
Abstract
Purpose
Despite its sizeable role in the global economy, the steel industry is also one of the world’s largest energy consumers and a significant source of greenhouse gas emissions. Iran is one of the world’s top ten steel producers, with over 77% of its steel produced in electric arc furnaces (EAF). As a result, a thorough impact assessment is essential to understand the possible negative environmental impacts. The purpose of this study is to perform a life cycle assessment (LCA) on gas-based direct-reduction-iron-EAF steel production in Iran.
Methods
The environmental impacts of steel production were evaluated in this study. The most influential processes and inputs were determined by analyzing their contributions separately. Due to the fact that the inputs of the EAF process can vary based on the context and availability of resources, multiple scenarios were defined, and the results were compared. SimaPro and OpenLCA software, the Ecoinvent database, and the IMPACT2002+evaluation method were used in this study. The data for the life cycle inventory was derived from the average performance of factories over a one-year period, with 1 ton of hot-rolled steel serving as the functional unit.
Results
The findings indicated that among the various categories, non-renewable energy, global warming, and respiratory inorganics have the greatest impact, accounting for 86.4% of the total. The most significant environmental impacts of processes are associated with the EAF (35%), direct reduction iron (DRI), and oxide pellet processes (28.9% and 17.1%, respectively), while the most significant environmental impacts of inputs are associated with electricity (33.8%) and gas consumption (25.8%). Sensitivity analysis was also performed to assess the significance of the inputs. Given that the EAF process’s primary inputs are scrap iron, two scenarios involving coal-based and gas-based sponge iron were defined, and the impact of each scenario was evaluated.
Conclusion
Suggestions for sustainable production were made based on the assessment of the results. The low price of natural gas and abundance of iron ore in Iran make the production of gas-based steel with sponge iron more appealing. Additionally, it was shown that using sponge iron in the coal-based process results in high environmental impacts compared to other scenarios (gas-based systems) which can have a significant impact on global warming. This is particularly important because coal-based processes are widely used in India and China due to abundant coal resources.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Despite its significant contribution to the global economy, the steel industry is a significant energy consumer and a major polluter of the environment (An et al. 2018; Zhang and Huang 2017). Iran is a well-known steel producer, having produced 25.6 million tons in 2019 and increasing it by 13.14% to more than 29 million tons in 2020. Iran was ranked tenth in steel production by The World Steel Association in 2020 (World Steel Association 2021).
In Iran, over 77% of steel is produced in electric arc furnaces (EAFs) which use scrap iron and sponge iron as their feed. The sponge iron is produced via the direct reduction iron process (DRI) (National Iranian Steel Company (NISC), 2021). Direct reduction methods are categorized as coal-based or gas-based, depending on the availability and use of resources. Iran produces sponge iron via the direct gas-based reduction method due to its abundant gas resources. The country was ranked second in the world in 2019 with 28.52 million tons of gas-based sponge iron, trailing India’s 33.74 million tons, of which 27.81 million tons were coal-based (Midrex Technologies 2020). Iran’s iron and steel industry consumes approximately 45% of all energy consumed in the manufacturing sector in Iran, resulting in significant environmental impacts. If the cost of the environmental impacts of energy generation via thermal power plants are internalized, they could amount to as much as 0.135 cents per kWh (Ziyaei et al. 2023).
Meanwhile, life cycle assessment (LCA) is an effective tool which classifies possible environmental consequences of a service or product into impact categories such as ozone depletion, global warming, and human toxicity. Additionally, LCA can be used to compare the environmental impacts of various manufacturing processes (Khanna et al. 2022). Thus, LCA is used to identify environmentally critical points (stages in a product’s or process’s life cycle that have the greatest impact on the environment) and to recommend ways to improve the process or product (Nicholas et al. 2000; Yilmaz et al. 2015).
Due to the severe environmental impacts of iron and steel plants, a substantial amount of research has been conducted to evaluate their processes over their entire life cycle. For instance, an LCA study has been conducted to characterize the steel industry’s material and energy consumption, emissions, and environmental impacts in Finland (Seppälä et al. 2002). In another study comparing the relative environmental impacts of various steel products, including slab, hot-rolled, cold-rolled, hot-dipped galvanized, and electro-galvanized steels, based on impact categories of fossil fuels, global warming potential, ecotoxicity, carcinogens, and respiratory inorganics, hot-dip galvanized steel was found to have the highest environmental impact among the various steel products (Tongpool et al. 2010). A similar study evaluated the life cycle of iron and steel production in Turkey in order to compare the impact of various processes and end products simultaneously. Steelmaking processes have the greatest cumulative environmental impact of all processes, and hot-rolled coil has the greatest cumulative environmental impact of all products. Additionally, the study’s findings indicated that the most significant environmental consequences are related to inorganic compounds in the respiratory system as well as global warming (Olmez et al. 2016). Additionally, several studies have been conducted to determine the environmental impact of steel production using the EAF process. One study (Burchart-Korol 2013) examined integrated steel production and the scrap iron-based arc furnace process. The EAF process was shown to have a lower environmental impact than the conventional blast furnace-basic oxygen furnace (BF-BOF) process. Three different nickel production processes were investigated elsewhere, including the EAF process, and it was shown that power consumption is the biggest contributor to the total environmental impacts of the EAF process, despite the fact that the EAF process had the least impact in comparison to other methods (Wang et al. 2015).
