
Abstract
Purpose
Environmental pollution is a growing problem in developing countries, including China. The packaging-printing industry is considered as one of the main contributors to air pollution in China. Film lamination represents a critical proportion of flexible packaging products. At present, traditional lamination technologies, e.g., dry lamination, consume considerable resources and generate massive pollution. Correspondingly, novel solventless lamination could effectively replace conventional lamination processes and reduce air pollution, particularly the production of volatile organic compounds (VOCs). To promote cleaner packaging and printing production in China, we applied life cycle assessment (LCA) to compare solventless and dry film lamination processes in retort pouch packaging production and further validate the environmental advantages of the solventless approach.
Methods
Our research model considered the entire LCA process with an emphasis on film composite processing. E-footprint software and databases were used to assess environmental impacts based on the ISO 14040 standards. In addition, the laminated films were further assessed for peel strength based on the GB standards. Six environmental indicators, including global warming potential (GWP), photochemical oxidant formation potential (POFP), primary energy demand (PED), water use (WU), acidification potential (AP), and respiratory inorganics (RI) were selected, with a particular focus on the first two indices.
Results
The LCA results showed that the environment impact of solventless lamination was markedly smaller than that of traditional dry lamination, with critical differences reflected in power consumption and adhesive type. Compared with dry lamination, solventless lamination reduced electrical energy consumption and CO2 emissions by 74.1% and 86.37%, respectively, and the unique adhesive reducing VOC emissions by more than 94.5%. Further estimation results confirmed the above findings, indicating that solventless production can reduce VOC and pollutant emissions from sources and thus promote cleaner production.
Conclusion
In short, solventless lamination is an effective method, both in terms of performance and environmental friendliness.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
While economic living standards have improved, there has been a corresponding increase in serious environmental pollution. This overcapacity production model has led to a rapid increase in emissions of volatile organic compounds (VOCs), which are one of the main contributors to air pollution (Carter 1994; Dumanoglu et al. 2014). As such, the number of air pollution days has risen linearly (Ding et al. 2017). Air pollution not only impacts the human respiratory system, but also all body systems, including the cardiovascular and reproductive systems (Dewulf and Langenhove 1999; Huang et al. 2014). For example, high concentrations of fine particulate matter (PM2.5) significantly increase the incidence of cardiovascular disease, especially in the elderly and very young (Latif et al. 2018; Hu et al. 2018; Han et al. 2018; Tang et al. 2005). The appearance of smog can be viewed as a warning from nature, indicating that the air bearing capacity has reached a critical point. In recent years, China has seen a shift from coal combustion air pollution to compound air pollution (Chen 2013). As a precursor, VOCs play an important role in the formation of compound air pollution and promote the formation of PM2.5, ozone, and photochemical smog (Han et al. 2018). As VOCs exist in the form of gas, they can be difficult to control and treat (Shen and Wang 2018). The packaging-printing industry is considered as one of the four major sources of VOCs in China. Therefore, the Chinese Government has introduced a series of prevention and control regulations, including: “Guiding Opinions on Promoting Air Pollution Joint Prevention and Control Work to Improve Regional Air Quality (2010)”, “Air Pollution Action Plan for Prevention and Control (2013),” “Technical Policy for the Control of Volatile Organic Compounds (VOCs) Pollution,” “Measures for Comprehensive Remediation of Volatile Organic Compounds in Key Industries (2015),” and “Atmosphere Pollution Prevention and Control Act (2016).” Among them, VOC emissions are considered critical.
In flexible packaging multilayer film composite production, traditional dry lamination generates substantial VOC emissions and energy consumption (Guo et al. 2018). Recently, solventless lamination has been developed as a more environmentally friendly alternative (Guo et al. 2018). The production of flexible packaging composite film, especially for retort pouch food packaging, must meet consumer expectations, comply with environmental regulations, and guarantee product yield and quality at the same time (Abín et al. 2018). Whether solventless production of flexible packaging multilayer laminated films meets the current market and industry requirements can be evaluated via peel strength, which is one of the main indices for measuring laminated films and should meet the GB/T 10004-2008 standards.
