
Abstract
Although the struvite crystallization process has proven to be an effective process for the recovery of nutrients from wastewater, this process has not been widely used due to the excessive use of chemicals. In this study, the optimal production conditions, yield, and economic feasibility of struvite using the anaerobic digestion of livestock wastewater were investigated. In addition, the economic feasibility of adding zeolite to improve the productivity of struvite and additionally remove nitrogen was evaluated. The result of the experiment on the struvite yield change according to the molar ratios at pH 9.0 showed that the struvite yield ratio was 99.0% of the stoichiometric yield at the Mg2+ :NH4+ :PO43− molar ratios of 1.2:1.0:1.1. As a magnesium source, MgCl2, concentrated seawater in the seawater desalination process, and MgO were compared, and when MgO was used, struvite productivity and economic efficiency were the best. Also, while the addition of zeolite greatly increased the struvite production and zeolite was also sold as a soil conditioner, the struvite sales benefit was estimated to be 103% of the operating cost.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Pig farming industry wastewater containing high concentrations of phosphorus, nitrogen, magnesium, and calcium cause serious social and economic problems because it has a negative impact on the environment in relation to the treatment and recycling of livestock wastewater (Xu et al. 2012; Kumar and Pal 2015; Choi et al. 2020). In recent years, struvite crystallization processes that convert pollutants into value-added products and reuse wastewater are being studied to reinforce zero-emission and economic viability (Kumar and Pal 2012; Kataki et al. 2016; Min et al. 2019).
The struvite crystallization process is a technology that can recover more than 90% of nitrogen and phosphorus (Pal et al. 2015). Also, this process can prevent scaling problems in wastewater treatment plants. It also reduces the pollution associated with excessive discharge of nutrients (N and P) from wastewater effluent and provides many benefits in terms of phosphorus recovery, such as potential reuse as fertilizer (Doyle and Parsons 2002). In addition, if the piggery were to be closed due to environmental compliance, there would be the cost of job loss and a shortage of pork. The price of pork would increase due to the shortage. So, producing struvite will not only reduce a cost of staying business (or perhaps an operational cost) of the pig industry but will also contribute to a stable supply of pork and jobs. However, the successful operation of struvite crystallization processes in wastewater treatment plants depends on economic sustainability and therefore requires appropriate optimization (Kumar and Pal 2013). Therefore, the main challenge is to assess the struvite value in the fertilizer market considering the production costs (e.g., maintenance, chemicals, and energy) and to ensure phosphorus recovery is cost-effective.
The cost of producing struvite depends mainly on the amount of chemicals injected in the process (Von Münch and Barr 2001; Jaffer et al. 2002) and the energy required for mixing in the crystallization process (Battistoni et al. 2005). In most of the previous studies, a relatively large amount of MgCl2 was used for optimal Mg2+:NH4+:PO43− molar ratio and NaOH to control the pH. For example, in a pilot-scale study, one of the major factors of the cost of producing struvite is maintaining the proper pH by adding NaOH for struvite crystallization using concentrate liquors (Slough Sewage Treatment Works, UK) (Jaffer et al. 2002). In addition, according to the actual full scale (400m3/d) test results, the cost of NaOH addition was estimated to be 97% of the total chemical cost. In order to address the problem of the excessive cost of NaOH addition, it has been suggested that the use of air stripping could reduce the cost by controlling pH in the struvite crystallization process (Battistoni et al. 2005).
Also, the Mg content of most potential struvite sources is insufficient compared with PO43− and NH4+, so Mg must be supplied. Thus, an essential Mg feed increases the cost of struvite production (Quintana et al. 2004). The most common sources of Mg used in struvite are chemicals such as MgCl2, MgSO4, and MgO. This chemical has also been extensively used for feasibility studies in laboratory studies on struvite production due to its high reactivity, Mg content, and purity. However, it has been reported that it is not economically feasible to use on a large scale as the cost of advanced Mg compounds accounted for up to 75% of the total production cost (Aleta et al. 2018; Kataki et al. 2016). Therefore, inexpensive Mg compounds should be found to lower the input cost of Mg feed (Quintana et al. 2004). Some researchers studied an alternative to reduce Mg input costs using Mg(OH)2, which is less expensive than MgCl2 and increases pH (Von Münch and Barr 2001). Others reported that brine or seawater can be used as a potential alternative source of magnesium and can maintain similar phosphorus removal efficiency compared with MgCl2 (Shin and Lee 1997).