Lin et al. have examined the flow of materials and energy in the steel industry showing that the existing EAF process consumes a significant amount of materials and energy, resulting in negative environmental impacts such as human toxicity and freshwater eutrophication (Lin et al. 2016). Chen et al. evaluated a shaft-EAF based on CO2-CH4 dry reforming. The DRI-EAF process was found to reduce CO2 emissions by 40% when compared to the BF-BOF process, with little difference in energy consumption, but at 34% higher cost compared with BF-BOF due to China’s higher natural gas prices (Chen et al. 2018). Another study used LCA to assess the environmental impacts of coal gasification-shaft furnace-electric furnace (CSE) under Chinese resource conditions (abundance of coal but deficiency in oil and natural gas), as well as the BF-BOF steel fabrication process (Li et al. 2021). The results indicated that when comparing the CSE to the BF-BOF process, power consumption and carbon emission could be reduced by 60.6% and 58.1%, respectively.
Since the majority of studies use country-specific data, the reported findings are somewhat tailored to the country or region under investigation. As a result, a detailed LCA analysis should be conducted for each case study in order to obtain accurate results that reflect the actual conditions. Iran’s steel industry, as a major player in global steel production, has taken an interest in the concept of life cycle assessment. Thus, the purpose of this study is to conduct a life cycle assessment (LCA) specifically for the Iranian steel industry and to better understand the environmental impacts associated with all stages of steel production by comparing the results obtained using two different software packages. Comparing the results from various software packages is important because it has previously been shown that the results of LCA studies could be dependent on which software is utilized, even if identical inputs are used (Hajbabaie et al. 2022). Additionally, the environmental consequences of various EAF input scenarios were investigated, including scrap iron, coal-based sponge iron, and gas-based sponge iron. Ultimately, one purpose of this study is to identify the most effective strategies for mitigating the effects of steel production.
2 Materials and methods
According to the ISO14040 standard, life cycle assessment consists of four phases: goal and scope definition, life cycle inventory analysis, life cycle impact assessment, and interpretation of results (ISO 2006).
2.1 Scope and purpose
As stated earlier, one purpose of this study is to compare the environmental impacts of sponge iron production using natural gas and steel production using sponge iron and scrap in EAFs. Also, in this study, the environmental effects of each of the processes that lead to the production of one ton of product were investigated separately so that the processes could be compared and the processes with the most environmental impacts could be prioritized in footprint reduction plans. Similarly, all the inputs required to produce 1 ton of final product were analyzed and contrasted separately so that the most influential inputs and their effects could be determined with greater precision. Due to the fact that many steel producers outside of Iran use coal and scrap iron instead of natural gas, a number of scenarios were developed, and their environmental impacts were compared. Additionally, the results were obtained using two distinct software packages in order to gain a more accurate understanding. The study is based on the Natanz Steel Plant, which produces 1 million tons of steel using sponge iron and scrap iron in a 90:10 ratio (common in Iran). This factory imports sponge iron feed from Khuzestan Steel Factory, one of the largest producers of sponge iron in the country, which uses the MIDREX method.
The “cradle to gate” system was chosen because the purpose of this study is to analyze the environmental effects of the investigated steel factory, not the environmental effects of the products after they leave the factory. It consists of upstream processes such as crude material collection, transportation, and factory production. The LCA did not include the stages of factory construction and decommissioning. The mechanical workshop, which is responsible for the repair of machine parts, has also been excluded from the LCA analysis.
A functional unit is a critical concept in life cycle assessments because it enables the comparison of various products and services (Yuguda et al. 2022). In this study, the functional unit is based on mass and is defined as one ton of rolled steel. The following processes constitute the system’s boundaries:
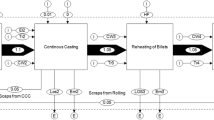
Pelletizing plant: for converting iron ore into pellets with a series of additives; DRI plant: where pellets enter furnaces and become sponge iron; EAF plant: where sponge irons and iron scraps supplied from Isfahan scrap iron market enter the furnace and an electric current is established by the electrodes and melts them; ladle furnace (LF) plant: to reach the desired alloy, the required materials are added to it; continuous casting plant: where the LF output material is converted into billets; and hot rolling plant: where the billets are turned into coils by rollers. Figure 1 depicts the system’s boundaries as a block diagram and the related inputs and outputs during each stage of production.