Solventless flexible packaging lamination involves solventless adhesive and special composite equipment to bond film-like substrates (e.g., plastic film or paper, Al foil) to each other, which are then matured by chemical reaction to ensure substrate layer adhesion. Solventless lamination and solvent-based dry lamination both use an adhesive to obtain a laminated film. However, the primary difference between the two processes is that the solventless lamination adhesive does not contain any solvent, and thus, its two-layer substrate does not need to pass through the drying tunnel before bonding, as is required in the dry lamination process. The traditional production method focuses on the product’s own attributes and market objectives, leaving the environmental problems caused by production and consumption to governance. However, green-focused production takes into account the entire life cycle of a product from the perspective of sustainable development and considers resource and environmental issues as well as energy consumption from the source during the initial stage of production (Progress Report on Life Cycle Assessment in China, 2017).
Life cycle assessment (LCA) is an important tool in environmental evaluation and is the basis of product life cycle management and green production. LCA is a quantitative measure of the entire product life cycle, which evaluates resource energy exhaustion of the product and determines environmental impact of pollutant discharge from raw material acquisition to design, manufacture, use, recycling, and final disposal (Progress Report on Life Cycle Assessment in China 2017).
We focused on two environmental indicators of VOCs and CO2. As VOCs are precursors of PM2.5 and ozone formation, they can be indirectly expressed by photochemical oxidant formation potential (POFP), as there is no accurate indicator currently available in LCA software. In addition, CO2 emissions are an important environmental monitoring indicator, with global warming potential (GWP) used in the software. As the main greenhouse gas, CO2 is often used to measure the environmental impact of production activities. The Chinese Government has proposed a CO2 emission reduction plan: by 2020, the CO2 emissions per unit of GDP will fall by 18% compared with 2015 levels, and total carbon emissions will be effectively controlled (China Ecological Environment Bulletin 2017).
As an important tool to evaluate the environmental performance of products, many researchers have applied LCA modeling in production, agriculture, and industry (Winans et al. 2019; Zhang et al. 2018; Hickenbottom et al. 2018; Pommier et al. 2016; Garciaceballos et al. 2018; Zhao et al. 2017). However, LCA studies require a large number of databases and detailed cases, so many areas remain poorly investigated. Within the industry, LCA tools can be used to evaluate the concept of green packaging. Several environmental impact studies have been conducted on beverage packaging and aluminum-plastic packaging (Simon et al. 2016; Saleh 2016; Xie et al. 2016; Lorite et al. 2017; Almeida et al. 2010; Geueke et al. 2018; Hottlea et al. 2017). Most studies have emphasized the recycling of packaging, with limited research on package filling and aseptic packaging process (Manfredi and Vignali 2015). Furthermore, there are very few published studies regarding flexible packaging using novel solventless technology. Hence, in the current study, we applied LCA to compare solventless lamination and dry lamination of retort pouch food packaging and analyzed their performance as well as economic and ecological benefits, focusing on front-end production and improving clean production at the source.
We selected representative biaxially oriented polypropylene, aluminized polyethylene terephthalate, and polyethylene (BOPP/VMPET/PE) high-barrier composite packaging bags, which are commonly used as flexible retort pouch food packaging, as the research object. In the past, only dry lamination fulfilled the requirements for retort pouch production, with long-time high-temperature water vapor sterilization. In this study, we applied a novel polyurethane-based solventless adhesive, which satisfied the requirements and is a suitable substitute for traditional dry lamination. The two composite methods were applied and analyzed via enterprise research, data collection, and model comparison. The same finished products were tested for performance after compounding, and both production processes using the two lamination methods were evaluated by LCA using E-footprint software, based on the ISO 14040-14044:2006 and GB/T 24044-2008 standards.
The paper is organized as follows. Section 2 discusses the peeling performance tests of the laminated films produced by the two lamination methods. Section 3 establishes the two comparative models and LCA case study on the above contents. Section 4 provides a simple calculation for enlarging production scale in terms of CO2 and VOCs. Finally, Section 5 summarizes the main aspects of this work.
2 Materials and performance test
2.1 Materials for retort pouch food packaging
In this study, a 50 × 28-cm food composite packaging pouch was selected as the experimental object, with a composite BOPP/VMPET/PE three-layer laminated film and total weight of ~59.00 g. The peeling test of the film material was divided into BOPP/VMPET (I) and VMPET/P (II). The raw laminated films included BOPP film, VMPET film, and PE film, which were 0.019 mm, 0.012 mm, and 0.019 mm thick, respectively. The printing method was gravure imprint, and the ink layer was located between the BOPP layer and aluminized layer of PET.
