
Abstract
The microstructure of as-cast and melt spun AlNi alloys was studied by transmission (TEM) and scanning electron microscopy as well as atomic force microscopy (AFM). The magnetic properties of the alloys were measured using a vibrating sample magnetometer. The water quenched and melt spun AlNi samples were characterized by zone microstructure formed as a result of solid solution decomposition into β- and β2 phases within the miscibility gap. Therefore, the subsequent aging of as-quenched alloy leads to the development of the zone microstructure instead of the decomposition of single-phase solid solution. The absence of preferential precipitations and discontinuous precipitation (DP) reaction was observed at grain boundaries (GB) of as-cast AlNi alloy after aging. The antiphase domains (APD) have been observed for the first time in the AlNi ribbons prepared by melt spinning. The effects of GB and APD boundaries on the decomposition of a solid solution in the AlNi ribbons were investigated. At first, a thin β-phase layer is formed along GB and APD boundaries. Then the decomposition leads to the formation of β2-phase layers on the both sides of β-phase layer. The GB and APD boundaries, which are decorated by precipitates of β- and β2 layers, become visible in the TEM and AFM micrographs. A DP reaction at GBs has been observed for the first time in the AlNi ribbons after supplementary aging. The cellular microstructure at GBs consisting of alternating lamellas of β′- and β′2 phases was formed after aging the ribbons at 773 K (500 °C) for 10 minutes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
AlNi, a family of magnetic alloys is composed primarily of Al, Ni, and Fe, were the first modern permanent magnets. Their coercivity originates from the shape anisotropy of single domain Fe-rich particles (β phase) which are embedded in a non-magnetic Ni-Al-rich matrix (β2 phase). This microstructure is obtained through decomposition of solid solution within miscibility gap into two isomorphic bcc-based phases that are β and β2 phase, respectively. Two types of heat treatment (HT) are used to increase the coercive force of as-cast AlNi alloys: HT-I involves cooling from high temperature single-phase region at a critical rate to room temperature. HT-II involves water quenching of the homogenized alloy and the subsequent aging within miscibility gap.
It was considered that decomposition of solid solution during both types of HT takes place by spinodal decomposition (SD) mechanism. At the same time, X-ray diffraction studies of phase transformation in homogenized AlNi alloy during aging have shown that the decomposition starts from the formation of randomly located uniaxial coherent zones, which serve as nuclei of precipitated phases. As the aging time increases, a tendency to the arrangement of coherent precipitates mainly along the 〈100〉 direction appears simultaneously with the growth of spherical zones. This process leads to the formation of the periodic modulated structure.[1–5] Electron microscopic studies of the precipitates morphology formed in aged AlNi alloys are rather conflicting. The microstructure of aged alloy is characterized by both equiaxed β-phase precipitates and alternating β- and β2 phase lamellas.[6,7] But no investigations of the microstructure transformations in AlNi alloys during cooling at a critical rate from the single-phase region have been carried out yet.
Recent studies of AlNiCo magnets[8–10] gave new results on spinodal decomposition products, ordering, and chemical compositions of β and β2 phases. But the question about the temperature and mechanism of ordering of solid solution during crystallization of AlNi alloys remain to be clarified. It has previously been demonstrated that the solid solution ordered by type B2 at temperatures above the miscibility gap. This fact is indicated by the presence of superlattice reflections of B2 phase in X-ray and electron diffraction patterns of the water-quenched alloys. Actually, these superlattice reflections might correspond to the β2 phase which is present in zone microstructure consisting in the mixture of β and β2 precipitates. It is known that the presence of antiphase domains (APD) in microstructure of quenched Fe-Ni alloy is an important confirmation of ordering of high-temperature solid solution.[11,12] But this process was studied only in AlNiCo alloy.[13]
It was pointed out[6,13–16] that the cooling rate of AlNi and AlNiCo alloys during water quenching from single-phase region was not sufficient for the fixation of a homogeneous solid solution. In the structure of the quenched alloys, randomly arranged concentration inhomogeneities (zones 5 to 10 nm in size) were observed. However, no detailed studies of the effect of this zone microstructure on the phase transformations in quenched AlNi alloys during subsequent aging have been carried out. It is known that melt spinning can provide much more rapid cooling in comparison with the water quenching. The preparation of nanocrystalline AlNi alloys stimulates investigation of their properties which may be distinct from those of as-cast alloys. However, up to now, no investigations of the microstructure of melt spun AlNi alloys have been reported.
