
Abstract
Türkiye is one of the biggest developing countries and the second biggest cement exporter in the world. In 2021, the country exported around $1billion of cement, which is responsible for over 8% of emissions globally. In order to fulfill the EU norms, energy, emissions, and cost reduction investments continue in the country. The aim of this paper is to perform a detailed exergoeconomic assessment of a rotary burner to increase the energy and exergy performance and decrease energy consumption, exergy costs and environmental impacts of a real scale cement factory in Türkiye. During the 2-year period, detailed data has been obtained from the factory by real time detection of clinker manufacturing process. By applying the specific exergy costing (SPECO) method, energy and exergy destructions, and exergetic cost distributions for the rotary burner are calculated in detail. The 1st and 2nd law efficiencies of the overall factory, specific energy (SEC) and exergy (SExC) consumption, and SPECO for clinker production are calculated to be 59.84%, 39.04%, 4786.75 MJ/ton, 5230.38 MJ/ton, and 10.11 $/MJ, respectively. The use of magnesia-spinel composite refractory bricks and the anzast layer formation decreased the SPECO by 2.71% corresponding to a saving of $2,280,000 preventing 13.74 MtCO2 emissions yearly.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cement industry is one of the main energy and cost intensive industrial sectors increasing the global emissions considerably. The sector is responsible for the 15% of the total global industrial energy consumption. Therefore, investigating energy intensive industries to transform them into sustainable sectors, which consume less energy and conserve the global resources, is a very important subject of current researches (Mahapatra et al. 2021; IEA 2021; Chen et al. 2010).
In 2020, global energy related CO2 emissions are around 31.5 Gt, at the same year 4100 Mton cement is produced worldwide causing 2.5 GtCO2 emissions which is responsible for 8% of global emissions (Cao et al. 2016).
Türkiye, which is one of the biggest developing countries with per capita ratio of 4.66 tCO2e emissions, was included in Annex I and Annex II lists of the United Nations Framework Convention on Climate Change (UNFCCC) in 1992 due to her OECD membership.
The most important reasons for Türkiye's greenhouse gas emissions are originated from the combustion of coal in power stations and industrial sectors like cement industry. The country is the largest cement producer of Europe and the second biggest cement exporter in the world. In 2019, total export volume of Turkish cement increased by 68% to 23 million tons reaching a total value of $877 M (Ritchie and Roser 2020).
Because of the industrialization and growing populations, the global energy consumption trend has been increasing considerably causing severe environmental problems and climate change (Atmaca 2018b). Therefore, it is essential to perform energy, exergy, and exergoeconomic assessment of each energy intensive sectors to alleviate the unexpected results of energy consumption for a sustainable future (Çankaya and Pekey 2019).
The industry is one of the most polluting sector, consuming high amounts of fossil fuels to complete calcination of farine to produce clinker. A typical cement facility, which operates 24 h of a day (continuous process), consumes around 7–9 tons of lignite coal per h. Most of the studies in the literature calculated the SEC for cement production to be around 3.5–5 GJ/ton (Atmaca 2014).
There are several studies calculating the first law efficiency of different sections of a cement factory to minimize the inefficiencies and decrease the energy consumption rates (Tahsin and Vedat 2005; Kabir et al. 2010; Khurana et al. 2002; van Ruijven et al. 2016; Atmaca et al. 2012; Atmaca and Yumrutas 2015; Wang et al. 2021).
Worrell et al. (2000) have been offered use of roller mills, highly efficient separators, and suspension preheaters in rotary burners in dry cement manufacturing process to decrease the SEC for cement by up to 0.03–0.08 GJ/ton of cement.
Martin and McGarel (2001) proposed a methodology about the process control and management in raw mills and cement mills in cement industry to decrease the SEC for cement by 3–3.5 kWh/ton of cement.
A rotary burner with a daily production capacity of 600-ton clinker has been studied by Engin and Ari (2004). They found that about 40% of the energy is lost in grate clinker cooler system.
Simmons et al. (2005) offered the use of vertical roller mill for finish grinding to decrease the energy consumption by 16.9 kWh/ton of cement.
A raw mill has been investigated in detail by Atmaca and Kanoglu (2012) currently running in a factory located in Gaziantep. They calculated the SEC for farine and recommended to supply hot gas to the system from the pyroprocessing tower to increase the 1st law efficiency of the unit. The applications they offered reduced the raw mill energy consumption by 6.7% and saved 1.66 kWh/ton farine production.
Atmaca and Yumrutaş (2014a, b, c) have been calculated the first law efficiency of the same rotary burner in this study. They calculated the amount of the total energy lost in the system (12.5 MW) and the SEC for clinker production (3.73 MJ/kg). However, exergetic and exergoeconomic evaluations have not been performed in the study.
On the other hand, the number of studies evaluating the exergetic performance of a complete plant or a section of a facility is limited in number (Sogut et al. 2009).
Koroneos and Moussiopoulos (2005) assessed the exergetic performance of a cement plant in Greece. They revealed that around half of the total exergy loss is observed in the rotary kiln. They indicated that the greatest exergy loss (30%) have been observed in the preheating tower, grate clinker cooler and combustion of coal in the rotary burner.
Utlu et al. (2006) have been studied on a farine milling unit in cement industry. They evaluated the energetic and exergetic efficiencies to be 84.3% and 25.2%, respectively.
Seyyed and Saebi (2020) implemented a demand-side management (DSM) program that is applied by the Iranian energy ministry under the industrial operational reserve program (IORP) to reduce energy shortage during peak hours. They indicated that the program should be used for cement industry to increase the exergoeconomic efficiency of the plants.
Dirik et al. (2019) investigated the cement industry as being responsible for the largest part of the CO2 emissions from industrial activities. They analyzed environmental efficiency of the Turkish cement industry at firm level and attempt to reveal a comparison study under both output-oriented and non-oriented approaches with the aid of radial and non-radial Data Envelopment Analysis (DEA) models. They concluded that only 15.7% of all integrated cement factories are identified as being relatively efficient in all models.
