uniform hardening of flat samples of stainless steels with high chromium such as AISI 430; 0.08pctC-17.0pctCr-0.8pctTi, and 0.15pctC-25.0pctCr-0.8pctTi by high-temperature nitriding, and the basic laws of structure formation in these steels when nitriding considered in Reference 2,14,15. In Reference 2, the homogeneous microstructure, which consists of chromium nitrides distributed in a ferrite matrix, was obtained throughout the section of 0.08pctC-17.0pctCr-0.8pctTi steel sample 0.5 mm thick. This treatment has resulted in the significant increase in strength and heat resistance characteristics while maintaining the high plasticity margin. When this volume fraction and morphology nitride precipitates can be controlled by the duration of the nitriding process and subsequent heat treatment regime.
At present, a new group of powder metallurgy tooling alloys on the basis of high-chromium ferritic steels with a high mass fraction of nitrogen, which were developed for applications that demand for a unique combination of corrosion and wear resistance, is of interest for investigators.[16,17] In particular, in Reference 17, the correlation between the corrosion resistance and structure of the Fe-20pctCr-9pctV-4pctN alloy prepared by powder metallurgy was investigated. This alloy exhibits the improved corrosive behavior as compared to that of commercial high-carbon steel Elmax. However, the powder technology is complex and expensive. Thus, in the case of sheet products, high-temperature gas-phase “internal” nitriding can be an alternative method for production of Fe-Cr-V-N alloys.
The aim of this work was to study the microstructure, phase composition, and mechanical properties of corrosion-resistant Fe-Cr-V alloy doped with nitrogen by gas-phase high-temperature nitriding.
2 Materials and Methods
Samples for high-temperature nitriding were cut from a Fe-Cr-V alloy sheet 0.5 mm thick in the recrystallized state. The chemical composition of the alloy is shown in Table I. The surface samples were degreased with acetone before nitriding. The process of nitriding was performed in a quartz ampoule in pure nitrogen environment at an excess pressure of 0.1 to 0.2 atm (Figure 1).[3] The subsequent annealing was performed in a vacuum. After nitriding, the samples were weighed on precision scales GR-200. The nitrogen content (wt pct) in selected samples before and after nitriding was determined using the reduction melting method and a TC-600 (LECO) analyzer; melting is carried out in a graphite crucible in carrying gas (helium) flowing atmosphere using a resistance furnace. It was established that the weight gain of the samples after nitriding corresponding mass fraction of nitrogen dissolved in the steel. Conditions of thermo-chemical treatment used in this work and the nitrogen content in the samples are given in Table II.

Scheme (a) and quartz ampoule (b) for performed the process of thermal and chemical-thermal treatments. 1—quartz ampoules with a outlet fitting; 2—fixed flange; 3—rubber gasket of vacuum seals; 4—steel part of seals and fittings; 5—platen steel plate; 6—outlet fitting
Metallographic analysis was performed with ×500 magnifications using an “Axio Scope” optical microscope and sections etched in the 50 pct solution of HCl.
Maps of chemical elements distributions were obtained with ×50 to ×1500 magnifications using secondary electron mode and a JSM-6610LV (JEOL) scanning electron microscope (SEM) equipped with a microprobe analyzer. This microscope is also used to analyze the fracture surfaces with ×50 to ×10,000 magnifications.
The microstructure of the material was also studied using a JEM-200CX (JEOL) transmission electron microscope and an accelerating voltage of 200 kV.
The depth and homogeneity of nitriding were evaluated by measuring the microhardness over the cross section of sample using a Micromet 5101 tester and the 100-g load; the exposure time is 10 seconds. Measurements were performed at a step of 80 μm; the hardness magnitudes were averaged for three indentations.
The phase composition of the samples was determined using a Rigaku X-ray diffractometer and monochromatized Co Kα radiation.
Tensile tests were performed at room temperature at a rate of 1 mm/min using an Instron 5966 universal machine and flat samples with a gage part of 20 × 3.5 mm. At least three specimens were used to calculate the average value.
To evaluate the thermodynamic stability of the alloy before and after saturation with nitrogen at high-temperature nitriding, the electrochemical potential is established in the standard solution for corrosion-resistant steels with high-chromium content (1 mol/L NaCl solution + 0.5 mol/L H2SO4 solution) was measured.
To evaluate the effect of nitriding of the alloy on the corrosion resistance, the dissolution rate of the alloy samples in the initial state and after nitriding in 30 pct HCl solution was determined.
3 Results and Discussion
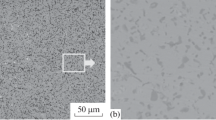
The material in the initial state (before nitriding) is characterized by single-phase recrystallized structure with a ferrite grain size of 21 ± 8 μm (Figure 2).