In connection with the aforementioned, the aim of the present work is to investigate the influence of the cooling rate from high-temperature single-phase region on the microstructure of as-cast AlNi alloy and to compare these data with microstructures of thin AlNi ribbons prepared by melt spinning. The second subject is to investigate the evolution of spinodal-transformation product structures in water quenched and melt spun AlNi alloy during subsequent aging. In this work, we used AlNi alloy free from cobalt which demonstrates the higher rate of solid solution decomposition in comparison with AlNiCo and shows isotropy of magnetic properties.
2 Materials and Methods
In the present work, we studied the Fe51.1Ni23.5Al23.7Si1.7 AlNi alloy (58 wt pct Fe-28 pct Ni-13 pct Al-1 pct Si). The as-cast alloy was prepared by melting in an induction furnace under an argon atmosphere using pure metals. The melt was cast into a copper finger-mold. The cast magnetic samples 12 mm wide and 20 to 30 mm long were additionally treated in accordance with the following regimes: (1) water quenching from 1513 K (1240 °C) (after holding at this temperature for 20 minutes); (2) cooling of as-cast alloy from 1513 K (1240 °C) (after holding for 20 minutes) at a critical cooling rate (V ~ 2 K/min) to 293 K (20 °C); and (3) heating to liquid in induction furnace and subsequent quenching by melt spinning at a high rotating velocity of a copper drum (V ~ 40 m/s). The water quenched sample and melt spun ribbon were additionally aged at 1053 K (780 °C) and 773 K (500 °C) for 10 minutes, respectively.
The structures of the samples were examined by X-ray diffraction (XRD), transmission (TEM), and scanning electron microscopy (SEM) as well as atomic force microscopy (AFM). X-ray diffraction analysis was performed using a Rigaku diffractometer, Co Kα radiation, and a graphite monochromator. X-ray diffraction patterns of initial and heat treated samples were taken using powders with a particle size of less than 100 μm, which were prepared by milling. Simplified Rietveld method and program Phan% were used for quantitative phase analysis.[17] Thin foils for TEM were prepared by electropolishing at a temperature of 253 K (−20 °C) and a voltage of 23 V using HClO4-ethanol-2-Butoxyethanol (A2) electrolyte and a Struers TenuPol 5 jet polisher. The thin foils were examined using a JEM-1400 microscope and an accelerating voltage of 120 kV. The microstructure and texture of samples were analyzed using a JEOL JSM-6610LV scanning electron microscope equipped with HKL NordlysMAX detector for the electron back-scattered diffraction (EBSD) analysis and AZTEC HKL software for the automatic analysis of diffraction patterns. AFM images of electropolished in the above-mentioned electrolyte ribbons were obtained using the SmartSPM 1000 instrument (AIST-NT, Inc., USA) in semicontact mode.
The magnetic properties of melt spun ribbons and powder samples were measured at room temperature in a maximum magnetizing field of 50 kOe using a PPMS EverCool-II (Quantum Design) magnetometer. The magnetic properties of the cast samples were measured in magnetizing fields of up to 25 kOe in accordance with a standard procedure using a hysteresisgraph AMT-4.
3 Results
3.1 Structure of Cast AlNi Alloy Subjected to Water Quenching from (1513 K) 1240 °C and Cooling at a Critical Rate
The microstructure of the water quenched from 1513 K (1240 °C) (after 20-minutes holding at this temperature) sample, as well as subsequently aged at 1053 K (780 °C), were observed using electropolished TEM specimens, the grains are visible due to electron channeling contrast. Figure 1(a) represents the grain structure of the water quenched sample. In the micrograph, the round hole and transparent place where TEM investigations were performed are marked by arrows. Figure 1(b) illustrates the microstructure of AlNi alloy after water quenching and subsequent aging at 1053 K (780 °C) for 10 minutes. The absence of preferential precipitations or DPs is observed at grain boundaries (GB) of as-cast AlNi both after water quenching and aging.

