
Abstract
The cathode materials of scrapped lithium-iron phosphate battery are mainly composed of LiFePO4/C, conductive agent and PVDF, etc. Unreasonable disposal will cause serious environmental pollution and waste of scarce resources. In this paper, cathode materials were regenerated by pre-oxidation and reduction method. Impurities such as carbon coating, conductive agent, and PVDF were removed and LiFePO4/C was converted to Fe2O3 and Li3Fe2(PO4)3 by pre-oxidation. After the addition of sucrose, regeneratedLiFePO4/C was synthesized under reduction process. The effects of calcination temperature and sucrose addition on the microstructure and electrochemical properties of regenerated LiFePO4/C were studied. The regenerated LiFePO4/C had excellent cycling stability when the sucrose addition was 12% and calcined at 700 ℃. The initial discharge specific capacity of regenerated LiFePO4/C was 145.51 mAh g−1 at 0.5 C. After 200 cycles, the discharge specific capacity was 145.25 mAh g−1 (capacity retention rate: 99.82%). It provides a new inspiration for the high-value recycling and regeneration of the other scrapped lithium-ion batteries.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, the establishment of a green and low-carbon energy system has become the consensus in the world, and some countries have reduced carbon emissions by accelerating the development of electric vehicles (EVs) [1]. Lithium-iron phosphate power batteries (LFPBs) are widely used in energy storage [2], pure electric vehicle (PEV) [3, 4], and hybrid electric vehicle (HEVs) [5], etc., due to their advantages such as good safety, long cycle life, and abundant raw materials. As battery production increases, the number of LFPBs decommissioned gradually increases. The scrapped cathode materials of LFPBs are mainly composed of LiFePO4/C, conductive carbon black, and PVDF, etc. [6]. Unreasonable disposal will cause serious environmental pollution and resource waste [7, 8].
In the past studies, hydrometallurgy technology was widely used for the recycling and regeneration of scrapped LiFePO4/C [9]. Hydrometallurgical technology mainly uses acid, alkali, and other solutions to dissolve the material, and then the corresponding lithium salt, iron salt, and phosphate salt were obtained by precipitation and purification method. Lithium salt, iron salt, and phosphate were mixed in proportions and then added to the carbon source for calcination to obtain regenerated LiFePO4/C [10, 11]. The LiFePO4/C prepared by metallurgical method had high purity, controllable morphology, and grain size [12]. However, the pollution is great and the preparation process is complicated [13, 14].
The direct regeneration technology of scrapped LiFePO4/C has the advantages of simple process and small environmental pollution [15, 16]. Li [17] and Chen [18] et al. added Li2CO3 (lithium source) into the scrapped LiFePO4/C and mixed it uniformly to obtain the regenerated LiFePO4/C with good physicochemical and electrochemical properties by calcination. In order to reduce the content of impurities in regenerated LiFePO4/C, Yang et al. [19] used DMAC to separate Al foil from scrapped cathode plates and the scrapped LiFePO4/C with high purity was obtained. However, the carbon coating in the regenerated LiFePO4/C obtained by direct regeneration technology had many damages, and the crystal lattice of LiFePO4 still had many defects. It made the electrochemical performance of regenerated LiFePO4/C poor.
In this paper, the scrapped LiFePO4/C was regenerated by pre-oxidation and reduction method. The impurities such as carbon coating, conductive agent, and binder in scrapped LiFePO4/C were removed by pre-oxidation calcination, and the mixture of Fe2O3 and Li3Fe2(PO4)3 was obtained. The LiFePO4/C was synthesized by the reduction of amorphous carbon in Ar atmosphere. The regenerated LiFePO4/C had a complete carbon coating, few lattice defects, and excellent electrochemical performance. This study could provide experimental basis for the preparation of high-performance regenerated LiFePO4/C.
