
Abstract
Membrane technologies are used intensively for desalination and wastewater treatment. Water filtration using ceramic membranes exhibited high performance compared with polymeric membranes due to various properties such as high resistance to fouling, permeability, rejection rate, and chemical stability. Recently, the performance of nanocomposite ceramic membranes was improved due to the development in nanotechnology. This article focusses on the development of porous ceramic membranes and nanomaterial functionalized ceramic membranes for water filtration applications. At the beginning, various fabrication methods of ceramic membranes were described, and the effect of surface modification techniques on the membrane intrinsic properties was reviewed. Then, the performance of nanoparticles functionalized ceramic membranes was evaluated in terms of physicochemical properties, rejection rate, and water permeability. This work can help new entrants and established researchers to become familiar with the current challenges and developments of nanoparticle-incorporated ceramic membranes for water filtration applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Membrane technology is one of the most effective technologies available for desalination and wastewater treatment. Water filtration using membrane technology is characterized by several features such as small footprint, low sludge production, ease of operation, low operating temperature, and high removal efficiency (Dlamini et al. 2019; Hafiz et al. 2019; Yang et al. 2019).
According to the membrane material, membranes can be classified into polymeric and ceramic membranes. Polymeric membranes have been extensively used for desalination and wastewater treatment (Goh and Ismail 2018). However, the utilization of ceramic membranes is relatively new. Ceramic membranes were utilized in membrane bioreactors (MBRs) (Skouteris et al. 2012), microfiltration, ultrafiltration, nanofiltration, and reverse osmosis (Sheikh et al. 2020). Ceramic membranes have several advantages compared with polymeric membranes including lower fouling propensity, longer lifetime, lower operational cost, stronger mechanical strength, and higher chemical and thermal stabilities (Sheikh et al. 2019). The promising features of ceramic membranes have attracted researchers towards the utilization of ceramic membranes in desalination and wastewater treatment. Currently, there are several studies performed in order to improve the ceramic membranes performance. In addition, many researchers are studying new ways to fabricate ceramic membranes using low-cost membrane materials (Hubadillah et al. 2018a).
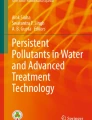
The structure of ceramic membrane consists of an active layer, a support layer, and an optional intermediate layer. The support layer provides mechanical strength to the membrane, it is fabricated using metals oxides powders such as alumina and silica in which binders, and peptizing agents are mixed to fabricate the support layer (Cortalezzi et al. 2002; DeFriend et al. 2003). A thin and porous intermediate layer can be used between the active layer and the ceramic support layer to increase the permeability of the membrane and to produce a smooth membrane surface (Dong et al. 2020). In addition, the intermediate layer can reduce the pore size of the membrane since most of the low-cost ceramic membranes have a relatively large pore size in the micron range. The intermediate layer can also add different functionalities to the membrane such as hydrophobicity to enhance the membrane performance (Li et al. 2018; Maaskant et al. 2018). The active layer plays a key role in the efficiency of the treatment process because it determines the membrane porosity and contributes to the membrane’s mechanical and thermal properties (Gong et al. 2020; Nthunya et al. 2019). Therefore, several attempts have been made to enhance the active layer physicochemical properties by using organic sorbents (Dzyazko et al. 2014), nanoparticles (Park et al. 2012), additives (Wang et al. 2018b), and mixed matrix films (Chong and Wang 2019). A schematic diagram for a nanocomposite ceramic membrane structure is shown in Fig. 1.

A schematic diagram for a nanocomposite ceramic membrane structure (Pendergast and Hoek 2011)
There are two main configurations of ceramic membranes, multi-channel flat-sheet membranes, and tubular membranes (Oun et al. 2017; Zhao et al. 2020b). Generally, tubular membranes are preferred over flat-sheet membranes due to their higher surface-to-volume ratio (Kayvani fard et al. 2018). In a multi-channel flat-sheet membrane, the membrane is packed in a plate-and-frame module in which the flat-sheet membrane is sandwiched between the frames (Berk 2018; Martín 2016). In the tubular membrane configuration, the membrane is interposed on the inner wall of rigid porous tubes. The tubes are connected to the plate edges and placed parallel to each other (Berk 2018). The packing density is defined as the membrane area per module. The packing density of the frame configuration is lower than the tubular configuration, which limits its application in the industry (Yasukawa et al. 2018).
Several studies proved that the incorporation of nanoparticles (NPs) to polymeric membranes can enhance the chemical, thermal, and mechanical stabilities of the membranes (Ahn et al. 2008; Dlamini et al. 2019; Li et al. 2010; Maximous et al. 2009; Yu et al. 2009). Also, it can enhance the membrane porosity and reduce the membrane fouling (Dlamini et al. 2019). Therefore, many researchers are currently studying the modification of ceramic membranes with NPs to enhance the ceramic membranes performance. The past 5 years have witnessed an increasing number of published articles related to nanoparticles incorporated ceramic membranes for wastewater treatment and desalination. The fabrication and performance of polymeric membranes for wastewater treatment and desalination have been extensively reviewed (Bassyouni et al. 2019; Karami et al. 2020; Kargari and Rezaeinia 2020; Mansoori et al. 2020; Safarpour et al. 2020; Sheikh et al. 2019; Xu et al. 2019). In addition, the fabrication methods of ceramic components and the application of ceramic membranes have been emphasized (Ayode Otitoju et al. 2020; Issaoui and Limousy 2019). An overview on the most common composite-ceramic membranes in term of improvements and added functionalities for wastewater treatment has been addressed (He et al. 2019). Nanocomposite ceramic membranes fouling issues and performance have been also reviewed (Li et al. 2020a). Therefore, this study aims to review the fabrication and surface modification methods of ceramic membranes with a key focus on nanomaterial functionalized ceramic membranes. The performance of nanomaterial functionalized ceramic membranes was evaluated in terms of mechanical and chemical properties, water flux, and rejection rate. The nanoparticles considered in this study were limited to titania, silver, iron oxide, and zirconium. Finally, general remarks and future perspective for the status of ceramic membranes have been presented.
Fabrication methods
There are several fabrication methods used to produce ceramic membranes. Each method differs depending on the application and the membrane structure. Generally, there are four main stages associated with the membrane fabrication process: formation of particle suspension, formation of membrane structure, membrane sintering, and finishing (Li 2007). In this section, the most commonly used ceramic membrane fabrication methods are described in detail.
Slip casting method
Slip casting is a simple and economical ceramic membrane fabrication method. It is one of the most commonly used fabrication methods at an industrial level, because of the high controllability over the ceramic phase degree of dispersion and the microstructure of the porous material (Studart et al. 2006b). Also, complex shapes of membranes can be produced using this method. Generally, this method involves slurry preparation in which the ceramic powder is mixed with organic binders, chemical deflocculants, and demineralized water. The addition of chemical deflocculants is necessary to maintain the slurry colloidal stability (Wiecinski and Wieclaw-Midor 2020). Then, the slurry is poured into a porous mold where the capillary suction pressure causes the solvent to diffuse through the pores and form a layer on the internal mold surface and later the internal layer consolidates. Choi et al. (2012) prepared tubular oxygen separation membranes using the slip casting method. The ceramic powder (Perovskite BSCF5582) was prepared by mixing SrCO3, BaCO3, F2CO3, and CO3O4 powders and ground in a ball mill with stabilized zirconia balls. The powder was then exposed to air for 10 h at 950 °C and sieved using a 45-μm sieve. The produced powder was immersed in ethanol and a dispersant mixture that contains Cerasperse 5468 and ammonium salt of polycarboxylic acid. A zirconia ball grinder was used again for 24 h. Deforming agent (SN-deformer 485, polyether), plasticizer (polyvinyl alcohol), and binder (PEG 400, polyethylene glycol) were added. At this stage, the slurry was ready to fabricate the tube using the slip casting method. The slurry was poured into a microporous mold in which the suspension of the solvent is attracted to the pores in the model due to the capillary suction pressure. Consequently, the slip particles consolidated on the surface of the mold in which it can end up by forming particles or a gel layer (Li 2007). The capillary suction pressure is inversely proportional to the pore radius of the mold (Choi et al. 2010). The consolidation process prevents the particles permeation into the mold (Studart et al. 2006a). The consolidation rate is affected by the percentage of solids in the slurry and the casting time. The ceramic tube surface was polished using a 600-grit SiC paper and pasted into an alumina tube with a ceramic sealant at 960 °C. The steps of the slip casting process are summarized in Fig. 2.

A schematic sketch summarizing the principle of slip casting method (Choi et al. 2012)
A similar procedure was followed by Zhang et al. (2015), where the slip casting method was used to fabricate a dense tubular membrane. The study reveals that slip casting is a simple and a cost effective method that can produce a highly stable membrane. However, it was found that increasing the sintering temperature reduces the membrane relative density and grain size, which results in a lower membrane strength. Moreover, Manni et al. (2020) reported that increasing the sintering temperature decreases the porosity of the membrane due to the partial densification of the ceramic material. This indicates that sintering temperature should be controlled to obtain the desired membrane strength and porosity. Issaoui and Limousy (2019) and Mohammadi and Pak (2003) stated that several low-cost materials such as kaolin and fly ash can be used in the slip casting method to decrease the membrane fabrication cost. The slurry stability, density, and viscosity depend on the particle size, the morphology, solid load, suspension pH, casting time, and thickness (Kim et al. 2015; Kong et al. 2015; Tsetsekou et al. 2001). The main issue encountered in the slip casting method is the weak ceramic membrane strength due to the high porosity and the low toughness of the molds. Also, the sintering temperature should be controlled to control the membrane strength and porosity.
Tape casting
The tape casting method is mostly used to produce thin and smooth ceramic sheets, and it can used to produce highly dielectric and insulated ceramic plates (Howatt Glenn 1952). The method involves the dispersion of the slurry using an adjustable knife that screed the slurry to a desired thickness. Then, the membrane is dried through solvent evaporation from the membrane surface followed by membrane firing, which includes vaporization, decomposition, and oxidation processes. Finally, membrane sintering process is carried out (Schulze and Schiller 1998).
Das and Maiti (1998) fabricated disc-type ceramic aluminum oxide membrane using the tape casting method with a membrane thickness of 200–300 μm. The membrane was prepared by adding alumina powders to MEK ± EtOH (methyl ethyl ketone ± ethyl alcohol), a zeotropic mixture to form a suspension and dispersed into Emphos 2A (phosphate ester). The produced suspension was milled for 4 h. Then, a binder (polyvinyl butyral (PVB)) and plasticizers (benzyl butyl phthalate (BBP) and polyethylene glycol (PEG)) were added to the suspension to be milled for 20 h. The slurry was placed into a reservoir which allows the slurry to pass on the mesh screen surface through the gap between the mesh screen surface and the adjustable knife blade as shown in Fig. 3. The obtained ceramic tape was dried by evaporation. Finally, the membrane was heated up to soaking temperature. The slurry usually contains various types of plasticizers, additives, and binders that are used to produce the dried tape. It was found that a higher binder content causes the agglomeration of particles, which could decrease the pore size of the resulted membrane.

A schematic sketch summarizing the principle of tape casting (Amin et al. 2016)
A similar procedure was reported by Das and Maiti (2009), to produce a microfiltration ceramic membrane, followed by using sol-gel to form an ultrafiltration top membrane using the microfiltration layer as a support. The microfiltration layer showed a pore size ranged between 25 and 30 mm. After the deposition of the ultrafiltration layer, the pore size was approximately reduced to range between 30 and 40 nm. However, the membrane stability and strength were not reported. It should be mentioned here that the tape-casting method can be combined with phase inversion (Fang et al. 2013) and freeze casting (Deville 2008) to manipulate the pore morphology.
The main disadvantage of the tape casting method is the irregular produced shape of the membrane due to the plaster mold corrosion, especially when using low-cost materials such as kaolin in the slurry mixture (Hao et al. 2021; Lu et al. 2012). Also, crack formation occurs during the organic de-binding and sintering process and the long processing time for the slurry that contains tiny powders. Specific organic compounds should be used as binders, dispersants, and plasticizers in some slurry types such as organic solvents that consist of xylene, benzene, etc., which are toxic, harmful, and expensive (Feng et al. 2020; Nishihora et al. 2018).
Pressing method
The pressing method is considered as the simplest method for the fabrication of ceramic membranes, because the slurry is not required to be discharged to the system (Hubadillah et al. 2018b). This method is based on mixing a dry powder with a pore-forming agent and then pressed uniaxially using a hydraulic pressing machine (Pia et al. 2015). Binders can be added to support the membrane mechanical strength (Manni et al. 2020). Finally, the membrane goes through a heat treatment to obtain a membrane without cracks and deformations followed by sintering process. Del Colle et al. (2011) studied the fabrication of tubular UF and MF ceramic membranes using the pressing method. The ceramic slurry was prepared using structural compounds such as calcined alumina and tetragonal zirconia with an average diameter size of 0.5 and 0.3 μm, respectively. The commercial alumina used in the fabrication process consisted of Al2O3 (99.8%) with small fractions of SiO2, Fe2O3, Na2O, B2O3, MgO, and CaO. Sucrose with a purity level of 0.08% was used as a porogenic agent. Moreover, polyvinyl butyral resin (PVB) and isopropyl alcohol were used as binders. For the preparation of porous zirconia and alumina membranes, the isostatic mold was filled with ceramic powder and pressed under a pressure of 100 MPa. The fabrication of the supported membranes (zirconia top layer on zirconia or alumina support) was carried out by dipping the nucleus in the slurry. Then, the membrane was dried in the air by solvent evaporation. This process was repeated twice until obtaining a zirconia thin film on the nucleus. The nucleus is placed in the mold filled with alumina powder and isostatically pressed at 100 MPa. The top layer and membrane support layer were conformed together by co-pressing. An illustration of the pressing step is shown in Fig. 4. Finally, the resulted membrane was placed in a refractory container for thermal treatment at 100 to 160 °C. The membrane produced using this method has a uniform porosity and a homogenous physical characteristics (Li et al. 2016; Mosquim et al. 2020). The top layer of the membrane attained a pore size of 0.01–0.03 μm, whereas the support layer had a pore size of 1.8 μm.

A schematic sketch summarizing the pressing process of the ceramic powder (Masturi et al. 2019)
In another study, Ivanets et al. (2016) fabricated a ceramic membrane using the pressing method. Prior to fabrication, sintering of the ceramic material was performed to increase the membrane strength. The results showed that increasing the sintering temperature above 850 °C decreased the membrane strength. The resulted membrane attained a strength of 30 MPa, a pore size of 50–100 μm, and a porosity of 26–28%. In several previous studies, the pressing method has been used as a fabrication process of ceramic membranes with low-cost materials, high porosity, and uniformly distributed pores (Chakraborty et al. 2018; Mestre et al. 2019; Saja et al. 2020; Zou et al. 2019a).