SEM micrographs of as-cast AlNi alloy after (a) water quenching from 1513 K (1240 °C); (b) water quenched from 1513 K (1240 °C) and aged at 1053 K (780 °C) for 10 min. The grains are visible due to electron channeling contrast
Figure 2 shows (a) bright- and (b) dark-field images of the microstructure of AlNi alloy, which was water quenched from 1513 K (1240 °C), and (2a, inset) associated electron diffraction pattern taken for an area with zone axis [001]. This microstructure does not correspond to the homogenies solid solution state. The presence of concentration inhomogenities (zone microstructure) with a zone size of <10 nm allows us to assume that, during water quenching from 1513 K (1240 °C), the occurrence of partial decomposition of the solid solution into β and β2 phases at a temperature within the miscibility gap. Note that the coercive force of water-quenched sample is only ~4 Oe.

Micrographs of the AlNi alloy water quenched from 1513 K (1240 °C): (a) bright-field image; (b) dark-field image take in the (010) superlattice reflection of the B2 phase; and (1a, inset) electron diffraction pattern, zone axis [001]
The assumption about the partial decomposition of the solid solution allows us to consider the electron diffraction pattern (Figure 2(a) inset) as a superposition of two structures, such as the disordered A2 (β phase, iron-based solid solution) and ordered B2 (β2, NiAl-based phase) structures; the (010) superlattice reflections correspond to the β2 phase. The detailed morphology of solid solution decomposition products is observed in the dark-field image of the quenched alloy (Figure 2(b)), which was taken using the superlattice (010) reflection of the B2 phase in the electron diffraction pattern (Figure 2(a) inset). Precipitates of the β2 phase, which are ordered with the formation of B2 structure, are observed to be bright, whereas β-phase precipitates are dark. It is seen that alternating β and β2 phase precipitates are arranged in a random way forming a labyrinth structure.
Figure 3 shows the experimental X-ray diffraction pattern of the AlNi alloy water-quenched from 1513 K (1240 °C) (after 20-minutes holding). The X-ray diffraction analysis showed that, similarly to the electron diffraction pattern, the experimental X-ray diffraction pattern is the superposition of patterns of two A2 (β-phase) and B2 (β2-phase) structures with close lattice parameters that are a = 0.28776 nm and a = 0.28782 nm, respectively.

X-ray diffraction pattern (CoKα radiation) of the AlNi alloy after water quenching from 1513 K (1240 °C)
Figure 4 shows micrographs ((a) bright- and (b) dark-field images of the cast AlNi alloy cooled from 1513 K (1240 °C) (after 20-minutes holding at this temperature) at a critical rate (~2 K/min); Figure 4(a) inset, shows the electron diffraction pattern, zone axis [101]. The coercive force of the alloy after such optimal treatment is 690 Oe. The comparison of bright- and dark-field images of the structure shows that the sample cooled at a critical rate is characterized by a formed modulated structure consisting of elongated β-phase particles that are oriented mainly along 〈100〉 directions and separated by dark matrix β2-phase areas. As is seen in the dark-field image of the microstructure, which was taken in image-forming (010) reflection of the B2 phase, bright β2-phase precipitates form an almost continuous net, which separate dark β-phase particles. The size of β-phase particles varies from 20 to 80 nm; the degree of their aspect ratio l/d is from 1 to 4. It is likely that the combination of factors, such as the small size, shape anisotropy, and magnetic isolation of β-phase particles ensures the high coercive force (H c = 690 Oe) of samples cooled at a critical rate.