Another approach to reduce struvite production costs is to minimize the energy consumption required for mixing and pumping of the solution. Applying a heterogeneous process using seed materials such as sand, zeolite, etc., may be a suitable solution. The zeolites can accommodate various cations such as sodium, potassium, calcium, and magnesium (Kim et al. 2016). Therefore, in terms of ion exchange, zeolite has excellent substitution ability of potassium and the ability of adsorbing ammonia, so it can improve the removal efficiency of ammonia nitrogen when used as a seed material and expect the potassium content in manufacturing struvite (Min et al. 2019). In addition, the injection of zeolite will shorten the residence time and reduce the required energy by shortening the induction time about growing the crystals (Zhang et al. 2009; Huang et al. 2010; Yu et al. 2013).
The profits from struvite sales will ultimately determine the profitability of the struvite crystallization process. The application of the full-scale struvite crystallization process is still limited. Assessing economic value as a fertilizer is difficult because it is influenced by production rates and local demand for such products (Gaterell et al. 2000). In Japan, however, struvite is already sold as fertilizer at a cost of almost 250€/ton. Based on these values, it has been estimated that the potential income from the sale of the product in the struvite crystallization process (400 m3/day) was about 25,000€/year (Jaffer et al. 2002). In 1999, the fertilizer industry used phosphate rock from 31 to 39 €/ton to produce phosphate fertilizers (Driver et al. 1999). In contrast, some researchers have reported that the annual cost of struvite production, including chemical additions, labor, and maintenance costs, could vary from 388 to 1942 €/ton, depending on the scale of the treatment plant (Neethling and Benisch 2004). Therefore, fertilizers produced from phosphate rock are still more economical than struvite fertilizers.
The aims of this study were to evaluate production operating plans to ensure production conditions, yields, and process stability using struvite recovered from the anaerobic digestion wastewater of a full-scale plant; (a) the yield of struvite synthesized according to magnesium, ammonium, and phosphate molar ratios were investigated; (b) the effect of pH on the removal efficiency of nutrients and the yield of struvite was evaluated at the optimum molar ratio of actual wastewater and synthetic wastewater; (c) in the production process of struvite, the economic feasibility of the scenario was evaluated according to various operational plans such as each Mg source, and zeolite input.
Materials and methods
Materials
In this study, an anaerobically digested effluent of livestock wastewater was obtained from a livestock wastewater treatment plant in the Paju city, Korea. The effluent from the livestock wastewater was stored at 4 °C for 24 h. Table 1 shows the main characteristics of the effluent from the anaerobically digested livestock wastewater. The concentrations of magnesium and phosphate ions in the effluent were much lower than those of ammonium; therefore, the concentration of magnesium and phosphate ions needed to be increased to maintain the proper molar ratio. In the synthetic wastewater and real wastewater, MgCl2∙6H2O (Sigma-Aldrich, Inc., USA), NH4Cl (Sigma-Aldrich, Inc., USA), and KH2PO4 (Sigma-Aldrich, Inc., USA) of analytical grade were used as magnesium, ammonium, and phosphoric acid sources, respectively, to adjust the molar concentration required. The pH was adjusted using 2N HCl (Sigma-Aldrich, Inc., USA) and 2N NaOH (Sigma-Aldrich, Inc., USA). The pH affected the phosphorus fraction.
Crystallization experiments
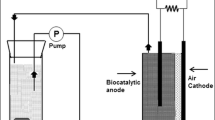
The struvite crystallization was performed using a lab-scale airlift reactor with a working volume of 5 L. The experimental apparatus for struvite crystallization is shown in Fig. 1. The hydraulic retention time for the airlift reactor was 3 h, and the hydraulic retention time of the mixing zone was 10 minutes. The struvite cake obtained from the process was dried at room temperature.

Experimental equipment for struvite crystallization
In this study, the effect of ammonia N and phosphate P removal efficiency on the pH change in synthetic wastewater and real wastewater was investigated. The effect of pH changes on struvite production was also evaluated. All experiments were carried out under the same molar ratio (Mg2+:NH4+:PO43− = 1.0:1.0:1.0) at pH from 6.0 to 12.0 in the same reactor. The removal efficiency of nitrogen and phosphorus was calculated as the fraction of the residual concentration in the solution after completion of the struvite reaction to the influent concentration.
