
Abstract
The aim of this review paper is to critically analyze the existing studies on waste electric and electronic equipment (WEEE), which is one of the most increasing solid waste streams. This complex solid waste stream has pushed many scientific communities to develop novel technologies with minimum ecological disturbance. Noteworthy amount of valuable metals makes e-waste to a core of “urban mining”; therefore, it warrants special attention. Present study is focused on all the basic conceptual knowledge of WEEE ranging from compositional analysis, global statistics of e-waste generation, and metallurgical processes applied for metals extraction from e-waste. This review critically analyses the existing studies to emphasize on the heterogeneity nature of e-waste, which has not been focused much in any of the existing review articles. Comprehensive analysis of conventional approaches such as pyrometallurgy and hydrometallurgy reveals that high costs and secondary pollution possibilities limit the industrial feasibilities of these processes. Therefore biohydrometallurgy, a green technology, has been attracting researchers to focus on this novel technique to implement it for metal extraction from WEEE.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In today’s scenario, revolutionary development has connected everyone and created a digital economy. Everyday electronic companies are introducing products with new features and services at cheaper rates, which are increasing the demand for these electronic equipment. In parallel, this increased demand for electronic equipment is generating a high amount of waste electronic products considered as e-waste or WEEE, which is a prominent solid waste stream (Chauhan et al. 2018). Increased number of users, economic development, and innovation in technology are few factors responsible for this growing amount of e-waste. Numerous studies have been reviewed like consumption and usage of e-waste, market and distribution analysis, material flow analysis, and export analysis to estimate the e-waste. There could be a considerable variation in reports due to assumptions and strategies applied in different studies, making the quantification of WEEE generation difficult. These challenges have prompted researchers to regulate the increasing e-waste, as these accumulated wastes liberate the alternative pollutants and heavy metals (Perkins et al. 2014; Pant et al. 2012). There are many conventional as well as advanced strategies applied for e-waste treatment. Although, the traditional procedures are effective for recovering metals, yet need is felt for the development of a novel approach to create a standard system to treat e-waste and retrieve metals. Comprehended information is available regarding the existing approaches like hydrometallurgical and pyrometallurgical technologies for WEEE recovery. This review aims to highlight the international and national scenario of e-waste production, heterogeneity with metals concentration, which is not focused yet in any of the studies, discussion about the different techniques being used and improvements in biohydrometallurgical process.
Composition of e-waste
The equipment which works on the electromagnetic field or electric current is classified as electrical and electronic equipment (EEE). These equipment generate and measure the electromagnetic field or current (Perkins et al. 2014). Regular upgradation in all the electric and electronic equipment leads to generate tremendous amount of outdated products as e-waste. WEEE consists of various toxic substances, with three main categories, i.e., ceramics, metals, and organic materials (Xia et al. 2018). PCB (printed circuit board) is considered as principal constituent of major electronic products, made up of 305 types of plastics, 30% refractory oxides together with enol, and 40% metals (in which Cu holds 10–30%) (Jagannath et al. 2017). Therefore, WEEE is claimed to have a complex, diverse, and heterogeneous composition comprising iron steel (50%), non-ferrous metal (13%), plastics (21%), and other constituents (16%) such as ceramics, glass, and rubber (Anshu and Hait 2017; Uddin 2012). Copper, zinc, and nickel are classified as non-ferrous metals which are abundantly found in WEEE. Table 1 represents the major metallic constituents along with their sources in electric and electronic equipment. Polycyclic aromatic hydrocarbons (PAH), polybrominated dibenzo-p-dioxin (PBDD), and polybrominated diphenyl ethers (PBDEs) are classified as plastic, whereas brominated flame retardants (BFR), dibenzofurans, dioxins, and glass fibers have been considered into organic materials; additionally, alkaline earth oxides, alumina, barium titanate, and silica have been categorized in ceramic group (Julander et al. 2014; Imran et al. 2017). The liberation of some hazardous metals like cadmium, beryllium, mercury, and chromium into the ecosystem is responsible for toxicity of WEEE (Anshu and Hait 2018). Seeing the complexity, heterogeneity, and harmful effects of e-waste, management, and resources conservation has become the utmost concern to avoid resulting pollution.