shows micrographs (a) bright- and (b) dark-field images of the cast AlNi alloy cooled from 1513 K (1240 °C) (after 20-min holding at this temperature) at a critical rate (~2 К/min); Fig. 3a inset, shows the electron diffraction pattern, zone axis [101]. The coercive force of the alloy after such a treatment is 690 Oe
3.2 Structure of the AlNi Alloy Prepared by Melt-Spinning
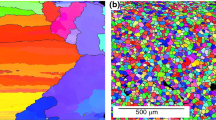
The studies of microstructure and texture parameters of melt spun ribbons were performed using an automated analysis of electron back-scattered diffraction (EBSD analysis) patterns. Figure 5 shows the microstructure of melt spun ribbon, which was constructed with allowance for the grain misorientation relative to fixed external axes (grain colors correspond to Eulerian angles). In this case, the projection plane coincides with the ribbon plane, whereas the long side of the fragment under study coincides with an arrow. The grain size in the melt spun ribbon varies by 0.5 to 3 μm; as is seen in the pole figures {100}, {110}, and {111}, which are plotted based on the grain-misorientation angles, the clearly pronounced axial 〈100〉 texture is observed.

Image of the microstructure of rapidly quenched ribbon and pole figures plotted from grain-misorientation angles relative to external axes
The X-ray diffraction pattern taken for the melt spun sample is similar to that of the water-quenched sample (Figure 3). However, the X-ray diffraction analysis showed that this pattern is described only adequately by superposition of patterns of two A2 (β) and B2 (β2) phases with close lattice parameters that are a = 0.28716 and a = 0.28702 nm, respectively. One of the possible causes for the incomplete coincidence of intensities of X-ray reflections in experimental and calculated patterns can be the formation of crystalline texture upon the melt solidification during spinning. The texture factor, which was not taken into account, is likely to be the cause of the discrepancy of experimental and calculated X-ray diffraction patterns. This fact is confirmed by the results of the EBSD analysis (Figure 5).
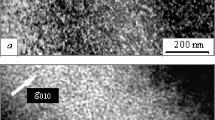
Figure 6(a) represents TEM micrographs of the melt spun AlNi ribbon which was taken with various magnifications. The obtained structure is characterized by equiaxed grains whose shape is close to a regular polyhedron. All grains have the zone structure with a zone size of less than 10 nm; the structure is more disperse in comparison with that of the water-quenched alloy (Figure 2). We may assume that the zone structure given in Figure 6 also is formed in the course of the partial decomposition of the solid solution upon melt-spinning. Therefore, the cooling rate upon melt spinning is insufficiently high to completely suppress the solid solution decomposition and to form the single-phase state at RT. The coercive force of melt spun ribbons was only ~6 Oe.

Micrographs (bright-field images) of the structure of AlNi alloy quenched from the melt
The distinctive feature of the microstructure of the ribbon consists in the presence of chains of bright precipitates in the form of twisted lines, which are observed along with the zone structure. Based on literature data,[18] we can assume that the observed bright chains correspond to positions of antiphase domain boundaries, which are decorated by precipitates of solid solution decomposition products and become visible in the micrographs.
Figure 7 shows electron micrographs of the microstructure of central grain (the bright-field image is given in Figure 6(c)); these are (a) the dark-field image, which was taken in the (010) superlattice reflection of the B2 phase; (b) the electron micrograph taken in the superlattice reflection (110) that is common for the A2 and B2 phases; and (6a, inset) electron diffraction pattern taken for an area with zone axis [001]. The electron diffraction pattern of the ribbon (Figure 7(a), inset) is almost similar to the electron diffraction pattern of the water-quenched alloy (Figure 2(a), inset) and is the superposition of electron diffraction patterns of disordered A2 (β) and ordered B2 (β2) phases. As is seen from the dark-field image (Figure 7(a)), bright precipitates of the β2 phase ordered with the formation of the B2 phase are mainly arranged along APD boundaries and GB. Moreover, the high density of these precipitates is observed in relatively wide near-boundary APD areas in the bottom corner of the grain. However, the comparison of the (6c) bright-field image and the (6b) microstructure image, which was taken in the fundamental (110) reflection belonging to both phases (A2 and B2), allows us to assume that the fine zone structure of solid solution decomposition into the β and β2 phases is formed in the entire volume of the grain.

