
Abstract
This work presents the results of research conducted by the authors over the past years in Nippon Light Metal Co., ltd. In the first stage, highly durable ceramic sonotrodes were designed and manufactured to introduce ultrasonic vibrations into molten metal in a launder or in a hot top during DC casting. It was shown that ultrasound can greatly refine the crystals of primary silicon in 75 to 178-mm billets, if vibration amplitude exceeds 40 μm (p–p). The structure uniformity was insufficient in launder treatment and fairly good in hot-top treatment. Care must be taken in controlling the passage of melt through the cavitation zone in order to fully exploit the refining potential of ultrasonic vibrations. The results suggest that if the treatment conditions are controlled properly, up to 20 kg/min of molten metal can be effectively treated using a 2-kW ultrasonic installation equipped with one ceramic sonotrode of 40 to 60 mm in diameter.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
It has been long recognized that high-intensity ultrasonic vibrations offer a promising tool to improve the solidified structure of metal, and therefore its mechanical properties. An example is application of ultrasonic treatment during casting of Al-Si alloys. There is a large body of literature which has shown that the introduction of ultrasonic vibrations into molten hypereutectic Al-Si alloys can significantly refine their solidified structure and improve their quality.[1–4] Hypereutectic Al-Si alloys are used in various automotive and aerospace applications due to their high wear resistance, low thermal expansion coefficient, and excellent strength-to-weight ratio. However, these alloys have low ductility, low fracture toughness, and limited workability, mainly because of the formation of coarse particles of primary silicon. Therefore, the ultrasonic treatment of hypereutectic Al-Si alloys is usually aimed at obtaining fine particles of primary silicon uniformly distributed throughout the metal matrix.
The practical application of ultrasonic treatment in this area, however, faces a number of challenges three of which will be discussed here. Usually, ultrasonic vibrations are introduced into molten metals through an ultrasonic sonotrode, the tip of which is submerged in the melt. Typically during casting of hypereutectic Al-Si alloys, temperatures range from 973 K to 1073 K (700 °C to 800 °C), depending on the alloy composition. Thus, a sonotrode must be made of a refractory material, and remain chemically stable and elastic to efficiently transmit ultrasonic vibrations. Besides, because ultrasonic vibrations produce cavitation, the sonotrode must be resistant to cavitation erosion. This requirement is particularly important, since erosion of the sonotrode can significantly reduce its service life and cause contamination of the metal. Also, the sonotrode material must resist well both thermal shock and high-temperature oxidation because most casting processes are performed in batch or semi-continuous mode in air atmosphere. These requirements impose strict limitations on the choice of material required for use in the treatment of high-temperature molten metal. Thus, the first big challenge is to choose the proper material to manufacture the ultrasonic sonotrode. Several important aspects concerning the high-temperature ultrasonic sonotrode have been presented in our earlier studies.[5,6]
The second challenge is related to the difficulties in obtaining a uniformly refined structure in industrial casting processes such as direct-chill (DC) casting. Among the methods proposed for ultrasonic DC casting of Al-Si alloys, the best known is the treatment of melt flowing in a launder. However, in this method, the ultrasonic refining effect, and thus the solidification structure, strongly varies with the location in the cast product. Some details of this problem are given below.
The third challenge is closely related to the first and second challenges as it concerns the amount of molten metal which can be processed using one ultrasonic sonotrode. This is of great practical importance for industrial processes which need to be cost-effective and energy efficient. This issue requires a close consideration of sonotrode design, as well as optimizing the pattern of the melt flow during ultrasonic treatment and casting.
These challenges motivated us to conduct this research and find some new solutions which are presented in this paper. Specifically, the first part of the paper presents a new type of large-size high-amplitude ceramic sonotrode that is capable of operating in molten aluminum at temperatures up to 1073 K (800 °C) with expected lifespan of several hundred hours. The second part of the paper outlines and discusses a novel method of ultrasonic DC casting developed to produce industrial-sized billets of hypereutectic Al-Si alloys with fine and uniformly distributed particles of primary silicon. In addition, although this is not a central concern of this paper, mechanisms of the ultrasonically assisted refinement of primary silicon particles will be also briefly discussed here.