System boundaries and process block diagram
2.2 Data inventory
This section is critical in the life cycle assessment process, as the use of outdated or inaccurate data results in incorrect conclusions. As a result, the reference year for this study was 2020, and the data were gathered through a field study of the average performance of the Khuzestan and Natanz steel plants in the said year.
In the Natanz Steel Plant, each process generates wastewater, which is sent to a treatment plant and subsequently used for irrigation. Some of the slag produced is recycled, while the remainder is exported for concrete production. Additionally, the factory produces dust for the concentrate and pellet industries. During the manufacturing process, production scrap is recycled in the smelting furnace. The LCA did not include the stages of factory construction and decommissioning. The inputs and outputs of the processes are listed in Table 1.
2.3 Life cycle impact assessment method
SimaPro v.9.0.0.48 and OpenLCA v.1.9 software with the Ecoinvent 3.5 database were used to conduct the LCA. According to ISO14042, LCA can be performed in four stages: classification, characterization, normalization, and weighting, with the first two stages being mandatory and the remaining stages being optional.
The IMPACT2002 + method was used in this study because it combines aspects of Eco-Indicator 99 (Goedkoop and Spriensma 2001), CML (Guinee 2002), IMPACT2002 (Pennington et al. 2005), and IPCC (IPCC 2001). This method utilizes fifteen intermediate or classification indicators (such as ozone depletion) that are then combined to create four final indicators (human health, ecosystem quality, climate change, and resources) (Jolliet et al. 2003).
SimaPro software was used to determine damage factors for the impact categories of aquatic acidification and aquatic eutrophication. Characterization values for these two impact categories were obtained from IMPACT2002 +, while the normalization value was excluded due to methodology issues. A weighting factor of 1 was used as the default value as proposed by IMPACT2002 + (Humbert et al. 2002). SimaPro and OpenLCA software were used with the IMPACT 2002 + v2.15 and IMPACT 2002 v2.14 methods, respectively.
2.4 Sensitivity analysis
A sensitivity analysis was conducted to determine the effect of each input parameter on the output variables. The normalized sensitivity coefficient \({S}_{ij}\) is defined as the ratio of the percentage change in the output variable yi for a 10% change in the input variables, as shown in Eq. 1 (US EPA 1987).
where \({x}_{i}\) is the initial input value, \({\Delta x}_{i}\) is the set at 0.1, \({y}_{i}\) is the initial output value, and \({\Delta y}_{i}\) is output changes compared to the original output after multiplying the initial input by 1.1.
The effect of a parameter on the output is defined as follows: if Si,j < 0.25, then that parameter is thought to have an insignificant effect on the output; if it is 0.25 < Si,j < 1, then the parameter is effective; if 1<Si,j<2, then the parameter is significantly effective; and if Si,j > 2, it indicates that the parameter is extremely significant (Petersen et al. 2002).
3 Results and discussion
3.1 Outputs of LCA analysis
One of the main findings of the current study is that the results obtained from the midpoint indicators using the two different software were similar (refer to Sect. 3.5). To avoid redundancy, the results provided in this section are limited to the values yielded by the SimaPro software. However, the results obtained from OpenLCA software can be found in the supplementary file attached to the manuscript. Table 2 summarizes the environmental assessment results for the production of one ton of hot-rolled steel by process share. To examine the effects of each process on the production of one ton of final product independently, the input from preceding processes was omitted; for example, the DRI process was considered without the input from the pelletizing process, and the same holds true for other processes. According to the findings, the total environmental impact is 0.638 points, with 0.223 points attributed to non-renewable energy, 0.187 points attributed to global warming, and 0.141 points attributed to respiratory inorganics; these three categories of impact account for 86.4% of the total environmental impact.
As illustrated in Fig. 2, 35% of the effects for the production of one ton of product are attributable to the EAF process, primarily due to power consumption (52.7%), transportation (11.7%), and direct emissions (9.8%). The DRI process ranks second in terms of pollution, accounting for 28.9% of total environmental impacts, due to gas consumption (63.8%), direct emissions (18.9%), and power consumption (14.2%). Pelletizing accounts for 17.1% of total impacts, which is primarily due to iron ore consumption (78%) and direct emissions (8.47%), as well as electricity consumption (7.4%).

Contributions of each unit process to the environmental impacts according to SimaPro software
Figures 3 and 4 show the normalized and single score results. The total impact of the EAF process is 0.223 pt, of which 0.083 pt is due to global warming, and the effects of non-renewable energy and respiratory inorganics are 0.0621 pt and 0.0447 pt, respectively, with a cumulative impact share of 85.1%. The total effects of the DRI process are equal to 0.184 pt, of which more than half (0.0951 pt equal to 51.8%) are attributed to non-renewable energy, followed by the effects of global warming (0.051 pt). The pelletizing process approximately accounts for 0.109 pt of the total impact, from which about 60% (0.064 pt) is attributed to respiratory inorganics.