Micrographs of the structure of rapidly quenched AlNi alloy: dark-field images of central grain taken in (a) the (010) superlattice reflection of the B2 phase and (b) (110) fundamental reflection of the A2 and B2 phases; (a, inset) electron diffraction pattern of the central grain, zone axis [001]
Transmission electron microscopy data agree with AFM data on the fine structure of rapidly quenched AlNi alloy. Figure 8 shows images of the microrelief of electrolytically polished surface of the rapidly quenched ribbon (a) and the ribbon subjected to additional annealing at 773 K (500 °C) for 10 minutes (b); the micrographs were taken for areas (a) 0.5 × 0.5 μm and (b) 1.7 × 1.7 μm in size and image depth of 2 and 20 nm, respectively. The coercive force of the melt spun ribbons was only ~6 Oe and did not change after annealing at 773 K (500 °C) for 10 minutes.

AFM images of the surface of AlNi ribbon after (a) quenching from the melt and (b) subsequent annealing at 773 K (500 °C), 10 min
To identify precipitates of the β and β2 phases in the AFM images, the fact that, the formation of surface relief of the sample during its electrolytic polishing is related to the predominant etching of one of the structural components, should be taken into account. It is known that the iron-enriched β phase is more easily etched in comparison to the nickel- and aluminum-enriched β2 phase. Therefore, in images of the surface in Figure 8, dark areas correspond to the β phase, whereas bright areas correspond to β2-phase precipitates. Figure 8(a) demonstrates a triple junction of grains and grains boundaries decorated by precipitates of bright and dark phases. Within the grains, thin dark β-phase interlayers, which are bordered with bright β2-phase precipitates, are formed along APD boundaries (see arrows Figure 8(a)). Figure 8(b) indicates the image of relief of the ribbon annealed at 773 K (500 °C) for 10 minutes. Along with the marked coarsening of decomposition products within the grains, discontinuous decomposition reaction is observed in the form of alternating lamellas of the β′ and β′2 phases, which are grown from GB. Figure 8 (inset) illustrates the section of the surface relief across the discontinuous precipitation (DP) lamellas. The surface roughness corresponds to the β′2 phase lamellas which thickness can be estimated from the surface oscillations. The period of the oscillation was approximately 20 nm. According to the References 27–30, the chemical composition of the β′ and β′2 phases could be slightly differ from the parent β and β2 phases.
4 Discussion
4.1 Antiphase Domains and Ordering of the Solid Solution
As it is known, the high-temperature region of the solid solution on the phase diagram of the Fe-Ni-Al system[19] is separated by miscibility gap, within which the solid solution decomposes into two isomorphic cubic β and β2 phases. According to,[19] the high-temperature (Fe,Ni)Al solid solution is ordered with the formation of the B2 structure. This fact was indicated by superlattice reflections of B2 phase in X-ray diffraction patterns of the alloys water-quenched from the single-phase region.[1–5,13–16] However, the results obtained in the present work indicate that even the cooling rate reached by melt-spinning, which substantially exceeds the water-quenching rate, is found to be insufficiently high to fix the single-phase solid solution. The electron micrographs of microstructures of water-quenched from 1513 K (1240 °C) and melt spun alloys demonstrate the zone microstructure (Figures 2, 3, 4, 5, 6). Warlimont[20] assumed that such a microstructure can correspond to the concentration inhomogeneities in high-temperature solid solution, which were fixed by quenching. However, according to,[6,13,16] the parameters of zone microstructure depend slightly on alloy composition, quenching rate, and temperature of aging. This fact allows us to assume that the zone microstructure in the AlNi alloy corresponds to the early stage of solid solution decomposition within miscibility gap, and X-ray diffraction patterns indicate superlattice reflection of the β2 phase. Thus, it is difficult to decide which ordering mechanism corresponds to our data, and additional evidence of the fact that the high-temperature solid solution was ordered with the formation of the B2 structure should be represented. In,[13] APD were found in AlNiCo alloy quenched in water from the single-phase region [from 1553 K (1280 °C)]. Since these domains, in high-temperature morphological features, correspond to APDs having thermal origin in the B2 superstructure, the authors of[13] have concluded that APDs in the AlNiCo alloy are formed during the ordering of the solid solution with the formation of the B2 structure in the high-temperature range and, therefore, the process precedes the formation of the zone structure during the decomposition already ordered solid solution.