2 Equipment and Instrumentation
2.1 Ultrasonic Equipment and High Temperature Sonotrode
In the present work, ultrasonic vibrations were generated by an ultrasonic processor (DG2000, Telsonic, Swiss) with the maximum power of 2 kW, using a piezoceramic transducer operated at a frequency of 20 ± 1 kHz. The vibration amplitude of transducer connection and sonotrode tip was measured by means of a laser displacement sensor (Keyence, LK-G35) in air conditions. The processor had a built-in option to maintain the vibration amplitude at a constant level irrespective of the acoustic impedance of processing liquid. Therefore, when the sonotrode was immersed in the melt bath, the amplitude was assumed to remain the same as that measured in air.
In ultrasonic technologies, for example in sonochemical applications, ultrasonic vibrations are introduced in liquid media, typically water or aqueous solutions, through sonotrodes commonly made of titanium alloys or steels. Our attempts to apply such sonotrodes to treat molten aluminum alloys indicated that their performance is extremely poor. The main reason is very high erosion rate of the sonotrode in molten aluminum and, as a result, unacceptably short lifespan of sonotrodes and high level of melt contamination by the erosion products. Next, there was an attempt to use titanium sonotrodes, the tip of which was made of an Nb-4 pctMo alloy. This alloy has a very high melting point and low solubility in molten aluminum. The lifetime of this sonotrode was much longer than that of steel and titanium alloy; however, it was still too short for industrial applications. Both the erosion rate and contamination level were determined experimentally by irradiating ultrasonic waves into a molten aluminum bath for a certain time, followed by investigating the changes of the sonotrode tip morphology.
The sonotrode lifetime was estimated by the following procedure. Generally, ultrasonic equipment is designed to operate at a resonant frequency within a specified bandwidth, Δf = f max − f min. In the present work, the ultrasonic equipment set operated within a frequency bandwidth from f min = 19 kHz to f max = 21 kHz. Erosion results in the loss of material of the sonotrode tip making its length shorter by ΔL. As a result, the resonant frequency, f R is gradually shifted from f min to f max. Thus, the sonotrode lifetime, L T can be expressed in terms of erosion rate, E R and ΔL as
In the present work, the relation between the sonotrode length, L and resonant frequency, f R was obtained by simulating the sonotrode vibrations by the ANSYS software. Hence, the lifetime of sonotrodes examined in the present study can be defined as the time during which the sonotrode length is reduced to a value which causes the resonance frequency to shift from 19 to 21 kHz.
The short lifetime of metal sonotrodes motivated us to develop sonotrodes made of Si3N4-based ceramics. Such a choice was justified by the fact that Si3N4 has excellent performances, namely high elastic module and mechanical strength at high temperatures, excellent thermal shock resistance, outstanding stability in air, and molten aluminum.
In industrial-scale applications, large amounts of melt must be treated in a short period of time while the melt flows through the cavitation zone. This requires that the diameter of the sonotrode be large enough to ensure a high efficiency of the cavitation treatment. Also, the sonotrode must have a length long enough to allow its tip to be immersed into the molten bath to a desired depth and to keep, at the same time, the threaded joint of the sonotrode at a safe distance from the melt to prevent the joint from overheating. In addition, it is very desirable that the sonotrode be capable of amplifying the axial vibration amplitude, while the ultrasonic wave propagates through the sonotrode from its threaded connection to the tip. In the present work, the minimum requirements for the ultrasonic sonotrodes were as follows: (1) diameter of the working tip, D t > 40 mm, (2) total length, L > 400 mm, (3) vibration amplification coefficient, M > 2.5. This coefficient is defined as a ratio of the vibration amplitude of the sonotrode working tip to the vibration amplitude of the transducer connection joint.
A ceramic material Ceracompo S was used to fabricate the ultrasonic sonotrodes. Ceracompo S is a hot-press sintered Si3N4-based ceramics developed by Nippon Light Metal Co., Ltd. for applications in molten aluminum. Besides Si3N4, Ceracompo S contains Al2O3, Y2O3, and TiN, a few percent each. The presence of TiN is very important in the sonotrode application because it improves the fracture toughness and thermal conductivity of Ceracompo S and, thus, extends the service life of sonotrodes.