Normalized impact values per ton of final product according to SimaPro software

Comparison of single score results for each ton of final product according to SimaPro software
As illustrated in Fig. 5 and Table 3, the most significant environmental impacts associated with the input materials used to produce 1 ton of hot rolled steel occur as a result of power consumption, gas consumption, direct emissions, and iron ore.

Contributions of accumulative input environmental impacts for each ton of final product according to SimaPro software
Electricity consumption ranks first with 0.214 pt (33.8%), followed by natural gas consumption at 0.164 pt (25.8%), direct emissions (13.3%), and iron ore (10.9%), as illustrated in Figs. 6 and 7. Together, the effects of electricity and gas consumption, direct emissions, iron ore, and transportation account for approximately 88% of the impacts, with the remaining 12% falling under other categories. Non-renewable energy accounts for 35% of the total impact, from which natural gas consumption accounts for 52.2% and electricity consumption accounts for 35.1% during the manufacturing process. Global warming also accounted for 29.4% of the environmental impact, from which 37.7% is attributable to electricity consumption and 36.9% is attributable to direct emissions during the manufacturing processes. Respiratory inorganics accounted for 22.1% of the impact, from which 36.2% is attributable to iron ore usage and 30.1% is attributable to electricity consumption.

Comparison of normalized impact assessment results of inputs for each ton of final product according to SimaPro software

Comparison of single score results of inputs for each ton of final product according to SimaPro software
Environmental impacts of 1 ton of product from each process are given separately in Table 4, which demonstrates the environmental impacts of oxide pellet, sponge iron, liquid steel, billet, and hot rolled steel. In order to be concise, endpoint analysis results have been provided in the supplementary materials for interested readers.
3.2 Sensitivity analysis
Sensitivity analysis enables us to evaluate the impact of input parameters on the outputs. A highly sensitive parameter is one whose slight value change results in a significant output change. Similarly, a low-sensitivity parameter is one whose change over a relatively large range results in a relatively small change in output.
Sensitivity analysis was performed on all inputs in this study, and those with Si,j values less than 0.25 were omitted. As illustrated in Fig. 8, electricity affects ten out of fifteen categories, the most significant of which are aquatic acidification and ionizing radiation. With a 10% reduction in electricity, the effects of aquatic acidification and ionizing radiation will decrease to the greatest extent. Then, there’s natural gas, which affects five categories, the highest of which are non-renewable energy and carcinogens. As mentioned, this means that if we want to reduce the effects of carcinogens and non-renewable energy, the best measure is to reduce gas consumption. As can be seen, iron ore has a sizable impact on the category of mineral extraction. Additionally, refractory substances have an effect on two other categories of non-carcinogens and aquatic ecotoxicity. As expected, direct emissions contribute to global warming through high CO2 emissions, while transportation contributes strongly to the land occupation category (presumably due to roads taking up land).

Results of sensitivity analysis on inputs
3.3 Different scenarios comparing changes in environmental impacts
As part of the analysis, the effects of various inputs and processes on the environmental performance of a ton of hot-rolled steel production were examined. Given that the EAF process’s primary inputs are scrap iron, coal-based sponge iron, and gas-based sponge iron, three scenarios are defined in Table 5, and their impacts are assessed.
-
Scenario 1: 90% gas-based sponge iron is used alongside 10% scrap iron (which is the actual modus operandi of the factory).
-
Scenario 2: scrap iron is considered as the sole furnace input.
-
Scenario 3: 90% coal-based sponge iron and 10% scrap iron are used.
The Ecoinvent database contains information on coal-based sponge iron inputs. For the purposes of this scenario, it was assumed that the EAF would remain constant except for the primary inputs, with all other conditions remaining constant.
The environmental assessment results for various scenarios are presented in Table 6 and Figs. 9 and 10. The three scenarios of 1, 2, and 3 result in a total environmental impact of 0.638, 0.396, and 0.812 points, respectively. The life-cycle assessment revealed that scenario 3 has the highest environmental impact compared to other scenarios, with the greatest impact on global warming. Coal-based sponge iron is prioritized in countries such as India and China due to their abundant coal resources (Morrow et al. 2014; Wang et al. 2020). Scenario 1 is better but has the highest proportion of impact coming from non-renewable energy. Scenario 2 is the best scenario, with a lower total environmental impact than the previous two. Unlike sponge iron, scrap iron does not require regeneration; thus, increasing the scrap iron to sponge iron ratio in EAFs contributes to energy savings.