Experiment
Material preparation
The scrapped LFPBs were disassembled and separated to obtain the cathode plates. During the battery cycle, the repeated heating of binder and collector will lead to the failure of binder. This will reduce the ion exchange efficiency between the cathode materials and the collector, resulting in the degradation of electrochemical performance. In order to make the binder ineffective and then obtain the scrapped cathode materials, the scrapped cathode plates were calcined at 300 ℃ for 1 h in air atmosphere then removed the aluminum foil. The scrapped cathode materials were calcined in the air again at 600 ℃ for 20 min. The color of scrapped cathode materials changed from black to brick red, and the mixtures were mainly composed of Fe2O3 and Li3Fe2(PO4)3 [20]. Sucrose was added to the mixtures and homogenized by milling with zirconia balls in polyethylene containers for 6 h. The mixtures were calcined at 500–750 ℃ for 3 h in high-purity Ar atmosphere. The chemical reaction that occurs during heat treatment is as follow:
Materials characterization
The crystallite structures of the samples were characterized by X-ray diffraction (XRD) (D / Max 2550, Rigaku) using Cu Kα radiation operated at 18 Kw. The structural characteristics of the samples were investigated by field-emission scanning electron microscopy (SEM) (MIRA 3 LMU, Tescan) and high-resolution transmission electron microscopy (HRTEM) (G2 F20, Tecnai).
Electrochemical measurement
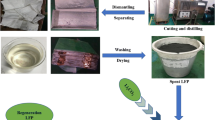
The cathode electrodes were fabricated by forming slurry of the active materials, Super C, and polyvinylidene fluoride (PVDF) in N-methyl-2-pyrrolidinone (NMP) at a weight ratio of 92:4:4. The prepared homogeneous slurry was coated onto aluminum foil and dried at 100 °C for 30 min. The cathode, separator, lithium plate, and electrolyte were combined to make 2032 cells. The electrolyte was 1 M LiPF6 dissolved in the mixture of diethyl carbonate (DEC), dimethyl carbonate (DMC), and ethylene carbonate (EC) (1:1:1 by weight). All cells were assembled in the glovebox (Super, Mikrouna) under a high pure Ar atmosphere (H2O ≤ 1 ppm, O2 ≤ 1 ppm). Electrochemical tests were performed at a voltage of 2.0–3.8 V (vs Li/Li+) using a battery test system (CT 4008, XINWEI). The cyclic voltammetry (CV) curves were measured on an electrochemical workstation (CHI660D, Shanghai Chen Hua Instrument Co. Ltd) in the range of 2.0–4.5 V at the same scan rate. The electrochemical impedance spectroscopy (EIS) data was acquired at 5 mV from 10 MHz to 1000 kHz. The research process is shown in Fig. 1.

Flow chart of research
Results and discussion
Effect of calcination temperature on the microstructure of regenerated LiFePO4/C
Figure 2 shows the XRD patterns of regenerated LiFePO4/C by pre-oxidation and reduction method at different temperatures (sucrose addition: 6%). The diffraction peaks of regenerated LiFePO4/C were consistent with the diffraction peaks in JCPDS Card 81–1173, and there was no impurity peak. It indicated that LiFePO4/C had been successfully regenerated by pre-oxidation and reduction method, and the regenerated materials had high purity and good crystallinity. Table 1 shows the ratio of diffraction peak intensity of regenerated LiFePO4/C ((311) to (211), (111) and (101)). The intensity ratio of the diffraction peak of the crystal plane could be used to reflect the preferred growth orientation in the crystal growth process. As shown in Table 1, the regenerated LiFePO4/C calcined at 600 ℃ mainly grew along the (111) and it mainly grew along the (311) when calcined at 700 ℃. The ratios of I(311)/I(211), I(311)/I(111), and I(311)/I(101) were all greater than 1, indicating that the preferred growth orientation of all materials was (311). It was consistent with the results in JCPDS Card 81–1173.