The resonant characteristics of two differently shaped sonotrodes, namely barbell sonotrode and conical sonotrode, were simulated with the use of the ANSYS software. The main goal was to design the shape of sonotrodes to satisfy the above-mentioned requirements, provided at least one resonance frequency of longitudinal vibration mode falls within the frequency range of 19 to 21 kHz. Guided by the simulation results, a number of sonotrodes were fabricated and examined for vibration amplitude, cavitation level, and erosion rate. The cavitation level was measured using a high-temperature cavitometer. Its operating principle has been presented in our earlier paper.[7] Then, the sonotrode with the best characteristics was chosen for use in DC casting of hypereutectic Al-Si alloys. The sonotrode appearance is presented in Figure 1. This is a barbell-shaped sonotrode of 48 mm in diameter and 465 mm in length having the maximum vibration amplitude up to 70 μm (p–p) and amplification coefficient, M = 3.8. Preliminary experiments revealed that such a sonotrode is capable of producing high-intense cavitation in molten aluminum at the immersion depth up to 160 mm. The lifetime of the sonotrode tip was estimated to be longer than 700 hours.

Appearance of barbell-shaped ceramic sonotrode
2.2 Casting Facility and Conditions
A pilot vertical DC casting machine was used for investigation. A model alloy containing 17 pct Si was melted in an electrical resistance furnace at a temperature of 1113 K and 1133 K (840 °C and 860 °C). In the casting of such an alloy, it is common practice to add to the alloy melt a phosphorus-containing refiner, for example, Al-Cu-P master alloy, to refine primary silicon particles. In this study, a predetermined amount of Al-Cu-P master alloy was added to the melt in the holding furnace to reach the P content of 100 to 300 ppm. Actual concentration of phosphorus was measured just before casting using glow discharge mass spectrometry. Preliminary experiments indicated that the refinement effect of ultrasound is reduced significantly when the content of P becomes lower than 60 to 70 ppm. The melt was poured through a launder into the casting machine mold to produce billets of 75, 97, 178, or 203 mm in diameter and about 2 m in length. The casting speed was varied in the range of 300 to 500 mm/min for the 75-mm billets, 200 to 350 mm/min for the 97-mm billets, 150 to 275 mm/min for the 178-mm billets, and 100 to 150 mm/min for the 203-mm billets. A ceramic sonotrode was used to introduce vibrations in the melt. In a series of comparative experiments, billets of the same sizes were cast without ultrasonic treatment. The samples were cut out from areas located at the billet surface (S), three-fourth of the billet radius (3/4R, only 178-mm and 203-mm billets), half-radius (R/2), and center (C), and prepared for the structural investigation according to the standard metallographic procedures. Optical microscopy and image analysis were used to investigate the alloy microstructure and to measure the size of primary silicon particles. Typically, ten images were taken for each billet location to measure the sizes of a few thousand particles and thus to determine their average diameter. Other details of casting process and data treatment procedure are given below.
3 Results and Discussion
3.1 Ultrasonic Treatment of Al-Si Melt at the Launder and in the Hot Top
At least two methods of ultrasonic DC casting have been proposed in the past. In the first one, ultrasonic vibrations are introduced in the melt while it flows through a distribution launder (called hereinafter “launder UST”), as shown in Figure 2(a). In the second method, a sonotrode is immersed in the melt in the top part of hot top to introduce ultrasonic vibrations directly into an area above the DC caster mold (called hereinafter “hot-top UST”), as shown in Figure 2(b). Both these methods have been examined using a pilot vertical DC casting machine. In the launder UST casting, the tip of the above ceramic sonotrode was immersed in the melt flowing through the launder at a location of 5 to 15 cm from the mold entrance. The tip immersion depth was 10 to 15 mm. The temperature of ultrasonic treatment was kept in the range of 1043 K to 1073 K(770 °C to 800 °C). In the hot-top treatment, the sonotrode was immersed in the melt to a depth of 30 to 150 mm and fixed coaxially with the DC mold. It was extremely difficult to control the temperature of ultrasonic treatment in this case because the temperature was affected by an ultrasonically driven flow in the sump of a DC billet. The hot-top UST was examined only for billets of 178 and 203 mm. Also, in a series of comparative experiments, billets of the same sizes were cast without ultrasonic treatment (conventional casting).