Comparison of results for three production scenarios based on SimaPro software

Comparison of single score results for three production scenarios based on SimaPro software
On the other hand, increasing the amount of scrap iron will solve problems such as diminishing natural resources and global warming resulting from CO2 emissions. If only scrap iron is used for steel production, the need for pelletizing and regeneration, as the largest consumers of energy in the steel industry, will be eliminated. As evident, the most desirable option in steel production is the recycling of metal waste and protection of resources by increasing the incorporation of scrap iron. However, in Iran, due to the abundance and cheapness of natural gas and rich iron ore mines, the first scenario has received more attention. The unfavorable waste segregation system in Iran is a critical contributor to this problem leading to only modest amounts of scrap iron being used, because the use of inferior/contaminated scrap iron carries many risks and may disrupt furnace operation.
3.4 Sustainable production and optimization of proposed scenarios
The results indicate that the pelletizing, DRI, and EAF processes have the greatest shares of the environmental impact, respectively, and that the three environmental indicators of non-renewable energy, global warming, and respiratory inorganics, which together account for 86.4% of the total environmental impact, are significant influencing factors for these processes. Although the iron and steel industries have made significant strides in recent decades, there is still considerable room to cut energy consumption and CO2 emissions by up to nearly 20% (Wang et al. 2020). Global steel production has been estimated to have an efficiency of only 32.9% due to significant energy waste during the processes (Gonzalez Hernandez et al. 2018). To minimize environmental impacts, it makes sense to prioritize the processes that have the greatest impact on the indicators. The effects of non-renewable energy, global warming, and inorganic respiration from the EAF process are primarily due to power consumption, which can be reduced by altering the furnace charging system and using scrap with less impurity and higher quality input materials.
Due to the fact that impurities in low-grade scrap iron absorb energy, their introduction into the arc furnace results in an increase in energy consumption and significant environmental impacts (Logar and Škrjanc 2021). Preheating scrap iron removes moisture, volatiles, and hydrocarbons from the EAF, such as plastics, paints, and oils. Preheating scrap and sponge iron can significantly reduce melting time and thus energy consumption, as well as the amount of dust produced by this furnace (Zhou et al. 2022). Previous research has shown that by reducing the discharge time from 90 to 60 min, 50 kWh of electricity can be saved per ton of molten steel (Hilmawan 2011). According to the impacts of inputs, transportation was an effective factor; consequently, locating the two processes of DRI and EAF next to each other not only eliminates the transportation requirements but also significantly reduces the EAF’s electricity consumption, as the output of the DRI process is transferred completely hot and at a high temperature directly to the sponge iron storage tank on top of the EAF. Since the energy consumed by the arc furnace’s exhaust gases accounts for approximately 30% of total energy consumption (Zhao et al. 2017), using thermal energy from the exhaust gases as a source of energy for preheating can help reduce electricity consumption in EAFs (He and Wang 2017; Jouhara et al. 2018). Capacitors and the static VAR compensator (SVC) system, which improve the power and efficiency of the furnace (Morello et al. 2017), as well as the use of auxiliary fuels such as heavy oil and natural gas in the furnace, can also help reduce electricity consumption. For example, by consuming 5 L/ton of heavy oil, power consumption can be reduced by 45 KWh/ton during melting. Consuming 7 m3 of natural gas per ton of molten steel can result in a 50 KWh reduction in electricity consumption per ton of molten steel (Hilmawan 2011). Utilizing a waste heat recovery unit (WHRU) at the furnace outlet can help reduce energy consumption by utilizing available wasted energy and reducing emissions associated with the steelmaking process (Jouhara et al. 2018). The use and selection of high-quality electrodes, regular furnace maintenance, and replacement of fire bricks can all help to reduce energy loss and eliminate dirt load generation.
After electricity consumption, direct emissions are one of the influential factors (including for global warming) which can be reduced by developing and utilizing an after-burner system in the furnace output, reusing CO2, and utilizing an absorber system and scrubber air purifier (Quader et al. 2015).
Natural gas consumption is the primary factor affecting the impact of non-renewable energy on the DRI process. According to technicians at the studied plants, reusing a significant portion of the melting furnace’s output thermal energy in the direct reduction unit, using natural adhesives such as beet molasses instead of chemical adhesives in the pellet production process, incorporating indirect reduction technology, and using high-quality concentrate with a low FeO to Fe ratio (less than 10%) can all help reduce direct reduction gas consumption.
The pelletizing process produces respiratory inorganics, which can be controlled through the use of indoor treatment systems and the creation of suitable covers in iron ore crushing units, as well as through the control of crushing dust via closed collection methods and dust purification using bag filtration systems (Coelho and Morales 2013).