The microstructure of the alloy in various states: (a) initial state, optical microscopy; (b) after nitriding at T = 1373 K (1100 °C), scanning electron microscopy (SEM)
X-ray diffraction analysis of the alloy subjected to nitriding at T = 1373 K (1100 °C) and subsequent air cooling (Table II, state 3; Figure 3(a)) showed the presence of four phases; these are the ferrite, nitrous martensite, austenite, and VN vanadium nitrides (Table III). This is caused by the fact that the high nitrogen content stabilizes the austenite; in the case of lower nitrogen contents, the critical quenching rate decreases substantially. The observed phases exist simultaneously in the material owing to different local nitrogen concentrations over the cross section of nitrided samples. Large VN vanadium nitride inclusions 4 ± 2 mm long are visible in the micrographs that were taken using the SEM and back-scattered electron mode (Figure 2). The formed particles observed in the compositional maps are characterized by the high vanadium and nitrogen contents (Figure 4). Uneven distribution of chromium in area has been identified.

X-ray diffraction patterns of the sample (a) subjected to nitriding at T = 1373 K (1100 °C) and (b) subjected to nitriding at T = 1373 K (1100 °C) and annealing at T = 973 K (700 °C)

The maps of nitrogen and vanadium distribution in the structure of the alloy subjected to nitriding at T = 1373 K (1100 °C)
As the mass fraction of nitrogen increases, the vanadium nitrides begin to form primarily since vanadium has the high affinity for nitrogen. In order to bond entire vanadium present in the alloy (4.8 wt pct) with the formation of the VN nitride, the mass fraction of nitrogen should be equal to 1.3 pct. Excess nitrogen is present in the form of solid solution and, after cooling, forms less stable Cr2N chromium nitrides; the precipitates are 80 to 300 nm long and 10 to 30 nm wide and located at the boundaries between martensite plates (Figure 5). Since the volume fraction of the precipitates is low (<50 pct), no distinct peaks are observed in the X-ray diffraction patterns.

TEM micrographs of the sample subjected to nitriding at T = 1373 K (1100 °C) (C N = 1.40 pct) and air cooling: (a) and (b) bright-field and dark-field images of nitrogen martensite plates, respectively; (c) and (d) dark-field images taken in the Cr2N reflection and electron diffraction pattern
The annealing at 973 K (700 °C) performed after nitriding leads to the decomposition of martensite and austenite (Table III; Figure 3(b)); then, nitrogen from the solid solution forms disperse chromium nitride particles (200 to 750 nm long and 20 to 150 nm wide), which are now located mainly within ferrite grains (Figure 6).

The microstructure of sample subjected to nitriding at T = 1373 K (1100 °C) (C N = 1.40 pct) and annealing at T = 973 K (700 °C) (TEM)
Thus, after high-temperature nitriding and annealing at 973 K (700 °C), the material consists essentially of nitrogen-rich α-Fe and VN vanadium nitride. Also, a small amount of Cr2N nitride is present in the structure.
Results of measurements of microhardness over the cross section of samples demonstrate the high homogeneity of the material subjected to various thermo-chemical treatments under all used conditions. The microhardness of sample in the initial state is 179 ± 5 HV; as the mass fraction of nitrogen increases to 2.40 pct, the microhardness increases to 346 ± 17 HV. Such an increase in microhardness was associated primarily with solid solution strengthening due to saturation of the material with nitrogen and precipitation of disperse chromium nitride particles.[10,11] The presence of large particles of vanadium nitride in the structure does not affect the hardening of the material.
During tensile testing of flat samples, the curves of “stress - strain” were obtained. The values of mechanical properties of the alloy (tensile strength, yield strength, elongation) before and after nitriding were also calculated. The saturation of the alloy with nitrogen ensures the significant improvement of the mechanical properties. Figure 7 shows the correlation between the yield strength σ 0.2 and tensile strength σ B determined by uniaxial tension tests and the nitrogen content in the samples.