Extrusion
Extrusion is a traditional method used to fabricate porous ceramic membranes with a tubular configuration. Unlike the methods mentioned earlier, a die exhaust is used instead of the mold. The extrusion process involves five steps: blending, pugging, extrusion, cutting and drying, and sintering (Bengisu 2001). In the blending step, the slurry is prepared by mixing the ceramic powder with surfactants, deflocculants, plasticizers, and additives. The produced mixture passes through the pugging step in which the paste is kept at room temperature for hours under high humidity. Then, the paste is injected to a chamber to be extruded. Inside the chamber, there is a die opening with a piston that exerts some force on the paste. The shape, the pore size distribution, and the porosity of the final product are determined by the exerted force. The membrane is cut to the desired length by a sharp blade and dried for several hours. Finally, sintering process is carried out to avoid cracks and bends (Talidi et al. 2011).
Vinoth Kumar et al. (2015) fabricated a tubular ceramic membrane from a clay mixture using the extrusion method for microfiltration of oily wastewater. The study involved a sintering temperature of 950 °C to avoid cracks, deformation, and bends in the membrane. The membrane attained an average pore size of 0.309 μm, mechanical strength of 12 MPa, and a good corrosion resistance in alkaline and acidic environments. Some studies recommend the use of a sintering temperature of 1250 °C to obtain a uniform pore size distribution for membranes made out of clay (Bouzerara et al. 2006; Saffaj et al. 2006).
The geometrical shaping of the production depends on the rheological properties of the slurry. For example, the low viscous slurry is pressed to produce tube geometries. The geometry of the final shaped material depends on the die dimensions and the length of the sample cut (Callister Jr and Rethwisch 2000). Furthermore, this method involves the production of relatively thick walls that decreases the oxygen flux (Athayde et al. 2016). Generally, it is recommended to conduct the extrusion process at high temperatures and relatively low speed to prevent the fracture formation. The extrusion method can also be used to synthesis ceramic membranes from low-cost materials such as apatite powder and kaolin (Abd Aziz et al. 2019; Bouzerara et al. 2006; Mouiya et al. 2019; Saffaj et al. 2006; Vinoth Kumar et al. 2015).
Freeze-casting
The freeze casting method was developed mainly for the fabrication of hierarch ceramic membranes. The method includes physical interaction rather than chemical reactions. It involves the preparation of stable colloidal suspension, pouring the suspension into a mold, freezing the molded suspension, sublimation of the frozen suspension at a low pressure and temperature, and finally sintering the membrane (Athayde et al. 2016). Generally, the colloidal suspension can be a mixture of the ceramic powder, surfactants, and binders. The suspension is frozen for several hours for the solidification process to take place; the slurry particles are trapped between the growing crystals. Pores are formed by sublimation of the slurry solvent. Water is a suitable environmentally friendly solvent to be used in this method. The pore configuration and frequency depend mainly on the solvent crystal growth and the cooling rate (Deville 2008), which are the disadvantages of this method.
Liu et al. (2018) fabricated alumina ultrafiltration membrane using the freeze casting method for the separation of Direct Red 80 dye. This study involved applying airflow treatment followed by heat treatment for the membrane surface during the fabrication process. The results suggest that applying airflow treatment eliminated the formation of cracks and resulted in a smoother surface compared with the fabrication process that did not include an airflow treatment. The membrane that involved airflow treatment attained a pore size of 33 nm, permeability of 457 L m−2 h-1 bar-1, bending strength of 36.5 MPa, and a rejection rate of 99.6% for Direct Red 80.
Generally, the produced membrane using this method may have low mechanical properties; therefore, a heat treatment is required to enhance the membrane mechanical properties (Moritz and Richter 2007). However, Liu et al. (2013) reported that the pore size, porosity, and mechanical strength can be adjusted by controlling the freezing temperature, solid loading in the suspension, and the powder particle size. Freeze-casting method is distinguished by several features including its simplicity and environmentally friendly nature. The membrane characteristic can be easily controlled by altering the suspension characteristic to obtain the desired membrane pore size and porosity (Gaudillere and Serra 2016; Huh and Kwark 2020). Finally, unlike the extrusion method, the resistance for gas diffusion through the support layer is negligible, which reduces the pressure drop that might occur through the porous support.
Direct foaming
Direct foaming is a low-cost process that can produce ceramic membrane with high porosity and controllable microstructure (Zhang et al. 2014). In this process, the ceramic suspension is foamed by gas incorporation (Barg et al. 2008). Then, the wet foam passes through stabilization, drying, and sintering stages. The stabilization stage is mandatory as the produced wet foam is not thermodynamically stable in which the foam can be degraded as a result of gas bubble coarsening and liquid drainage. Consequently, a stabilization step is needed to avoid the wet foam degradation and to control the microstructure of the ceramic membrane (Barg et al. 2008). Du et al. (2020) fabricated a highly porous silica ceramic membrane by the direct foaming method with an adjustable porosity of 84.1–91.45%. Silica powder with an average particle size of 2 μm and α-Si3N4 with an average particle diameter of 0.42 μm were used as sintering additives. Isobutylene and maleic anhydride solutions were used as gelling agent and a dispersant, respectively. Cationic surfactant cetyltrimethylammonium bromide and the anionic surfactant sodium N-lauroyl sarcosinate as silica powder surface modifiers and foaming agents. First, the slurries were prepared by mixing silica powders with deionized water, silicon nitride, and IBMA then milled for 3 h at 300 rpm. The same amounts of surfactants (0.3 wt%) were added to the slurries and milled for 1 h to complete the foaming process. Then, the resulted wet foams were placed in plastic molds in an ambient environment for 2 days to be dried. After drying, a sintering process took place at 1250 °C in the air. Figure 5 demonstrates the direct foaming main steps and the shape of the ceramic foams in each stage.

A schematic sketch summarizing the main steps of direct method (Bhaskar et al. 2016)
This method is attractive due to its operation simplicity, offering a range of pore sizes from micrometers to millimeters and the attainable microstructure of open cell ceramic foams (Kroll et al. 2014). However, the method is considered expensive and the used binders are not easy to remove. The use of low-cost forming agents can potentially reduce the process cost, but the foam mechanical strength might be affected significantly. Yet, the mechanical strength can be adjusted by controlling the calcination temperature and the foaming volume (Qiao and Wen 2020). Table 1 summarizes the main advantages and disadvantages of each fabrication method used to produce ceramic membranes.
Modification
Ceramic membranes are hydrophilic in nature due to the existence of hydroxyl groups (–OH) on its surface (Krajewski et al. 2006). Most of the commercial ceramic membranes are fabricated using metal oxides such as alumina, zirconia, titania, or natural clay powder (Bouzerara et al. 2006; Larbot et al. 2004; Rigney et al. 1990). The efficiency of membrane based wastewater treatment technologies depends on many factors including hydrophilicity, pore size, and roughness of the membrane, and it also depends on the contaminant size itself. The membrane pore size should be selected depending on the targeted contaminant diameter. Based on the sieving principle of the membrane pore, the contaminant can be trapped, if its diameter is larger than the membrane size (Deng et al. 2021). Furthermore, membrane roughness determines the separation efficiency as it affects the membrane antifouling characteristics (Mao et al. 2020; Woo et al. 2017). Generally, in wastewater treatment using membrane technology, hydrophilic membranes are required to allow the transport of water molecules, while retaining the contaminant in the waste stream. However, in oil-water separation, the membrane can be either hydrophobic-oleophilic or hydrophilic-oleophilic. Hydrophobic-oleophilic membrane restricts the water permeation and allows the oil permeation, while hydrophilic-oleophilic allows water permeation and restricts the oil permeation (Baig et al. 2020). In addition, in membrane distillation, hydrophobic membrane is preferred over hydrophilic membranes to allow the passage of water vapor molecules for better performance (Wae AbdulKadir et al. 2020). Therefore, alternating the membrane hydrophilicity depends on the application, but most of wastewater treatment application targets the use of hydrophilic membranes. Generally, the hydrophilic nature of membranes prevents the passage of the aqueous solution through the membrane pores, unlike other particles that gradually accumulate on the membrane surface (Hafiz et al. 2020; Lawson and Lloyd 1997). The accumulation of particles on the membrane surface is defined as membrane fouling, which is the main challenge in any membrane process and it must be minimized (Tang et al. 2019; Thabit et al. 2019). Membrane fouling depends on the membrane hydrophilicity that is affected by the surface charge and roughness of the membrane (Ayyavoo et al. 2016). In this context, several attempts have been made to alter the membrane hydrophilicity, oleophicity, pore size, and surface roughness according to the application through surface modification. The surface modification could be achieved by several modification techniques which involves the use of either chemicals or the addition of new material (e.g., nanoparticles) to the ceramic support layer (Hubadillah et al. 2018b). In this section, physical and chemical modification methods applicable to ceramic membrane have been reviewed. Modification processes have been included along with their effect on the membrane properties and performance. Figure 6 illustrates the different types of chemical and physical modifications methods.

Chemical and physical modification methods applied for ceramic membranes
Physical modification
Surface coating
Surface coating has been widely used in the modification of ceramic membrane to minimize fouling while retaining the rejection rate and permeate flux. Surface coating may enhance the performance of a ceramic membrane by adding various functionalities such as resistance to biofouling and enhancement of membrane hydrophobicity (Li et al. 2009). There are several widely available coating materials including polymers (Changmai and Purkait 2018), nanoparticles (Gao and Xu 2019), surfactants (Xomeritakis et al. 2003), and polyelectrolytes (Dotzauer et al. 2009). The interaction bonds between the added thin layer and the ceramic membrane are Van der Waals, electrostatic, and hydrogen bonds. These bonds are weak; therefore, the produced membrane might be unstable in long-term operations. In addition, the coated layer may get corroded during the physical or chemical membrane cleaning processes (Thombre et al. 2020). Chemical cleaning is the most commonly used method for membrane cleaning which involves the use of chemical reagents such as surfactants that might damage the membrane material and cause the separation of the coating layer from the membrane surface (Garmsiri et al. 2017; Zhao and Yu 2015; Zhou et al. 2017). Physical cleaning such as backwashing has a long processing time, and it interrupts the continuous filtration process (Muthukumaran et al. 2004).
There are several coating methods including dip-coating, spin-coating, spray-coating, and filtration coating. In the dip-coating method, the ceramic support layer is immersed in a coating solution; then, evaporation of the residual solvent occurs. The viscosity of the particle suspension, coating time, and coating speed are crucial factors in the dip-coating method (Cui 2015). Changmai and Purkait (2018) fabricated a poly(2-ethyl-2-oxazoline)-coated ceramic membrane using the dip-coating method. The process involved the immersion of a ceramic porous membrane in poly(2-ethyl-2-oxazoline) solution for various times from 20 to 60 s. Then, the coated membrane was kept on a flat glass surface for 24 h at 24 °C. During the drying process, acetone evaporated from the membrane top layer, this contributed to the membrane morphology and formation of pores. The field-emission scanning electron microscope (FESEM) images reveal that increasing the polymer concentration reduces the composite membrane pore size, which could be attributed to the change in viscosity. The increase in polymer concentration increased the viscosity of the polymer solution, which caused a low droplet growth rate of the membrane pores. The increase in dipping time caused a significant reduction in pore size from 6.61 to 0.24 μm due to the deposition of poly(2-ethyl-2-oxazoline) on the ceramic support surface. The water contact angle of the coated ceramic membrane varied from 37.4 to 76.98°. Zhang et al. (2016) used the dip-coating method in coating ceramic hollow fiber membranes with TiO2 nanofibers. The thickness of the TiO2 nanofiber layer was determined by the coating time. The thickness increased from 2.14 to 7.14 μm as the coating time increased from 15 to 45 s. The porosity of the coated membrane ranged from 75 to 85%, whereas the uncoated ceramic membrane attained a porosity lower than 36%. In addition, the coated membrane surface became smooth and stable and cracks were not observed.
The spin-coating method is another coating method used for ceramic membranes coating. This process involves the deposition of few drops of the coating solution on the sample surface followed by rotating the support layer at a constant rotational speed; this causes the liquid to spread in the outward direction. Finally, the volatile liquid evaporates from the membrane surface, which causes the film thickness to decrease (Lue et al. 2015). Bouazizi et al. (2017b) used the spin-coating method for coating a ceramic membrane with titania nanoparticles (TiO2/UF). The ceramic membrane was successfully coated as confirmed by the XRD pattern and the SEM images. The SEM images revel that TiO2 was uniformly distributed on the ceramic membrane surface. In addition, the coated membrane surface was rough compared with the ceramic support layer. The pore size of the coated membrane ranged between 50 and 100 nm. The membrane showed a maximum DR 80 rejection of around 98%, yet the stability of the membrane was not investigated.
Saja et al. (2020) used bentonite layer to coat a ceramic membrane support layer using the spin-coating method followed by a sintering process at 500 °C. A uniform distribution of bentonite over the ceramic support layer and strong adhesion force was observed. The pore size decreased from 17 to 4 nm as the bentonite content increased from 0.25 to 1.50 wt%. In addition, the water contact angle of the coated membrane increased from 0.75 to 68.20 as the bentonite content increased, which indicate that the hydrophobicity of the membrane increased reflects.
In the spray-coating method, the coating solution is sprayed on the ceramic support layer. The spraying gun is connected to an air compressor to provide constant pressure. The thickness of the coated layer can be controlled by adjusting the volume of the coating solution (Liu et al. 2017). Similar procedures were followed by Zhang et al. (2019b), where the slurry (mixture of polyvinyl alcohol, powder silica, wetting agent, antifoam, and graphite) was used to coat a silica membrane support layer using the spray-coating method. It was observed that cracks were eliminated for a spray cycle greater than three cycles and the pore size attained a value of 23.49 μm. The resulted membrane showed high thermal shock resistance and good permeability. The major disadvantage of this method is the need for multiple spray cycles to eliminate surface cracks. However, thermal-spray coating method can be used to eliminate the surface cracks without multiple spraying cycles to produce ceramic membranes with a small pore-size. Zou et al. (2019b) proposed a novel thermal spray-coating process to fabricate fly ash/alumina composite membrane for oily water treatment. The process involves heating the support layer to a specific temperature prior to the spraying step. After spraying the support layer with the fly ash dispersant, the dispersant volatilizes, which causes the dispersant’s particles to form clusters. The clusters form a giant network, which causes the formation of small pores of around 100 nm. Unlike the conventional spray-coating, this method eliminates the use of an intermediate layer, which reduces the membrane fabrication cost. However, the temperature should be adjusted because high temperatures could accelerate the volatilization of water from the dispersant. This causes the formation of bubbles that negatively affect the membrane integrity and might cause surface cracks. The fly ash/alumina composite membrane showed a total organic carbon and stannic acid rejection above 99% and a permeability of 445 L m−2 h-1 bar-1.