XRD patterns of regeneration LiFePO4/C
In Fig. 3, the agglomeration degree of regenerated LiFePO4/C particles was low, and the particle size was about 2 μm. When calcined at 500–650 ℃, the regenerated LiFePO4/C particles were polygonal with poor consistency. It was mainly because the calcination temperature was low and the particles had not yet been globalized, so the particles remain in the original state. The amorphous carbon decomposed by sucrose could not be tightly coated around LiFePO4/C particles, and the surface of the particles was rough (Fig. 3a–d). With the increase of calcination temperature (700–750 ℃), the particles gradually grew up and spheroidized obviously (Fig. 3e, f). Spherical particles with smaller particle size could improve the tap density and surface area of the cathode materials, which could improve the electrochemical performance of LiFePO4/C. Therefore, 700 ℃ would be selected as the calcining temperature to study the influence of sucrose addition on the properties of regenerated LiFePO4/C.

SEM images of regeneration LiFePO4/C at different temperatures (a 500℃-3 h, b 550℃-3 h, c 600℃-3 h, d 650℃-3 h, e 700℃-3 h, f 750℃-3 h)
Effect of sucrose addition on the microstructure of regenerated LiFePO4/C
During the synthesis of LiFePO4, sucrose would provide a reducing atmosphere and form a surface coating. The low or higher carbon content in LiFePO4/C was not conducive to improving the electrochemical performance of cathode materials, and it required to control the carbon content between 1.35 and 2.5%. Table 2 shows the carbon content of LiFePO4/C regenerated by pre-oxidation and reduction method with different amounts of sucrose. With the increase of sucrose amounts, the residual amount of carbon in the regenerated LiFePO4/C increased. When the sucrose addition was 9%, 10%, and 12% (marked 9%-RLFP, 10%-RLFP, 12%-RLFP), respectively, the carbon content was 1.41%, 1.59%, and 2.44%. Therefore, regenerated LiFePO4/C with high sucrose addition was studied.
As shown in Fig. 4, with the increase of sucrose addition, the main phases were LiFePO4/C and C. The regenerated LiFePO4/C had a good crystal structure, and each diffraction peak corresponded to the diffraction peak in the JCDPS Card No.81–1173. When sucrose addition was 9%, impurity peak appeared in the regenerated sample. With low amount of sucrose, the reduction atmosphere generated at high temperature is weak and could not reduce Fe3+ completely to Fe2+.

XRD of regenerated LiFePO4/C with different additions of sucrose
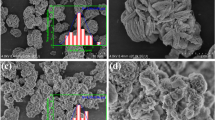
In Fig. 5, with the increase of sucrose addition, the number of fine particles and floccules between particles increased gradually. With higher sucrose addition (12%), the particle size of LiFePO4 particles decreased, and some fine particles and floccules dispersed around the spherical particles or adhered to the surface of the particles. It might indicate that at high temperature, the carbon generated from the decomposition of sucrose around LiFePO4 particles was preferentially coated on its surface (Fig. 8). The carbon far away from the LiFePO4 particles was dispersed in the materials as granular or flocculent carbon. The carbon coating, granular or flocculent carbon prevented the sintering of LiFePO4 and reduced the particle size of materials. Meanwhile, these different forms of carbon interweaved together to form a “strong” conductive network, shortening the diffusion path of Li+, which improved the electrical conductivity of the materials.

SEM of regenerated LiFePO4/C with different additions of sucrose (a 9%, b 10%, c 12%)
To further identify carbon coating on the surface of LiFePO4, TEM tests were performed. Figure 6 shows the TEM images of regenerated LiFePO4/C with different amounts of sucrose (9%, 10%, and 12%). With a lower sucrose addition (9% and 10%), the carbon coating of LiFePO4 particles was discontinuous. As shown in Fig. 6a and b, the surface of LiFePO4 was not completely coated. When the sucrose addition was 12%, the carbon coating was uniform and continuous, with a thickness of about 12–25 nm. Uniform coating was beneficial to improve the electrical conductivity of LiFePO4 particles and improve the electrochemical performance of regenerated materials [21].