The experimental equipment included an integrated solventless laminating machine (SMARTLAM1300, Sinomechanic Machinery Co., Ltd., China), a traditional dry laminating machine (GF-800C, Ruian Machinery Co., Ltd., China), a SM-1-40 two-component automatic mixing machine (Guangzhou Sinomech Co., Ltd., China), and an XLW (PC) intelligent electronic tensile testing machine (Ji’nan Labthink Electromechanical Technology Co., Ltd., China).
The differences in laminated film produced by the two composite processes were mainly reflected in electricity consumed, equipment used, and adhesives produced (Table 1). Due to the differences in process and adhesive, the produced laminated films may also exhibit different performance. Thus, we tested the main properties (peel strength) of the two films in regard to performance reliability.
2.2 Experiments
The two laminated films were tested according to the GB/T 10004-2008 standards. The test was carried out using Method A (from the standards) with a sample size of (15 ± 0.1) mm × 200 mm. In brief, we sampled along the width of the material and removed 50 mm at both ends. We took five vertical and horizontal samples in turn, with the longitudinal direction used as the composite direction. Three parallel samples were used for each experimental parameter. All samples were placed in a chamber under 23 ± 2°C and 50% relative humidity for 4 h and were pre-peeled 50 mm before the test. T-type peeling was performed on an XLW (PC) intelligent electronic tensile testing machine, with a peeling speed of 300 ± 50 mm/min. The recorded data are shown in Fig. 1.

Peeling test results versus coating weight of the two lamination methods
The values shown in Fig. 1 are averages, and the experimental data were processed to calculate the standard deviation S, as follows:
The laminated film of each coating amount was composited at 100 m/min. The solventless adhesive composite film was aged for 48 h at 45°C and measured after dry composite curing for 72 h. As BOPP/VMPET is a boiled package, peel strength is much higher than that of PET/PE (dry light packaging); thus, the latter was used instead of the overall peel strength base value. If the peel strength between the PET/PE layers met the standard, then composite strength was deemed to have met the requirements.
2.3 Results
As shown in Fig. 1, the peel strength of the laminated films was enhanced with the increase in coating weight, and both composite methods exhibited the same trend. The data range was large due to the experimental conditions and film itself. According to the requirements of GB/T 10004-2008 Plastic Laminated Films and Pouches for Packaging-Dry Lamination and Extrusion Lamination, the boiled level composite film peeling force should be ≥2.0 N/15 mm (dotted line in Fig. 1). Based on the test results, solventless lamination (≥1.0 g/m2) and dry lamination (≥3.0 g/m2) both reached the above requirements. This shows that the packaging produced by solventless lamination met the performance requirements whilst reducing the amount of adhesive required; thus, solventless lamination was shown to be a viable replacement of dry lamination production in the current study.
3 Case study: LCA of BOPP/VMPET/ PE laminated packaging films
We used E-footprint software to evaluate the environmental impact of the packaging life of the two lamination methods. The China Lifecycle Basic Database (CLCD), EU ELCD database, and Swiss Ecoinvent database from the software were used in model building.
3.1 Target definition
In this study, a 1-m2 BOPP/VMPET/PE high barrier packaging bag film was produced as a functional unit by dry lamination and solventless lamination, respectively. The finished packages were 50 × 28 cm in size and 59.00 g in weight. For the LCA process, the entire life cycles of each package produced by the dry composite and solventless composite methods are shown in Figs. 2 and 3, respectively. Comparing the two diagrams, it seems to have only one process decrease. However, the reduction of this process in Fig. 3 implies the actual difference of multiple steps. First, the sudden increase in production speed has led to an increase in the yield of equivalent products. Second, reduced consumption of production raw materials, especially adhesives. And the consumption of electrical energy resources in the production process has plummeted. Then, the composite equipment used for solventless production and the supporting new adhesives have been improved. In addition, the selection of processing parameters, temperature, time, speed, gluing amount, and pressure in the actual production process has changed.