Global statistics of WEEE generation
Quantification of e-waste is the critical step to consider the challenges coupled with WEEE. Significant amount of data related to e-waste will help us in regulating illegal dumping and e-waste generation. According to a survey conducted by United Nation University (UNU), in 2016, worldwide e-waste quantity was 44.7 Mt which is anticipated to excel more than 52.2 Mt by 2021 with 4% annual extension rate (Wang et al. 2016). Only 20 % (8.9 Mt) of total waste is subjected for its collection and recycling purpose whereas 35.8 Mt (80%) is undocumented and dumped illegally into the landfills. High gross domestic product (GDP) of developed countries is responsible for higher e-waste production rate in term of kilogram (kg) per inhabitant as compared with developing countries. Top ten countries with highest e-waste contribution are listed in Table 2. In spite of low rate of e-waste generation per inhabitant (4.2 kg/inh), Asia was found to be top producer with total 18.2 Mt (Jagannath et al. 2017; Wang et al. 2016). From Asian continent, China contributed the highest amount (7.2 Mt) followed by Japan and India with 2.1 and 2 Mt, respectively. Despite of greatest collection rate (35 %), Europe listed second rank among the continents with 12.3 Mt in parallel to 16.6 kg/inh. According to the global e-waste Monitor 2017, in Europe, Germany contributed highest quantity (1.9 Mt), followed by Great Britain and Russia 1.6 Mt and 1.4 Mt, respectively. Americas produce total 11.3 Mt of e-waste with 6.3 Mt contributions from United State of America (USA) itself. Brazil ranked second, with 1.5 Mt, followed by Mexico, with 1 Mt (Anshu and Hait 2017). Africa holds last rank where Egypt contributes 0.5 Mt and 0.3 Mt contributions from South Africa and Algeria. Oceania continent ranked last for total e-waste generation (0.7 Mt) with 6 % collection rate, but considered greatest producer in terms to per inhabitant (17.3 kg/inh) (Awasthi et al. 2016a). The rising rate of this municipal solid waste stream have been alarmed many countries for adopting e-waste legislation. Currently, national e-waste management policies and legislation covered 66% of the world population, which has been increased from 44% since 2014. Being highest inhabitant countries of Asia, 72% population of China and India has enacted strict e-waste legislation. China has showed strong responsibility also in formal recycling, and metals recovery from e-waste Awasthi and Li 2017. In 2011, National Television and Computer Recycling Scheme was implemented by Australian government, which resulted into the recycling of 7.5 % of total generated e-waste. The issues of poor e-waste management facilities of the low economic countries require urgent attention. Figure 1 represents the global e-waste generation along with recycling data for different continents.

Continents contributing total amount of e-waste along with collection and recycling rate
Urban mining—an economic perspective
In 2016, the net worth of e-waste was estimated to be $ 61.05 billion, which is higher than the GDP of most developing countries. Moreover, e-waste is the reservoir of many valuable metals having concentrations 40 to 50 times higher than natural deposits, which makes this waste to “sleeping mines” (Kumar et al. 2018). More surprisingly, gold and silver are two precious metals consumed tremendously (i.e., 320 ton and 7500 ton, respectively) each year for production of new electronic products as reported by Environmental Protection Agency (EPA). Hence, about $ 21 billion worth precious metals are present in these devices. Altogether 60 different elements are found in the electronics devices, which can be recovered. E-waste generally contains high amounts of aluminum and iron along with plastic, which can be reused (Das and Ting 2017). UNU reported that e-waste globally contains secondary raw materials of worth approximately $ 60 billion as shown in Table 3, considering the significance of waste electronic products; there is a need for the establishment of a proper management system which allows the regulated recovery of valuable metals from dumped electronic equipment. EPA reports have stated that, by recycling 1 million cell phones alone, we can recover 10 tons copper, 0.01 tons of palladium, 0.275 tons of silver, and 0.025 tons of gold. Therefore, to utilize this chance, there is a need for framing new policies which aid in developing an infrastructure having advanced equipment capable of retrieving highly invaluable metals from e-waste.