Fierro et al. (2022) performed an exergo-economic comparison of waste heat recovery cycles for the cement industry. They studies 3 waste heat recovery technologies applicable in the cement industry. It is investigated that the Kalina cycles exhibit the lowest total exergy destroyed among all cycles.
Fierro et al. (2021) they have been performed a techno-economic assessment for a rotary kiln shell. The researchers have been proposed a waste heat recovery system and evaluated its feasibility considering electricity prices. They calculated a potential heat recovery of up to 4980 kW with an annulus absorber panel at the shell of the kiln.
However, there are very few publications and studies in literature evaluating the exergoeconomic performance of a cement factory (Anacleto et al 2021; Ghalandari et al. 2021).
A comprehensive exergoeconomic evaluation of a cement factory have been performed by Atmaca and Yumrutaş (2014a, b). The overall 1st and 2nd law efficiencies of the facility have been evaluated to be 59.37% and 38.99% respectively. SExC for clinker production is found to 133.72 USD/GJ.
Calculating the first law efficiency is not adequate to reach the best performance of a facility. Assessing the exergetic efficiency of a factory help the searchers understand and interpret the system from a different perspective. While the exergoeconomic evaluations supply valuable and detailed information about the consumption of financial resources in a facility.
There are some studies revealing and conducting the exergetic analysis performed all around the world.
Zhang and Jin (2022) have been gathered and analyzed 13,941 exergy-related publications during 1997–2020. Results show that three developing countries in Asia (China, Iran, and Türkiye) are the most productive countries, accounting for 45.87% of total studies.
In this research, an actual cement facility located in Türkiye has been investigated in detail. The methodology and formulations have been established for exergetic and exergoeconomic assessment of rotary burner currently running in the facility.
After calculating the 1st and 2nd law efficiencies of the unit, the SEC, SExC, and SPECO of farine, clinker and cement production are evaluated in detail. The required data have been collected during a 2-year investigation in the factory site.
Based on the literature research, this is the first paper presenting a comprehensive investigation to reveal the effects of the composition of refractory bricks and the anzast layer formation on the exergoeconomic performance of a kiln unit in cement industry.
Methodology
The exergoeconomic evaluation of a rotary burner in Gaziantep Cement plant in Türkiye has been investigated in detail to calculate the exergoeconomic performance of the unit.
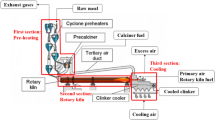
The manufacturing capacity of the cement plant is around 1.4 million tons per year. The length and the diameter of the rotary burner is 59 m and 4.2 m respectively. The burner tube, which has around 67 ton of clinker production capacity, is inclined at an angle of 3.5° and rotates with 1.6 rpm. The factory uses a four cyclone pyro-processing tower to pre-calcinate the farine before entering the rotary burner (Atmaca 2018a).
The rotary burner is fired with pulverized coal increasing the inner temperature of the tube up to 1800 K to reach the sintering temperature of farine material. The grate clinker cooler gradually decreases the temperature of the hot clinker leaving the rotary burner using the ambient air. At the end of the process, cement mills are used to grind the clinker with additives (gypsum, pozzolans etc.) in required proportions to manufacture the desired type of cement. Figure 1 represents the flow chart of the plant.

Cement manufacturing process
During dry type cement manufacturing process, the water content of raw materials are kept as low as possible which makes the dry process more efficient than the wet process. The rotary kilns used in dry type cement manufacturing facilities have usually 5 zones (Fig. 2).

The zones of the rotary burner
The coarse aggregate monolithic bricks are used for the chain zone which is at the front end of the burner. The longest zone is the preheating zone where the alkali resistant refractories (40 to 50% alumina bricks) are used. The temperatures in the calcining zone are higher than the other zones of the burner.
The refractories used in this zone must have the greatest thermal and physical properties. The inner temperature of the burner reaches up to 1400 °C in the burning zone where Magnesia-Alumina-Spinel bricks are used. There are three section in the burning zone, Upper Transition, Sintering and Lower Transition zones. Finally the discharge is the gate between the burner and the grate clinker cooler which is usually lined with alumina refractories (Atmaca and Yumrutaş 2014a, b, c).
The arrangement of bricks and the formation of anzast layer in the rotary burner are presented in Fig. 3. Figure 4 shows the details about the surface of the burner.

The alignment of refractories and the formation of anzast layer

The surface sections of the rotary burner
In order to analyze and optimize the rotary burner system and measure the SEC, SExC, and SPECO of the unit, massive data have been collected for 2 years by using online energy management system in the facility. During the thermodynamic evaluations, the following assumptions are made:
-
(1)
the process within the rotary burner unit has a steady state, steady flow process,
-
(2)
kinetic and potential energy chances are neglected,
-
(3)
the hot gases within the system are assumed to be ideal,
-
(4)
the surface temperatures of system components are assumed to be constant,
-
(5)
ambient air conditions are supposed to be constant.
-
(6)
complete combustion reaction is assumed in burner.
-
(7)
the lower heating value (LHV) is used during the calculations.
-
(8)
mass flow rates of pre-calcined farine material and clinker, temperatures of each zone, surface of the mantle and materials are collected from online energy management system in the factory.
-
(9)
the chemical and soil laboratory of the factory has been used during the calculation of the moisture rates and chemical compositions of the material streams,
-
(10)
the electricity and fuel consumption values of the rotary kiln unit are read from the electricity panels and coal grinding and transport system which is precisely controlled by the online energy management system of the facility.
The rotary burner unit has the major share of energy consumption and therefore there are many opportunities in this unit to increase the efficiency and decrease the emissions and manufacturing costs of clinker and cement.