3.5 Comparison of output results of SimaPro and OpenLCA software
There are numerous software tools available for conducting LCA, and the results may vary depending on the software selected. To check for possible differences, the inputs were entered separately in OpenLCA and SimaPro software in this manuscript, and the derived results were compared. Table 7 illustrates the differences between the two software. As can be seen, all output results, except for the category of land occupation, were nearly identical and did not differ significantly. This high level of compliance is expected given the database type and method used. The OpenLCA software has some complexity, and the output from it requires precision and skill so that the wrong output is not taken from it. Also, the normalized results in the OpenLCA software seemed to have errors, and even after correcting the coefficients in the software, the results had faults. Therefore, the normalized results were calculated manually. One very likely explanation for the small difference observed in land occupation values is that the use of two databases and methods that are incompatible with one another manifested themselves as differences in land occupation values. While it is possible to visualize all environmental effects graphically in SimaPro, this is not possible with OpenLCA software. SimaPro includes databases and methods, whereas OpenLCA requires them to be imported.
3.6 Comparison with previous studies
Based on the findings of this study, a comparison was made with previous studies, the summary of which is presented in Table 8. In this analysis, the energy consumption, CO2 emissions, and electricity consumption of EAF-based steel production procedures were compared. Since the life cycle assessment in comparable studies does not include the hot rolling process, the emissions and energy consumption of the hot rolling process have been compared to the crude steel production process. By comparing the production processes using the EAF method, it can be concluded that if only iron scrap is used, the environmental effects will be greatly reduced because it will no longer be necessary to pelletize and regenerate, which consume a great deal of energy. However, this is not possible to a large extent in Iran due to the poor quality of the separation system and the limited availability of scrap.
4 Conclusion
Steel is one of the heaviest industries, and its emissions contribute significantly to environmental degradation, including global warming. Conducting a life cycle assessment enables steelmakers to identify the most polluting processes and implement the necessary controls and improvements to ensure sustainability. This article discusses the environmental impacts of the gas-based-DRI-EAF steel production process. Seventy-seven percent of Iran’s steel factories use this process, and to the best of the authors’ knowledge, this is the first study to evaluate the LCA of this process in the country. The results indicated that the input materials’ greatest environmental impacts are from electricity consumption, gas consumption, direct emissions, and iron ore effects, in that order. Additionally, the results demonstrate that the pelletizing, DRI, and EAF processes have the greatest impact on the environment, with the three environmental indicators of non-renewable energy, global warming, and respiratory inorganics accounting for 86.4% of the total impact. To mitigate such negative consequences, it is logical to prioritize the processes that have the greatest impact on those indicators. For the EAF process, the effects of non-renewable energy, global warming, and respiratory inorganics are primarily due to power consumption, which can be reduced through the use of low-impurity scrap, scrap preheating, the proximity of DRI and EAF, the use of auxiliary fuels, and the use of a heat recovery system at the furnace’s outlet. Direct emissions after energy consumption are significant contributors to global warming and can be reduced by utilizing the after-burner system, reusing CO2 emissions in the direct reduction unit, and using absorber and air purifier scrubber systems. Due to the high consumption of natural gas, the DRI process also has a significant impact on non-renewable energy. Utilizing the majority of the smelting furnace’s waste heat in the direct reduction unit can help reduce natural gas consumption. In the oxide pellet process, which has a significant effect on the respiratory inorganic impact category, providing a suitable cover for iron ore crushing units, controlling crushing dust with a closed collection method, and dust purification using bag filtration systems can all help to mitigate related impacts.
According to the defined scenarios, it was demonstrated that by using scrap iron as the sole input to the EAF, environmental impacts can be reduced by 38%; while this is a desirable option for production, recycling of metal waste, and resource protection, the low price of natural gas and abundance of iron ore in Iran make the production of gas-based steel with sponge iron more appealing. As a result, waste separation methods must be improved to supply scrap iron for the EAF inlet. Additionally, it was shown that using sponge iron in the coal-based process results in high environmental impacts compared to the other scenarios which can have a significant impact on global warming. This is particularly important because such a process is widely used in India and China due to abundant coal resources. Sensitivity analysis of inputs revealed electricity and natural gas to be two extremely effective parameters. Except for the impact of land occupation, the output results from SimaPro and OpenLCA software were nearly identical, which is understandable, given that the same database and method were used.
Data availability
The data presented in this manuscript are available from the corresponding author upon reasonable request.