The optimal pH for struvite precipitation was investigated using batch experiments. In real and synthetic wastewater, the struvite yield according to pH was carried out under the conditions of the optimum Mg2+ (1.2):NH4+ (1.0):PO43− (1.1) molar ratio.
Economic evaluation conditions and selection of scenarios
In this study, the economic feasibility of supplying various Mg sources and zeolite seeds was evaluated to derive an optimal operation plan for the struvite crystallization process using anaerobic digestion wastewater. The economic evaluation of this study was performed according to five scenarios in terms of phosphorus and nitrogen removal from common conditions as shown in Table 2. Scenarios 1, 2, and 3 in the five scenarios compare the economics of struvite production using MgCl2 and MgO, which are widely used in the laboratory, and the concentrated seawater generated in the seawater desalination process as a potential economic magnesium source. Scenario 4 assumes that an economical Mg source is injected and analyzed the economics of zeolite input. Finally, in scenario 5, the economic efficiency was evaluated by applying the operating conditions showing the best economy among the four scenarios for nitrogen removal target (Garcia-Belinchóna et al. 2013). The amount of chemicals required according to the conditions of each scenario was estimated using the results of limited experiments.
Analytical methods
All samples in this study were filtered using a 0.45-μm syringe filter to remove suspended solids before analysis. Ammonia nitrogen was measured using the HACH DR-5000 (HACH Inc., USA) according to the salicylate method as shown in the HACH DR-5000 manual. The phosphate phosphorus concentration was measured by the ascorbic acid method at 800 nm using a UV-Vis spectrophotometer (Smart Plus SP-1900PC, Woongki Science, Seoul, Korea). The magnesium concentration was measured using the ICP (iCAP 6000 SERIES, ThermoScientific, USA). A pH meter (Orionstar, ThermoScientific, USA) was used after calibration in all experiments. The struvite produced in all experimental conditions was recovered after completion of the experiment. The recovered struvite was dried at 80 °C for 48 h in a drying oven (JSOF-250, JS Research Inc., Korea) and in a desiccator under room temperature for 24 h, and then the total weight of the produced struvite was measured using a balance (HR-200, A&D Co. Ltd., Japan). The results of XRD and XRF analysis of the produced struvite were reported in previous studies (Kim et al. 2016; Min et al. 2019).
Results and discussion
Effect of magnesium, ammonium, and phosphate molar ratios on struvite formation
The other researchers have reported removal efficiencies of nitrogen and phosphorus according to the molar ratios (Ueno and Fujii 2001; Wang et al. 2005; Lee et al. 2009), but did not provide struvite yields according to mole ratios. The phosphate and magnesium react first with calcium, potassium, sodium, carbonate, etc., present in the solution because of the slow forming of struvite, so it can be difficult to calculate the exact amount of production due to too many unknown variables. In addition, the binding of water molecules differs and it can be produced lower than the actual stoichiometry yield.
This study evaluated the yield of real struvite according to the PO43−:Mg2+ molar ratio, which was not previously reported. Also, the optimum PO43−:Mg2+ molar ratio was investigated considering the amount of actual struvite production and the removal efficiency of nutrients. The H3PO4 was used as the source of phosphorus to exclude the effect of potassium. Ammonia nitrogen can be additionally removed by stripping, and phosphorus is likely to react first with other cations present in the solution. However, since phosphorus produces precipitates by reaction with other ions, this study calculated the struvite yield based on phosphorus. The change in struvite yield according to the molar ratios at pH 9.0 is shown in Fig. 2. The ammonia nitrogen removal efficiencies were 97.5%, 98.7%, and 99.9% at the Mg2+:NH4+:PO43− molar ratios of 1.0:1.0:1.0, 1.2:1.0:1.1, and 2.0:1.0:2.0, respectively, while the phosphorus removal efficiencies were 97.7%, 97.9%, and 75.7%, respectively. Kim et al. (2016) reported that the optimum Mg2+:NH4+:PO43− molar ratio was 1.2:1.0:1.1 when the removal efficiency of nitrogen and phosphorus was considered. In this study, the optimum molar ratio of Mg2+:NH4+:PO43− was 1.2:1.0:1.1. As a result, the struvite yield ratio was 99.0% of the stoichiometric yields at the Mg2+:NH4+:PO43− molar ratios of 1.0:1.0:1.0 and 1.2:1.0:1.1, while the molar ratios of 2.0:1.0:2.0 represent only 82.4% of the stoichiometric yield. When the molar concentration of PO43−:Mg2+ was higher than the molarity of NH+, the struvite yield was significantly lower than the stoichiometric yield. When overdosing of magnesium and phosphorus, a variety of magnesium and phosphate complex ion patterns in the reactor solution, including MgOH+, Mg(OH)3−, MgH2PO4+, MgHPO4, H3PO4, H2PO4−, HPO42−, and MgPO4−, can be formed when the pH of the solution is varied (Bouropoulos and Koutsoukos 2000). The reason for this is that Mg hydrates are amorphous and combines faster than struvite (Schulze-Rettmer 1991).