To calculate the performance of the rotary burner, detailed exergoeconomic and thermodynamic evaluations have been performed by taking detailed measurements and collecting significant data for a 2-year period in the factory site.
The methodology and detailed formulations about the SEC, SExC and SPECO calculations of the unit have been indicated in the following sections.
First law, second law analysis
The mass flow rates and thermodynamic properties of each material entering and leaving the system are determined. The 1st and 2nd law efficiencies of the system components, energy and exergy balances, and SEC and SExC values of each plant component are calculated by using the equations below.
The mass balance of the units are calculated by:
where \(\dot{m}\) is the mass flow rate of the burner.
The energy balance of the burner is expressed as:
The 1st law efficiency is calculated by:
The exergy balance of the system is:
The subscript dest indicates destruction.
The 2nd law efficiency of the unit is defined by the following equation;
Internal energy change and enthalpy change of each substance are calculated by:
the specific heat, specific volume, and pressure change is denoted by cavg,\(\upsilon\), and ΔP respectively.
The pressure change within the unit is negligible. Therefore, the enthalpy change is assumed equal to the change of internal energy of the system component.
The enthalpy of material streams within the system is calculated by:
where T1 and T2 are the input and output temperatures and cavg is the average specific heat of the substances.
The entropy change for solids and liquids:
The entropy change for ideal gases:
where P is the pressure and cp is the specific heat of the substance at constant pressure.
There is no pressure change within the system therefore, Δs values are calculated by:
The exergy flows of each material in the rotary burner are calculated by:
SEC and SExC analysis
The specific energy (SEC) and exergy (SExC) consumption for clinker production are calculated by the following equations,
The specific energy and exergy consumption for clinker production (SEC and SExC) is calculated by;
where \({\dot{E}x}_{t}\) and \({\dot{E}x}_{t}\) are the total energy and exergy consumed during clinker production in the unit and \({\dot{m}}_{c}\) is the total clinker manufactured.
Energy balance and heat transfer calculations
The energy balance for the unit has been obtained by calculating the heat lost from the mantle of the rotary burner and the energy consumed during formation of clinker. The rotary burner unit is chosen as the control volume and it is investigated that the energy is transferred by mass (hot gas, farine, etc.), heat (waste heat, heat loss from the surface) and work (electrical work to drive the shaft of the rollers of the burner). It is observed that considerable amount of heat is lost from the exterior walls of the cyclones and the mantle of the burner.
There are three mechanism of heat transfer from the surface of the rotary burner, conduction, convection and radiation. In this study, in order to simplify the calculations, one dimensional heat transfer equations in cylindrical coordinates with constant conductivity values are used (Fig. 5).

The thermal resistance network for the burner
The equations below are used to evaluate total heat transfer:
where Rtotal is the total thermal resistance of the unit and evaluated by:
The thermal resistances based on heat transfer mechanisms are calculated by:
where h, k, and hrad are the convection coefficient, the thermal conductivity, and the radiation heat transfer coefficient respectively, hrad is calculated from:
where ε and σ are the emissivity of the mantle and Stefan–Boltzman constant (5.67 × 10–8 W/m2 K4) respectively.
Beside the waste heat from the surface of the mantle, a rotary burner consumes high amounts of energy for the formation of clinker during the combustion process of pulverized coal. The chemical laboratory of the facility is used to see the chemical composition of the clinker manufactured (Table 1).
Al2O3, MgO, CaO, SiO2, and Fe2O3 percentages in the cement produced have been measured to be 3, 1.76, 51.2, 26.5, and 4.5%, respectively. The equation of Strassen (1957) is used to calculate the formation energy of the clinker (FEc) in kcal/kg.
Exergoeconomic calculations
In order to improve the energetic, exergetic, and cost performance of a system, exergoeconomic evaluations provide significant opportunities to the researches by combining exergy analysis with the economic rules.
The annual values of carrying charges, fuel costs, raw material costs, and operating and maintenance (O&M) costs are the necessary information used in the economic analysis of systems. The present value of components and materials change with time. Therefore, in this study the levelized annual value is used (Hermann 2006):
where CRF is the capital recovery factor and Pm is the present value of the payment ($).
where the rate of interest and payment period are denoted by ieff and n, respectively.
During the exergoeconomic assessments of the system, the cost rate is evaluated by:
where CC are the carrying charges, OMC operating and maintenance costs, PEC purchased equipment cost, and Ż cost rate associated with the sum of capital investment and O&M ($/h).
Fuel levelized cost rate is calculated by:
where EXCL is the levelized expenditure costs.
During the research, to compare the costs of each stream in the burner and understand the cost flow rates of each substance in the system, SPECO methodology is used (Xiang et al. 2004).
In this method, the exergy flows of each substance, fuels, and products of the burner are determined, and the cost equations are derived. Each exergy stream associated with a cost are expressed in the following equations:
The exergoeconomic balance equation for rotary burner system, consuming electrical energy and loosing heat energy from its surface is expressed as (Tsatsaronis and Pisa 1994):
In the SPECO methodology, to obtain auxiliary equalities, the fuels and products are defined by analyzing all exergy input and output from all the exergy flows, and the related costs are evaluated by applying basic principles. Exergetic cost balance is developed by equalizing the total costs of input and output streams of exergy.
Figure 6 presents an actual cement production facility. The mass, energy, exergy and cost balance are indicated in Table 2.

Schematic of the actual plant
Exergoeconomic performance parameters
The performance parameters provide an opportunity for the researchers to compare, prioritize and improve the performance of the system components. The most common parameter is the exergoeconomic factor (fk) which is used to identify the relationship between the cost of investment and the irreversibility within the system component.
The fk value is calculated by the following equation (Xiang et al. 2004):
where cf,k is exergetic cost of fuel and ĖD,k is the exergy destruction of the system.