References
An R, Yu B, Li R, Wei Y-M (2018) Potential of energy savings and CO2 emission reduction in China’s iron and steel industry. Appl Energy 226:862–880
Burchart-Korol D (2013) Life cycle assessment of steel production in Poland: a case study. J Clean Prod 54:235–243. https://doi.org/10.1016/j.jclepro.2013.04.031
Chen Q, Gu Y, Tang Z, Wei W, Sun Y (2018) Assessment of low-carbon iron and steel production with CO2 recycling and utilization technologies: a case study in China. Appl Energy 220:192–207. https://doi.org/10.1016/j.apenergy.2018.03.043
Coelho CF, Morales G (2013) Sustainability in pelletizing iron ore through the Industrial Ecology and Cleaner Production Program. Indep J Manag Prod 4. https://doi.org/10.14807/ijmp.v4i1.55
Goedkoop M, Spriensma R (2001) The Eco-indicator 99 - a damage oriented method for Life Cycle Impact Assessment. Assessment 144
Gonzalez Hernandez A, Paoli L, Cullen JM (2018) How resource-efficient is the global steel industry? Resour Conserv Recycl 133:132–145. https://doi.org/10.1016/j.resconrec.2018.02.008
Guinee JB (2002) Handbook on life cycle assessment operational guide to the ISO standards. Int J Life Cycle Assess 7:311. https://doi.org/10.1007/BF02978897
Hajbabaie M, Nematollahi H, Lam KL, Bazargan A (2022) Life cycle assessment of solar photocatalytic wastewater treatment, in: Photocatalytic Water and Wastewater Treatment. IWA Publishing, 35–158. https://doi.org/10.2166/9781789061932_0135
He K, Wang L (2017) A review of energy use and energy-efficient technologies for the iron and steel industry. Renew Sustain Energy Rev 70:1022–1039. https://doi.org/10.1016/j.rser.2016.12.007
Hilmawan E (2011) The study on energy conservation and efficiency improvement in the Republic of Indonesia
Humbert S, Schryver A, De Bengoa X, Margni M, Jolliet O (2002) IMPACT 2002 + User Guide Prepared by 21:42
IPCC (2001) Climate change, 2001. Contribution of working group I to the third assessment report of the intergovernmental panel on climate change [Houghton, J.T. Ding, Y. Griggs, D.J. Noguer, M. Linden, P.J. van der Dai, X. Maskell, K. Johnson, C.A.]. Cambridge Univ. Press 94
Jolliet O, Margni M, Charles R, Humbert S, Payet J, Rebitzer G, Rosenbaum R (2003) IMPACT 2002+: a new life cycle impact assessment methodology. Int J Life Cycle Assess 8:324. https://doi.org/10.1007/BF02978505
Jouhara H, Khordehgah N, Almahmoud S, Delpech B, Chauhan A, Tassou SA (2018) Waste heat recovery technologies and applications. Therm Sci Eng Prog 6:268–289. https://doi.org/10.1016/j.tsep.2018.04.017
Khanna N, Wadhwa J, Pitroda A, Shah P, Schoop J, Sarıkaya M (2022) Life cycle assessment of environmentally friendly initiatives for sustainable machining: a short review of current knowledge and a case study. Sustain Mater Technol 32:e00413. https://doi.org/10.1016/j.susmat.2022.e00413
Li F, Chu M, Tang J, Liu Z, Wang J, Li S (2021) Life-cycle assessment of the coal gasification-shaft furnace-electric furnace steel production process. J Clean Prod 287:125075. https://doi.org/10.1016/j.jclepro.2020.125075
Lin Y-P, Wang W-H, Pan S-Y, Ho C-C, Hou C-J, Chiang P-C (2016) Environmental impacts and benefits of organic Rankine cycle power generation technology and wood pellet fuel exemplified by electric arc furnace steel industry. Appl. Energy 183:369–379. https://doi.org/10.1016/j.apenergy.2016.08.183
Logar V, Škrjanc I (2021) The influence of electric-arc-furnace input feeds on its electrical energy consumption. J Sustain Metall 7:1013–1026. https://doi.org/10.1007/s40831-021-00390-y
Midrex Technologies 2020 (2019) World Direct Reduction Statistics. World Steel Dyn 1–15
Morello S, Dionise TJ, Mank TL (2017) Installation, startup, and performance of a static VAR compensator for an electric arc furnace upgrade. IEEE Trans Ind Appl 53:6024–6032. https://doi.org/10.1109/TIA.2017.2731964
Morrow WR, Hasanbeigi A, Sathaye J, Xu T (2014) Assessment of energy efficiency improvement and CO2 emission reduction potentials in India’s cement and iron & steel industries. J Clean Prod 65:131–141. https://doi.org/10.1016/j.jclepro.2013.07.022
National Iranian Steel Company (NISC) (2021) Evaluation of Iran’s steel industry (In Farsi). Tehran, Iran
Nicholas MJ, Clift R, Azapagic A, Walker FC, Porter DE (2000) Determination of “best available techniques” for integrated pollution prevention and control: a life cycle approach. Process Saf Environ Prot 78:193–203. https://doi.org/10.1205/095758200530637
Olmez GM, Dilek FB, Karanfil T, Yetis U (2016) The environmental impacts of iron and steel industry: a life cycle assessment study. J Clean Prod 130:195–201. https://doi.org/10.1016/j.jclepro.2015.09.139