Flow diagram of the entire life cycle of a package produced by the dry composite method

Flow diagram of the entire life cycle of a package produced by the solventless composite method
3.2 System boundaries
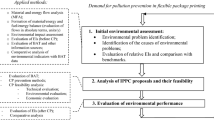
The system boundaries (Fig. 4) represent the material inputs and emissions within the study. The entire life cycle included production, use, and disposal of packaging, with the production process the most cumbersome and pollutant emissions the most harmful.

System boundaries for the LCA of BOPP/VMPET/PE high barrier packaging pouch
The production process was divided into printing, compositing, and heat-sealing. The main raw materials were BOPP, VMPET, and PE films (see Section 2.1 for related parameters). The upstream data were taken from the databases (see Table 3 in Section 3.3 for details). Raw material film was printed using a gravure aqueous ink. The main ink components were 30% acrylic resin, 15% alcohol, 25% water, and 30% pigment (and waste from the cleaning press), with lesser ingredients ignored. The power consumption of the equipment used for printing was 24 kw/h, and the printing speed was 250 m/min. The upstream electricity consumption data were obtained from China’s national average power grid (mainly thermal power), and the main pollutants were discharged into industrial wastewater. The equipment used in the composite process was a dry composite machine and solventless composite machine, which represented the main differences between the two composite methods. Their power consumption rates were 60 kw/h and 25 kw/h, respectively. The huge power consumption of the dry composite method comes from the lengthy drying tunnel used to dry the adhesive at a continuous heat of 110°C. The lamination speeds were 100 m/min and 250 m/min, respectively. As we used a three-layer composite film, the laminating process needed to be run twice. The adhesives were 100% cured two-component polyurethane solventless lamination adhesives and dry lamination adhesives with organic solvent dilution. The former has a very small impact on the environment and was thus ignored. The latter contains 30% polyurethane and an ethyl acetate solvent. Environmental pollutants are discharged into waste liquid, with the dry composite process accounting for greater discharge of VOC waste liquid, whereas the solventless lamination process mainly discharges wastewater. The heat-sealing machine consumes significant electricity (5 kwh) during the heat-sealing process.
In regard to product use, here, we determined environmental impact related to transportation only, which involved an 8-t medium-sized gasoline truck on the road for 500 km. Product waste was mainly considered in the form of solid waste into the environment, regardless of later waste disposal.
As we aimed to compare the environmental differences of composite bags produced by different lamination methods, the model was appropriately simplified, and thus the production of food, storage, and refrigeration were not included in the investigation. Instead, we emphasized the lamination process, with a simple calculation of the main consumption.
The trade-off rules used in this study were based on the weight ratio of each raw material input to the total product. The material was relatively small and therefore not considered as an important pollutant. The upstream production data of the material were ignored, but the total weight of the material was not more than 5%. Secondly, if low-value waste was used as the raw material, the upstream production data were ignored; in most cases, production equipment, plant, and living facilities can be ignored. In this study, only the solventless polyurethane adhesive was neglected, accounting for less than 5%, which had little impact on the environment. The data in this paper represent industry averages of China’s dry composite and solventless composite production in 2017.
We selected several environmental impact indicators, including global warming potential (GWP), photochemical oxidant formation potential (POFP), primary energy demand (PED), water use (WU), acidification potential (AP), and respiratory inorganics (RI), as shown in Table 2.
3.3 LCA
Life cycle inventory analysis (based on a 1-m2 composite film) was performed, with consumption and emission information shown in Tables 3 and 4. Table 3 shows the input of the covered processes, and Table 4 shows the output except the finished product. The relevant data in the tables come from the survey results of several factories. A brief comparison of the above two tables shows the same type of packaging bag, consumption of raw material film, and process of disposal. However, due to different production methods, the equipment, energy, and materials in the production processes were different. Furthermore, compared with dry lamination, solventless lamination reduced energy consumption by 74.1%.
Two models were established in E-footprint, namely, life cycle model of BOPP/VMPET/PE high-barrier dry composite food packaging bag (Model 1) and life cycle model of BOPP/VMPET/PE high-barrier solventless composite food packaging bag (Model 2). The above data were added, and analysis was performed. The upstream data were obtained from the databases provided in the software (e.g., CLCD, ELCD, Ecoinvent) or directly added.