Struvite yield change according to Mg2+:NH4+:PO43− molar ratio at pH 9
In general, the precipitation of struvite is known to be closely related to its saturation concentration. In order to confirm this, the removal efficiency of nitrogen and phosphorus (Fig. 3) and the struvite yield were investigated by changing the molar concentration of ammonia while maintaining the optimum Mg2+:NH4+:PO43− molar ratio of 1.2:1.0:1.1 at pH 9.0 (Fig. 4).

Removal efficiency of nutrient change according to the molar concentration of ammonia

Struvite yield change according to the molar concentration of ammonia
The removal efficiency of ammonia nitrogen and phosphate phosphorus was observed by changing the ammonia nitrogen concentration from 0.02 to 0.25 M. The removal efficiency of ammonia nitrogen was more than 97%, and the removal efficiency of phosphate phosphorus was 98% in all experimental conditions. On the other hand, in the case of the struvite yield, about 95% of the stoichiometric yield was generated at 0.02M and 0.05M, and about 99% at 0.1M and 0.025M, respectively. The cause of the difference in struvite yield seems to be the level of saturation. Many researchers have reported that the induction time decreases with increasing saturation level (Abbona and Boistelle 1985; Ohlinger et al. 1999; Bouropoulos and Koutsoukos 2000; Kofina and Koutsoukos 2005). Therefore, it was judged that a high saturation level at the same reaction time has a high struvite yield rate. In terms of struvite yield, it may be reasonable to increase the molar concentration of ammonia nitrogen. However, as the molar concentration of ammonia nitrogen increases, the economic efficiency that may be lowered by a large amount of NaOH must be added to control the pH, and an additional amount of phosphoric acid and magnesium to control the molar ratio. It is considered that the optimum molar concentration of ammonia nitrogen in terms of the yield should be decided rationally considering economic efficiency.
The struvite yields were measured by varying the PO43−:Mg2+ in real wastewater at pH 9.0 (Fig. 5). Experimental results show that the molar ratio of PO43− (1.0):Mg2+ (1.0) is close to the stoichiometric yield of 99.2%, 107.3% at 1.0:1.1, 111.2% at 1.0:1.3, and 116.5% at 1.0:1.5. The experimental results show that the molar ratio of PO43− (1.0):Mg2+ (1.0) is 99.2%, which is close to the stoichiometric yield. On the other hand, the struvite yields exceeded the stoichiometric yields of 107.3% at the PO43− (1.0):Mg2+ (1.1) molar ratio, 111.2% at the PO43− (1.0):Mg2+ (1.3) molar ratio, and 116.5% at the PO43− (1.0):Mg2+ (1.5) molar ratio. Some researchers have shown that organic acids in the wastewater can reduce the yield of struvite by lowering the pH, volatile fatty acids and other unmeasured organic acids can interfere with the formation of struvite, and TOC can inhibit the growth of struvite (Schulze-Rettmer 1991; Bhuiyan et al. 2008). Also, the calcium ions (Ca2+) in the wastewater produce octacalcium phosphate (Ca8H2(PO4)6·5H2O), dicalcium phosphate (CaHPO4), and hydroxyapatite (Ca5(PO4)3OH) by preferentially reacting with phosphate (PO43−). However, in this study, it was judged that no pH reduction problem occurred by organic acid because the pH was controlled at 9.0. Furthermore, the struvite yield exceeded the stoichiometric yield, implying that coexisting ions such as organic matter or calcium had no effect. Therefore, it is estimated that the struvite yield was increased due to the increase of the molar concentration of magnesium, because magnesium hydroxide such as MgOH+ or Mg(OH)3− was additionally produced as mentioned above. In conclusion, when the removal efficiencies of the nutrient and yield of struvite are simultaneously considered, the optimum PO43−:Mg2+ molar ratio was estimated to be 1.0:1.1.