A schematic representation of ultrasonic DC casting: (a) launder UST, (b) hot-top UST
Figure 3 presents typical microstructure images of samples taken at the center (a), half-radius (b), and surface (c) of a 178-mm billet produced by the conventional casting (1), launder UST (2), and hot-top UST (3,4) casting. In the last case, the sonotrode tip was immersed in the melt in the top part of hot top to a depth of 20 to 30 mm (3) and 150 mm (4), respectively. The dark particles in Figure 3 correspond to the grains of primary Si. A comparison of these images clearly shows that the application of ultrasonic vibrations results in significant refinement of the initially coarse Si grains. In the case of launder UST casting, however, the refinement effect is strongly dependent on the location in billets, the largest being near the billet surface (2c) and the smallest at the billet center (2a). The hot-top UST at a shallower immersion depth yields better results. As seen from Figure 3-3(a), the sizes of primary Si particles at the billet center are smaller than those obtained in the conventional and launder treatment casting. However, the distribution of Si particles in size remains nonuniform under these conditions too. Immersing the sonotrode deeper in the melt during the hot-top treatment is found to be ineffective. This can be readily seen from Figures 3-3a through c. Furthermore, a lot of Si particle agglomerates can be observed at the billet center and half-radius locations as indicated by broken circles in the figure.

Microstructure images of samples taken (a) at the center, (b) half-radius, and (c) surface of a 178-mm billet produced by different casting methods : (1) the conventional casting, (2) launder UST casting, (3, 4) hot-top UST casting, and (5) novel hot-top UST casting with controlled melt flow
Figure 4 presents variation in average diameter of primary silicon particles, D A with location within billets of different diameters for conventional and launder UST casting. Locations are presented in dimensionless form, R/R 0 where R is the distance between the billet center and place where the sample was cut out, R 0 is the billet radius. The values of D A were obtained by averaging the diameters of a few thousand particles, as mentioned above. In conventional casting, although a slight minimum of D A is observed at R/R o = 0.5, variation of D A with the distance from the billet center is rather small. Alternatively, in the launder UST casting, D A is significantly decreased with R/R o. The greatest effect of ultrasonic vibrations on the refinement of primary silicon particles is obtained near the billet surface. Moreover, the data of Figure 4 reveal that this structural non-uniformity increases with the billet diameter.

Average diameter of primary silicon particles at various locations in billets
To explain these results, possible mechanisms of primary silicon refinement will be considered first. The relevant literature suggests a number of mechanisms of the ultrasonically assisted refinement of primary silicon particles. Abramov et al.[3] suggested that ultrasonic vibrations can cause fragmentation of the growing grains during their solidification. The main reason assumed is implosion of cavitation bubbles near the solidification front. The same assumption was made in a later study by Feng et al.[4] These assumptions have been recently confirmed by direct observation of dendrite fragmentation in Bi-Zn system using an ultrafast X-ray phase-contrast imaging facility.[8]
Another mechanism proposed involves supplying crystal nuclei from the surface of ultrasonic sonotrode, where the melt temperature is assumed to be lower than in the melt bulk.[9] One more interesting suggestion was that a very high pressure, generated in the melt at the final stage of bubble implosion, can increase the liquidus temperature of melt, thus causing earlier nucleation of primary phases.[10] All the above-cited mechanisms[3,4,9,10] can result in refinement of primary silicon without addition of P-containing refiner. However, our previous experiments[11] have shown that the ultrasonic refining effect is either nonexistent or negligibly small when no P-containing refiner is used. Therefore, under the present casting conditions, the effect of ultrasonic vibrations on the refinement of primary silicon particles is directly related to the presence of a refiner. A brief consideration of some features of the Al-Si-P system provides a reasonable explanation of the obtained results.