Filtration coating is a recent novel process which was proposed by Chung et al. (2018). In this method, Al–Zr nanoparticles were prepared prior to the coating step in the membrane operation module. The piling up of nanoparticles on the membrane surface was prevented by using a cross flow velocity of 15 cm s−1. The coating process took 6 h, and the flux stabilized at 10 bar. The drying step was implemented using a microwave to prevent the formation of cracks followed by 3 h calcination at 700 °C. After the coating process, the membrane pore size was reduced from 300 to 4.3 nm with no cracks. The coated membrane showed a rejection rate of 91% for uranium ion. Figure 7 shows the SEM images for the UF ceramic support before and after filtration coating process.

SEM images for a UF ceramic support before coating and b the membrane after coating with Al–Zr nanoparticles (Chung et al. 2018)
Layer-by-layer self-assembly
Layer-by-layer self-assembly is a process that involves the formation of particles into a well-defined network on the membrane surface (Gao et al. 2020). It is characterized by several features including ease of operation, versatility, minimal energy requirement, and minimal material waste (Costa and Mano 2013). It is widely used for various types of materials such as nanoparticles and polyelectrolytes (Alsyouri et al. 2006; Chen et al. 2007). There are four major steps in this method which are as follows: (1) adsorption of positive components, (2) washing, (3) adsorption of negative components, (4) washing. These steps may be repeated to obtain a satisfactory thickness of the film (Kotov 1999). The studies on the self-assembly method for composite ceramic membranes are limited, yet it was used extensively for locating nanoparticles in polymeric matrixes (Li et al. 2020c; Radjabian and Abetz 2020). In the layer-by-layer self-assembly, the interaction type between the first deposited layer and the ceramic membrane is an electrostatic interaction (Dhar and Patil 2012). The other layers can have various interactive mechanisms such as electrostatic interaction, chemical interaction or mediating agents (Chen et al. 2020; Dhar and Patil 2012; Huie 2003). The addition of coupling agent such as silane before the membrane assembly can improve the electrostatic interaction and increase the membrane stability (Wang et al. 2015). Chemical self-assembly is preferred over electrostatic interaction self-assembly as the produced membrane is more stable due to the presence of a chemical bond between the deposited particles and the ceramic support layer (Huie 2003). Multiple layers can be added to the ceramic support surface using the layer-by-layer assembly method compared with other modification methods with high adhesion force that can be obtained using coupling agents. Zhou et al. (2019) fabricated polydiallyldimethylammonium chloride (PDDA)–modified MoS2/polyelectrolyte composite membrane on a ceramic tube. The results reveal that there was a strong interaction between the nanosheet (PDDA@MoS2) and the polyelectrolyte that resulted in a dense layer and decreased the flux. The membrane showed an excellent operation stability and a rejection up to 97.8%.
Chemical modification
Chemical grafting
Grafting is the most frequently used technique for the hydrophilization of ceramic membranes which is mainly used for membrane distillation application (Wae AbdulKadir et al. 2020). This technique is based on low surface agents that can be added to the membrane surface and linked with the hydroxyl group. Silane agents (especially fluoroalkyl silanes (FAS)), graphene oxide, and graphene oxide quantum dots are commonly used hydrophobic agents in the grafting method that can be applied for different surface types (Fang et al. 2012; Krajewski et al. 2006). By applying this technique using FAS, a single layer of organosilane will be formed on the membrane surface. Organosilane compounds react in a hydrolysis reaction to form a new compound with multiple hydroxyl groups. Then, the newly formed compound reacts using dehydration with the hydroxyl groups that are present on the membrane surface to end up with a hydrophobic grafted product (Chen et al. 2018). Graphene oxide has attracted the researchers’ attention during the last years especially in the membrane surface modification applications (Guan et al. 2020; Ray et al. 2015; Wang et al. 2019). Graphene oxide (GO) is a hydrophilic compound which has a negative charge and contains high concentration of oxygen functional groups such as –COOH and –OH. This could be used to mitigate the membrane fouling problem by removing some of the charged particles. Grafting is one of the most common and promising mechanisms to modify the membrane surface using GO. Graphene oxide quantum dots (GOQDs) are extended derivatives of the GO with a size in nanometers. Compared with GO, GOQDs are hydrophilic due to the presence of epoxy, hydroxyl, and carbonyl functional groups, which contain high oxygen amounts. In addition, GOQD fine particles can be applied on inorganic materials such as ceramic under an external driving force without the need of steric blocking effect. Chemical grafting is achieved through mainly three techniques: immersion, chemical vapor deposition, and sol-gel.
Immersion method
This method is considered to be the most well-known, simple, and fast technique among the ceramic membrane hydrophobization techniques that uses grafting of silane agents (Lu et al. 2009). In this technique, silane agents must be activated to silanol species before the immersion process. This could be achieved by mixing the silane agent with a solvent such as alcohol, hexane, or water. The reactive species are converted into hydroxyl groups. Then, the ceramic membrane is immersed into the activated silane agents where a chemisorption of silane molecules takes place on the ceramic membrane surface. Hence, the remaining Si–OH forms a bond with the adjacent silane molecules to form Si–O–Si bond. The bonds formed by the chemisorption process on the membrane surface are strong and immobilize due to the intermolecular forces between the forming molecules (Dimitriadi et al. 2019). As a result, the formed thin film improves the chemical and mechanical stability of the ceramic membrane surface which in return enhances the hydrophobic nature. It is worth noting that there are some factors which affect the immersion process such as quantity of the OH ions on the membrane surface, concentration of the silane agent, time and number of grafting, and surface roughness (Johnson and Hilal 2015). The main disadvantage of this method is the high cost of the silane agents. Hence, optimization studies should be carried out to achieve the optimum silane agent’s concentration with the least cost and grafting time. In order to examine the quality of the hydrophobic layer formed on the surface of the ceramic membrane, an analysis for the pore size, permeability, and water contact angle should be carried out. Moreover, the relationship between the grafting time and pore size must be investigated. Hence, the improvement of these properties will help to enhance the anti-fouling resistance of the ceramic membrane.
Zhang et al. (2019a) studied the modification of β-SiAlON membranes used in oil-in-water emulsion separation processes. They evaluated the production of modified β-SiAlON membranes using the immersion method with high strength by applying SiO2 nanoparticles to decrease the pore size and enhance the anti-fouling characteristics and surface roughness. β-SiAlON membranes were fabricated using the immersion-induced phase inversion technique at 1650 °C for 4 h. Then, the SiO2 particles were fabricated by preparing two solutions; the first solution is 100 ml of tetraethyl-orthosilicate (TEOS) and ethanol in equal amounts. The second solution was 283 ml of ethanol, 147 ml water, and 70 ml ammonia aqueous solution. The two solutions were placed in a beaker to be mixed for 2 days at room temperature. Then, the produced gel was washed with water and dried for 30 min. The β-SiAlON membranes were immersed into a stable solution of SiO2 particles at 90 °C for 30 min. The membranes were placed in a furnace at 600 °C for 4 h. The pore size was reduced significantly from 1.05 to 0.65 μm after the modification of the membrane. The oil rejection rate increased from 39.8 to 90%. The modified membranes showed an outstanding anti-fouling ability. Kujawski et al. (2016) carried out a grafting procedure by immersing TiO2 membranes in two different FAS agents namely C6 and C12 with different grafting periods to analyze the effect of grafting time on the hydrophobicity and pore size for vacuum membrane distillation application. It was found that as the grafting time increased, the liquid entry pressure (LEP) value increased until reaching a constant value of 14 bar after 67 to 84 h of grafting. This is due to the fact that the ceramic membrane surface has a limited number of OH groups to be linked with silane agent. Hence, this can be used as an indicator of membrane hydrophobicity improvement. Yang et al. (2017) performed an experiment using 1H,1H,2H,2H-perfluorooctyltrichlorosilane (PFAS) and 1H,1H,2H,2H-perfluorodecyltriethoxysilane (PFDS) as FAS surface modifiers by immersion method followed by ultraviolet radiation to create a superhydrophobic membrane for vacuum membrane distillation. An alumina membrane with a mean pore size of 200 nm, a porosity of 35%, and a water contact angle of 46° was used. The results showed that the water contact angle increased from 46 to 159° that improved the membrane hydrophobicity and decreased the pore size. Hence, the membrane fouling decreased.
Chemical vapor deposition
Chemical vapor deposition (CVD) is a commonly used technique in membrane surface modification. The technique is based on depositing a solid layer of the same or different compounds on the membrane surface. This can be achieved by carrying out chemical reactions in a gaseous medium at high temperature. In general, CVD process requires a system to deliver the mixture of reactive and carrier gases to a heated reaction chamber where film formation occurs (Khatib et al. 2011). CVD method is commonly used in the production of thin film coating on membrane’s surface (Vlassiouk et al. 2013). Unlike the immersion method, thermal energy is required for the activation of silane agent to react with the hydroxyl groups on the ceramic membrane’s surface using the same mechanism of the immersion method. Silane agents and ceramic membranes are placed in an oven to be heated until the silane agent reaches the boiling point.
Amanipour et al. (2012) studied the fabrication of tubular ceramic membranes by the deposition of dense silica-alumina layer on the surface of a multi-layer substrate using CVD to enhance the hydrogen permeation for an effective separation system. The dense deposited layer was prepared using macroporous ( <50 nm) or mesoporous (pore size of 2–50 nm) alumina support, and the coating has been done with graded γ-alumina multi-layer. The preparation process has two major steps, the fabrication of intermediate γ-alumina and the decomposition of silica and alumina precursors on the substrate layer at high temperature using a co-current chemical vapor deposition method. It was observed that the addition of the dense layer on the membrane decreased the permeance values, but it increased the hydrogen selectivity. Furthermore, the usage of silica-alumina modified membranes enhanced the membrane performance by improving the structural stability in the presence of steam and by increasing the gas permeability. Excessive amounts of alumina in the dense layer caused a reduction in the H2 selectivity. Khatib and Oyama (2013) highlighted that the CVD method is not a good choice to be applied with MD application due to the difficulty of controlling the pore sizes which leads to an increase in the permeability up to 50%. In another study, Gu et al. (2020) used the CVD method to adhere GOQDs on a ceramic membrane using triethoxysilane (APTES) as a linking agent in order to enhance the membrane anti-fouling characteristics, pore size, hydrophilicity, surface roughness, and permeability. GOQDs were produced by facile pyrolysis of citric acid and were applied on a MF ceramic membrane. In this process, APTES reacted with the hydroxyl groups of the ceramic membrane using hydrolysis reaction; then, the GOQDs were grafted on the ceramic membrane through a dehydration process between amino groups and carboxyl groups. By carrying out GOQD surface modification to the ceramic membrane, an enhancement was observed on most of the membrane characteristics. The membrane average pore size decreased slightly from 200.8 to 191.3 nm while obtaining a uniform pore size distribution. The water permeability improved by 30%, and the surface of the modified ceramic membrane was smooth and less hydrophilic compared with the virgin membrane.
Sol-gel method
Sol-gel is another method of producing a hydrophobic layer on the membrane surface. In this method, the produced ceramic membranes have high purity, long lifetime and uniform distribution of pores (Chen et al. 2001). Sol-gel method is commonly used for oil-water separation processes. In this method, the preparation of an unsupported membrane is done by mixing the synthesized ceramic with the alumina sol and drying it for 24 h to obtain the gel. The gel is oxidized at a temperature range between 400 and 900 °C. The alumina is coated by the sol and kept for drying. The only disadvantage of this method is the crack formation in the gel drying stage. To overcome this issue, organic binders must be added to prevent the formation of cracks in the drying step (Ahmad et al. 2005). Sol-gel is a slow process, because the preparation of the sol-gel takes long time. The sol-gel solution is prepared by the modified Stӧber method. Tetraethoxysilane (TEOS) and methyltriethoxysilane (MTES) are the most common FAS agents used in this method (Hubadillah et al. 2019). Tetraethoxysilane is mixed with an ethanol-water solution which reacts at 25 °C to form colloidal silica. Then, methyltriethoxysilane and ethanol are added to the mixture and mixed at 60 °C; the solution is left for a period of 3 days. Moreover, membranes with thiourea derivatives involved in their fabrication became promising and attractive to many researchers in the last years (Abraham et al. 2015; Jumal et al. 2012; Wilson et al. 2010) due to the ability of this group to enhance the hydrophobic nature of the membrane. Tomina et al. (2019b) studied the selective layers of amino and thiourea groups on planar and tubular ceramic alumina membranes surface using the sol-gel method by the hydrolytic polycondensation reaction of alkoxysilanes. The membrane support layer was activated, boiled in HCl for 5 h, and finally rinsed with water until obtaining a pH of approximately 7. Then, the membrane was dried in a furnace for 6 h at 320 °C. The excess sol can be removed from the membrane surface by air purging. Then, the membrane was left at room temperature for 2 h, then 2 h at 30 °C and 50 °C, later 20 h at 80 °C. As a result of the ceramic membrane modification using silica nanoparticles with thiourea functions from MTES or ETUS as a source of functional thiourea groups, the hydrophobicity of the membrane increased. In this method, there is high controllability on the porous structure of the surface layer when it forms and ripening of silica sol and its transition to gel, by changing the ratio of reactants, the nature of the solvent, and the drying mode. Su et al. (2012) motivated the superhydrophobic behavior using sol-gel method. This could be achieved by preparing sol-gel solution from TEOS, ammonia, distilled water, and ethanol mixture at 30 °C and then apply it to the ceramic membrane after 7 days. This modification method showed a reduction in the ceramic membrane pore sizes.