3.4 Evaluation of LCA model
The results and reports derived from the LCA models were analyzed and evaluated. The cumulative contributions of the indicators are shown in Table 5. As seen, the environmental impact indicators were higher in Model 1 than Model 2, indicating that the environmental impact of dry lamination production was larger, and pollution was higher.
Figure 5 shows the GWP calculation results of the two composite modes. The CO2 environmental impact (GWP) ranking for Model 1 was BOPP > PET > PE > Electricity > Adhesive > Other. The CO2 environmental impact (GWP) ranking for Model 2 was BOPP > PET > PE > Ink > Other. Thus, the largest differences between the two processes were the contribution of electrical energy and adhesive to GWP. The power consumption dropped from 0.021 to 0.00542 kg CO2 eq, that is, the dry composite produced four times more carbon emissions than the solventless composite. Furthermore, solventless adhesives had zero GWP and a greater reduction in greenhouse gas emissions than dry 0.01897 kg CO2 eq.

Global warming potential (GWP) of the two composite methods
Figure 6 shows the POFP calculation results of the two composite methods. The POFP environmental impact ranking in Model 1 was PE > PET > site contribution > transport gasoline > BOPP > adhesive > other. The POFP environmental impact in Model 2 was PE > PET > on-site contribution > transport gasoline > BOPP > other. The greatest difference between the two processes was the contribution of the adhesive to POFP, i.e., solventless was 0 and dry was 3.69 × 10−5. In addition to the raw film, the largest contribution of POFP was on-site (contribution produced during production) because of the VOC emissions in the model. Reducing VOC emissions has a positive effect on alleviating ozone production.

Photochemical oxidant formation potential (POFP) of the two composite methods
Figures 7, 8, 9, and 10 show the consumption contribution of each environmental impact indicator of Model 1 and Model 2. In comparison, the POFP, AP, and RI values in the two models were relatively small. The values of PED and WU were relatively high, although the unit of PED was in MJ (compared with kg). In respect of adhesive and electrical energy, Model 1 had a greater impact on the environment than Model 2. Among the various parts consumed, BOPP film had the greatest influence on GWP, PED, and RI; adhesive had the greatest influence on WU; PE film had the greatest influence on POFP; and PET film had the greatest influence on AP.

Solventless lamination environmental contribution of different categories 1

Solventless lamination environmental contribution of different categories 2

Dry lamination environmental contribution of different categories 1

Dry lamination environmental contribution of different categories 2
Figure 11 is a cumulative contribution graph of the impact of different categories of consumption on the environment. As seen, the contribution of the raw material film to the environment was significant; however, raw material film is essential for meeting basic packaging pouch requirements. The contribution of the adhesive was obtained by removing the necessary film material, followed by the ink. Therefore, improvement in adhesive can maximize overall environmental performance. Attempts to replace dry solvent glue with solventless adhesives thus have substantial environmental potential.

Cumulative contribution graph of the impact of different categories of consumption on the environment for models 1 and 2
Inventory data sensitivity of the LCA refers to the rate of change of the corresponding indicator caused by the rate of change of the inventory data unit. By analyzing the sensitivity of the inventory data to each indicator and matching the improvement potential, the most effective improvement points can be identified. Table 6 lists the inventory data for >1% sensitivity for GWP (kg CO2 eq) and POFP (kg NMVOC eq), excluding raw material films.
As seen in Table 6, the energy value of the dry composite GWP data sensitivity was 10.75%, whereas that for the solventless composite was only 3.36%, indicating a marked improvement. Furthermore, the reduction in electricity consumption had the greatest impact on greenhouse gas reduction (regardless of raw film materials), followed by the use of adhesives. The data sensitivity of POFP to the VOC emissions was greater than 20% in both lamination processes (Models 1 and 2), indicating that organic solvent emissions had a significant impact on POFP.
Sensitivity analysis results showed that the most effective improvement in the environmental performance of the production process (from dry to solventless) was the reduction in greenhouse gas emissions due to power consumption, which cannot be further improved due to raw material consumption. VOC emissions had the greatest contribution to POFP, indicating that ozone production can be reduced by reducing VOC emissions.