TEM of regenerated LiFePO4/C with different additions of sucrose (a 9%, b 10%, c 12%)
Electrochemical properties of regenerated LiFePO4/C
Consequently, electrochemical tests were performed to investigate the performance variations between 9%-RLFP, 10%-RLFP, and 12%-RLFP. As shown in Fig. 7a, the charging specific capacity of 9%-RLFP, 10%-RLFP, and 12%-RLFP was 126.19, 138.33, and 148.92 mAh g−1, and the discharging specific capacity was 118.85, 127.08, and 140 mAh g−1, with the coulombic efficiency of 94.18%, 91.87%, and 94.01%, respectively. The 12%-RLFP had the highest charge–discharge ratio capacity. The charging and discharging voltage platform difference (ΔV) value of 12%-RLFP was smallest (Fig. 7b). This indicated that 12%-RLFP had high charge–discharge capacity, low polarization, and good reversibility. The conductive network composed of uniform carbon coating and amorphous (granular or flocculent) carbon improved the electrochemical performance of the regenerated materials.

a Initial charge–discharge curve at 0.1 C of regenerated LiFePO4/C (vs. Li/Li+) with different additions of sucrose; b was partial enlarged detail of a
In Fig. 8, the rate performance of 12%-RLFP was excellent. When discharged at 4–10 C, the rate performance of 9%-RLFP was better than that of 10%-RLFP. At other discharge rates, 10%-RLFP had better performance than 9%-RLFP. According to the TEM, this special phenomenon might be caused by the inhomogeneity of carbon coating and the defects on the material surface.

a Rate capability and b cycling performance of regenerated LiFePO4/C (vs. Li/Li+) with different additions of sucrose
The discharge specific capacity of regenerated LiFePO4/C after 200 cycles at 0.5 C is shown in Fig. 8b. The values of 9%-RLFP, 10%-RLFP, and 12%-RLFP were 111.25, 120.21, and 135.51 mAh g−1 for the 200th cycle, respectively. And the capacity retention rate was 99.25%, 98.65%, and 99.80%, respectively. The excellent cycling performance of 12%-RLFP was mainly ascribed to the following reasons: (1) the uniform carbon coating on the surface of LiFePO4 reduces the defects on the surface of particles and enhances the electrical conductivity; (2) the granular and flocculent carbon in the materials forms a bridge between LiFePO4/C, which improved the electrical conductivity.
To determine the kinetic behavior of Li+ transfer in the regenerated materials, the EIS results of the samples were compared (Fig. 9a). The EIS and the corresponding equivalent circuit of 9%-RLFP, 10%-RLFP, and 12%-RLFP within the scanning frequency range of 10 MHz–1000 kHz. EIS measurements were executed on the coin cell which had been cycled for 3 circles at 0.1 C. The fitting results of each electrode of the equivalent circuit in Fig. 9a are shown in Table 3. Fig. 9a displays the Nyquist plots of 9%-RLFP, 10%-RLFP, and 12%-RLFP samples. The profiles of 9%-RLFP, 10%-RLFP, and 12%-RLFP were composed of one semicircle at the high-frequency region and a straight line at the low-frequency region. Generally speaking, Rs and Rct stand for electrolyte contact resistance and charge transfer resistance, respectively [22]. The Rs of 12%-RLFP (2.79 Ω) was higher than 9%-RLFP (5.66 Ω) and 10%-RLFP (4.25 Ω). The superior electrochemical performance of 12%-RLFP was primarily owing to its lower charge transfer resistance (73.71 Ω), which was affiliated with the Li+ migration through the interface and charge–discharge resistance between the electrolyte and the surface of particles. Due to the higher carbon content and uniform coating of 12%-RLFP, the electrical conductivity of the regenerated material increased and the charge transfer resistance decreased, which follows that the results were consistent with the rate and cycling performances.