In situ reduction
In a recent work (Peng et al. 2020), half encapsulated silver nanoparticles by a loosely polyimide (PI) were grafted onto ceramic membrane via in situ reduction during thermal imidization to fabricate polyimide-silver nanoparticle- ceramic membrane (PI-Ag/CM). The preparation included the addition of 10 ml of 3-aminopropyltrimethoxysilane (APTMS), 10 pieces of ceramic membrane, 100 ml ethanol, and 1 ml deionized water into 250-ml three-necked flask. The reaction took place for 12 h at a constant temperature of 70 °C to obtained APTMS/CM. Finally, 100 ml of anhydrous DMF, 0.11 g pyromellitic dianhydride DMF, and 0.405 g AgNO3 were added to 10 pieces of APTMS/CM. The mixture was stirred for 24 h at 25 °C followed by drying at 90 °C for 5 h and heating at 120 °C, 160 °C, 240 °C, and 300 °C for 1 h intervals. The results indicate that silver nanoparticles with a size of 50–80 nm were uniformly embedded onto PI. PI-Ag/CM showed a rejection rate of 99.4% for Escherichia coli. In addition, the study confirms the high stability of silver nanoparticles in PI-Ag/CM and significantly lasting anti-biofouling performance. In another work, Ngoc Dung et al. (2019) prepared silver-nanoparticle ceramic filter (SNP-CF) by in situ reduction. The results show that SNPs were uniformly distributed over the ceramic structure. Furthermore, SNP-CF attained a 100% rejection of Escherichia coli and coliform. In a long-term filtration test, the results suggested that SNP-CF performance can be extended up to 10 weeks, which is a result of the uniform distribution of Ag NPS and their slowly release into the filtration media in a controllable manner.
Atomic layer deposition and atmospheric pressure atomic layer deposition
There are few methods which can tailor the pore size of a ceramic membrane. This is due to the difficulty of observing the relationship between the production parameters and the membrane microstructure. Therefore, applying simple techniques for the purpose of tailored production of ceramic membranes is an appealing research topic. Atomic layer deposition (ALD) is a self-limiting gas-phase deposition derived from CVD method used to modify the ceramic membrane structure and tailor the pore size. This can be done by the deposition of uniform layers with a controlled thickness of the ceramic support layer (George 2010). A monolayer is formed by each cycle and the layer thickness can be tuned by increasing the number of cycles. This process is based on pulsation of precursor gases on the targeted surface followed by a chemisorption process (Leskelä and Ritala 2002). In ALD, the inert gas is purged to the reactor between the precursor gases pulses. Under some experimental conditions, the growth is taking place steadily and the layer thickness increases in each deposition cycle. The self-limiting reactions which have been carried out on the gas-solid interfaces help the growth of uniform thin film on large areas. ALD became a new promising technique for producing high-quality modified membranes in the last years (Berger et al. 2020; Feng et al. 2019; Weber et al. 2020). Li et al. (2012) modified a tubular ceramic membrane by deposing an AL2O3 layer on the ZrO2 selective layer using a commercial ALD reactor. The membrane pore size decreased as the ALD cycles increased until the pores were completely sealed which mean that the pore size can be tuned to the desired pore size. The pore size of an UF ceramic membrane approximately decreased from 50 to 6.8 nm, and the water permeability decreased from 1698 to 118 L (m2 h bar)−1 by alumina deposition.
As a modified version of ALD, atmospheric pressure atomic layer deposition (APALD) is a new economical, simpler, and efficient process, which does not required the costly vacuum. Furthermore, APALD provides an easy scale-up that is applicable for large volume manufacturing. Shang et al. (2017) fabricated tight ceramic NF membranes using APALD and examined the process effect on the water permeability, rejection of polyethylene glycols (PEGs), pore size, and the molecular weight cutoff (MWCO). TiO2 was coated on the outer and inner channel surface of the membrane using a flow type APALD reactor. Moreover, nitrogen gas was used to dilute TiCl4 and demineralized water was used as a precursor, then a chemisorption process was used to apply TiCl4 on the membrane surface. Later, a dry nitrogen gas was used to purge the excess TiCl4 and HCl vapors. Nitrogen gas purging was used again to clean up the excess water and HCl vapors before repeating the process. An infrared lamp connected to a digital temperature probe was used to heat the APALD reactor to 180 °C. The pore size decreased from 0.7 to 0.5 nm with a more uniform size distribution. In addition, molecular weight cutoff (MWCO) was reduced from 400 to 260 Da with maintaining the same water permeability.
Molecular layer deposition
The mechanism of molecular layer deposition (MLD) is similar to the conventional ALD. MLD is based on self-limiting surface reactions where a precursor molecule reacts with the membrane surface group and forms a chemical bond. The newly formed layer is attached chemically to the functional group developed on the precursor molecules (Zhou et al. 2013). The main difference between ALD and MLD is the compatibility of ALD with in-organic materials only, unlike MLD which is compatible with organic and in-organic materials (Dameron et al. 2008; Song et al. 2015). A hybrid ALD-MLD process for in-organic and organic hybrid thin film was used for various applications, which is expected to be a vital research area for ceramic membrane modification (Sood et al. 2013). It is difficult to control the pore size at a nanometer level in ALD. The transmembrane resistance might increase due to the dense layer deposited using the ALD method (Li et al. 2012; Song et al. 2016). However, an ultra-thin porous layer can be formed on the support surface using MLD along with a controllable pore-size (Song et al. 2016). In order to obtain a uniform porous structure, the organic contents should be removed from the membrane surface by mild water etching at room temperature or by calcination at elevated temperatures (Liang et al. 2009; Van de Kerckhove et al. 2018). There are several studies reported the performance of MLD modified ceramic membrane. Song et al. (2016) used MLD to synthesize TiO2 nanofiltration ceramic membrane (AAO-60TiO2), where TiCl4 and ethylene glycol were used as a precursor. The study involved the elimination of organic matter by calcination at 250 °C for 4 h followed by cooling at a rate of 1 °C min−1. The ceramic support layer exhibited a pore size ranged from 20 to 30 nm with a porosity of 60%. After modification, a smooth membrane was obtained using 60 cycles of MLD. The modified membrane had a pore size of 1 nm and improved fouling resistance. Na2SO4, MgSO4, Methylene Blue, and natural organic matter attained a rejection of 43%, 35%, 96%, and 99%, respectively. Similarly, Wu et al. (2019) used TiCl4 and ethylene glycol to fabricate a nanofiltration TiO2 ceramic membrane. The membrane was calcinated at temperatures of 250, 300, 350, 400, and 500 °C for 4 h. The results indicated that the calcination temperature had a significant impact on the membrane morphology and performance. The thickness of the titancone film (TiEG) on the membrane support surface decreased as the calcination temperature increased due to the removal of organic constituents. Also, the surface of the modified membrane became smoother at a calcination temperature of 250 °C. This can be attributed to the conversion of TiEG film to amorphous TiO2 at a calcination temperature of 250 °C and then to crystalline anatase TiO2 at 400 °C. This caused the membrane pore size to increase, which affected the water permeability and the rejection rate. As a result of calcination at 250 °C, the water permeability dropped to 7 L m−2 h-1 bar-1 due to the thick TiO2 coating layer. Table 2 shows an overview of different modification methods.
Nanoparticle-incorporated ceramic membrane performance
The incorporation of nanoparticles into ceramic membranes can potentially add several characteristics that may enhance the membrane performance. The addition of nanoparticles to polymeric matrix has been extensively applied for wastewater treatment and desalination. Many of these studies reveal that using nanoparticles have enhanced the membrane performance by adding several functions to the membrane such as antifouling and antimicrobial functionality (Karami et al. 2020; Lam et al. 2018; Ng et al. 2013; Saleem and Zaidi 2020). The functionalization of ceramic membranes with nanoparticles has not been studied to a large extent, but there are several studies indicate that nanoparticles can potentially enhance the ceramic membrane performance.
The microstructure of nanoparticle incorporated ceramic membrane consists of two main layers and an optional layer of different pore sizes as described earlier. The active layer consists of nanoparticles with smaller diameter compared with the substrate layer. The addition of nanoparticles to a ceramic membrane can be achieved by several methods such as in situ reduction and dip-coating method as discussed earlier. Some of these methods may cause the aggregation of nanoparticles and poor adhesion, which negatively affects the membrane mechanical stability. Consequently, other methods are preferred to localize nanoparticles such as chemical grafting, self-assembly, and physical and chemical depositions.
Despite the fact that surface modification can reduce membrane fouling, further development of the technology is still required (Kim and Van der Bruggen 2010). The integration of nanomaterials into a membrane can potentially enhance the water purification process by improving the membrane properties such as porosity, membrane stability, and hydrophilicity (Jiang et al. 2020; Zhao et al. 2020a). Furthermore, the addition of nanomaterials into a membrane may enhance the photoactivity functionality, which can improve the membrane performance (An et al. 2014; Desa et al. 2019). These functionalities depend on the properties of the used nanomaterial such as surface area, porosity, and surface functional groups (Lu and Astruc 2020). The amount of nanomaterial must be selected carefully, since shortage in the amount of nanomaterial shall not be sufficient to cause any remarkable changes in the membrane performance (Desa et al. 2019). The most common used nanoparticles in ceramic membranes are iron oxide (Fe2O3), aluminum oxide (Al2O3), titanium dioxide (TiO2), and silver nanoparticles (Ag). The additional functionalities provided by nanoparticles can potentially degrade foulants under oxidizing conditions. Table 3 summarizes the performance of nanoparticles incorporated ceramic membrane for water filtration applications. The integration of nanoparticles with ceramic membranes is a challenging process. The main challenge is finding the proper binding medium to create a link between the ceramic membrane surface and the nanoparticles (Ding et al. 2019). The improper binding may cause a reduction in the permeate water quality. Thus, binding ceramic membranes with nanoparticles does not necessary enhance the performance of the membrane and increase the permeate water quality.
Titania nanoparticle–incorporated ceramic membranes
Titania nanoparticles exhibit unique characteristics including high chemical resistance, good stability, antimicrobial activity, and good photochemical and catalytic properties, which qualify these nanoparticles to be utilized in membrane technology (Cheng et al. 2020; Hong et al. 2020; Keshmiri et al. 2004; Wu and Lee 2004). However, titania nanoparticles have relatively low surface area and low stability of the anatase structure at high temperatures. The photochemical and catalytic properties of titania nanoparticles can separate the organic pollutants from wastewater. Several studies reported the performance of TiO2 ultrafiltration membrane in dye removal using bentonite as a low-cost support layer (Bouazizi et al. 2017a; Bouazizi et al. 2017c). Bouazizi et al. (2017a) studied the performance of nano-TiO2 ceramic membrane made from natural Moroccan bentonite using the dip-coating method for dye removal. Nano-TiO2 showed good adhesion and a uniform distribution over the support layer. The membrane was characterized to be slightly hydrophilic which might increase the membrane fouling, yet the author did not study the fouling propensity of the synthesized membrane. The rejection of Direct Red 80 was 98%, Acid Orange 74 was 85%, and Methylene Blue was 94%. Bouazizi et al. (2017c) studied the performance of nano-TiO2 ceramic membrane made from natural bentonite and micronized phosphate using the spin-coating method for the removal of Direct Red 80. The results showed that the membrane had good mechanical strength, and the maximum rejection rate was 98% at 100 ppm feed concentration. Although it was proved that nano-TiO2 ceramic membrane has a good rejection rate, membrane fouling is expected to be an issue due to the hydrophobicity of the membrane. The membrane fouling issue does not affect oil/water emulsion filtration applications (Suresh and Pugazhenthi 2017; Zhu et al. 2016). Zhu et al. (2016) proved that despite the fact that nano-TiO2 thin layer is hydrophilic, the membrane fouling is weak due to the high repulsive force between oil droplets and nano-TiO2 thin layer, which minimizes the influence of surface adsorption. The maximum total COD rejection was 97%. Thus, nano-TiO2 ceramic membranes are effective in oil/water emulsion filtration in term of rejection and antifouling propensity property. In dye removal application, the membrane is good in terms of rejection but the membrane resistance to fouling must be enhanced further.
Silver nanoparticle–incorporated ceramic membranes
Silver nanoparticles can enhance the membrane rejection rate and increase the membrane resistance to biofouling due to their antimicrobial activity (Balkenov et al. 2020; Little Flower et al. 2019). Also, it can improve the hydrophilicity, water permeability, and selectivity of the membrane. The main challenge for using silver nanoparticles in membrane modification is that it can be released as particles or as dissolved ions into the permeate solution. This may cause a serious environmental issue because silver is a non-biodegradable element and can result in serious diseases to humans (Maharubin et al. 2019). Liu et al. (2020) evaluated the use of silver membrane technology in wastewater treatment and noticed that the production of black silver and silver sulfide particles during the regeneration process. Consequently, it is important to ensure the proper binding of silver on the membrane support.
Gao and Xu (2019) developed a super-hydrophobic and oleophilic silver–coated membrane HDT-Ag-PDA-Al2O3 and modified HDT-PDA-Al2O3 membrane for water-in-oil emulsion separation. The results revealed that polydopamine (PDA) caused the membrane to become hydrophobic and have non-adhesive behavior to the water droplet under oil. Furthermore, the deposition of silver nanoparticles facilitated thin PDA homogenous coating over the ceramic support. Among these membranes, HDT-Ag-PDA-Al2O3 membrane had the lowest membrane fouling, whereas the unmodified ceramic membrane had the highest membrane fouling. The rejection rate of unmodified ceramic membrane was 82.7%, HDT-PDA-Al2O3 membrane was 95.4%, and HDT-Ag-PDA-Al2O3 membrane was 98.6%. The low rejection rate of the unmodified ceramic membrane is due to its hydrophilic nature. In contrast, both modified membranes had high rejection value, but HDT-Ag-PDA-Al2O3 had the highest rejection rate owing to it is surface properties and the hydrophobicity of the membrane. The membrane non-adhesion to water property exhibited by HDT-Ag -PDA-Al2O3 membrane inhibited the formation of fouling layer. Therefore, it is recommend to use Ag-HDT-PDA-Al2O3 instead of HDT-PDA-Al2O3 membrane.