It has been well established that the presence of phosphorus in Al-Si alloys can result in the formation of very stable AlP particles, which have a very similar crystal structure with Si and, thus, can play a role of effective nuclei for primary or/and eutectic silicon crystals. Experimentally, the nucleation ability of AlP particles has been demonstrated in recent studies[12,13] using FIB milling and high-resolution TEM. Conditions for the AlP formation in Al-Si melts have been comprehensively analyzed in a recent thermodynamic investigation of the Al-Si-P system.[14] The predicted results were shown to be supported by the experimental results of earlier works that make them quite accurate and reliable. For the present study, one of the most important findings of this investigation is the threshold concentration of P in Al-Si melt above which AlP precipitates before primary silicon. For Al-17Si melt, the threshold concentration is approximately 15 ppm. Another important finding is the temperature dependence of solubility for P in Al-Si melt, particularly in Al-18Si that is very close to the composition of the present study. The solubility of P in Al-18Si melt, CS at temperatures of 1123 K (850 °C) (holding furnace) and 1043 K to 1073 K (770 °C to 800 °C) (launder ultrasonic treatment) is estimated to be 140 ppm and 70 to 95 ppm, respectively. Thus, most part of P, added to the Al-17Si melt in amounts of 100 to 300 ppm, is dissolved in the melt in the holding furnace. Then, as the melt flows through the launder, the temperature decreases and a part of P reacts with Al to form AlP particles. When the AlP particles containing melt passe through an area under the sonotrode tip, cavitation causes dispersion of the particles and removal of impurities (e.g., hydrogen) from their surface. Both should result in the enhancement of the nucleation ability of AlP particles, which are assumed to be the major cause of the observed effects of ultrasonic refinement. However, as the ultrasonically activated AlP particles are transported to the DC casting mold, their nucleation potential can reduce due to agglomeration and adsorption of impurities on the surface. Especially a great reduction in the nucleation ability can be expected at the billet center where the distance between the cavitation zone and the solidifying front is much larger than that for the billet surface areas. As a result, the particles of primary silicon become coarser at the billet center as compared with those at the billet surface when ultrasonic vibrations are introduced in the Al-17Si melt at the launder. The other details on the structural non-uniformity in the launder UST casting were reported in our previous study.[15] It is interesting to note that the above-mentioned solubility of P at 1043 K (770 °C) C S = 70 ppm is approximately equal to the minimum concentration of added phosphorus required to cause the ultrasonic refinement of primary silicon under the present experimental conditions. This can be simply explained by the fact that the formation of AlP particles in Al-17Si-0.007P melt is thermodynamically impossible at 1043 K (770 °C).
Thus, the above consideration suggests that the effect of ultrasonic refinement might be improved by positioning the sonotrode tip close to the solidification front. One of the technical solutions for that is to introduce ultrasonic vibrations in melt inside the hot top. This technique, however, met with little success, as shown in Figure 3, for a relatively shallow (3a through c) and deep (4a through 4c) immersion depths of sonotrode tip. The reason is related to a strong acoustic streaming generated in the melt sump during the ultrasonic irradiation. Acoustic streaming is a steady flow in a fluid driven by the absorption of high-amplitude acoustic oscillations. Results of our previous water model experiments and numerical simulations[16] revealed that the velocity of acoustic streaming can be as large as 0.4 to 0.6 m/s. Acoustic streaming causes a strong agitation of melt in the sump that decreases its temperature. This was confirmed by measuring the temperature of melt in the sump. The temperature was sharply dropped by 353 K to 373 K (80 °C to 100 °C) in a few seconds after the ultrasonic power was switched on. Obviously, these conditions favor the growth and agglomeration of primary silicon in the sump. Another drawback of the hot-top UST is impossibility of treating all melt with ultrasonic vibrations. This is because the dimension of cavitation zone is substantially smaller compared to the sump, and a greater part of the melt is solidified without passing through the cavitation zone.
3.2 Development of a Novel Ultrasonic Casting Process Using Controlled Cavitation and Melt Flow
The above drawbacks motivated us to develop an improved method of ultrasonic DC casting with controllable cavitation and melt flow in the hot top (called hereinafter “Improved hot-top UST”). The concept of the improved ultrasonic treatment technique is based on the following three features: (1) improved cavitation treatment efficiency; (2) short distance separating the cavitation zone from the solidifying front; and (3) control of acoustic streaming in the sump. Figure 5 shows the hot-top design and sonotrode tip positioning. The hot-top interior region is bounded by cylindrical side wall and bottom plate made of a refractory materials. A tapered inlet hole is drilled at the center of the bottom plate. The sonotrode tip is positioned above the hole coaxially with it at a distance of H from the bottom plate.