Another parameter is the relative cost difference (rk) which is calculated to evaluate the relationship between the relative increase in cost for each exergy stream and the fuel cost. The parameter is calculated by:
The specific exergetic cost of the products and fuels are denoted by cp,k and cf,k.
The following equations express the cost rate of exergy destruction and ratio of exergy consumption of each component:
where TCI is the total capital investment.
The relative irreversibility is:
The productivity lack ratio of each component of the facility is expressed as:
The exergetic improvement potential of each unit is calculated by:
The exergy consumption rate of each component is expressed as:
These parameters could be written with the energetic terms.
The relative energy consumption ratio is:
The productivity lack ratio is:
The energetic improvement potential is:
The ratio of energy losses of each component to total capital investment cost is:
Results and discussions
In this paper, the effects of the refractory bricks and formation of anzast layer on the performance of a cement facility is studied by calculating the SEC, SExC, MC and SPECO for clinker production.
The mass, energy, and exergy balances of each unit and the cost rates of each stream have been investigated by using a commercial software (MS Excel Professional Plus 2019) to investigate the overall factory. The results of this comprehensive investigation are discussed in this section.
Under standard conditions, the SEC and SExC values for the products of the factory have been calculated and discussed in the “First and second law analysis” section. The exergoeconomic evaluations of the factory have been assessed in the “SEC and SExC calculations” section. In the “The specific exergetic costing and plant performance calculations” and “The effects of the composition of refractory bricks and the formation of anzast layer” sections, the effects of anzast layer formation and the composition of refractory bricks on the on the energy, exergy and exergoeconomic performance of the plant have been evaluated and discussed in detail.
First and second law analysis
Pulverized lignite coal, which is burned in the rotary burners to complete the calcination process of farine, and electricity are the two major energy resources in a cement plant.
By using the equations presented in Table 2 and the real data obtained from the factory site, mass flow rates, temperatures, and energy and exergy rates of material flows have been evaluated and presented in Table 3. The data in presented in Table 3 have been used to calculate the 1st and 2nd law efficiencies of each component and presented in Table 4.
By the comprehensive investigations performed based on the real data and calculations, the overall 1st and 2nd law efficiencies of the facility are calculated to be 59.84% and 39.04% respectively. The same values for the burner are calculated to be 54.61% and 37.6%, respectively Table 5, 6 and 7.
SEC and SExC calculations
The rates of losses (energetic and exergetic) in the units of the factory are presented in Fig. 7. The SEC and SExC values for the products are calculated and presented in Table 8. The exergetic improvement potential and the ratio of energy losses to capital cost of the burner are calculated to be 34.56 MW and 348.4 kW/M$.

The rates of energy and exergy losses in the units of the factory
There are remarkable heat losses from the mantle of the rotary burner and the cyclones of the unit. It is realized that the energy (49.8 MW) and exergy loss (55.3 MW) in the rotary kiln are extremely high compared to the other units of the facility. This is because of the irreversible combustion process inside the rotary burner.
The rotary burner and the pyro-processing tower destructs around 62.03% and 22.9% of exergy input respectively. It is calculated that, the calcination of farine is responsible for the destruction of 84.9% of total exergy of the facility.
The specific exergetic costing and plant performance calculations
Detailed economic data of each component of the facility has been gathered to evaluate the exergoeconomic performance of the overall facility for 2 years. The SPECO of the units are evaluated by using Eqs. (28) to (36). The cost flow rates of each stream in the components of the facility are investigated.
The exergoeconomic performance parameters (the relative energy loss, productivity lack ratio, energetic and exergetic improvement ratio, the ratio of energy loss to the total capital investment) have been calculated by using Eqs. (37) to (48).
The electricity and coal (fuel) costs and capital costs including investment and O&M (operation and maintenance) expenditures are obtained from the management of the factory. During the SPECO calculations, the duration of production, interest rate, life span of the factory are assumed to be 8200 h, 7%, and 50 years, respectively.
Table 5 shows the purchased equipment costs (PEC), capital costs (\({{\dot{Z}}^{CI}}_{k}\)) and O&M costs (\({{\dot{Z}}^{OM}}_{k}\)) of each component of the facility.
By using the results in Table 3, the exergy transfer rates (material, power, heat transfer, leakages etc.) for each flow are evaluated and presented in Table 6.
Table 7 presents the results of the exergoeconomic calculations including exergoeconomic performance results of each unit under standard conditions. Figure 8 shows the total capital investment rate of each component of the cement facility.

The total capital investment rates of each component of the factory ($/h)
The exergetic cost rate and the specific exergetic cost of the fuel input are evaluated be 1080 $/h and 4.8 $/GJ, respectively. The total investment rate of the factory is calculated to be 3587.08 $/h. The exergoeconomic factor for crusher, coal mill and packing units are calculated to be 98.23, 97.59, and 98.77% respectively. It is determined that the PEC and O&M expenditures of these units must be decreased to increase the overall cost performance of the facility.
It has been observed that the exergoeconomic factor is quite low in the rotary burner (25.78%), pyro processing tower (34.31%) and grate clinker cooler (38.83%) units where the thermal losses and exergy destruction rates are significantly high compared to the other units of the facility. This is because of the fact that the exergetic destruction cost rate of these plant components are very high compared to their investment values.
Although the burner is the most expensive equipment of the factory (26$M), the total investment rates of the cement mill and raw mill are too high to be neglected. This is due to the use of more advanced technology and the abundance of auxiliary equipment in milling systems in cement factories.
More importantly, milling systems are not working throughout the year. The annual operating hours of the grinding systems are less than that of the rotary kiln. The combustion systems are operated on a continuous process basis in order not to deteriorate the combustion regime, which decreases the quality of the clinker significantly.