Silica nanoparticle–incorporated ceramic membranes
Silica nanoparticles are characterized by several unique features such as high specific area, high chemical purity, controllable particle size, high stability, and low production cost (Karnati et al. 2020; Sábio et al. 2019). In ceramic membrane technology, silica nanoparticles can potentially enhance the membrane performance in terms of rejection and antifouling. There are few studies on the use of silica nanoparticles in the modification of ceramic membranes (Abadikhah et al. 2019; Huang et al. 2018; Tolba et al. 2016; Tomina et al. 2019a; Tomina et al. 2017; Zhang et al. 2019a). Tomina et al. (2017) studied the performance of silica nanoparticles with amino-functionalized membrane in Ni(II) and Pb(II) microfiltration. The aim of using silica nanoparticles was specifically to act as a sorption material to adsorb heavy metals. The membrane showed a retention of 95% for Ni(II) and 20–30% for Pb(II) during the 2 h experiment. Abadikhah et al. (2019) synthesized SiO2 nanoparticle–incorporated ceramic membrane for oily water microfiltration. The results revealed that silica particles were uniformly distributed over the membrane surface. The membrane surface became smoother and more hydrophilic. A rough surface increases the friction force between the contaminants and the membrane. This will cause more accumulation of contaminants on the membrane surface. The membrane showed an excellent rejection of 95% and permeates flux of 690 L m−2 h−1 compared with 55% oil rejection and 234 L m−2 h−1 permeate flux for the unmodified ceramic membrane. Similar results were obtained by Zhang et al. (2019a), where the SiO2 nanoparticle ceramic membrane exhibited antifouling properties and high oil rejection rate of 60% compared with 39.8% for the unmodified ceramic membrane. Silica nanoparticles are also used in membrane distillation application. Huang et al. (2018) synthesized a stable superhydrophobic ceramic membrane with silica/alumina nanoparticles using a simple preparation process without the sintering process. The rejection rate was found to be 99.9% for NaCl with a flux of 29.3 L m−2 h−1. The silica/alumina nanoparticles did not affect the hydrophobicity of the membrane, but it reduced the porosity of the membrane to 30.7%. Thus, silica nanoparticle–incorporated ceramic membrane can be used in water remediation and distillation application. It can effectively decrease the surface roughness that will reduce membrane fouling.
Iron oxide nanoparticle–incorporated ceramic membranes
The incorporation of iron oxide nanoparticles into ceramic membranes has great potential in water filtration applications due to its high adsorption capability to organic material and heavy metals (Hocaoglu et al. 2019). Iron oxide nanoparticles can be used in acidic environments due to their excellent resistance to acids and corrosive materials (Cortalezzi et al. 2003). Iron oxide nanoparticles are nontoxic, chemically stable, and biocompatible (Bhateria and Singh 2019). Consequently, the incorporation of iron oxide nanoparticles with membranes can potentially enhance the water remediation performance. As an example, iron oxide nanoparticles can be incorporated into ceramic membranes for the purification of drinking water in a catalytic ozonation process (Karnik et al. 2005). Lu et al. (2016) studied the performance of pre-coated and self-forming Fe2O3 dynamic membrane in ultrafiltration of oil/water emulsion. The diameter of Fe2O3 was found to be 784.4 nm, which is higher than the pore size of the ceramic support membrane. This eliminates the possibility of the penetration of Fe2O3 particles through the membrane that could possibly contaminate the permeate water. Also, it was found that the dynamic membrane is more stable in pH < 8 since Fe2O3 particles have a positive charge, which increases the electrostatic interaction between the two layers. The highest flux recovery was obtained using a pre-coated membrane, and the lowest flux recovery was obtained using a pre-forming composite membrane. Despite the fact that self-forming Fe2O3 membrane exhibits a high rejection rate compared with other membranes, it had a higher fouling propensity that could be attributed to either the penetration of some oil droplets and the absorption of oil droplets to Fe2O3. The incorporation of iron oxide nanoparticles could enhance the water flux recovery, but it may negatively affect membrane fouling.
Zirconium dioxide nanoparticle–incorporated ceramic membranes
Zirconium dioxide (ZrO2) nanoparticles have high chemical and mechanical stability and a hydrophilic nature (Pang et al. 2014). ZrO2 nanoparticles have been extensively applied in polymeric membranes to reduce the membrane fouling propensity and the membrane pore size (Ng et al. 2013). In ceramic membranes, ZrO2 nanoparticles have been used to a limited extent. Yan et al. (2019) fabricated high-performance ZrO2 nanoparticles ceramic membrane. The water permeability of the fabricated membrane was 150 L m−2 h−1 bar−1 with molecular weight cut off 32,000 Da and a rejection rate exceeding 95%. Chung et al. (2018) reported that the incorporation of alumina and ZrO2 nanoparticles into a ceramic membrane can effectively reduce the membrane pore size from 303.2 to 4.3 nm with a crack free membrane surface. The modified membrane exhibited higher membrane resistance and higher rejection rate of CaCl2 from 4.1 to 58.2%. The effect of incorporating ZrO2 nanoparticles on membrane fouling was not studied yet. Even though the addition of ZrO2 nanoparticles to ceramic membranes can potentially enhance salts rejection, the membrane fouling must be evaluated in future studies.
Summary and future perspective
Ceramic membranes have attracted attention due to high mechanical and chemical stabilities and long lifetime. There are several fabrication methods for ceramic membranes production that have been used in most of the studies including slip-casting, tape casting, pressing, extrusion, freeze-casting, and direct foaming methods. The current research trend related to ceramic membrane fabrication is directed towards employing low-cost materials in the production process to reduce the membrane production cost. Furthermore, more investigation should be carried out related to the fabrication of ceramic membrane using freeze cast method and efforts are still needed to implement it on pilot and industrial scale. Other methods involve the use of toxic chemicals. Future research should be directed towards methods that are more environmentally friendly fabrication processes such as the freeze casting method.
The incorporation of nanoparticles into ceramic membranes can potentially add unique functionalities and enhance the membrane overall performance. Several chemical and physical surface modification methods were developed to enhance the membrane properties. Physical modification such as surface coating in which the ceramic support is coated with a material to enhance the membrane surface characteristics along with its intrinsic properties such as pore size. Filtration coating, which is one type of surface coating methods that was developed recently can reduce the pore size significantly, e.g., from 300 to 4.3 nm with a free-crack surface. However, the process might take more than 6 h; therefore, more research needs to be carried out to reduce the modification time. Physical modification is not widely used because of the weak interaction between the coating material and ceramic support, e.g., Van der Waals interaction. Consequently, the coated layer might be eliminated in long-term operation or during the cleaning process, which might involve the use of strong chemicals. Chemical modification is commonly used for ceramic surface modification due to the formation of strong covalent bonds.
Nanoparticles can be incorporated into ceramic membrane through chemical and physical modification such as MLD and surface coating methods. The incorporation of nanoparticles to the ceramic membrane may add several functionalities, which enhance the membrane performance. It was confirmed by several studies that the incorporation of nanoparticles into ceramic membrane reduces the membrane fouling and enhances the rejection rate. Each nanoparticle can add a special functionality to the ceramic membrane. Silica can decrease the surface roughness, silver add the biofouling mitigation functionality, and enhance the membrane hydrophilicity significantly, and titania showed an outstanding performance in oil/water emulsion filtration. Future research must be directed to the incorporation of low-cost nanoparticles (e.g., bentonite nanoparticles) and biosynthetically nanoparticles to investigate their performance.
Data availability
This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution, and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
References
Abadikhah H, Wang J-W, Xu X, Agathopoulos S (2019) SiO2 nanoparticles modified Si3N4 hollow fiber membrane for efficient oily wastewater microfiltration. J Water Process Eng 29:100799
Abd Aziz MH, Othman MHD, Hashim NA, Adam MR, Mustafa A (2019) Fabrication and characterization of mullite ceramic hollow fiber membrane from natural occurring ball clay. Appl Clay Sci 177:51–62
Abraham AA, Rezayi M, Manan NSA, Narimani L, Rosli ANB, Alias Y (2015) A novel potentiometric sensor based on 1,2-bis(N’-benzoylthioureido)benzene and reduced graphene oxide for determination of lead (II) cation in raw milk. Electrochim Acta 165:221–231
Ahmad AL, Idrus NF, Othman MR (2005) Preparation of perovskite alumina ceramic membrane using sol–gel method. J Membr Sci 262:129–137
Ahn J, Chung W-J, Pinnau I, Guiver MD (2008) Polysulfone/silica nanoparticle mixed-matrix membranes for gas separation. J Membr Sci 314:123–133
Aloulou W, Hamza W, Aloulou H, Oun A, Khemakhem S, Jada A, Chakraborty S, Curcio S, Amar RB (2018) Developing of titania-smectite nanocomposites UF membrane over zeolite based ceramic support. Appl Clay Sci 155:20–29
Alsyouri HM, Li D, Lin YS, Ye Z, Zhu SP (2006) Counter diffusion self-assembly synthesis of nanostructured silica membranes. J Membr Sci 282:266–275
Amanipour M, Ganji Babakhani E, Safekordi A, Zamaniyan A, Heidari M (2012) Effect of CVD parameters on hydrogen permeation properties in a nano-composite SiO2–Al2O3 membrane. J Membr Sci 423-424:530–535
Amin SK, Hassan M, El-Sherbiny S, Abdallah H (2016) An overview of production and development of ceramic membranes. Int J Appl Eng Res 11:7708–7721
An S, Lee MW, Joshi BN, Jo A, Jung J, Yoon SS (2014) Water purification and toxicity control of chlorophenols by 3D nanofiber membranes decorated with photocatalytic titania nanoparticles. Ceram Int 40:3305–3313
Athayde DD, Souza DF, Silva AMA, Vasconcelos D, Nunes EHM, Diniz da Costa JC, Vasconcelos WL (2016) Review of perovskite ceramic synthesis and membrane preparation methods. Ceram Int 42:6555–6571
Ayode Otitoju T, Ugochukwu Okoye P, Chen G, Li Y, Onyeka Okoye M, Li S (2020) Advanced ceramic components: materials, fabrication, and applications. J Ind Eng Chem 85:34–65
Ayyavoo J, Nguyen TPN, Jun B-M, Kim I-C, Kwon Y-N (2016) Protection of polymeric membranes with antifouling surfacing via surface modifications. Colloids Surf A Physicochem Eng Asp 506:190–201
Baig U, Faizan M, Sajid M (2020) Multifunctional membranes with super-wetting characteristics for oil-water separation and removal of hazardous environmental pollutants from water: a review. Adv Colloid Interf Sci 285:102276
Balkenov A, Anuarbek A, Satayeva A, Kim J, Inglezakis V, Arkhangelsky E (2020) Complex organic fouling and effect of silver nanoparticles on aquaporin forward osmosis membranes. J Water Process Eng 34:101177
Barg S, Soltmann C, Andrade M, Koch D, Grathwohl G (2008): Cellular ceramics by direct foaming of emulsified ceramic powder suspensions. 91, 2823–2829
Bassyouni M, Abdel-Aziz MH, Zoromba MS, Abdel-Hamid SMS, Drioli E (2019) A review of polymeric nanocomposite membranes for water purification. J Ind Eng Chem 73:19–46
Bengisu M (2001) Engineering Ceramics. Springer
Berger TE, Regmi C, Schäfer AI, Richards BS (2020) Photocatalytic degradation of organic dye via atomic layer deposited TiO2 on ceramic membranes in single-pass flow-through operation. J Membr Sci 604:118015
Berk Z (2018): Chapter 10 - membrane processes. In: Berk Z (Editor), Food process engineering and technology (third edition). Academic Press, pp. 261–287
Bhaskar S, Park JG, Lee KS, Kim SY, Kim IJ (2016) Thermal and mechanical behavior of ZrTiO4-TiO2 porous ceramics by direct foaming. Ceram Int 42:14395–14402
Bhateria R, Singh R (2019) A review on nanotechnological application of magnetic iron oxides for heavy metal removal. J Water Process Eng 31:100845
Bhattacharya P, Mukherjee D, Dey S, Ghosh S, Banerjee S (2019) Development and performance evaluation of a novel CuO/TiO2 ceramic ultrafiltration membrane for ciprofloxacin removal. Mater Chem Phys 229:106–116
Bouazizi A, Breida M, Achiou B, Ouammou M, Calvo JI, Aaddane A, Younssi SA (2017a) Removal of dyes by a new nano–TiO 2 ultrafiltration membrane deposited on low-cost support prepared from natural Moroccan bentonite. Appl Clay Sci 149:127–135
Bouazizi A, Breida M, Karim A, Achiou B, Ouammou M, Calvo JI, Aaddane A, Khiat K, Younssi SA (2017b) Development of a new TiO2 ultrafiltration membrane on flat ceramic support made from natural bentonite and micronized phosphate and applied for dye removal. Ceram Int 43:1479–1487