A schematic representation of unit for improved hot-top ultrasonic treatment
Such a design provides improved performance in ultrasonic treatment mainly due to the following reasons: (1) all melt passes through the cavitation zone formed the sonotrode tip and bottom plate. The cavitation causes effective breakage of AlP particle agglomerates and removal of impurities from their surface; (2) the bottom plate suppresses the development of acoustic streaming and, thus, reduces its negative effect on the structure deterioration; (3) the bottom plate alters the melt flow pattern in the sump in such a way that the P-containing refiner particles are delivered to the solidification front at the billet center faster than that at the billet surface, as indicated by solid arrowed lines in Figure 5. Previous experiments revealed that the treatment efficiency of such a treatment method is influenced by the distance H and amplitude of sonotrode tip vibrations. Thus, by optimizing the conditions of the novel UST casting, one can improve the ultrasonic refinement effect and uniformity of the billet structure. An example of such a structure is shown in Figure 3 (5a through 5c). The casting conditions were as follows: casting speed 275 mm/min, melt temperature in the hot top 1053 K (780 °C), distance H = 25 mm, and vibration amplitude 48 μm (p–p).
A quantitative comparison of the different casting methods is provided in Figure 6. This figure shows typical results for the variation of average size of primary silicon particles with the distance from the billet center for billets of 178 mm in diameter produced by conventional (a) and ultrasonic (b to d) castings using the launder UST(b), hot-top UST (c), and improved hot-top UST (d). It is readily seen that the novel casting method allows obtaining fine-grained and more uniform structure of primary silicon as compared to the other casting methods.

Variation in the average diameter of primary silicon particles with location in the 178-mm billet for (1) conventional and (2 to 4) ultrasonic DC castings: (2) launder UST, (3) hot-top UST, (4) improved hot-top UST
3.3 Treatment Capacity of Ultrasonic Sonotrode
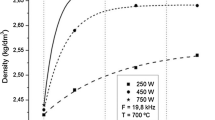
The last important point to be investigated is the amount of molten metal which can be treated using one sonotrode. It is reasonable to presume that the effect of ultrasonic treatment decreases as the melt flow rate increases. Figure 7 summarizes some data concerning the dependence of ultrasonic refinement effect, R E (a) and structure non-uniformity degree, STD (b) on the molten metal flow rate. Figures near the dots indicate the billet size. R E is defined as
where D 0 and D are the average diameters of primary silicon particles obtained in conventional and UST casting, respectively. The average diameters were determined as a result of double averaging, one over the billet radius R at four locations at R = 0, R = R 0/2, R = 3R 0/4, and R = R 0 (R 0 is the billet radius) and the other within each location on the basis of image processing of the 10 optical microscopic images. Thus, the equation for the billet average diameter D can be given by
where D 1, D 2, D 3, and D 4 are the diameters of primary silicon particles averaged over 10 images at each of the above-mentioned four locations. The coefficients at D 1 to D 4 were derived applying the trapezoidal integration rule for radius-averaging procedure. The non-uniformity degree was defined as the standard deviation of the average diameters of primary Si particles obtained at the above-mentioned four locations according to Eq. [4].

Dependence of ultrasonic refinement effect and structural uniformity on metal flow rate: (1) launder UST, (2, 3) hot-top UST, (4, 5) improved hot-top UST. Figures near the dots indicate the billet diameters
Thus, the larger the value of R E, the greater is the effect of ultrasound on the structure refinement. On the other hand, the smaller the standard deviation, the more uniform is the structure. As can be seen from Figure 7(a), R E has a clear tendency to decrease with metal flow rate. Although the launder treatment yields greater R E, the non-uniformity degree is rather large as shown in Figure 7(b). On the other hand, the improved hot-top ultrasonic casting yields a much more uniform structure, although the values of R E are slightly smaller. Some well-balanced combinations of R E and STD are outlined by the dashed circles in Figure 7. Thus, the improved casting technology provides better results in terms of structural uniformity and ultrasonic refinement of billets of up to 203 mm in diameter produced using one ceramic sonotrode. The refinement effect remains significant up to the metal flow rate of 20 kg/min.