The exergetic improvement potential of the burner is evaluated to be 34.5 MW, which is around 13.3 MW higher than the combined value of all other units. It is seen that there are significant opportunities for reducing costs and increasing overall system performance in the rotary burner. Total investment and destruction cost rates must be decreased in order to increase the exergoeconomic potential of the factory.
The SPECO, SEC, SExC, and MC of each product of farine, clinker and cement are calculated and presented in Table 8. It is calculated that the SExC during the production of farine is 2.11% higher than the SExC of cement production. This is because of the difference in the mass flow rates of clinker and cement production.
The effects of the composition of refractory bricks and the formation of anzast layer
The most important unit of a cement facility is the rotary burner and the most important component of a rotary burner is the refractory materials used inside the burner. During the maintenance stop of the facility, it is investigated that magnesia chromite bricks are used inside the burner and these old refractory bricks are worn out and could not be used any more. The thickness and thermal properties of the old bricks have been decreased over the years.
In order to investigate the change of the performance of the factory, during the annual maintenance period of the facility, the old bricks are replaced with new refractory bricks, which have high Mg and Al content and resistance against high thermo-mechanical and thermochemical loads.
Table 9 describes detailed information about the refractories.
The rotary kiln produces clinker on a continuous production basis. It is costly and undesirable to stop the production process. Therefore, the refractory bricks are replaced with new ones during the regular yearly maintenance of the factory. Meanwhile the formation of the anzast layer has been measured.
It is investigated that, the anzast layer behaves like a coating over the surface of the bricks protecting them against the effects of high temperature, supports the bricks, and reduces the energy loss from the burner surface and decreases fuel consumption. Silica has an abrasive effect on the bricks and prevents the formation of anzast layer.
Therefore, during farine production in the raw mill iron oxide minerals have been used instead of sand to reduce the amount of free silica. The materials containing higher silica were able to melt easily under lower temperature values. The qualified workers have a vital role to sustain the best conditions for clinker production.
Table 10 shows the change of SEC, SExC, MC, and SPECO for cement manufacturing after the replacement of new bricks, and obtaining a suitable anzast layer inside the rotary burner.
Figures 9 and 10 show the change of the amounts of clinker production and related coal consumption and the SEC, SExC, MC and SPECO for clinker production, respectively.

The change of clinker production and related coal consumption

The change of SEC, SExC, MC and SPECO for clinker production
After the replacement of old bricks with new refractories and allowing the formation of anzast layer on the inner surface of the mantle of the kiln, the SEC (See Fig. 10) and coal consumption (See Fig. 9) have been decreased by 22% and 14.3% respectively.
Annual clinker production has been increased from 491,740 ton to 562,190 ton and coal consumption has decreased from 59,040 ton to 44,280 ton.
The SPECO of the facility has been decreased to 9.83 $/MJ corresponding to a saving of 0.28 $ per MJ of energy consumed by the system. The comparison of SEC for clinker production for selected countries are shown in Table 11
The effects of applications on the greenhouse gas emissions
Cement industry is the third largest industrial source of pollution emitting more than 500 Mtons/year of sulfur dioxide (SO2), nitrogen oxide (NOx), and carbon dioxide (CO2). The industry is one of the major sectors responsible for global warming.
CO2 makes up the vast majority of greenhouse gas emissions from the sector, but smaller amounts of NOx and SO2 are also emitted causing to significant health and environmental impacts for the last century.
NOx emissions are one of the major sources of acid rain and global warming while deteriorating the quality of fresh water sources. SO2 emissions affect the respiratory (asthmatics, bronchitis, emphysema) and cardiovascular systems of the creatures. CO2 emissions have significant effects on the body’s organs and tissues while increasing the ground-level ozone.
It is very urgent to calculate the environmental and health effects of the sector in detail, while providing methodologies and real life applications to decrease the overall impacts of the sector.
After the replacement of new bricks, and obtaining a suitable anzast layer inside the rotary burner, on-site measurements showed that the amount of clinker manufactured has been increased by 14.3%, from 491,740 to 562,190 ton. Meanwhile, the average coal consumption of the unit has decreased from 59,040 to 44,280 ton at the end of second year. The amount of coal saved per year is calculated to be 14,760 tons.
CO2, NOx, and SO2 are the major greenhouse gases released during the combustion of coal in a rotary burner.
The specific CO2 emission of coal is 0.93 ton CO2/ton coal (Hrvoje et al. 2013). The type, N2 content and combustion temperature of the fuel are some of the factors effecting the NOx emissions. The oxidation of nitrogen in the coal is responsible for the NOx emissions. The emission factor for NOx in clinker production is 1.4 kg/t coal.
The SO2 emission factor of burner is 3.5S kg SO2/ton of coal burned, where S is the sulfur content percentage in the coal. The SO2 emissions per ton of coal burned in the facility is calculated to be sulfur content of the coal used in the factory is 0.0455 kg SO2/ton coal. (Hrvoje et al. 2013).
The measurements showed that 13,727 tons of CO2, 20.7 ton of NOx, and about 0.7 ton of SO2 emissions are prevented yearly which corresponds around 25% reduction in total emissions (Fig. 11).

Total emissions reduced after the implementations
Conclusions
Cement industry is one of the most energy and cost intensive sectors, which is responsible for around 15% of the global industrial energy consumption and 8% of total emissions (Zhang et al. 2021).
Coal consumption is one of the primary causes of emissions in Türkiye. The country is the largest cement producer of Europe and the second biggest cement exporter in the world.
Even though, the exergoeconomic analysis used on any plant to determine the avoidable exergy destruction and inversion cost rates in order to increase the rentability and sustainability of the factory, there are very few researches in literature evaluating the exergoeconomic performance of a rotary burner in a cement factory.
In this research, the comprehensive thermodynamic and exergoeconomic analysis of the rotary burner unit in a cement facility showed that the overall performance of a cement factory significantly depends on the rotary burner unit, which is responsible for the major portion of the energy and exergy losses because of the clinker formation during coal burning.