In the case of quenching from the melt, it is reasonable to divide the structure transformation process into two sequential stages; these are the rapid solidification (crystallization from the melt) and quenching the solidified solid solution. According to,[11,12] in alloys ordered in solid state, a net of APD boundaries can be formed. In the case of the formation of ordered structure directly from the melt, APDs either do not form or their amount is negligible. This assumption is confirmed by studies of rapidly quenched Fe-Al alloys,[18] in which the ordered B2 phase can form both directly upon solidification from the melt and as a result of first-order phase transformation of the A2 phase (disordered bcc solid solution) into the ordered B2 phase. Let us consider in detail the step-by-step formation of the microstructure during the melt-spinning of the AlNi alloy. The presence of a great amount of APD boundaries (Figures 6, 7, 8) in the structure of melt spun ribbons allows us to assume that, at the first stage of melt solidification, first the A2 phase is solidifies, which subsequently is ordered via the nucleation and growth of B2-phase nuclei. This leads to the formation of APD boundaries within each grain of ribbon.
At the second stage of spinning, when the alloy is supercooled to a temperature within the miscibility gap, even the solidified and ordered solid solution undergoes the decomposition into the β and β2 phases. This process develops over the whole volume of the sample and leads to the formation of zone structure within grains. However, the decomposition along GB and APD boundaries leads to the formation of specific structure that differs from the zone structure within grains. Figure 9 shows the scheme of decoration of grain and APD boundaries with products of solid solution decomposition, which was constructed based on an analysis of micrographs in Figures 6, 7, and 8.

Structure of regions formed in the rapidly quenched AlNi alloy along GB and APD boundaries
It is assumed that, at first, a thin continuous β-phase layer is formed along GB and APD boundaries. Formation of disordered A2 phase at GB is facilitated by a great amount of defects in high-angle GB. The effect of antiphase boundaries, which are plane crystal-structure defects, is analogous, because the APD in ordered B2 phase is a region with different short-range orders and a thin sheet of A2 phase itself. After that, two layers of β2-phase precipitates are formed astride the β-phase interlayer, which subsequently are merged with precipitates of this phase within the grains. The suggested morphology of the decomposition products at GB agrees with the results of the simulation of the solid solution decomposition in polycrystalline materials received in theoretical works.[21–25] In these works, the effect of GB on the character of spinodal decomposition evolution and morphology of its products has been studied. The microstructure produced by simulation of the spinodal decomposition in fine-grained polycrystalline alloy is similar to those in Figure 9. However, in previous works, the experimental data on the effect of APD boundaries on the spinodal decomposition in AlNi and AlNiCo alloys have not been found and discussed.
The presence of APD in the microstructure of melt spun AlNi ribbons, which are decorated by the layers of β- and β2 phase precipitates indicates the crystallization and subsequent ordering of the solid solution via the first-order A2 → B2 phase transition. The above results clearly demonstrate that AlNi samples subjected to both water quenching and melt spinning are characterized by zone structure corresponding to the beginning stage of the solid solution decomposition. Therefore, during subsequent isothermal aging of quenched samples, the evolution of initial zone structure formed upon quenching rather than the decomposition of single-phase solid solution (which was assumed in[1–7]) occurs. Consequently, the character and parameters of the microstructure formed during isothermal annealing of as-quenched AlNi alloys are determined by the kinetics of growth of even existing β- and β2-phase precipitates.
4.2 Spinodal Decomposition and Discontinues Precipitation
Electron micrographs of as-quenched and cooled at a critical rate AlNi alloy show evidence of periodic decomposition products in the microstructure of this alloy. The formation of periodic microstructure, the absence of precipitation on heterogeneous nucleation sites and of precipitate free zones as well as of discontinuous precipitates along GB support the opinion that solid solution decomposition in as-cast AlNi alloy occurs via the spinodal decomposing mechanism. But the data of the present work (Figure 8(b)) that DP reaction at GB has been observed in the melt spun AlNi alloy after aging at 773 K (500 °C) are not consistent with the above opinion. It is important to note that discontinuous precipitates were not observed at APD boundaries.