4 Summary
The results of the present research confirmed that ultrasonic vibrations have a great potential in the refinement of primary silicon particles in DC casting of hypereutectic Al-Si alloys. Industrial application of ultrasonic casting, however, faces a number of challenges including very low durability of existing ultrasonic sonotrodes and difficulties in producing the uniformly refined particles of primary silicon. In order to solve these problems, the authors have developed a new type of large-size high-amplitude ceramic sonotrode, the lifespan of which is several ten times longer than that of the best metal sonotrodes. Then, a novel process of ultrasonic casting has been developed and implemented to produce Al-17 pctSi billets of 75 to 203 mm in diameter. The new process combines the design of hot-top unit with arrangement of sonotrode in the unit and, when compared to the existing methods, provides better results in terms of structural uniformity and refinement effect. The results suggest that up to 20 kg/min of molten metal can be effectively treated using one ceramic sonotrode.
The experimental results are well explained by the effect of ultrasound to increase the ability of AlP particles to nucleate the primary silicon grains. The effect includes dispersion of AlP particle agglomerates and removal of impurities like hydrogen from the particle surface when the AlP particle-containing melt flows through the cavitation zone under the sonotrode tip.
References
1.Eskin GI, Eskin DG (2014) Ultrasonic Treatment of Light Alloy Melts, CRC Press, Oxford, p. 346.
G.I.Eskin and D.G.Eskin : Ultrason. Sonochem., 2003, vol. 10, pp. 297-301.
V. Abramov, O.Abramov, V.Bulgakov, and F.Sommer : Mater. Letters, 1998, vol.37, pp.27-34.
H.K. Feng, S.R. Yu, Y.L. Li, and L.Y. Gong : J.Mater. Process. Technol., 2008, vol. 208, pp. 330-35.
S. Komarov and D. Kuznetsov : Int J Refract Metals Hard Mater, 2012, vol.35, pp.76-83.
S. Komarov and Y. Ishiwata: Paper Presented at the 13th International Conference on Aluminum Alloys, Pittsburgh, June 3–7, 2012.
S. Komarov, K. Oda, Y. Ishiwata, and N. Dezhkunov: Ultrason. Sonochem.,, 2013, vol. 20, pp. 754–61.
J. Mi, D. Tan, and T.L. Lee: Metall. Mater. Trans. B, 2014. DOI: 10.1007/s11663-014-0256-z.
9.Y. Osawa, S. Takamori, and T. Kimura : Mater. T. JIM, 2007, vol. 48, pp. 2467–75.
Y. Tsunekawa, K. Taga, Y. Fukui, and M. Okumiya : Mater. Sci. Forum, 2010, vol.638-642, pp. 362-67.
K. Oda, S. Komarov, and Y. Ishiwata : J. Jpn. Inst. Light Met., 2011, vol. 61, pp. 149–54.
C.R. Ho and B. Cantor : Acta Metall Mater, 1995, vol. 43, pp. 3231.
K.Nogita, S.D.McDonald, K.Tsujimoto, K.Yasuda K, and A.K.Dahle : J. Electron Microsc 2004, vol.53, pp.361.
S.-M. Liang and R. Schmid-Fetzer : Acta Mater. 2014, vol.71, pp.41-56.
S.V. Komarov, Y. Ishiwata, and K. Oda: Paper Presented at the 12th International Conference on Aluminum Alloys, Yokohama, September 5–9, 2010.
Y. Ishiwata, S. Komarov, and Y. Takeda: Paper Presented at the 13th International Conference on Aluminum Alloys, Pittsburgh, June 3–7, 2012.
Acknowledgment
The authors gratefully acknowledge the financial support of the Ministry of Education and Science of the Russian Federation in the framework of Increase Competitiveness Program of NUST «MISiS» (No. К3-2014-069).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted December 29, 2014.
Rights and permissions
About this article

Cite this article
Komarov, S., Ishiwata, Y. & Mikhailov, I. Industrial Application of Ultrasonic Vibrations to Improve the Structure of Al-Si Hypereutectic Alloys: Potential and Limitations. Metall Mater Trans A 46, 2876–2883 (2015). https://doi.org/10.1007/s11661-015-2829-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-2829-0