Struvite yield according to PO43−:Mg2+ ratio for the effluent of livestock wastewater anaerobic digester at pH 9
Effect of pH on ammonia N and phosphate P removal
In general, the pH range for struvite crystallization can be wide, ranging from 7.0 to 11.5. However, according to many other researchers, the optimal pH range for struvite precipitation is known to be from 8.0 to 9.5 (Buchanan et al. 1994; Battistoni et al. 2001; Jaffer et al. 2002). Figure 6 shows the yields of struvite and the removal efficiencies of ammonia nitrogen and phosphate phosphorus in synthetic wastewater according to pH. In the case of synthetic wastewater, the removal efficiency of ammonia N and P was dependent on the reaction pH. The maximum removal efficiencies of ammonia nitrogen and phosphate phosphorus were obtained at pH 9 and pH 11, respectively. However, the struvite yield ratio increased from pH 6.0 to pH 10.0 but decreased after pH 11.0. This is due to the difference in solubility depending on the pH. At pH 9.0 and 10.0, the struvite yield ratios were 97.8% and 99.5%, respectively, showing no significant difference. Considering the yield of struvite, the optimum pH was estimated to be 9.

Struvite yield and nutrient removal efficiency according to pH for synthetic wastewater
In real wastewater, the optimum pH range for removing phosphate P and ammonia N was 8.0–10.0 (Fig. 7). The maximum ammonia nitrogen removal efficiency in real wastewater was very low due to the initial concentration, but the maximum removal efficiency of phosphorus phosphate was over 95% in both wastewater types. Therefore, the optimum pH range for the removal of ammonia nitrogen and phosphate phosphorus from the effluent of the anaerobic digester was estimated to be 8.0–10.0.

Struvite yield and nutrient removal efficiency according to pH for real wastewater
Figure 7 shows the change in struvite yield depending on the pH in the real wastewater. Similar to the previous synthetic wastewater experiments, in the experimental results, the struvite yield increased from pH 6.0 to pH 10.0 but decreased from pH 11.0. At pH 9.0 and 10.0, the struvite yield ratios were 99.1% and 102.2%, respectively, showing no significant difference. These results are consistent with the experimental results of synthetic wastewater. Thus, considering the yield of struvite, the optimum pH was estimated to be 9.0.
Total capital investment cost
Some researchers have proposed the configuration of major facilities at full scale for struvite crystallization as follows: a reactor to induce struvite crystallization reaction, a filter press to separate struvite and water, a drying bed for natural drying, a granulator to increase the particle size of the struvite, and a packing system for selling the product (El Rafie et al. 2013). In this study, we assumed the same process configuration as theirs. The estimated specifications of equipment based on mass production are shown in Fig. 8. The total capital investment costs of the process are shown in Table 3.

Mass balance for struvite production at full scale. a Scenarios 1, 2, and 3; b scenario 4; c scenario 5
In scenarios 1, 2, and 3, it is assumed that MgCl2∙6H2O, concentrated seawater, or MgO is injected at 12 kg/day, 600 L/day, or 3 kg/day, respectively, as Mg sources for phosphorus removal. The struvite of slurry state is transferred to the filter press for dehydration. It is then transferred to a drying bed for natural drying. After natural drying, it is estimated that 262 kg/day of struvite is packed through granulation. To minimize labor costs, it was assumed that a conveyor belt was used for movement in each stage. The targets in scenarios 4 and 5 were intended to remove the phosphorus and nitrogen, respectively, using MgO as the Mg source.
In this study, the zeolite was assumed to inject 2.5% (w/w) of the inflow. As a result of the study, the amount of struvite production in scenario 5 was 5171 kg/day, which was assumed to be the case where all nitrogen was removed. Next, the struvite production in scenario 4 was estimated to be 2300 kg/day, assuming that zeolite was added to remove all phosphorus.
As a result of evaluating the total capital investment, the total direct cost is 240,000€. The proportion of struvite reaction reactors cost to direct costs was 56% of the total. The cost of purchased equipment installation, instrumentation control, electricity, piping, building, and other expenses were estimated at a certain percentage of the total capital investment cost. The total purchased equipment cost was 241,000€, which is equivalent to the direct cost. It is estimated that the cost of purchased equipment installation is the largest cost.