The following conclusions have been drawn from the detailed assessment of the overall cement facility.
-
The overall first law efficiency of the cement facility and the rotary kiln is determined to be 61.78% and 57.93% while the second law efficiencies are 40.79% and 40.47% respectively.
-
43.5 MW of energy (58.5% of overall energy lost) and 49.1 MW (59.1% of overall exergy lost) of exergy is lost during clinker formation in the rotary burner.
-
For clinker production, the SEC, SExC, MC, and SPECO are evaluated to be 4,410.32 MJ/ton, 4,854.71 MJ/ton, 23.38 $/ton, and 10.11 $/MJ, respectively.
-
It is investigated that the thickness and thermal properties of the refractory bricks are essential parameters effecting the coal consumption and related emissions. The refractories with high Mg and Al content and resistance against high thermo-mechanical and thermochemical loads have notably potential on the energy consumption of the overall system. The replacement of old refractory lining with magnesia spinel refractory bricks having better thermal and physical properties and the formation of anzast layer have increased the overall efficiencies of the factory (64.02% and 41.87%) and rotary kiln (61.02% and 42.4%).
-
It is calculated that the total energy and exergy destruction of the factory are decreased by 11.26% (65.98 GW) and 10.12% (74.59 GW) respectively.
-
The SEC, SExC, MC, and the SPECO of the rotary burner have been decreased by 22.11%, 21.57%, 19.83%, and 2.71% respectively.
-
The clinker production of the unit has been increased by 14.32% and the fuel consumption of the burner has been decreased by 25.01% at the end of the year.
-
After the implementations, annual coal consumption has been reduced by 14,760 tons, which reduces the annual CO2, NOx, and SO2 emissions rates by 13,727 tons, 20.66 tons, and 672 kg, respectively. The implementations resulted in around 25% reduction in total yearly emissions of the rotary kiln.
-
The applications reduced the specific cost of cement production by 4.64 $/ton corresponding to a saving of $2.28 M/year.
-
The performance of the overall factory should be increased by increasing the combustion efficiency. The insulation of cyclones and the mantle of the burner, minimizing the leakages of hot gases circulating within the system, and performing periodical maintenance for all the units of the facility can help decrease energy consumption and manufacturing costs.
-
Further investigations may focus on the operational parameters of grate clinker cooler systems affecting the overall exergoeconomic performance of a cement factory.
Data availability
Not Applicable.
Abbreviations
- c :
-
Cost per unit of exergy ($/GJ)
- Ċ :
-
Cost rate ($/h)
- C m :
-
Payment in a year ($)
- Ḋ :
-
Cost rate of exergy destruction
- Ė :
-
Energy rate (kW)
- Ėα k :
-
Fuel energy depletion ratio
- Ėβ k :
-
Relative energy consumption ratio
- Ėχ k :
-
Productivity lack ratio
- EİP k :
-
Energetic improvement potential
- Ėx :
-
Exergy rate (kW)
- Ėx dest :
-
Rate of exergy destruction (kW)
- Ėx heat :
-
Rate of exergy transfer by heat (kW)
- Ėx elect :
-
Rate of exergy transfer by electricity (kW)
- Ėx α k :
-
Fuel exergy depletion ratio
- Ėx β k :
-
Relative exergy consumption ratio
- Ėxχ k :
-
Productivity lack ratio
- ExİP k :
-
Exergetic improvement potential
- f :
-
Exergoeconomic factor
- h :
-
Enthalpy (kJ/kg)
- i eff :
-
Effective rate of return (%)
- ṁ :
-
Mass flow rate (kg/s)
- P m :
-
Present value of the payment ($)
- \(\dot{Q}\) :
-
Heat transfer rate (kW)
- r :
-
Relative cost difference
- s :
-
Entropy (kJ/kg K)
- T :
-
Temperature (K)
- T 0 :
-
Ambient temperature (K)
- w :
-
Specific work (kJ/kg)
- Ẇ :
-
Power (kW)
- y dest, k :
-
Component exergy destruction over total exergy input
- y * dest,k :
-
Component exergy destruction over total exergy destruction
- Ż :
-
Cost rate associated with the sum of capital investment and O&M ($/h)
- Ż CI :
-
Cost rate associated with capital investment ($/h)
- Ż OM :
-
Cost rate associated with O&M ($/h)
- CC:
-
Carrying charges
- CRF:
-
Capital recovery factor
- EXC:
-
Expenditure costs
- MC:
-
Manufacturing costs
- OMC:
-
Operating and maintenance costs
- PEC:
-
Purchased equipment cost
- SEC:
-
Specific energy consumption
- SExC:
-
Specific exergy consumption
- TCI:
-
Total capital investment
- eff:
-
Effective
- L :
-
Levelized
- k:
-
Any component
- μ I :
-
Energy efficiency
- μ II :
-
Exergy efficiency
- ψ :
-
Specific flow exergy (kJ/kg)
- τ :
-
Total annual operating times of units
- σ:
-
Stefan-Boltzman constant as 5.67 × 10−8 W/m2 K4
References
Ahmed M, Bashar I, Alam ST, Wasi AI, Jerin I, Khatun S, Rahman M (2021) An overview of Asian cement industry: environmental impacts, research methodologies and mitigation measures. Sustain Prod Consump 28:1018–1039. https://doi.org/10.1016/j.spc.2021.07.024
Alsalman A, Assi LN, Kareem RS, Carter K, Ziehl P (2021) Energy and CO2 emission assessments of alkali-activated concrete and ordinary portland cement concrete: a comparative analysis of different grades of concrete. Cleaner Environ Syst 3:100047. https://doi.org/10.1016/j.cesys.2021.100047