A number of investigations were carried out on the spinodal decomposition in Cu-Ni-Cr alloys in the composition range of the miscibility gap[26–30] and discontinues precipitation reaction were observed after long time aging of these alloys.[26,27,30] According to,[27] the microstructural heterogeneity appears to derive primarily from relatively rapid loss of coherency of precipitate particles at GB and preferential growth or coarsening of these particles at the expense of the coherent particles within grains. The coarse precipitate structure triggers the migration of certain boundaries and a discontinuous coarsening (DC) reaction involves the migration of high-angle GB and boundary diffusion, similar to cellular precipitation.
Simultaneously, the new results from the simulation of spinodal decomposition in polycrystalline alloys show that under suitable conditions, the GB becomes a transformation front, whose migration leaves behind a discontinuous microstructure consisting of alternating lamellas of A- and B-rich regions (β′-иβ′2 phases in our case).[23,26–29] It may be assumed that the energy of GB in melt spun ribbons is higher than that of APDs and the grain energy in as-cast AlNi alloy. The formation of discontinuous precipitates at GBs in ribbons may be facilitated by a great amount of defects in high-angle GB. The amount of defects and energy of GB in as-cast alloy water-quenched or cooled at a critical rate decreases during cooling to RT. The energy of APD boundaries, which are plane crystal-structure defects in ordered B2 phase, is lower than that of GB. Moreover, as is shown above in (Figure 9), the formation of the thin continuous disordered A2 phase layer along the APD boundaries results in the termination of these regions to remain valid as a crystal-structure defect. This conversion leads to the APD boundaries losing their preferential characteristics to transform into growth front, whose migration leads to form the DP. According to the data above, the presence of discontinuous precipitates at GB in melt spun AlNi alloy does not contradict that solid solution decomposition occurs via the spinodal mechanism. Some additional data (such as side bands in the XRD, constant particles spacing (wave-length) in the early stage of aging) should be observed to clarify decomposition mechanism in AlNi alloy.
5 Conclusions
-
1.
The rate of decomposition of the solid solution in the AlNi alloy within the miscibility gap is so high that the decomposition cannot be suppressed by water-quenching from the single-phase region and even by melt-spinning. The quenched samples are characterized by zone structure formed during the solid solution decomposition into β- and β2 phases that are more disperse after quenching from the melt.
-
2.
The presence of APD in the microstructure of melt spun AlNi ribbons, which are decorated by the layers of β- and β2-phase precipitates indicates the crystallization and subsequent ordering of the solid solution via the first-order A2 → B2 phase transition.
-
3.
A DP reaction at GB has been observed for the first time in the rapidly quenched AlNi ribbons. The cellular microstructure at GB consisting of alternating lamellae of β′- and β′2-phases was formed after the ribbons were annealed at 773 K (500 °C) for 10 minutes.
-
4.
During heating and isothermal aging of AlNi alloys, which were preliminary water-quenched from the single-phase solid solution region, the development of the zone structure, which is formed upon quenching of the alloy, rather than the decomposition of single-phase solid solution, takes place. That is why the parameters of the microstructure formed during isothermal aging are determined by the growth kinetics of even existing β and β2-phase precipitates.
References
L.M. Magat: Fiz. Met. Metalloved., 1963, vol. 15, p. 60.
L.M. Magat, Ya.S. Shur, and E.N. Melisheva: Fiz. Met. Metalloved., 1964, vol. 17, p. 296.
Yu.D. Tyapkin and I.G. Yaroshenkova-Lukanina: Dokl. Akad. Nauk USSR., 1965, vol. 160, p. 325.
L.M. Magat and G.M. Makarova: Fiz. Met. Metalloved., 1966, vol. 22, p. 262.
Yu.D. Tyapkin and I.G. Yaroshenkova-Lukanina: Dokl. Akad. Nauk USSR, 1967, vol. 173, p. 1309.
Yu.A. Skakov: Dokl. Akad. Nauk USSR, 1951, vol. 79, p. 77.