a EIS of regenerated LiFePO4/C (vs. Li/Li+) with different additions of sucrose, b CV curves of regenerated LiFePO4/C (vs. Li/Li+) with different additions of sucrose in the voltage range of 2.0–4.2 V at the scan rate of 0.2 mV·s−1
To further determine the Li+ diffusion coefficient of the regenerated materials, the cyclic voltammetry curve of the regenerated material was tested. In Fig. 9b, the redox peak voltage differences of 9%-RLFP, 10%-RLFP, and 12%-RLFP were different (0.4 V, 0.39 V, and 0.38 V respectively), which was consistent with the change trend of the platform voltage difference of the first charge and discharge. The voltage difference of the redox peak could reflect the degree of reversibility of the electrochemical reaction. The voltage difference mainly depends on the conductivity of the material and the diffusion rate of Li+ [15]. Therefore, 12%-RLFP had the higher Li+ diffusion rate and higher electrical conductivity. Meanwhile the polarization of the sample was the smallest and the reversibility was the best. The diffusion coefficient of Li+ can be calculated as shown in formula 1 [23].
where \({i}_{pc}\) is peak current of cyclic voltammetry curve (A); N is charge transfer number (1); F is Faraday constant (96,485.33 C·mol−1); R is perfect gas constant (8.314 J·mol−1·K−1); T is temperature (298.15 K); CLi+ is bulk ion concentration (0.0228 mol·cm−3); \(v\) is potential scanning rate (0.0002 V·s−1); A is effective electrode area (1.5386 cm2); and \({D}_{L{i}^{+}}\) is diffusion coefficient of lithium ion (cm2 s−1).
The results show that the lithium-ion diffusion coefficients of 9%-RLFP, 10%-RLFP, and 12%-RLFP were 0.91e−5, 1.22e−5, and 1.94e−5 cm2·s−1, respectively. The higher lithium-ion diffusion coefficient will improve the cycling performance and rate performance of the regenerated LiFePO4/C, which was consistent with the test results in Fig. 8.
Conclusion
In this study, the scraped LiFePO4/C was successfully regenerated at 500–750 ℃ by pre-oxidation and reduction method and the regenerated LiFePO4/C had a spherical structure at 700 ℃. Regenerated LiFePO4/C had good crystallinity. Sucrose decomposition products formed uniform carbon coating on 12%-RLFP surface. Carbon coating and granular-flocculent carbon conduction network enhance the electrical conductivity of regenerated materials. At 0.1 C, the voltage difference of 12%-RLFP discharge platform was the smallest with high reversibility. Meanwhile, the specific charging capacity and discharge capacity were 148.92mAh g−1 and 140mAh g−1, respectively. The charge–discharge efficiency is 94.01%. 12%-RLFP has the highest lithium-ion diffusion coefficient (1.94e−5 cm2 s−1), and the excellent magnification and cycling properties are demonstrated. After 200 cycles, the capacity retention rate of 12%- RLFP was 99.80%.
References
Chu S, Cui Yi, Liu N (2016) The path towards sustainable energy[J]. Nat Mater 16:16–22
Thackeray MM, Wolverton C, Isaacs ED (2012) Electrical energy storage for transportation-approaching the limits of, and going beyond, lithium-ion batteries[J]. Energy Environ Sci 5:7854–7863
Vinodkumar E, Rotem M, Ran E et al (2011) Challenges in the development of advanced Li-ion batteries: a review[J]. Energy Environ Sci 4:3243–3262
Goodenough JB, Kim Y (2010) Challenges for rechargeable Li batteries[J]. Chem Mater 22:587–603
Zubi G, Dufo-López R, Carvalho M et al (2018) The lithium-ion battery: state of the art and future perspectives[J]. Renew Sust Energ Rev 89:292–308
Harper G, Sommerville R, Kendrick E et al (2019) Recycling lithium-ion batteries from electric vehicles[J]. Nature 575(7781):75–86
Xiaohong Zheng, Zewen Zhu, XiaoLin, et al. (2018) A mini-review on metal recycling from spent lithium-ion batteries[J]. Engineering, 4(3): 361–370.