Anacleto TF, da Oliveira Silva AEG, da Silva SR, da Costa Junior EF, Souza Oliveira, da Oliveira Souza Costa A (2021) Chemical exergy influence in the exergetic analysis of a real clinker rotary kiln. Braz J Chem Eng 38(1):197–214. https://doi.org/10.1007/s43153-020-00084-0. Springer Science and Business Media LLC
Atmaca A (2018a) Energy, exergy and exergoeconomic assessment of a dry type rotary kiln. Anadolu Univ J Sci Technol A Appl Sci Eng 19(1):192–205
Atmaca A (2018b) Sustainable life span prediction of shelters constructed in refugee camps in Turkey. Energy Ecol Environ 3(1):5–12
Atmaca A, Kanoglu M (2012) Reducing energy consumption of a raw mill in cement industry. Energy 42:261–269
Atmaca A, Yumrutaş R (2014a) Analysis of the parameters affecting energy consumption of a rotary kiln in cement industry. Appl Therm Eng 66(1–2):435–444
Atmaca A, Yumrutaş R (2014b) Thermodynamic and exergoeconomic analysis of a cement plant: Part II – Application. Energy Convers Manage 79:799–808
Atmaca A, Yumrutaş R (2014c) Thermodynamic and exergoeconomic analysis of a cement plant: Part I- Methodology. Energy Convers Manage 79:790–798
Atmaca A, Yumrutaş R (2015) The effects of grate clinker cooler on specific energy consumption and emissions of a rotary kiln in cement industry. Int J Exergy 18(3):367–386
Atmaca A, Kanoglu M, Gadalla M (2012) Thermodynamic analysis of a pyroprocessing unit of a cement plant: A case study. Int J Exergy 11(2):152–172
Atmaca A (2014) Increasing efficiency and reducing pollutants in cement industry by thermodynamic and Exergoeconomic methods. Ph.D. thesis. YOK Publishing, pp 6–13. https://tez.yok.gov.tr/UlusalTezMerkezi/tezSorguSonucYeni.jsp. Accessed 31 Dec 2014
Brunke J-C, Blesl M (2014) Energy conservation measures for the German cement industry and their ability to compensate for rising energy-related production costs. J Clean Prod 82:94–111. https://doi.org/10.1016/j.jclepro.2014.06.074
Çankaya S, Pekey B (2019) A comparative life cycle assessment for sustainable cement production in Turkey. J Environ Manage 249:109362. https://doi.org/10.1016/j.jenvman.2019.109362
Cao Z, Shen L, Zhao J, Liu L, Zhong S, Yang Y (2016) Modeling the dynamic mechanism between cement CO2 emissions and clinker quality to realize low-carbon cement. Resour Conserv Recycl 113:116–126. https://doi.org/10.1016/j.resconrec.2016.06.011
Chen YL, Chang JE, Shih PH, Ko MS, Chang YK, Chiang LC (2010) Reusing pretreated desulfurization slag to improve clinkerization and clinker grindability for energy conservation in cement manufacture. J Environ Manage 91:1892–1897. https://doi.org/10.1016/j.jenvman.2010.04.006
De Lena E, Arias B, Romano MC, Abanades JC (2022) Integrated calcium looping system with circulating fluidized bed reactors for low CO2 emission cement Plants. Int J Greenhouse Gas Control 114:103555. https://doi.org/10.1016/j.ijggc.2021.103555
Dirik C, Şahin S, Engin P (2019) Environmental efficiency evaluation of Turkish cement industry: an application of data envelopment analysis. Energ Effi 12:2079–2098. https://doi.org/10.1007/s12053-018-9764-z
Engin T, Ari V (2004) Energy auditing and recovery for dry type cement rotary kiln systems – a case study. Energy Convers Manage 46:551–562
Fierro JJ, Nieto-Londoño C, Escudero-Atehortua A, Giraldo M, Jouhara H, Wrobel LC (2021) Techno-economic assessment of a rotary kiln shell radiation waste heat recovery system. Thermal Sci Eng Progress 23:100858. https://doi.org/10.1016/j.tsep.2021.100858
Fierro JJ, Hernández-Gómez C, Marenco-Porto CA, Nieto-Londoño C, Escudero-Atehortua A, Giraldo M, Jouhara H, Wrobel LC (2022) Exergo-economic comparison of waste heat recovery cycles for a cement industry case study. Energy Convers Manag: X 13(18):100180. https://doi.org/10.1016/j.ecmx.2022.100180
Ghalandari V, Esmaeilpour M, Payvar N, Toufiq Reza M (2021) A case study on energy and exergy analyses for an industrial-scale vertical roller mill assisted grinding in cement plant. Adv Powder Technol 32(2):480–491. https://doi.org/10.1016/j.apt.2020.12.027
Güereca LP, Torres N, Juárez-López CR (2015) The co-processing of municipal waste in a cement kiln in Mexico. A life-cycle assessment approach. J Clean Prod 107:741–748. https://doi.org/10.1016/j.jclepro.2015.05.085
Hermann WA (2006) Quantifying global exergy resources. Energy 31:1685–1702
Hrvoje M, Milan V, Neven D (2013) Reducing the CO2 emissions in Croatian cement industry. Appl Energy 101:41–48
IEA (2021) Global Energy Review 2021. In: Assessing the effects of economic recoveries on global energy demand and CO2 emissions in 2021. International Energy Agency Publishing. https://www.iea.org/reports/global-energyreview-2021. Accessed 1 Apr 2021
Ige OE, Olanrewaju OA, Duffy KJ, Obiora C (2021) A review of the effectiveness of Life Cycle Assessment for gauging environmental impacts from cement production. J Clean Prod 324:129213. https://doi.org/10.1016/j.jclepro.2021.129213
Kabir G, Abubakar A, El-Nafaty U (2010) Energy audit and conservation opportunities for pyroprocessing unit of a typical dry process cement plant. Energy 35:1237–1243
Kermeli K, Edelenbosch OY, Crijns-Graus W, van Ruijven BJ, Mima S, van Vuuren DP, Worrell E (2019) The scope for better industry representation in long-term energy models: Modeling the cement industry. Appl Energy 240:964–985. https://doi.org/10.1016/j.apenergy.2019.01.252