Operating cost
Operating costs for each scenario were calculated using Fig. 8. In scenarios 1, 2, and 3, it is assumed that the filter press, dehydrator, and granulator operate for only 2 h/day, and the packing system operates for 1 h/day on average. In scenario 4, where zeolite is injected, the operating times of the filter press, dehydrator, granulator, and packing system are assumed to be 3 h/day due to the increase in struvite production. In scenario 5, the operating time is assumed to be 6 h. This is because the production of struvite in scenarios 1, 2, and 3 is 262 kg/day, whereas in scenarios 3 and 4 the production of struvite is increased to 2299 kg/day and 5170 kg/day, respectively. The increased production of struvite will not only extend the operating hours of each facility, but will also require additional operational labor. Thus, in scenario 4, one intermediate engineer was added, and in scenario 5, one beginner technician and one intermediate engineer were added.
Among the materials costs, the concentrated seawater was planned to be supplied free of charge. However, if the actual distance to be supplied is very long, it may be necessary to pay for the purchase or transportation costs. Because zeolite has a very large price variance, we applied the least expensive unit price. All chemicals were estimated based on industrial use. Table 4 outlines the annual direct costs in scenarios 1, 2, and 3. The major unit prices in scenarios 4 and 5 were equally applied. The repair cost and the maintenance cost were 3% and 2%, respectively, for the total capital investment.
Economic evaluation
The economic evaluation results of each scenario are presented in Table 5. In the case of scenarios 1, 2, and 3, comparing the Mg source for phosphorus removal, the economic efficiency was improved when using MgO. This is due to the use of NaOH to control pH to be 9. In MgCl2 and concentrated sea water, NaOH is required to be 600 L/day, but when MgO is used, NaOH is required to be 124 L/day, a 1/5 reduction.
Concentrated seawater is supplied free of charge, so if the supply distance increases and it is not supplied free of charge, it is considered that there is a greater loss than when using MgCl2. However, the use of concentrated seawater in a large facility located near the sea will greatly improve the economic efficiency.
In scenarios 1, 2, and 3, when removing all of the phosphorus present in the wastewater, only 95 tons/year of the struvite is estimated to be produced. Also, it is predicted that the produced struvite will have a low value as a fertilizer due to its high impurity content. Based on the sales price of existing compound fertilizer, the suggested selling price is 10€/20 kg. In scenarios 1, 2, and 3, the ratio of struvite sales benefit to operating costs was only 0.11, 0.11, and 0.30, respectively. Therefore, this operation plan is not economically feasible.
Scenario 4 assumes the use of MgO as an Mg source, which is estimated to be economically feasible, and evaluates the economics of zeolite input. The amount of zeolite feed was assumed to be 2.5% of the inflow based on the results of the previous experiment. As a result, fertilizer production was estimated to increase by about 780% from 95 to 840 ton as zeolite was added. This is because zeolite supply accounts for about 89% of total struvite production. Due to the zeolite supply, material costs have increased significantly, and labor and electricity costs have increased slightly due to increased production of struvite. The struvite in scenario 4 was judged to be suitable for sale as a soil conditioner because zeolite was contained in large quantity, unlike in the previous scenarios. When sold as a soil conditioner, the annual sales revenue is estimated to be 1.03 (103%) of the operating cost, so that the economy can be secured.
In scenario 5, where nitrogen removal is targeted, it is assumed that additional H3PO4 is added to supply insufficient phosphorus. The addition of H3PO4 and the increase amount of NaOH addition for pH adjustment resulted in a 455% increase in material cost and a slight increase in labor cost and electricity cost, compared with scenario 4. Struvite production increased by 225%, but as the material cost increased, it was estimated that the benefit of sales was 0.60 of the operation cost, which is lower than that in scenario 4. Also, in scenario 5, it was judged that the operation plan was inappropriate due to a large amount of chemical input. However, if an inexpensive phosphorus source capable of minimizing pH adjustment is found, it will be sufficiently economically feasible.
Conclusion
In this study, a wide range of molar ratios and pH values were tested to determine optimum struvite recovery in terms of efficiency.