K.J. de Vos: Z. Angew. Phys., 1966, vol. 21(5), p. 381.
M.G. Hetherington, A. Cerezo, J.P. Jakubovics, and G.D.W. Smith: J. Phys., 1984, vol. 45, p. C9-429.
A. Palasyuk, E. Blomberg, R. Prozorov, L. Yue, M.J. Kramer, R.W. McCallum, I.E. Anderson, and S. Constantinides: JOM, 2013, vol. 65(7), p. 862.
L. Zhou, M.K. Miller, P. Lu, L. Ke, R. Skomski, H. Dillon, Q. Xing, F. Palasyuk, M.R. McCartney, D.J. Smith, S. Constantinides, R.W. McCallum, V. Antropov, and M.J. Kramer: Acta Mater., 2014, vol. 74, pp. 224–33.
R.W. Cahn, P.A. Siemers, J.E. Geiger, and P. Bardhan: Acta Metall., 1987a, vol. 35, p. 2737.
R.W. Cahn, P.A. Siemers, E.L. Hall: Acta Metall., 1987b, vol. 35, p. 2753.
E.G. Povolotskii: Fiz. Met. Metalloved, 1972, vol. 33(1), p. 167.
A.S. Lileev, V.P. Menushenkov, and V.I. Sumin: Fiz. Met. Metalloved, 1973, vol. 36(1), p. 183.
W.G. Chu, W.D. Fei, X.H. Li, and D.Z. Yang: Mater. Lett., 2000, vol. 44, pp. 325–29.
V.P. Menushenkov, A.P. Menushenkov, T.A. Sviridova, V.V. Sidorov, and R.V. Chernikov: Proceedings of the 20-th International Workshop on Rare Earth Permanent Magnets and Applications, September 8–10, 2008, Knossos-Crete, Greece.
E.V. Shelekhov and T.A. Sviridova: Met. Sci. Heat Treat., 2000, vol. 42(8), pp. 309–13.
U. Prakash, R.A. Buckley, and Y. Jones: Philos. Mag. A, 1991, vol. 64, pp. 797–805.
L. Eleno, K. Frisk, and A. Schneider: Intermetallics, 2006, vol. 14, pp. 1276–90.
H. Warlimont: Septieme Congress International de Microscopie Electronique, S.F.M.E., Grenoble, 1979, p. 177.
K. Binder: J. Non-Equilib. Thermodyn., 1998, vol. 23, pp. 1–44.
H. Ramanarayan and T.A. Abinandanan: Phys. A, 2003, vol. 318, pp. 213–19.
H. Ramanarayan and T.A. Abinandanan: Acta Mater., 2004, vol. 52, pp. 911–30.
S. Puri and K. Binder. Pramana J. Phys., 2005, vol. 64(6), 881–92.
I.K. Razumov, Yu.N. Gornostyev, and A.Ye. Yermakov: J. Alloys Compd., 2007, vol. 434–435, pp. 535–39.
L.H. Schwartz, S. Mahajan, and J.T. Plewes: Acta Metall., 1974, vol. 22, p. 601.
F. Findik and H.M. Flower: Mater. Sci. Technol., 1993, vol. 9, pp. 408–16.
F. Findik: J. Mater. Sci., 1993, vol. 28, pp. 5056–59.
F. Findik: Can. Metall. Q., 2002, vol. 41(3), pp. 337–47.
F. Findik: Mater. Des., 2012, vol. 42, pp. 131–46.
Acknowledgments
This study was supported by the Ministry of Educations and Science of the Russian Federation and is performed in accordance with the project part of State Assignment no. 11.2616.2014/К for 2014 and in the framework of Increase Competitiveness Program of MISiS.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted June 25, 2014.
Rights and permissions
About this article

Cite this article
Menushenkov, V.P., Gorshenkov, M.V., Savchenko, E.S. et al. The Effect of the Rate of Cooling from High-Temperature Single-Phase Region on the Microstructure and Magnetic Properties of AlNi Alloys. Metall Mater Trans A 46, 656–664 (2015). https://doi.org/10.1007/s11661-014-2677-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-014-2677-3