Khurana S, Banerjee R, Gaitonde U (2002) Energy balance and cogeneration for a cement plant. Appl Therm Eng 22:485–494
Koroneos R, Moussiopoulos N (2005) Exergy analysis of cement production. Int J Exergy 2:55–68
Kusuma RT, Hiremath RB, Rajesh P, Kumar B, Renukappa S (2022) Sustainable transition towards biomass-based cement industry: a review. Renew Sustain Energy Rev 163:112503. https://doi.org/10.1016/j.rser.2022.112503
Madlool NA, Saidur R, Rahim NA, Kamalisarvestani M (2013) An overview of energy savings measures for cement industries. Renew Sustain Energy Rev 19:18–29. https://doi.org/10.1016/j.rser.2012.10.046
Mahapatra SK, Schoenherr T, Jayaram J (2021) An assessment of factors contributing to firms’ carbon footprint reduction efforts. Int J Prod Econ 235:108073. https://doi.org/10.1016/j.ijpe.2021.108073
Martin G, McGarel S (2001) Automation using model predictive control in the cement industry. In: International cement review, vol 1. Pavillion Technologies Publishings, Inc., Austin, TX, pp 66–67. http://www.pavtech.com/
Nidheesh PV, Kumar MS (2019) An overview of environmental sustainability in cement and steel production. J Clean Prod 231:856–871. https://doi.org/10.1016/j.jclepro.2019.05.251
Ritchie H, Roser M, Rosado P (2020) CO2 and greenhouse gas emissions. OurWorldInData Publishing. https://ourworldindata.org/co2-and-other-greenhouse-gas-emissions. Accessed 10 May 2020
SeyyedMahdavi S, Saebi J (2020) Techno-economic assessment of steel plant participation in DSM programs (case study: Iran’s industrial operational reserve program). Energ Effi 13:1315–1328. https://doi.org/10.1007/s12053-020-09886-0
Simmons M, Gorby L, Terembula J (2005) Operational experience from the United States’ first vertical roller mill for cement grinding. In: Proceedings of IEEE Cement Industry Technical Conference 15-20 May 2005, vol 1. IEEE, Kansas City, USA, pp 241–249. https://doi.org/10.1109/CITCON.2005.1516366
Sogut Z, Oktay Z, Hepbasli A (2009) Investigation of effect of varying dead-state temperatures on energy and exergy efficiencies of a raw mill process in a cement plant. Int J Exergy 6:655–670
Sousa V, Bogas JA (2021) Comparison of energy consumption and carbon emissions from clinker and recycled cement production. J Clean Prod 306:127277. https://doi.org/10.1016/j.jclepro.2021.127277
Strassen HZ (1957) The theoretical heat requirement for cement burning. Zem Kalk Gips 10:1–12
Tahsin E, Vedat A (2005) Energy auditing and recovery for dry type cement rotary kiln systems—A case study. Energy Convers Manage 46:551–562
Tsatsaronis G, Pisa J (1994) Exergoeconomic evaluation and optimization of energy systems – application to the CGAM problem. Energy 19:287–321
Utlu Z, Sogut Z, Hepbasli A, Oktay Z (2006) Energy and exergy analyses of a raw mill in a cement production. Appl Thermal Eng 26:2479–2489
van Ruijven BJ, van Vuuren DP, Boskaljon W, Neelis ML, Saygin D, Patel MK (2016) Long-term model-based projections of energy use and CO2 emissions from the global steel and cement industries. Resour Conserv Recycl 112:15–36. https://doi.org/10.1016/j.resconrec.2016.04.016
Vorayos N, Vorayos N, Jaitiang T (2020) Energy-environmental performance of Thai’s cement industry. Energy Rep 6:460–466. https://doi.org/10.1016/j.egyr.2019.11.103
Wang Q, Xu X, Liang K (2021) The impact of environmental regulation on firm performance: evidence from the Chinese cement industry. J Environ Manag 299:113596. https://doi.org/10.1016/j.jenvman.2021.113596
Worrell E, Martin N, Price L (2000) Potentials for energy efficiency improvement in the US cement industry. Energy 25:189–214
Xiang JY, Cali M, Santarelli M (2004) Calculation for physical and chemical exergy of flows in systems elaborating mixed-phase flows and a case study in an IRSOFC plant. Int J Energy Res 28:101–115
Zhang P, Jin Q (2022) Evolution, status, and trends of exergy research: a systematic analysis during 1997–2020. Environ Sci Pollut Res 29:73769–73794. https://doi.org/10.1007/s11356-022-22915-y
Zhang CY, Yu B, Chen JM, Wei YM (2021) Green transition pathways for cement industry in China. Resour Conserv Recycl 166:105355. https://doi.org/10.1016/j.resconrec.2020.105355
Acknowledgements
The author acknowledges the support provided by the Scientific Research Projects Unit (GUBAP) at the University of Gaziantep.
Author information
Authors and Affiliations
Contributions
Dr. Atmaca contributes as the only writer and reviewer of the research. He contributes in writing up all technical sections of the manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent to publish
Not applicable.
Conflict of interest
The author declares no competing interests.
Additional information
Responsible Editor: Philippe Garrigues
Publisher's ote
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Atmaca, A. Detailed assessment of specific exergetic costing, energy consumption, and environmental impacts of a rotary kiln in cement industry. Environ Sci Pollut Res 30, 40260–40282 (2023). https://doi.org/10.1007/s11356-022-24882-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-24882-w