As a result of the experiment on the struvite yield and the removal efficiency of nutrient change according to the molar ratios at pH 9.0, when the removal efficiencies of the nutrient and yield of struvite are simultaneously considered, the optimum PO43−:Mg2+ molar ratio was estimated to be 1.0:1.1. The struvite yield according to pH using synthetic wastewater was carried out under the conditions of an optimum Mg2+:NH4+:PO43− molar ratio of 1.2: 1.0: 1.1. As a result, the struvite yield increased from pH 6.0 to pH 10.0 but decreased after pH 11.0. At pH 10.0, the maximum struvite yield ratio was 99.5%. Thus, considering the yield of struvite, the optimum pH was estimated to be 9.0.
The economic aspects of various scenarios were evaluated to ensure the stability of the struvite process. In the case of the Mg source for phosphorus removal, the economic efficiency was improved when using MgO (scenario 3). The addition of zeolite greatly increased the production of struvite, thereby improving the economic efficiency. As a result, the benefit of struvite sales in scenario 4 was estimated at 103% of the operating cost. In the case of removing all the nitrogen, it is considered that a phosphorus source which is sufficiently inexpensive to minimize the pH increase should be found.
Data availability
The data that support the findings of this study are available from the corresponding author, KY Park, upon reasonable request.
References
Abbona F, Boistelle R (1985) Nucleation of struvite MgNH4PO4·6H2O single crystals and aggregates. Cryst Res Technol 20(2):133–140
Aleta P, Parikh S-J, Silchuk A-P, Kate M, Scow K-M, Park M, Kim S (2018) The effect of organic matter on the removal of phosphorus through precipitation as struvite and calcium phosphate in synthetic dairy wastewater. Membr Water Treat 9(3):163–172
Battistoni P, Boccadoro R, Fatone F, Pavan P (2005) Auto-nucleation and crystal growth of struvite in a demonstrative fluidized bed reactor (FBR). Environ Technol 26(9):975–982
Battistoni P, Deangalis A, Pavan P, Prisciandaro M, Cecchi F (2001) Phosphorus removal from a real anaerobic supernatant by struvite crystallization. Water Res 35(9):2167–2178
Bhuiyan M-I-H, Mavinic D-S, Koch F-A (2008) Phosphorus recovery from wastewater through struvite formation in fluidized bed reactors: a sustainable approach. Water Sci Technol 57(2):175–181
Bouropoulos N-C, Koutsoukos P-G (2000) Spontaneous precipitation of struvite from aqueous solutions. J Cryst Growth 213(3):381–388
Buchanan J-R, Mote C-R, Robinson R-B (1994) Thermodynamics of struvite formation. Trans ASAE 37(2):617–621
Choi W, Yu J, Kim J, Jeong S, Direstiyani L-C, Lee T (2020) The effectiveness of step feeding strategies in sequencing batch reactor for a single-stage deammonification of high strength ammonia wastewater. Membr Water Treat 11(1):79–85
Doyle J-D, Parsons S-A (2002) Struvite formation, control and recovery. Water Res 36(16):3925–3940
Driver J, Lijmbach D, Steèn I (1999) Why recover phosphorus for recycling and how? Environ Technol 20(7):651–662
El Rafie S, Hawash S, Shalaby M-S (2013) Evaluation of struvite precipitated from chemical fertilizer industrial effluents. Adv Appl Sci Res 4(1):113–123
Garcia-Belinchóna C, Rieckb T, Bouchya L, Galía A, Rougéc P, Fàbregas C (2013) Struvite recovery: pilot-scale results and economic assessment of different scenarios. Water Pract Technol 8(1):119–130
Gaterell M-R, Gay R, Wilson R, Gochin R-J, Lester J-N (2000) An economic and environmental evaluation of the opportunities for substituting phosphorus recovered from wastewater treatment works in existing UK fertiliser markets. Environ Technol 21(9):1067–1084
Huang H, Xiao X, Yang L, Yan B (2010) Recovery of nitrogen from saponification wastewater by struvite precipitation. Water Sci Technol 61(11):2741–2748
Jaffer Y, Clark T-A, Pearce P, Parsons S-A (2002) Potential phosphorus recovery by struvite formation. Water Res 36(7):1834–1842
Kataki S, West H, Clarke M, Baruah D-C (2016) Phosphorus recovery as struvite: Recent concerns for use of seed, alternative Mg source, nitrogen conservation and fertilizer potential. Resour Conserv Recycl 107:142–156
Kim D, Min K-J, Yu M-S, Lee K, Kweon J, Park K-Y (2016) Use of concentrate water from seawater desalination plant as magnesium sources for struvite formation by using anaerobically digested effluent of swine wastewater. Desalination Water Treat 57(55):26751–26757