Bouazizi A, Breida M, Karim A, Achiou B, Ouammou M, Calvo JI, Aaddane A, Khiat K, Younssi SA (2017c) Development of a new TiO 2 ultrafiltration membrane on flat ceramic support made from natural bentonite and micronized phosphate and applied for dye removal. Ceram Int 43:1479–1487
Bouzerara F, Harabi A, Achour S, Larbot A (2006) Porous ceramic supports for membranes prepared from kaolin and doloma mixtures. J Eur Ceram Soc 26:1663–1671
Callister WD Jr, Rethwisch DG (2000) Fundamentals of materials science and engineering. In: New York
Chakraborty S, Uppaluri R, Das C (2018) Optimal fabrication of carbonate free kaolin based low cost ceramic membranes using mixture model response surface methodology. Appl Clay Sci 162:101–112
Changmai M, Purkait MK (2018) Detailed study of temperature-responsive composite membranes prepared by dip coating poly (2-ethyl-2-oxazoline) onto a ceramic membrane. Ceram Int 44:959–968
Chen T-D, Wang L, Chen H-R, Shi J-L (2001) Synthesis and microstructure of boron-doped alumina membranes prepared by the sol–gel method. Mater Lett 50:353–357
Chen Y, Xiangli F, Jin W, Xu N (2007) Organic–inorganic composite pervaporation membranes prepared by self-assembly of polyelectrolyte multilayers on macroporous ceramic supports. J Membr Sci 302:78–86
Chen H, Jia X, Wei M, Wang Y (2017) Ceramic tubular nanofiltration membranes with tunable performances by atomic layer deposition and calcination. J Membr Sci 528:95–102
Chen X, Gao X, Fu K, Qiu M, Xiong F, Ding D, Cui Z, Wang Z, Fan Y, Drioli E (2018) Tubular hydrophobic ceramic membrane with asymmetric structure for water desalination via vacuum membrane distillation process. Desalination 443:212–220
Chen CH, Melo MCR, Berglund N, Khan A, de la Fuente-Nunez C, Ulmschneider JP, Ulmschneider MB (2020) Understanding and modelling the interactions of peptides with membranes: from partitioning to self-assembly. Curr Opin Struct Biol 61:160–166
Cheng X, Shang Y, Cui Y, Shi R, Zhu Y, Yang P (2020) Enhanced photoelectrochemical and photocatalytic properties of anatase-TiO2(B) nanobelts decorated with CdS nanoparticles. Solid State Sci 99:106075
Choi M-B, Song S-J, Lee T-W, Yoo H-I, Lee U-D, Bang B-R (2010) Preparation of asymmetric tubular oxygen separation membrane with oxygen permeable Pr2Ni0.75Cu0.25Ga0.05O4+δ. Int J Appl Ceram Technol 8:800–808
Choi MB, Lim DK, Jeon SY, Kim HS, Song SJ (2012) Oxygen permeation properties of BSCF5582 tubular membrane fabricated by the slip casting method. Ceram Int 38:1867–1872
Chong JY, Wang R (2019) From micro to nano: polyamide thin film on microfiltration ceramic tubular membranes for nanofiltration. J Membr Sci 587:117161
Chong JY, Wang B, Li K (2017) High performance stainless steel-ceramic composite hollow fibres for microfiltration. J Membr Sci 541:425–433
Choudhury P, Mondal P, Majumdar S, Saha S, Sahoo GC (2018) Preparation of ceramic ultrafiltration membrane using green synthesized CuO nanoparticles for chromium (VI) removal and optimization by response surface methodology. J Clean Prod 203:511–520
Chung Y, Kim Y-J, Hwang Y, Kang S (2018) Preparation of alumina-zirconia (Al-Zr) ceramic nanofiltration (NF) membrane for the removal of uranium in aquatic system. Water Sci Technol Water Supply 19:ws2018123
Cortalezzi MM, Rose J, Barron AR, Wiesner MR (2002) Characteristics of ultrafiltration ceramic membranes derived from alumoxane nanoparticles. J Membr Sci 205:33–43
Cortalezzi MM, Rose J, Wells GF, Bottero J-Y, Barron AR, Wiesner MR (2003) Ceramic membranes derived from ferroxane nanoparticles: a new route for the fabrication of iron oxide ultrafiltration membranes. J Membr Sci 227:207–217
Costa RR, Mano JF (2013): 4 - Layer-by-layer self-assembly techniques for nanostructured devices in tissue engineering. In: Gaharwar AK, Sant S, Hancock MJ , Hacking SA (Editors), Nanomaterials in tissue engineering. Woodhead Publishing, pp. 88–118
Cui Z (2015) Dip-coating method for ceramic membrane preparation. In: Drioli E, Giorno L (eds) Encyclopedia of membranes. Springer Berlin Heidelberg, Berlin, pp 1–2
Dameron AA, Seghete D, Burton BB, Davidson SD, Cavanagh AS, Bertrand JA, George SM (2008) Molecular layer deposition of alucone polymer films using trimethylaluminum and ethylene glycol. Chem Mater 20:3315–3326
Das N, Maiti HS (1998) Formatation of pore structure in tape-cast alumina membranes – effects of binder content and firing temperature. J Membr Sci 140:205–212
Das N, Maiti HS (2009) Ceramic membrane by tape casting and sol–gel coating for microfiltration and ultrafiltration application. J Phys Chem Solids 70:1395–1400
DeFriend KA, Wiesner MR, Barron AR (2003) Alumina and aluminate ultrafiltration membranes derived from alumina nanoparticles. J Membr Sci 224:11–28
Del Colle R, Fortulan CA, Fontes SR (2011) Manufacture and characterization of ultra and microfiltration ceramic membranes by isostatic pressing. Ceram Int 37:1161–1168
Deng Y, Wu Y, Chen G, Zheng X, Dai M, Peng C (2021) Metal-organic framework membranes: recent development in the synthesis strategies and their application in oil-water separation. Chem Eng J 405:127004
Desa AL, Hairom NHH, Sidik DAB, Misdan N, Yusof N, Ahmad MK, Mohammad AW (2019) A comparative study of ZnO-PVP and ZnO-PEG nanoparticles activity in membrane photocatalytic reactor (MPR) for industrial dye wastewater treatment under different membranes. J Environ Chem Eng 7:103143
Devi A (2013) ‘Old chemistries’ for new applications: perspectives for development of precursors for MOCVD and ALD applications. Coord Chem Rev 257:3332–3384
Deville S (2008) Freeze-casting of porous ceramics: a review of current achievements and issues. Adv Eng Mater 10:155–169
Dhar J, Patil S (2012) Self-assembly and catalytic activity of metal nanoparticles immobilized in polymer membrane prepared via layer-by-layer approach. ACS Appl Mater Interfaces 4:1803–1812
Dimitriadi M, Zafiropoulou M, Zinelis S, Silikas N, Eliades G (2019) Silane reactivity and resin bond strength to lithium disilicate ceramic surfaces. Dent Mater 35:1082–1094
Ding S, Zhang L, Li Y, L-a H (2019) Fabrication of a novel polyvinylidene fluoride membrane via binding SiO2 nanoparticles and a copper ferrocyanide layer onto a membrane surface for selective removal of cesium. J Hazard Mater 368:292–299
Dlamini DS, Mamba BB, Li J (2019) The role of nanoparticles in the performance of nano-enabled composite membranes – a critical scientific perspective. Sci Total Environ 656:723–731
Dong S, Wang Z, Sheng M, Qiao Z, Wang J (2020) Scaling up of defect-free flat membrane with ultra-high gas permeance used for intermediate layer of multi-layer composite membrane and oxygen enrichment. Sep Purif Technol 239:116580
Dotzauer DM, Abusaloua A, Miachon S, Dalmon J-A, Bruening ML (2009) Wet air oxidation with tubular ceramic membranes modified with polyelectrolyte/Pt nanoparticle films. Appl Catal B Environ 91:180–188
Du Z, Yao D, Xia Y, Zuo K, Yin J, Liang H, Zeng Y-P (2020) Highly porous silica foams prepared via direct foaming with mixed surfactants and their sound absorption characteristics. Ceram Int 46:12942–12947
Dzyazko YS, Rudenko AS, Yukhin YM, Palchik AV, Belyakov VN (2014) Modification of ceramic membranes with inorganic sorbents. Application to electrodialytic recovery of Cr(VI) anions from multicomponent solution. Desalination 342:52–60
Fang H, Gao JF, Wang HT, Chen CS (2012) Hydrophobic porous alumina hollow fiber for water desalination via membrane distillation process. J Membr Sci 403-404:41–46
Fang H, Ren C, Liu Y, Lu D, Winnubst L, Chen C (2013) Phase-inversion tape casting and synchrotron-radiation computed tomography analysis of porous alumina. J Eur Ceram Soc 33:2049–2051
Feng S, Zhong Z, Wang Y, Xing W, Drioli E (2018) Progress and perspectives in PTFE membrane: preparation, modification, and applications. J Membr Sci 549:332–349
Feng J, Xiong S, Wang Y (2019) Atomic layer deposition of TiO2 on carbon-nanotube membranes for enhanced capacitive deionization. Sep Purif Technol 213:70–77
Feng Z, Qi J, Lu T (2020) Highly-transparent AlON ceramic fabricated by tape-casting and pressureless sintering method. J Eur Ceram Soc 40:1168–1173
Gao N, Xu Z-K (2019) Ceramic membranes with mussel-inspired and nanostructured coatings for water-in-oil emulsions separation. Sep Purif Technol 212:737–746
Gao Z, Liu S, Wang Z, Yu S (2020) Composite NF membranes with anti-bacterial activity prepared by electrostatic self-assembly for dye recycle. J Taiwan Inst Chem Eng 106:34–50
Garmsiri E, Rasouli Y, Abbasi M, Izadpanah AA (2017) Chemical cleaning of mullite ceramic microfiltration membranes which are fouled during oily wastewater treatment. J Water Process Eng 19:81–95
Gaudillere C, Serra JM (2016) Freeze-casting: fabrication of highly porous and hierarchical ceramic supports for energy applications. Boletín de la Sociedad Española de Cerámica y Vidrio 55:45–54
George SM (2010) Atomic layer deposition: an overview. Chem Rev 110:111–131
Goh PS, Ismail AF (2018) A review on inorganic membranes for desalination and wastewater treatment. Desalination 434:60–80
Gong Y, Gao S, Tian Y, Zhu Y, Fang W, Wang Z, Jin J (2020) Thin-film nanocomposite nanofiltration membrane with an ultrathin polyamide/UIO-66-NH2 active layer for high-performance desalination. J Membr Sci 600:117874
Gu Q, Ng TCA, Zain I, Liu X, Zhang L, Zhang Z, Lyu Z, He Z, Ng HY, Wang J (2020) Chemical-grafting of graphene oxide quantum dots (GOQDs) onto ceramic microfiltration membranes for enhanced water permeability and anti-organic fouling potential. Appl Surf Sci 502:144128
Guan K, Liu G, Matsuyama H, Jin W (2020) Graphene-based membranes for pervaporation processes. Chin J Chem Eng
Guo Y, Xu B, Qi F (2016) A novel ceramic membrane coated with MnO2–Co3O4 nanoparticles catalytic ozonation for benzophenone-3 degradation in aqueous solution: fabrication, characterization and performance. Chem Eng J 287:381–389
Guo J, Benz D, Doan Nguyen T-T, Nguyen P-H, Thi Le T-L, Nguyen H-H, La Zara D, Liang B, Hintzen HT, van Ommen JR, Van Bui H (2020) Tuning the photocatalytic activity of TiO2 nanoparticles by ultrathin SiO2 films grown by low-temperature atmospheric pressure atomic layer deposition. Appl Surf Sci 530:147244
Hafiz MA, Hawari AH, Altaee A (2019) A hybrid forward osmosis/reverse osmosis process for the supply of fertilizing solution from treated wastewater. J Water Process Eng 32:100975
Hafiz M, Hawari AH, Alfahel R (2020): Treatment of wastewater using reverse osmosis for irrigation purposes, International Conference on Civil Infrastructure and Construction (CIC 2020). Qatar Univesrity Press, Doha, pp. 724–728
Hao L, Zhang Y, Kubomura R, Ozeki S, Liu S, Yoshida H, Jin Y, Lu Y (2021) Preparation and thermoelectric properties of CuAlO2 compacts by tape casting followed by SPS. J Alloys Compd 853:157086
He Z, Lyu Z, Gu Q, Zhang L, Wang J (2019) Ceramic-based membranes for water and wastewater treatment. Colloids Surf A Physicochem Eng Asp 578:123513
Hocaoglu SM, Wakui Y, Suzuki TM (2019) Separation of arsenic(V) by composite adsorbents of metal oxide nanoparticles immobilized on silica flakes and use of adsorbent coated alumina tubes as an alternative method. J Water Process Eng 27:134–142
Hong FT, Schneider A, Sarathy SM (2020) Enhanced lubrication by core-shell TiO2 nanoparticles modified with gallic acid ester. Tribol Int 146:106263
Howatt Glenn N (1952): Method of producing high dielectric high insulation ceramic plates. HOWATT GLENN N, US
Huang C-Y, Ko C-C, Chen L-H, Huang C-T, Tung K-L, Liao Y-C (2018) A simple coating method to prepare superhydrophobic layers on ceramic alumina for vacuum membrane distillation. Sep Purif Technol 198:79–86
Hubadillah SK, Othman MHD, Matsuura T, Ismail AF, Rahman MA, Harun Z, Jaafar J, Nomura M (2018a) Fabrications and applications of low cost ceramic membrane from kaolin: a comprehensive review. Ceram Int 44:4538–4560
Hubadillah SK, Othman MHD, Matsuura T, Rahman MA, Jaafar J, Ismail AF, Amin SZM (2018b) Green silica-based ceramic hollow fiber membrane for seawater desalination via direct contact membrane distillation. Sep Purif Technol 205:22–31
Hubadillah SK, Tai ZS, Othman MHD, Harun Z, Jamalludin MR, Rahman MA, Jaafar J, Ismail AF (2019) Hydrophobic ceramic membrane for membrane distillation: a mini review on preparation, characterization, and applications. Sep Purif Technol 217:71–84
Huh T-H, Kwark Y-J (2020) Fabrication of hierarchically micro/meso/macroporous silicon carbonitride ceramic using freeze casting method with a silsesquiazane precursor. Ceram Int 46:11218–11224
Huie JC (2003) Guided molecular self-assembly: a review of recent efforts. Smart Mater Struct 12:264–271
Issaoui M, Limousy L (2019) Low-cost ceramic membranes: synthesis, classifications, and applications. Comptes Rendus Chimie 22:175–187
Ivanets АI, Azarova ТА, Agabekov VE, Azarov SМ, Batsukh C, Batsuren D, Prozorovich VG, Rat’ko AA (2016) Effect of phase composition of natural quartz raw material on characterization of microfiltration ceramic membranes. Ceram Int 42:16571–16578
Jiang L, He S, Wang D, Li C, Zhou X, Yan B (2020) Polyvinylidene fluoride micropore membrane for removal of the released nanoparticles during the application of nanoparticle-loaded water treatment materials. J Clean Prod 261:121246
Johnson D, Hilal N (2015) Characterisation and quantification of membrane surface properties using atomic force microscopy: a comprehensive review. Desalination 356:149–164
Jumal J, Yamin BM, Ahmad M, Heng LY (2012) Mercury ion-selective electrode with self-plasticizing poly(n–buthylacrylate) membrane based on 1,2-bis-(N’–benzoylthioureido)cyclohexane as Ionophore. APCBEE Procedia 3:116–123