3.5 Explanation of LCA model
The upstream production data were complete in the life cycle model. Solventless composite adhesives accounted for less than 5% by weight. These adhesives are 100% curable and do not produce solvent emissions and thus have little environmental impact. The limitation of this study is that only one representative package was studied, as we compared environmental impacts of different composite methods, with less consideration in terms of specific process details.
The recycling and EOL stage is not involved in this work. The adhesive applied during the lamination process has significant improvement on environmental impact, when compared solventless with dry lamination process. For recycling and EOL, the retort packaging is made of the same three-layer BOPP/VMPET/PE composite material in the two models; they have no obvious influence on the final packaging, which could be neglected. If the EOL treatment is carried out by recycling, the results, by solventless technology, are consistent with the results of the dry lamination film recycling research, so it is not included in this paper.
3.6 Summary
The LCA evaluation results of Model 1 and Model 2 were represented by six evaluation indicators (GWP, POFP, PED, WU, AP, and RI). We focused on GWP and POFP specifically to represent carbon emissions and ozone generation caused by VOCs, respectively. Overall, the six indicators showed that the environmental impact of Model 1 (dry composite) was higher than that of Model 2. The primary differences were reflected in the use of adhesives and electricity consumption. Dry composite packaging bags thus have a greater impact on the environment. In addition to the environmental impact of raw film material, differences in GWP were primarily from electrical energy and adhesives, whereas differences in POFP were primarily from on-site VOC emissions. Cumulative contribution evaluation showed that total environmental impact was highest for the adhesive. The sensitivities of GWP and POFP were analyzed, which showed that the improvement was consistent with the LCA results. The dry composite adhesive and electricity usage had the largest influence on the environment, and thus need to be improved.
4 Contribution of solventless lamination to overall environmental improvement in China
4.1 Extended calculation of VOCs
VOC emissions have a considerable impact on the environment and resident health. The following is an estimated calculation for the production of VOCs per m2 of composite bags according to the formula:
VOC pollution equivalent number = VOC emissions (kg) / VOC pollution equivalent value (kg)
where the VOC pollution equivalent value is 0.95 kg. In the dry lamination process, 7 g of ethyl acetate is discharged per m2 of film, and the calculation of VOC pollution equivalent number is 0.007368. Similarly, in the solventless lamination process, only 0.75 g of ethyl acetate is produced per m2 of film, and the calculation is 0.000789.
The above research results only show the environmental impact of the production of a square meter of the two kinds of packaging composite bags. As a result, further calculations on annual VOC emissions were carried out to estimate the impact of the composite processes, using two parallel domestic flexible packaging lamination production lines as examples. The production line works 8 h a day and 300 days per year, with lamination film production speeds of 100 m/min for dry lamination and 300 m/min for solventless lamination. Our calculation results showed that dry composite yield was one-third lower than that of solventless lamination over the same period of time, but VOCs emitted by dry lamination were three times greater. Based on the same volume of composite pouch production, i.e., 7,200,000 m2, emissions from the solventless process were 94.5% lower than emissions under dry lamination (Fig. 12). We also calculated impact based on replacement of dry lamination with solventless lamination. From 2018 to 2022, if China’s flexible packaging composite market gradually replaces dry lamination with solventless lamination, the approximate values of energy saving and emission reduction in the printing-packaging film lamination industry were estimated. This estimation clearly and macroscopically reflects the environmental protection performance of the solventless lamination process. Table 7 shows the estimated values of the market output of the two composite methods over the above-mentioned 5-year period, which indicates that the market share of solventless composites will increase from 25 to 56%.

Annual composite VOC emissions from the two composite methods (equivalent yield)
As can be seen from Table 7 and Fig. 13, as the market share of solventless composites continues to increase, VOC emissions will decrease year by year. Due to the fast processing speed of solventless composites, the total output of composite membranes also increases every year.

Total VOC emissions from the two composite methods each year
The release of VOCs into the ambient atmosphere can cause serious environmental hazards. VOC emissions not only promote ozone generation but also cause severe haze in northern China. To reduce PM2.5 and environmental pollution problems, solventless composite production can help the Beijing Government achieve their stated goal of “annual average concentration of PM2.5 in Beijing dropping by more than 25% and controlled at 60 μg/m3”. If this cleaner production process is further promoted, it can contribute to solving certain environmental problems faced by mankind.