Jinqiu Xu, Thomas Hywel Rhys, Francis Robert W et al (2008) A review of processes and technologies for the recycling of lithium-ion secondary batteries[J]. J. Power Sources 177:512–527
Fan E, Li Li, Zhang X et al (2018) Selective recovery of Li and Fe from spent lithium-ion batteries by an environmentally friendly mechanochemical approach[J]. ACS Sustainable Chem Eng 6(8):11029–11035
Yang Y, Zheng X, Cao H et al (2017) A closed-loop process for selective metal recovery from spent lithium iron phosphate batteries through mechanochemical activation[J]. ACS Sustainable Chem Eng 5(11):9972–9980
Li H, Xing S, Liu Y et al (2017) Recovery of lithium, iron, and phosphorus from spent LiFePO4 batteries using stoichiometric sulfuric acid leaching system[J]. ACS Sustainable Chem Eng 5(9):8017–8024
Yongzhi C, Lihua W et al (2020) Preparation of FePO4 and LiH2PO4 from cathode mixture materials of scrapped LiFePO4 batteries[J]. J Mater Sc-Mater El 31(5):4083–4091
Zhang J, Juntao Hu, Liu Y et al (2019) Sustainable and facile method for the selective recovery of lithium from cathode scrap of spent LiFePO4 batteries[J]. ACS Sustainable Chem Eng 7(6):5626–5631
Liu K, Tan Q, Liu L et al (2019) Acid-free and selective extraction of Lithium from spent lithium iron phosphate batteries via a mechanochemically induced isomorphic substitution[J]. Environ Sci Technol 53(16):9781–9788
Wang L, Li J, Zhou H et al (2018) Regenerating cathode material mixture from spent lithium iron phosphate batteries[J]. J Mater Sc-Mater El 29(11):9283–9290
Li J, Wang Ya, Wang L et al (2019) A facile recycling and regeneration process for spent LiFePO4 batteries[J]. J Mater Sc-Mater El 30(15):14580–14588
Li X, Zhang J, Song D et al (2017) Direct regeneration of recycled cathode material mixture from scrapped LiFePO4 batteries[J]. J Power Sources 345:78–84
Chen J, Li Q, Song J et al (2016) Environmentally friendly recycling and effective repairing of cathode powders from spent LiFePO4 batteries[J]. Green Chem 18:2500–2506
Yang Y, Zheng X, Cao H et al (2017) A closed-loop process for selective metal recovery from spent lithium iron phosphate batteries through mechanochemical activation[J]. ACS Sustain Chem Eng 5:9972–9980
Zheng R, Zhao Li, Wang W et al (2016) Optimized Li and Fe recovery from spent lithiumion batteries via a solution-precipitation method[J]. RSC Adv 6:43613–43625
Huang Y, Zheng F, Zhang X et al (2014) Effect of carbon coating on cycle performance of LiFePO4/C composite cathodes using Tween80 as carbon source[J]. Electrochim Acta 130:740–747
Zhou Hongming, Zhao Xiuxiu, Yin Chengjie et al (2018) Regeneration of LiNi0.5Co0.2Mn0.3O2 cathode material from spent lithium-ion batteries[J]. Electrochim. Acta 291:142–150
Li S, Thomas A (2020) Advanced nanomaterials for electrochemical-based energy conversion and storage[M]. Micro and Nano Technologies
Funding
The authors acknowledge support from the Youth Foundation of Hunan Province (2021JJ40762), Natural Science Foundation of Hunan Province (2021JJ30794), and the Natural Science Foundation of China (Granted No. 2019YFC1907901-2).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, H., Wang, L., Chen, Y. et al. Regenerated LiFePO4/C for scrapped lithium iron phosphate powder batteries by pre-oxidation and reduction method. Ionics 28, 2125–2133 (2022). https://doi.org/10.1007/s11581-022-04458-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11581-022-04458-x