Kang S, Hwang YS, Kim Y-J, Yun Y-M, Chung Y (2019) Preparation of alumina-zirconia (Al-Zr) ceramic nanofiltration (NF) membrane for the removal of uranium in aquatic system. Water Supply 19:789–795
Karami P, Khorshidi B, McGregor M, Peichel JT, Soares JBP, Sadrzadeh M (2020) Thermally stable thin film composite polymeric membranes for water treatment: a review. J Clean Prod 250:119447
Kargari A, Rezaeinia S (2020) State-of-the-art modification of polymeric membranes by PEO and PEG for carbon dioxide separation: a review of the current status and future perspectives. J Ind Eng Chem 84:1–22
Karnati SR, Agbo P, Zhang L (2020) Applications of silica nanoparticles in glass/carbon fiber-reinforced epoxy nanocomposite. Compos Communications 17:32–41
Karnik BS, Davies SH, Baumann MJ, Masten SJ (2005) Fabrication of catalytic membranes for the treatment of drinking water using combined ozonation and ultrafiltration. Environ Sci Technol 39:7656–7661
Kayvani fard A, McKay G, Buekenhoudt A, Sulaiti H, Motmans F, Khraisheh M, Atieh M (2018): Inorganic membranes: preparation and application for water treatment and desalination. Materials (Basel) 11
Kemell M, Färm E, Ritala M, Leskelä M (2008) Surface modification of thermoplastics by atomic layer deposition of Al2O3 and TiO2 thin films. Eur Polym J 44:3564–3570
Keshmiri M, Mohseni M, Troczynski T (2004) Development of novel TiO2 sol–gel-derived composite and its photocatalytic activities for trichloroethylene oxidation. Appl Catal B Environ 53:209–219
Khatib SJ, Oyama ST (2013) Silica membranes for hydrogen separation prepared by chemical vapor deposition (CVD). Sep Purif Technol 111:20–42
Khatib SJ, Oyama ST, de Souza KR, Noronha FB (2011): Chapter 2 - review of silica membranes for hydrogen separation prepared by chemical vapor deposition. In: Oyama ST , Stagg-Williams SM (Editors), Membrane science and technology. Elsevier, pp. 25–60
Kim J, Van der Bruggen B (2010) The use of nanoparticles in polymeric and ceramic membrane structures: review of manufacturing procedures and performance improvement for water treatment. Environ Pollut 158:2335–2349
Kim J-M, Kim H-N, Park Y-J, Ko J-W, Lee J-W, Kim H-D (2015) Fabrication of transparent MgAl2O4 spinel through homogenous green compaction by microfluidization and slip casting. Ceram Int 41:13354–13360
Kong LB, Huang Y, Que W, Zhang T, Li S, Zhang J, Dong Z, Tang D (2015) Powder characterization and compaction. In: Kong LB et al (eds) Transparent ceramics. Springer International Publishing, Cham, pp 191–290
Kotov NA (1999) Layer-by-layer self-assembly: the contribution of hydrophobic interactions. Nanostruct Mater 12:789–796
Krajewski SR, Kujawski W, Bukowska M, Picard C, Larbot A (2006) Application of fluoroalkylsilanes (FAS) grafted ceramic membranes in membrane distillation process of NaCl solutions. J Membr Sci 281:253–259
Kroll S, Soltmann C, Koch D, Kegler P, Kunzmann A, Rezwan K (2014) Colored ceramic foams with tailored pore size and surface functionalization used as spawning plates for fish breeding. Ceram Int 40:15763–15773
Kujawski W, Kujawa J, Wierzbowska E, Cerneaux S, Bryjak M, Kujawski J (2016) Influence of hydrophobization conditions and ceramic membranes pore size on their properties in vacuum membrane distillation of water–organic solvent mixtures. J Membr Sci 499:442–451
Kuznetsova S, Mongush E, Lisitsa K (2019) Zinc oxide films obtained by sol-gel method from film-forming solutions. J Phys Conf Ser 1145:012020
Lam SJ, Wong EHH, Boyer C, Qiao GG (2018) Antimicrobial polymeric nanoparticles. Prog Polym Sci 76:40–64
Larbot A, Gazagnes L, Krajewski S, Bukowska M, Wojciech K (2004) Water desalination using ceramic membrane distillation. Desalination 168:367–372
Lawson KW, Lloyd DR (1997) Membrane distillation. J Membr Sci 124:1–25
Leskelä M, Ritala M (2002) Atomic layer deposition (ALD): from precursors to thin film structures. Thin Solid Films 409:138–146
Li K (2007) Ceramic membranes for separation and reaction. John Wiley & Sons, Hoboken
Li Y, Richardson JB, Mark Bricka R, Niu X, Yang H, Li L, Jimenez A (2009) Leaching of heavy metals from E-waste in simulated landfill columns. Waste Manag 29:2147–2150
Li L-H, Deng J-C, Deng H-R, Liu Z-L, Xin L (2010) Synthesis and characterization of chitosan/ZnO nanoparticle composite membranes. Carbohydr Res 345:994–998
Li F, Yang Y, Fan Y, Xing W, Wang Y (2012) Modification of ceramic membranes for pore structure tailoring: the atomic layer deposition route. J Membr Sci 397-398:17–23
Li X, Luo J, Feng Z, Zhou S, Huang J (2016) In-situ hot pressing sintering behaviors of Y2O3-La2O3 co-doped AlON ceramic. Ceram Int 42:17382–17386
Li Y-X, Cao Y, Wang M, Xu Z-L, Zhang H-Z, Liu X-W, Li Z (2018) Novel high-flux polyamide/TiO2 composite nanofiltration membranes on ceramic hollow fibre substrates. J Membr Sci 565:322–330
Li C, Sun W, Lu Z, Ao X, Li S (2020a) Ceramic nanocomposite membranes and membrane fouling: a review. Water Res 175:115674
Li X, Xu Y, Goh K, Chong TH, Wang R (2020b) Layer-by-layer assembly based low pressure biocatalytic nanofiltration membranes for micropollutants removal. J Membr Sci 615:118514
Li Z, Olah A, Baer E (2020c) Micro- and nano-layered processing of new polymeric systems. Prog Polym Sci 102:101210
Liang X, Weimer AW (2015) An overview of highly porous oxide films with tunable thickness prepared by molecular layer deposition. Curr Opinion Solid State Mater Sci 19:115–125
Liang X, Yu M, Li J, Jiang Y-B, Weimer AW (2009) Ultra-thin microporous–mesoporous metal oxide films prepared by molecular layer deposition (MLD). Chem Commun:7140–7142
Little Flower NA, Rahulan KM, Sujatha RA, Sharath RA, Darson J, Gopalakrishnan C (2019) Fabrication of silver nanoparticles decorated polysulfone composite membranes for sulfate rejection. Appl Surf Sci 493:645–656
Liu R, Yuan J, Wang C-a (2013) A novel way to fabricate tubular porous mullite membrane supports by TBA-based freezing casting method. J Eur Ceram Soc 33:3249–3256
Liu Z, Yang H, Jia Y, Shu X (2017) Heat protective properties of NiCrAlY/Al2O3 gradient ceramic coating fabricated by plasma spraying and slurry spraying. Surf Coat Technol 327:1–8
Liu Y, Zhu W, Guan K, Peng C, Wu J (2018) Freeze-casting of alumina ultra-filtration membranes with good performance for anionic dye separation. Ceram Int 44:11901–11904
Liu P, Wang X, Tian L, He B, Lv X, Li X, Wang C, Song L (2020) Adsorption of silver ion from the aqueous solution using a polyvinylidene fluoride functional membrane bearing thiourea groups. J Water Process Eng 34:101184
Livage J, Ganguli D (2001) Sol–gel electrochromic coatings and devices: a review. Sol Energy Mater Sol Cells 68:365–381
Lu F, Astruc D (2020) Nanocatalysts and other nanomaterials for water remediation from organic pollutants. Coord Chem Rev 408:213180
Lu J, Yu Y, Zhou J, Song L, Hu X, Larbot A (2009) FAS grafted superhydrophobic ceramic membrane. Appl Surf Sci 255:9092–9099
Lu X, Evans JRG, Heavens SN (2012) Ceramic domes fabricated by a combination of tape casting and vacuum forming. J Eur Ceram Soc 32:681–687
Lu D, Cheng W, Zhang T, Lu X, Liu Q, Jiang J, Ma J (2016) Hydrophilic Fe2O3 dynamic membrane mitigating fouling of support ceramic membrane in ultrafiltration of oil/water emulsion. Sep Purif Technol 165:1–9
Lue SJ, Pai Y-L, Shih C-M, Wu M-C, Lai S-M (2015) Novel bilayer well-aligned Nafion/graphene oxide composite membranes prepared using spin coating method for direct liquid fuel cells. J Membr Sci 493:212–223
Maaskant E, de Wit P, Benes NE (2018) Direct interfacial polymerization onto thin ceramic hollow fibers. J Membr Sci 550:296–301
Maharubin S, Zhou Y, Tan GZ (2019) Integration of silver nanoparticles and microcurrent for water filtration. Sep Purif Technol 212:57–64
Manni A, Achiou B, Karim A, Harrati A, Sadik C, Ouammou M, Alami Younssi S, El Bouari A (2020) New low-cost ceramic microfiltration membrane made from natural magnesite for industrial wastewater treatment. J Environ Chem Eng 8:103906
Mansoori S, Davarnejad R, Matsuura T, Ismail AF (2020) Membranes based on non-synthetic (natural) polymers for wastewater treatment. Polym Test 84:106381
Mao Y, Huang Q, Meng B, Zhou K, Liu G, Gugliuzza A, Drioli E, Jin W (2020) Roughness-enhanced hydrophobic graphene oxide membrane for water desalination via membrane distillation. J Membr Sci 611:118364
Martín MM (2016) Chapter 4 - water. In: Martín MM (ed) Industrial chemical process analysis and design. Elsevier, Boston, pp 125–197
Masturi SA, Susilawati ES, Widodo R, Alighiri D (2019) The effect of thermal activation for natural zeolite on the performance of ceramic membrane as Pb 2+ ion adsorption. J Phys Conf Ser 1170:012055
Maximous N, Nakhla G, Wan W, Wong K (2009) Preparation, characterization and performance of Al2O3/PES membrane for wastewater filtration. J Membr Sci 341:67–75
Meng X, Liu Z, Deng C, Zhu M, Wang D, Li K, Deng Y, Jiang M (2016) Microporous nano-MgO/diatomite ceramic membrane with high positive surface charge for tetracycline removal. J Hazard Mater 320:495–503
Mestre S, Gozalbo A, Lorente-Ayza MM, Sánchez E (2019) Low-cost ceramic membranes: a research opportunity for industrial application. J Eur Ceram Soc 39:3392–3407
Mohammadi T, Pak A (2003) Effect of calcination temperature of kaolin as a support for zeolite membranes. Sep Purif Technol 30:241–249
Moritz T, Richter H-J (2007) Ice-mould freeze casting of porous ceramic components. J Eur Ceram Soc 27:4595–4601
Mosquim V, Ferrairo BM, Vertuan M, Magdalena AG, Fortulan CA, Lisboa-Filho PN, Cesar PF, Bonfante EA, Honório HM, Sanches Borges AF (2020) Structural, chemical and optical characterizations of an experimental SiO2–Y-TZP ceramic produced by the uniaxial/isostatic pressing technique. J Mech Behav Biomed Mater 106:103749
Mouiya M, Bouazizi A, Abourriche A, Benhammou A, El Hafiane Y, Ouammou M, Abouliatim Y, Younssi SA, Smith A, Hannache H (2019) Fabrication and characterization of a ceramic membrane from clay and banana peel powder: application to industrial wastewater treatment. Mater Chem Phys 227:291–301
Muthukumaran S, Yang K, Seuren A, Kentish S, Ashokkumar M, Stevens GW, Grieser F (2004) The use of ultrasonic cleaning for ultrafiltration membranes in the dairy industry. Sep Purif Technol 39:99–107
Ng LY, Mohammad AW, Leo CP, Hilal N (2013) Polymeric membranes incorporated with metal/metal oxide nanoparticles: a comprehensive review. Desalination 308:15–33
Ngoc Dung TT, Phan Thi L-A, Nam VN, Nhan TT, Quang DV (2019) Preparation of silver nanoparticle-containing ceramic filter by in-situ reduction and application for water disinfection. J Environ Chem Eng 7:103176
Nishihora RK, Rachadel PL, Quadri MGN, Hotza D (2018) Manufacturing porous ceramic materials by tape casting—a review. J Eur Ceram Soc 38:988–1001
Nthunya LN, Gutierrez L, Khumalo N, Derese S, Mamba BB, Verliefde AR, Mhlanga SD (2019) Superhydrophobic PVDF nanofibre membranes coated with an organic fouling resistant hydrophilic active layer for direct-contact membrane distillation. Colloids Surf A Physicochem Eng Asp 575:363–372
Oun A, Tahri N, Mahouche-Chergui S, Carbonnier B, Majumdar S, Sarkar S, Sahoo GC, Ben Amar R (2017) Tubular ultrafiltration ceramic membrane based on titania nanoparticles immobilized on macroporous clay-alumina support: elaboration, characterization and application to dye removal. Sep Purif Technol 188:126–133
Pang R, Li X, Li J, Lu Z, Sun X, Wang L (2014) Preparation and characterization of ZrO2/PES hybrid ultrafiltration membrane with uniform ZrO2 nanoparticles. Desalination 332:60–66
Park H, Kim Y, An B, Choi H (2012) Characterization of natural organic matter treated by iron oxide nanoparticle incorporated ceramic membrane-ozonation process. Water Res 46:5861–5870
Pendergast M, Hoek E (2011) A review of water treatment membrane nanotechnologies. Energy Environ Sci 4:1946–1971
Peng S, Chen Y, Jin X, Lu W, Gou M, Wei X, Xie J (2020) Polyimide with half encapsulated silver nanoparticles grafted ceramic composite membrane: enhanced silver stability and lasting anti–biofouling performance. J Membr Sci 611:118340
Pia G, Casnedi L, Sanna U (2015) Porous ceramic materials by pore-forming agent method: An intermingled fractal units analysis and procedure to predict thermal conductivity. Ceram Int 41:6350–6357
Qiao J, Wen Y (2020) Preparation and characterization of magnesium aluminate (MgAl2O4) spinel ceramic foams via direct foam-gelcasting. Ceram Int 46:678–684
Radjabian M, Abetz V (2020) Advanced porous polymer membranes from self-assembling block copolymers. Prog Polym Sci 102:101219
Ray JR, Tadepalli S, Nergiz SZ, Liu K-K, You L, Tang Y, Singamaneni S, Jun Y-S (2015) Hydrophilic, bactericidal nanoheater-enabled reverse osmosis membranes to improve fouling resistance. ACS Appl Mater Interfaces 7:11117–11126
Rigney MP, Funkenbusch EF, Carr PW (1990) Physical and chemical characterization of microporous zirconia. J Chromatogr A 499:291–304
RoyChoudhury P, Majumdar S, Sarkar S, Kundu B, Sahoo GC (2019) Performance investigation of Pb(II) removal by synthesized hydroxyapatite based ceramic ultrafiltration membrane: bench scale study. Chem Eng J 355:510–519
Sábio RM, Meneguin AB, Ribeiro TC, Silva RR, Chorilli M (2019) New insights towards mesoporous silica nanoparticles as a technological platform for chemotherapeutic drugs delivery. Int J Pharm 564:379–409
Safarpour M, Arefi-Oskoui S, Khataee A (2020) A review on two-dimensional metal oxide and metal hydroxide nanosheets for modification of polymeric membranes. J Ind Eng Chem 82:31–41
Saffaj N, Persin M, Younsi SA, Albizane A, Cretin M, Larbot A (2006) Elaboration and characterization of microfiltration and ultrafiltration membranes deposited on raw support prepared from natural Moroccan clay: application to filtration of solution containing dyes and salts. Appl Clay Sci 31:110–119