Note: Taking a classic packaging printing factory as an example, the film production line is assumed to be 25% solventless lamination and 75% dry production for 144,000 min in 2018. In the next year, the dry lamination process is gradually replaced by solventless technology. The above graph shows the changes and overall reductions in VOCs over 5 years.
4.2 CO2 extended calculation
According to the GWP data in Fig. 5, the production capacity of one production line was extended to 1 year (calculation conditions of Section 4.1 above). If only the composite process is considered, the CO2 emissions from solventless and dry lamination processes are as follows (Fig. 14). Therefore, solventless composites reduce CO2 emissions by 86.37% compared with dry composites, a reduction of 247.320 tons per year, effectively reducing the environmental impact of greenhouse gases from the source.

Annual CO2 emissions from the two composite methods
5 Conclusions
This paper proposes a novel and cleaner production and processing method, i.e., solventless lamination rather than traditional dry lamination, with the use of 100% cured two-component polyurethane adhesive able to produce flexible retort pouch food packaging. The peeling strength of the composite packaging meets the standard well and could replace the dry lamination process totally. Furthermore, the process can effectively reduce environmental pollution caused during production, especially VOC and carbon emissions.
For the retort pouch food packaging produced by the two composite methods, the peeling performance of each composite was first measured to obtain peel strength. E-footprint software was then used for LCA. Based on the data indicators, the environmental compatibility of the solventless and dry composite methods were analyzed and compared.
Results showed that the overall environmental performance of the solventless composite was substantially better than that of the dry composite, especially for the pure lamination process without raw materials. Based on the two main contributors to environmental performance (i.e., adhesive and electrical energy), we focused on two evaluation indicators, CO2 and POFP, for further comparative analysis and expanded calculations. The solvent-based adhesives were the main cause for the high POFP value in the dry composite process, whereas the solvent-based adhesives and large-scale electricity use were the main reasons for the high GWP value (raw material not included, ink included). Taking a theoretical composite production line for 1 year as an example, compared with the traditional dry method, the novel solventless lamination technology can reduce CO2 emissions by 86.37% and VOC emissions by 94.5%. If dry composites are gradually replaced by solventless composites, total VOCs will be reduced rapidly year after year. Therefore, this research indicated that solventless composites can reduce environmental impact.
However, the scope and cases used in this study were limited, and further improvement is needed to increase the reliability and persuasiveness. The properties and stability of solventless lamination on ultra-high temperature food packaging application still have some problems that need to be overcome in the future. In short, however, solventless lamination is an effective method, both in terms of performance and environmental friendliness.
References
Abín R, Laca A, Laca A, Díaz M (2018) Environmental assesment of intensive egg production: a Spanish case study. J Clean Prod 179:160–168
Almeida CMVB, Rodrigues AJM, Bonilla SH, Giannetti BF (2010) Emergy as a tool for ecodesign: evaluating materials selection for beverage packages in brazil. J Clean Prod 18(1):32–43
Carter WPL (1994) Development of ozone reactivity scales for volatile organic. https://doi.org/10.1080/1073161X.1994.104672901994
Chen RJ (2013) The health effects of complex air pollution in 17 Chinese cities, Fudan University
Dewulf J, Langenhove HV (1999) Anthropogenic volatile organic compounds in ambient air and natural waters: a review on recent developments of analytical methodology, performance and interpretation of field measurements. J Chromatogr A 5:869–879
Ding YH, Wu P, Liu YJ, Song YF (2017) Environmental and dynamic conditions for the occurrence of persistent haze events in North China. Engineering 3:266–271