Pennington DW, Margni M, Ammann C, Jolliet O (2005) Multimedia fate and human intake modeling: spatial versus nonspatial insights for chemical emissions in Western Europe. Environ Sci Technol 39:1119–1128. https://doi.org/10.1021/es034598x
Petersen B, Gernaey K, Henze M, Vanrolleghem PA (2002) Evaluation of an ASM1 model calibration procedure on a municipal-industrial wastewater treatment plant. J Hydroinformatics 4:15–38. https://doi.org/10.2166/hydro.2002.0003
Quader MA, Ahmed S, Ghazilla RAR, Ahmed S, Dahari M (2015) A comprehensive review on energy efficient CO2 breakthrough technologies for sustainable green iron and steel manufacturing. Renew Sustain Energy Rev 50:594–614. https://doi.org/10.1016/j.rser.2015.05.026
Seppälä J, Koskela S, Melanen M, Palperi M (2002) The Finnish metals industry and the environment. Resour Conserv Recycl 35:61–76. https://doi.org/10.1016/S0921-3449(01)00122-7
The International Standards Organisation (2006) Environmental management — life cycle assessment — Principles and framework. Second Edition Iso 14040(41):1628–1634
Tongpool R, Jirajariyavech A, Yuvaniyama C, Mungcharoen T (2010) Analysis of steel production in Thailand: environmental impacts and solutions. Energy 35:4192–4200. https://doi.org/10.1016/j.energy.2010.07.003
US EPA (1987) Enhanced Stream Water Quality Models QUAL2E and QUAL2E-UNCAS: Documentation and User Model. Athens
Wang RQ, Jiang L, Wang YD, Roskilly AP (2020) Energy saving technologies and mass-thermal network optimization for decarbonized iron and steel industry: a review. J Clean Prod 274:122997. https://doi.org/10.1016/j.jclepro.2020.122997
Wang S, Li H, Li C, Hao X, Bao Q, Zhang L (2015) LCA Evaluation for different treatment processes of nickel laterite ore, in: Energy Technology 2015. Springer, pp. 93–103
World Steel Association (2021) Global crude steel output decreases by 0.9% in 2020. World Steel Assoc. Press Releases 2019–2022
Yilmaz O, Anctil A, Karanfil T (2015) LCA as a decision support tool for evaluation of best available techniques (BATs) for cleaner production of iron casting. J Clean Prod 105:337–347. https://doi.org/10.1016/j.jclepro.2014.02.022
Yuguda TK, Leng Z, Wu Y, Jia H, Zhang S, Dai Z, Li J, Du D (2022) Consequences of coastal wetlands reclamation and the need for integrating impact assessment of invasive alien plants species and coastal armoring in Life Cycle Assessment (LCA). Int J Environ Res 16:81. https://doi.org/10.1007/s41742-022-00461-2
Zhang F, Huang K (2017) The role of government in industrial energy conservation in China: lessons from the iron and steel industry. Energy Sustain Dev 39:101–114
Zhao X, Bai H, Hao J (2017) A review on the optimal scheduling of byproduct gases in steel making industry. Energy Procedia 142:2852–2857. https://doi.org/10.1016/j.egypro.2017.12.432
Zhou X, Wang W, Di Z, He Q, Yue Q (2022) Numerical investigation of scrap melting in high-carbon hot metal. Int J Chem React Eng. https://doi.org/10.1515/ijcre-2022-0030
Ziyaei S, Panahi M, Manzour D, Karbasi A, Ghaffarzadeh H (2023) Impact analysis of internalizing environmental costs on technical, economic, and environmental performances for power plants. Int J Environ Res 17:54. https://doi.org/10.1007/s41742-023-00543-9
Acknowledgements
The authors express their appreciation to the Natanz Steep Plant and Khuzestan Steel Plant for their collaboration and support.
Author information
Authors and Affiliations
Contributions
MRM: methodology, investigation, software, and writing—original draft. GAD: methodology and investigation. ME: supervision. MS: supervision. AB: supervision, investigation, and writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Communicated by Giovanni Mondello.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• A comprehensive life cycle assessment of the steel industry from iron ore to the final product by utilizing two different LCA tools was performed.
• This is the first complete study to evaluate the life cycle of sponge iron production using natural gas by the Midrex method.
• Evaluation of environmental impacts of each ton of final product through in-depth investigation of the role of each input and process was done separately.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ramezani Moziraji, M., Dezvareh, G.A., Ehteshami, M. et al. Life cycle assessment of gas-based EAF steel production: environmental impacts and strategies for footprint reduction. Int J Life Cycle Assess 28, 1605–1621 (2023). https://doi.org/10.1007/s11367-023-02230-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-023-02230-5