Dependences of the (a) yield and tensile strength and (b) relative elongation determined by uniaxial tension test on the nitrogen content in the samples
As the nitrogen concentration increases to 1.40 pct, the yield strength and tensile strength almost linearly increase by factor of 1.2 and 1.3, respectively, as compared to those for the nitrogen-free state. The further increase in the nitrogen mass fraction results in the more active increase in the mechanical characteristics. If the nitrogen mass fraction is higher than that required to bond all vanadium with the formation of nitrides (C N ≥ 1.3 pct), subsequent annealing leads to the precipitation of Cr2N chromium nitrides from the solid solution. They are highly disperse and made the high contribution to the strengthening of the material. When the nitrogen concentration reaches 2.4 pct, the yield strength and tensile strength are 552 ± 10 and 923 ± 13 MPa, i.e., they increase by the factors 1.8 and 1.9 as compared to those for the initial state, respectively. The presence of coarse vanadium nitrides leads to a significant decrease in the ductility; the relative elongation (δ) decreases from 30 to 8 pct at the nitrogen concentration C N = 1.4 pct (Figure 7(b)), while the increase in the volume fraction of chromium nitrides will not cause such a significant decrease in the ductility (the elongation (δ) decreases from 8 to 5 pct).
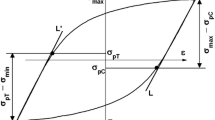
When samples with the nitrogen concentration C N ≥ 1.4 pct were tested at a temperature of 20 °C, the stage of localized strain in the stress–strain curves is almost absent (Figure 8); and the cleavage failure of samples occurs without necking.

The stress–strain curves of the alloy under study: 1—the initial state; 2—nitriding at T = 1223 K (950 °C) and annealing at T = 973 K (700 °C) (C N = 0.48 pct), 3—nitriding at T = 1373 K (1100 °C) and annealing at T = 973 K (700 °C) (C N = 1.66 pct), 4—nitriding at T = 1373 K (1100 °C) and annealing at T = 973 K (700 °C) (C N = 2.40 pct)
The material with the nitrogen content CN = 0.48 pct, similarly to the alloy in the initial state, fails by ductile mechanism; the fraction of brittle failure in the fracture is negligible (Figures 9(a) and (b)). As the nitrogen concentration increases to the C N = 1.40 pct, the brittle component in the fracture becomes dominant, but areas of ductile fracture remain (Figures 9(c) and (d)). The facets cross coarse vanadium nitrides. The further increase in the nitrogen mass fraction results in large secondary cracks in the fracture (Figures 9(e) and (f)).