Dumanoglu Y, Kara M, Altiok H, Odabasi M, Elbir T, Bayram A (2014) Spatial and seasonal variation and source apportionment of volatile organic compounds (VOCs) in a heavily industrialized region. Atmos Environ 98:168–178
Garciaceballos L, de AndresDíaz JR, Contreraslopez MA (2018) Life cycle study of different constructive solutions for building enclosures. Sci Total Environ 626:1167–1174
Geueke B, Groh K, Muncke J (2018) Food packaging in the circular economy: overview of chemical safety aspects for commonly used materials. J Clean Prod 193:491–505
Guo PF, Fu YB, He HW, Zuo JJ, Zhao YZ, Xu WC (2018) Research progress of solvent-free laminating technology of flexible package. Packaging Engineering 39(9):44–50 ((in Chinese))
Han D, Gao S, Fu QY, Cheng JP et al (2018) Do volatile organic compounds (VOCs) emitted from petrochemical industries affect regional PM 2.5. Atmos Res 209:123–130
Hickenbottom KL, Leslie MR, Vanneste J, Marr JM, Heeley MB, Cath TY (2018) Comparative life-cycle assessment of a novel osmotic heat engine and an organic Rankine cycle for energy production from low-grade heat. J Clean Prod 191:490–501
Hottlea TA, Bilec MM, Landis AM (2017) Biopolymer production and end of life comparisons using life cycle assessment. Resour. Conserv Recycl 122:295–306
Hu RY, Liu GJ, Zhang H, Xue HQ, Wang X (2018) Levels, characteristics and health risk assessment of VOCs in different functional zones of Hefei. Ecotoxicol Environ Saf 160:301–307
Huang B, Lei C, Wei C, Zeng G (2014) Chlorinated volatile organic compounds (Cl-VOCs) in environment - sources, potential human health impacts, and current remediation technologies. Environ Int 71:118–138
Latif MT, Othman M, Idris N, Juneng L, Abdullah AM, Hamzah WP et al (2018) Impact of regional haze towards air quality in Malaysia: a review. Atmos Environ 177:28–44
Lorite GS, Rocha JM, Miilumäki N, Saavalainen P, Selkälä T et al (2017) Evaluation of physiochemical/microbial properties and life cycle assessment (LCA) of PLA-based nanocomposite active packaging. LWT-Food Sci Technol 75:305–315
Manfredi M, Vignali G (2015) Comparative life cycle assessment of hot filling and aseptic packaging systems used for beverages. J Food Eng 147:39–48
Pommier R, Grimaud G, Prinçaud M, Perry N (2016) LCA (life cycle assessment) of EVP – engineering veneer product: plywood glued using a vacuum moulding technology from green veneers. J Clean Prod 124:383–394
Saleh Y (2016) Comparative life cycle assessment of beverages packages in Palestine. J Clean Prod 131:28–42
Shen L, Wang YY (2018) Supervision mechanism for pollution behavior of Chinese enterprises based on haze governance. J Clean Prod 197:571–582
Simon B, Amor MB, Földényi R (2016) Life cycle impact assessment of beverage packaging systems: focus on the collection of post-consumer bottles. J Clean Prod 112:238–248
Tang JH, Wang CXM, Chan LY, Sheng GY, Fu JM (2005) Volatile organic compounds in a multi-storey shopping mall in Guangzhou, South China. Atmos Environ 39:7374–7383
Winans Kiara S, Macadam-Somer Ilan, Kendall Alissa, Geyer Roland, Marvinney Elias (2019) Life cycle assessment of California unsweetened almond milk. J. Life Cycle Assess., December, Int. https://doi.org/10.1007/s11367-019-01716-5
Xie MH, Bai WN, Bai L, Sun XM, Lu QZ et al (2016) Life cycle assessment of the recycling of Al-PE (a laminated foil made from polyethylene and aluminum foil) composite packaging waste. J. Clean. Prod. 112:4430–4434
Zhang WJ, Guo JF, Gu F, Gu XJ (2018) Coupling life cycle assessment and life cycle costing as an evaluation tool for developing product service system of high energy-consuming equipment. J Clean Prod 183:1043–1053
Zhao ZT, Liu Y, Wang F, Li XK, Deng SP et al (2017) Life cycle assessment of primary energy demand and greenhouse gas (GHG) emissions of four propylene production pathways in China. J Clean Prod 163:285–292
Funding
This work is supported by the National key R&D Project (No.2016YFC0204200), the research fund from Beijing Municipal Committee of Education (No. KM202010015005) and the Innovation funds of BIGC program.
Author information
Authors and Affiliations
Corresponding author
Additional information
Communicated by Hans-Jürgen Garvens.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
He, H., Fu, Y., Zhao, Y. et al. Applied properties and life cycle assessment of flexible packaging lamination processes: a comparative study. Int J Life Cycle Assess 26, 561–574 (2021). https://doi.org/10.1007/s11367-021-01883-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-021-01883-4