Saja S, Bouazizi A, Achiou B, Ouaddari H, Karim A, Ouammou M, Aaddane A, Bennazha J, Alami Younssi S (2020) Fabrication of low-cost ceramic ultrafiltration membrane made from bentonite clay and its application for soluble dyes removal. J Eur Ceram Soc 40:2453–2462
Saleem H, Zaidi SJ (2020) Nanoparticles in reverse osmosis membranes for desalination: a state of the art review. Desalination 475:114171
Schulze D, Schiller W (1998) Burnout of organic components of glass ceramic composite tapes: thermoanalytical investigations. J Therm Anal Calorim 52:211–219
Shang R, Goulas A, Tang CY, de Frias Serra X, Rietveld LC, Heijman SGJ (2017) Atmospheric pressure atomic layer deposition for tight ceramic nanofiltration membranes: synthesis and application in water purification. J Membr Sci 528:163–170
Sheikh M, Pazirofteh M, Dehghani M, Asghari M, Rezakazemi M, Valderrama C, Cortina J-L (2019) Application of ZnO nanostructures in ceramic and polymeric membranes for water and wastewater technologies: a review. Chem Eng J 391:123475
Sheikh M, Pazirofteh M, Dehghani M, Asghari M, Rezakazemi M, Valderrama C, Cortina J-L (2020) Application of ZnO nanostructures in ceramic and polymeric membranes for water and wastewater technologies: a review. Chem Eng J 391:123475
Skouteris G, Hermosilla D, López P, Negro C, Blanco Á (2012) Anaerobic membrane bioreactors for wastewater treatment: a review. Chem Eng J 198-199:138–148
Song Z, Huang Y, Wang L, Li S, Yu M (2015) Composite 5A zeolite with ultrathin porous TiO2 coating for selective gas adsorption. Chem Commun 51:373–375
Song Z, Fathizadeh M, Huang Y, Chu KH, Yoon Y, Wang L, Xu WL, Yu M (2016) TiO2 nanofiltration membranes prepared by molecular layer deposition for water purification. J Membr Sci 510:72–78
Sood A, Sundberg P, Karppinen M (2013) ALD/MLD of novel layer-engineered Zn-based inorganic–organic hybrid thin films using heterobifunctional 4-aminophenol as an organic precursor. Dalton Trans 42:3869–3875
Studart AR Amstad E, Gauckler LJ (2006a) Colloidal stabilization of nanoparticles in concentrated suspensions. ACS Publications
Studart AR, Gonzenbach UT, Tervoort E, Gauckler LJ (2006b) Processing routes to macroporous ceramics: a review. J Am Ceram Soc 89:1771–1789
Su C, Xu Y, Zhang W, Liu Y, Li J (2012) Porous ceramic membrane with superhydrophobic and superoleophilic surface for reclaiming oil from oily water. Appl Surf Sci 258:2319–2323
Suresh K, Pugazhenthi G (2017) Cross flow microfiltration of oil-water emulsions using clay based ceramic membrane support and TiO2 composite membrane. Egypt J Pet 26:679–694
Talidi A, Nabil S, Kacem E, El Kacemi K, Younssi S, Albizane AA, Chakir A (2011) Processing and characterization of tubular ceramic support for microfiltration membrane prepared from pyrophyllite clay. Sci Study Res: Chemistry and Chemical Engineering, Biotechnology, Food Industry 12:263–268
Tang S, Zhang L, Peng Y, Liu J, Zhang Z (2019) Fenton cleaning strategy for ceramic membrane fouling in wastewater treatment. J Environ Sci 85:189–199
Thabit MS, Hawari AH, Ammar MH, Zaidi S, Zaragoza G, Altaee A (2019) Evaluation of forward osmosis as a pretreatment process for multi stage flash seawater desalination. Desalination 461:22–29
Thombre NV, Gadhekar AP, Patwardhan AV, Gogate PR (2020) Ultrasound induced cleaning of polymeric nanofiltration membranes. Ultrason Sonochem 62:104891
Tolba GMK, Bastaweesy AM, Ashour EA, Abdelmoez W, Khalil KA, Barakat NAM (2016) Effective and highly recyclable ceramic membrane based on amorphous nanosilica for dye removal from the aqueous solutions. Arab J Chem 9:287–296
Toma F-L, Potthoff A, Berger L-M, Leyens C (2015) Demands, potentials, and economic aspects of thermal spraying with suspensions: a critical review. J Therm Spray Technol 24:1143–1152
Tomina VV, Stolyarchuk NV, Melnyk IV, Zub YL, Kouznetsova TF, Prozorovich VG, Ivanets AI (2017) Composite sorbents based on porous ceramic substrate and hybrid amino- and mercapto-silica materials for Ni(II) and Pb(II) ions removal. Sep Purif Technol 175:391–398
Tomina VV, Nazarchuk GI, Melnyk IV (2019a) Modification of ceramic membranes by silica nanoparticles with Thiourea functions. J Nanomater 2019:1–8
Tomina VV, Nazarchuk GI, Melnyk IV (2019b) Modification of ceramic membranes by silica nanoparticles with thiourea functions. J Nanomater 2019:2534934
Tsetsekou A, Agrafiotis C, Milias A (2001) Optimization of the rheological properties of alumina slurries for ceramic processing applications part I: slip-casting. J Eur Ceram Soc 21:363–373
Van de Kerckhove K, Barr MKS, Santinacci L, Vereecken PM, Dendooven J, Detavernier C (2018) The transformation behaviour of “alucones”, deposited by molecular layer deposition, in nanoporous Al2O3 layers. Dalton Trans 47:5860–5870
Vinoth Kumar R, Kumar Ghoshal A, Pugazhenthi G (2015) Elaboration of novel tubular ceramic membrane from inexpensive raw materials by extrusion method and its performance in microfiltration of synthetic oily wastewater treatment. J Membr Sci 490:92–102
Vlassiouk I, Fulvio P, Meyer H, Lavrik N, Dai S, Datskos P, Smirnov S (2013) Large scale atmospheric pressure chemical vapor deposition of graphene. Carbon 54:58–67
Wae AbdulKadir WAF, Ahmad AL, Seng OB, Che Lah NF (2020) Biomimetic hydrophobic membrane: a review of anti-wetting properties as a potential factor in membrane development for membrane distillation (MD). J Ind Eng Chem 91:15–36
Wang N, Zhang R, Liu T, Shen H, Ji S, Li J-R (2015) Ceramic tubular MOF hybrid membrane fabricated through in situ layer-by-layer self-assembly for nanofiltration. AICHE J 62:n/a-n/a
Wang J, Ng CK, Cao B, Qing W, Liu F, Tang CY (2018a) Polydopamine enabled palladium loaded nanofibrous membrane and its catalytic performance for trichloroethene dechlorination. Appl Catal A Gen 559:122–126
Wang YH, Chen G, Wang ZS, Liu JW, Luo PF (2018b) Improvement of microcracks resistance of porous aluminium titanate ceramic membrane support using attapulgite clay as additive. Ceram Int 44:2077–2084
Wang J, Gao X, Yu H, Wang Q, Ma Z, Li Z, Zhang Y, Gao C (2019) Accessing of graphene oxide (GO) nanofiltration membranes for microbial and fouling resistance. Sep Purif Technol 215:91–101
Weber M, Drobek M, Rebière B, Charmette C, Cartier J, Julbe A, Bechelany M (2020) Hydrogen selective palladium-alumina composite membranes prepared by atomic layer deposition. J Membr Sci 596:117701
Wiecinski P, Wieclaw-Midor A (2020) Slip casting of highly concentrated ZnO suspensions: rheological studies, two-step sintering and resistivity measurements. Ceram Int
Wilson D, de los Ángeles Arada M, Alegret S, del Valle M (2010) Lead(II) ion selective electrodes with PVC membranes based on two bis-thioureas as ionophores: 1,3-bis(N′-benzoylthioureido)benzene and 1,3-bis(N′-furoylthioureido)benzene. J Hazard Mater 181:140–146
Woo SH, Min BR, Lee JS (2017) Change of surface morphology, permeate flux, surface roughness and water contact angle for membranes with similar physicochemical characteristics (except surface roughness) during microfiltration. Sep Purif Technol 187:274–284
Wu N-L, Lee M-S (2004) Enhanced TiO2 photocatalysis by cu in hydrogen production from aqueous methanol solution. Int J Hydrog Energy 29:1601–1605
Wu S, Wang Z, Xiong S, Wang Y (2019) Tailoring TiO2 membranes for nanofiltration and tight ultrafiltration by leveraging molecular layer deposition and crystallization. J Membr Sci 578:149–155
Xomeritakis G, Braunbarth CM, Smarsly B, Liu N, Köhn R, Klipowicz Z, Brinker CJ (2003) Aerosol-assisted deposition of surfactant-templated mesoporous silica membranes on porous ceramic supports. Microporous Mesoporous Mater 66:91–101
Xu Y, Goh K, Wang R, Bae T-H (2019) A review on polymer-based membranes for gas-liquid membrane contacting processes: current challenges and future direction. Sep Purif Technol 229:115791
Yan Q, Qiu M, Chen X, Fan Y (2019) Ultrasound assisted synthesis of size-controlled aqueous colloids for the fabrication of nanoporous zirconia membrane. Front Chem 7:337
Yang Y, Liu Q, Wang H, Ding F, Jin G, Li C, Meng H (2017) Superhydrophobic modification of ceramic membranes for vacuum membrane distillation. Chin J Chem Eng 25:1395–1401
Yang E, Chae K-J, Choi M-J, He Z, Kim IS (2019) Critical review of bioelectrochemical systems integrated with membrane-based technologies for desalination, energy self-sufficiency, and high-efficiency water and wastewater treatment. Desalination 452:40–67
Yasukawa M, Suzuki T, Higa M (2018): Chapter 1 - salinity gradient processes: thermodynamics, applications, and future prospects. In: Sarp S , Hilal N (Editors), Membrane-based salinity gradient processes for water treatment and power generation. Elsevier, pp. 3–56
Yin Y, Wang H, Li D, Jing W, Fan Y, Xing W (2016) Fabrication of mesoporous titania-zirconia composite membranes based on nanoparticles improved hydrosol. J Colloid Interface Sci 478:136–144
Yu S, Zuo X, Bao R, Xu X, Wang J, Xu J (2009) Effect of SiO2 nanoparticle addition on the characteristics of a new organic–inorganic hybrid membrane. Polymer 50:553–559
Zhang L-y, Zhou D-l, Chen Y, Liang B, J-b Z (2014) Preparation of high open porosity ceramic foams via direct foaming molded and dried at room temperature. J Eur Ceram Soc 34:2443–2452
Zhang Y, Zeng F, Yu C, Wu C, Ding W, Lu X (2015) Fabrication and characterization of dense BaCo0.7Fe0.2Nb0.1O3−δ tubular membrane by slip casting techniques. Ceram Int 41:1401–1411
Zhang Q, Wang H, Fan X, Lv F, Chen S, Quan X (2016) Fabrication of TiO2 nanofiber membranes by a simple dip-coating technique for water treatment. Surf Coat Technol 298:45–52
Zhang D-S, Abadikhah H, Wang J-W, Hao L-Y, Xu X, Agathopoulos S (2019a) β-SiAlON ceramic membranes modified with SiO2 nanoparticles with high rejection rate in oil-water emulsion separation. Ceram Int 45:4237–4242
Zhang W, Peng C, Liu D, Cheng Y, Wu J (2019b) Preparation of fused silica membrane with high performance for high temperature gas filtration by sealing and spray coating. Ceram Int 45:11607–11614
Zhao D, Yu S (2015) A review of recent advance in fouling mitigation of NF/RO membranes in water treatment: pretreatment, membrane modification, and chemical cleaning. Desalin Water Treat 55:870–891
Zhao DL, Yeung WS, Zhao Q, Chung T-S (2020a) Thin-film nanocomposite membranes incorporated with UiO-66-NH2 nanoparticles for brackish water and seawater desalination. J Membr Sci 604:118039
Zhao Y-x, Li P, Li R-h, Li X-y (2020b) Characterization and mitigation of the fouling of flat-sheet ceramic membranes for direct filtration of the coagulated domestic wastewater. J Hazard Mater 385:121557
Zhou H, Yu S-J, Zhang Y-J, Chen M-G, Jiao Z-W, Si P-Z (2013) In situ electric properties of Ag films deposited on rough substrates. Philos Mag Lett 93:18–26
Zhou Z, He X, Zhou M, Meng F (2017) Chemically induced alterations in the characteristics of fouling-causing bio-macromolecules – implications for the chemical cleaning of fouled membranes. Water Res 108:115–123
Zhou J, Qin Z, Liu T, Ma Y, An Q, Guo H (2019) Fabrication of MoS2/polyelectrolyte composite membrane on ceramic tube with enhanced nanofiltration performance. Desalin Water Treat 156:46–51
Zhu L, Chen M, Dong Y, Tang CY, Huang A, Li L (2016) A low-cost mullite-titania composite ceramic hollow fiber microfiltration membrane for highly efficient separation of oil-in-water emulsion. Water Res 90:277–285
Zou D, Qiu M, Chen X, Drioli E, Fan Y (2019a) One step co-sintering process for low-cost fly ash based ceramic microfiltration membrane in oil-in-water emulsion treatment. Sep Purif Technol 210:511–520
Zou D, Xu J, Chen X, Drioli E, Qiu M, Fan Y (2019b) A novel thermal spraying technique to fabricate fly ash/alumina composite membranes for oily emulsion and spent tin wastewater treatment. Sep Purif Technol 219:127–136
Acknowledgements
This publication was made possible by an Award (GSRA6-2-0516-19029) from Qatar National Research Fund (a member of Qatar Foundation). The contents herein are solely the responsibility of the author[s]. In addition, the authors wish to thank Qatar Foundation for the financial support provided to one of the co-authors through a graduate sponsorship research award (GSRA6-1-0509-19021). The authors wish to thank Qatar National Library (QNL) for the publication financial support.
Funding
Open Access funding provided by the Qatar National Library. Students scholarship was provided through (GSRA6-2-0516-19029) and (GSRA6-1-0509-19021) from Qatar National Research Fund (a member of Qatar Foundation).
Author information
Authors and Affiliations
Contributions
Dina Ewis: literature search, data analysis, and writing manuscript; Norhan Ashraf Ismail: literature search, data analysis, and writing manuscript; MhdAmmar Hafiz: data analysis and writing manuscript; Abdelbaki Benamor: formulation of idea and review/editing; Alaa H. Hawari: formulation of idea and review/editing.
Corresponding author
Ethics declarations
Disclaimer
The contents herein are solely the responsibility of the author(s).
Competing interests
The authors declare that they have no competing interests.
Additional information
Responsible Editor: Angeles Blanco
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ewis, D., Ismail, N.A., Hafiz, M. et al. Nanoparticles functionalized ceramic membranes: fabrication, surface modification, and performance. Environ Sci Pollut Res 28, 12256–12281 (2021). https://doi.org/10.1007/s11356-020-11847-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-020-11847-0