The fracture of the nitrided samples: (a) the initial state; (b) nitriding at T = 1223 K (950 °C) and annealing at T = 973 K (700 °C) (C N = 0.48 pct); (c) and (d) nitriding at T = 1373 K (1100 °C) and annealing at T = 973 K (700 °C) (C N = 1.40 pct); (e) and (f) nitriding at T = 1373 K (1100 °C) and annealing at T = 973 K (700 °C) (C N = 1.66 pct)
The measured steady electrochemical potential of the alloy samples in the initial state and after the nitriding annealing at 973 K (700 °C) (nitrogen concentration C N = 1.40 pct) was −521 and −507 mV, respectively. The shift of the electrochemical potential toward more electropositive indicating that saturation of the alloy with nitrogen increases the thermodynamic stability of the material.
High-chromium steels have a lower resistance to hydrochloric acid than, for example, sulfuric or nitric acid. Therefore, as a corrosive medium has been selected 30 pct solution of hydrochloric acid. The dependence of mass loss of samples from the holding time in the solution was determined. At long exposures (more than 200 minutes), the dependence becomes close to linear and the dissolution rate constant can be determined. The introduction of 1.40 pct nitrogen to alloy reduces the dissolution rate to 1.90 × 10−3 to 0.70 × 10−3 g/(cm2 × hour) compared with the initial state. Thus, high-temperature nitriding of alloy to 1.40 pct nitrogen content and annealing at 973 K (700 °C) leads to increased corrosion resistance in immersion test with hydrochloric acid.
4 Conclusions
-
1.
Conditions of high-temperature nitriding of sheet samples (0.5 mm thick) of the Fe-20pctCr-5pctV alloy, which ensure the optimal combination of mechanical properties of the material, have been determined.
-
2.
The nitriding of the Fe-20pctCr-5pctV alloy at T = 1223 K to 1373 K (900 °C to 1100 °C) and subsequent annealing at T = 973 K (700 °C) (1.5 to 5 hours) lead to the precipitation of coarse vanadium nitride and disperse chromium nitride particles in the ferrite matrix.
-
3.
The increase in the nitrogen concentration in the alloy to 0.5 to 1.7 pct leads to the increase in the yield strength and tensile strength at room temperature by 1.3 to 1.6 and 1.1 to 1.6 times, respectively; in this case, the relative elongation is not less than 7 pct. The nitrogen concentration of more than 1.7 pct results in the substantial decrease in the ductility of material.
-
4.
High-temperature nitriding of alloy to 1.40 pct nitrogen content and annealing at 973 K (700 °C) leads to increased corrosion resistance in immersion test with hydrochloric acid.
References
L.G. Petrova: Metal Science and Heat Treatment, 2011, vol. 43, pp. 11-17.
S.A. Nikulin, S.O. Rogachev, V.M. Khatkevich, A.B. Rozhnov, T.A. Nechaykina: Journal of Alloys and Compounds, 2013, vol. 564, pp. 114-116.
S.A. Nikulin, S.O. Rogachev, V.M. Khatkevich, A.B. Rozhnov: Metal Science and Heat Treatment, 2013, vol. 55, pp. 351–354.
V.G. Gavriljuk, H. Berns: High Nitrogen Steels, Springer, Berlin, 1999.
A.V. Supov, ed.: Nitriding and carbonitriding (Translated from German), Moscow, Metallurgiya, 1990 [in Russian].
S.S. Kraposhin, Yu.V. Levinskii: Internal Oxidation and Nitriding of Alloys, Metallurgiya, Moscow, 1979 [in Russian].
Petrova L.G.: Met. Sci. Heat Treat., 2004, vol. 46, pp. 18-24.
Yu.M. Lakhtin: Met. Sci. Heat Treat., 1991, vol. 33, pp. 124–130.
YUM Lakhtin, YAD Kogan: Structure and Ductility of Nitrided Alloys, Moscow, Metallurgiya, 1982 [in Russian]
M.A. Shtremel: The Strength of Alloys, Part I, Lattice Flaws, Moscow, MISiS, 1999 [in Russian].
M.A. Shtremel: The Strength of Alloys, Part II, Deformation, Moscow, MISiS, 1997 [in Russian].
M. Nagae, Y. Takemoto, T. Yoshio, J. Takada, Y. Hiraoka: Materials Science and Engineering: A, 2005, vol. 406, pp. 50–56.
H.W. Lee, J.H. Kong, D.J. Lee, H.Y. On, J.H. Sung: Materials & Design, 2009, vol. 30, pp. 1691-1696.
J.H. Sung, J.H. Kong, D.K. Yoo, H.Y. On, D.J. Lee, H.W. Lee: Mater. Sci. Eng. A, 2008, vol. 489, pp. 38–43.
S.A. Nikulin, S.O. Rogachev, V.M. Khatkevich, A.B. Rozhnov: The Physics of Metals and Metallography, 2014, vol. 115, pp. 186–191.
O. Sandberg: Proceedings of the 8th International Tooling Conference, Aachen, 2009, pp. 357–367.
M. Sababi, S. Ejnermark, J. Andersson, Per M. Claesson, J. Pan: Corrosion Science, 2013, vol. 66, pp. 153-159.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted May 12, 2015.
Rights and permissions
About this article

Cite this article
Nikulin, S.A., Khatkevich, V.M., Rogachev, S.O. et al. Structure, Mechanical Properties, and Fracture Behavior of a Fe-Cr-V Alloy Doped with Nitrogen by High-Temperature Gas-Phase Nitriding. Metall Mater Trans A 46, 5864–5870 (2015). https://doi.org/10.1007/s11661-015-3148-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-3148-1