Kofina A-N, Koutsoukos P (2005) Spontaneous precipitation of struvite from synthetic wastewater. Cryst Growth Des 5(2):489–496
Kumar R, Pal P (2012) Response surface-optimized Fenton’s pre-treatment for chemical precipitation of struvite and recycling of water through downstream nanofiltration. Chem Eng J 210:33–44
Kumar R, Pal P (2013) Turning hazardous waste into value-added products: production and characterization of struvite from ammoniacal waste with new approaches. J Clean Prod 43:59–70
Kumar R, Pal P (2015) Assessing the feasibility of N and P recovery by struvite precipitation from nutrient-rich wastewater: a review. Environ Sci Pollut Res 22(22):17453–17464
Lee J-E, Rahman M-M, Ra C-S (2009) Dose effects of Mg and PO4 sources on the composting of swine manure. J Hazard Mater 169(1):801–807
Min K-J, Kim D, Lee J, Lee K, Park K-Y (2019) Characteristics of vegetable crop cultivation and nutrient releasing with struvite as a slow-release fertilizer. Environ Sci Pollut Res 26(33):34332–34344
Neethling J-B, Benisch M (2004) Struvite control through process and facility design as well as operation strategy. Water Sci Technol 49(2):191–199
Ohlinger K-N, Young T-M, Schroeder E-D (1999) Kinetics effects on preferential struvite accumulation in wastewater. J Environ Eng 125(8):730–737
Pal P, Abrar I, Kumar R (2015) Managing hazardous municipal wastewater: a membrane-integrated hybrid approach for fast and effective treatment in low temperature environment. J Membr Sep Technol 4(2):53–65
Quintana M, Colmenarejo M-F, Barrera J, Garcia G, Garcia E, Bustos A (2004) Use of a byproduct of magnesium oxide production to precipitate phosphorusand nitrogen as struvite from wastewater treatment liquors. J Agric Food Chem 52(2):294–299
Schulze-Rettmer T (1991) The simultaneous chemical precipitation of ammonium and phosphate in the form of magnesium-ammonium-phosphate. Water Sci Technol 23(4-6):659–667
Shin H-S, Lee M-S (1997) Removal of nutrients in wastewater by using magnesium salts. Environ Technol 19(3):283–290
Ueno Y, Fujii M (2001) Three years experience of operating and selling recovered struvite from Full-Scale Plant. Environ Technol 22(11):1373–1381
Von Münch E, Barr K (2001) Controlled struvite crystallisation for removing phosphorus from anaerobic digester sidestreams. Water Res 35(1):151–159
Wang X, Qiu Z, Lu S, Ying W (2005) Characteristics of organic, nitrogen and phosphorus species released from ultrasonic treatment of waste activated sludge. J Hazard Mater 176(1):35–40
Xu H, He P, Gu W, Wang G, Shao L (2012) Recovery of phosphorus as struvite from sewage sludge ash. J Environ Sci 24:1533–1538
Yu R, Geng J, Ren H, Wang Y, Xu K (2013) Struvite pyrolysate recycling combined with dry pyrolysis for ammonium removal from wastewater. Bioresour Technol 132:154–159
Zhang T, Ding D, Ren H, Xiong X (2009) Ammonium nitrogen removal from coking wastewater by chemical precipitation recycle technology. Water Res 43(20):5209–5215
Funding
This work was supported by the Korea Ministry of the Environment (MOE) as “The advancement of scientific research and technological development in environmental science program” (Project No. 2014-00015-0005) and by the National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIT) (No. 2018R1A2B6005040).
Author information
Authors and Affiliations
Contributions
Kyung Jin Min: Data curation, Writing—Original draft preparation
Ki Young Park: Writing—Reviewing and Editing, Supervision
Corresponding author
Ethics declarations
Ethics approval and consent to participate
This article does not contain any studies with human participants or animals performed by any of the authors.
Consent to Participate
Not applicable
Consent for publication
Not applicable
Competing interests
The authors declare that they have no conflict of interest.
Additional information
Responsible Editor: Philippe Garrigues
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Min, K.J., Park, K.Y. Economic feasibility of phosphorus recovery through struvite from liquid anaerobic digestate of animal waste. Environ Sci Pollut Res 28, 40703–40714 (2021). https://doi.org/10.1007/s11356-021-12664-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-021-12664-9