Heterogeneity of e-waste
Heterogeneity of e-waste is the key challenge which prevents us to determine the precise amount of metals in same WEEE samples. PCBs (printed circuit boards) are considered to be the most vital component in most electronic products. As per the statistics provided by Ministry of Information Industry of China, PCBs production in 2010 was around 1.1 × 109 m2 corresponding to 30% share in the global market (Chauhan et al. 2018). These facts impose threat of rapid increase in e-waste. Various studies have been conducted on PCBs to quantify different metal concentration in it. One-gram sample of waste PCB was assessed by Xiang et al. (2010) and found that PCB sample contains aluminum (26 mgg−1), copper (231 mgg−1), lead (29 mgg−1), tin (19 mgg−1), and zinc (17.5 mgg−1). Pardhan and Kumar (2012) determined the metal composition of PCBs scrape. They found 152-mgg−1 copper, 46.3-mgg−1 aluminum, 32.5-mgg−1 iron, 29.3-mgg−1 lead, 17.5-mgg−1 nickel, 11.2-mgg−1 zinc, 0.58-mgg−1silver, and 0.29-mgg−1 gold. Gu et al. (2017) analyzed PCBs of spent mobile phones with 203-mgg−1 copper, 48.39-mgg−1 nickel, 62.25-mgg−1 tin, and 1.11-mgg−1 gold. In 2018, Wu et al. (2018) found the presence of 0.85-mgg−1 aluminum, 65-mgg−1copper, < 0.01-mgg−1 iron, 0.02-mgg−1 lead, 0.23-mgg−1nickel, and < 0.01-mgg−1zinc in 1-g PCB sample. Kumar et al. (2018) revealed the presence of 23.4-mgg−1 copper, 1.1-mgg−1 cobalt, 0.9-mgg−1chromium, 22.2-mgg−1 of iron, 0.08-mgg−1 of gold, 2.0-mgg−1 of nickel, 0.4-mgg−1 of silver, and 0.7-mgg−1 of zinc in 1 g of PCB sample. Khatri et al. (2018) analyzed the metallic composition of cell phones PCBs and found 275.5-mgg−1 copper, 63.7-mgg−1 iron, 17.9-mgg−1 zinc, 19.6-mgg−1 nickel along with other base metals and toxic metals whereas silver and gold like invaluable metals were found to be very less, i.e., 0.02 mgg−1 and 0.08 mgg−1. Amount of precious metals in PCBs categorizes this e-waste into high, medium, and low grade scrape. Precious metals are significantly more in high class and medium class PCBs material whereas in low grade material precious metals content is very less. Xia et al. (2018) reported the presence of aluminum (0.88 mgg−1), copper (2.49 mgg−1), lead (0.78 mgg−1), tin (0.1 mgg−1), and zinc (0.35 mgg−1) in PCBs without any precious metals in low-grade PCBs. Copper is found to be predominant metal along with other base metals in all PCBs sample, whereas precious metal concentration varies along with the size and processing of PCBs samples. These studies show and highlight the different metal concentration within the same PCBs e-waste. This heterogeneity trend is not limited to PCB samples, but it is same for other e-waste streams. This heterogeneous nature of electronic scrap limits recovery and recycling of metals (Joshi et al. 2017).
Recycling processes and their effects
There are two major sectors that are involved in WEEE management and recycling, i.e., “Formal” and “Informal”. E-waste treatment is done with appropriated machinery and designed facilities in case of former process, which ensure the safe working environment. However, high cost of equipment and facilities restrict the usage of formal processing in many developing countries. Although, formal e-waste recycling units have proper facilities, yet the exposure of toxicants can affect the workers and surrounding environment (Cucchiella et al. 2015; Chancerel et al. 2009). Generally, informal recycling units are home-based, in which metals are recovered in unskilled and unscientific manner without proper equipment. In spite of high rule and regulations for e-waste, India and China have numerous informal e-waste recycling units. As in Delhi, about 25,000 people work in informal recycling unit to process approximately 25,000 tons of discarded electronic products per year (Pardhan and Kumar 2014). These informal recycling activities are not only contaminating environment but imposing the health risk on people. Various studies have comprehended information about the occurrence of heavy metals in and nearby recycling yards above the regulated limits fixed by EPA and WHO. Pardhan and Kumar (2014) claimed that soil of Mandoli area (New Delhi) is contaminated with 17.08-mgkg−1 arsenic (As), 1.29-mgkg−1cadmium (Cd), 115.50-mgkg−1 copper (Cu), 2645.31-mgkg−1lead (Pb) 12.67-mgkg−1 selenium (Se), and 776.84-mgkg−1 zinc (Zn). Various studies have also claimed that informal recycling through traditional techniques can lead to different health issues like cancer and neurological disorders. Toxicants such as polychlorinated biphenyl (PCBs) are major components of e-waste, known to cause neuropsychological disorders such as cognition problems (Awasthi et al. 2016b; Alab et al. 2012; Annamalai 2015). Lead, a well-known toxic metal, also has imposed irreversible effect on nervous system causing anemia, behavioral change, brain damage, kidney failure, learning disruption, and miscarriages. Likely, cadmium (Cd) accumulation also leads to renal failure and osteoporosis. Even chromium (Cr) and mercury (Hg), used in batteries, printed wiring boards, relay, and switches, are associated with asthmatic bronchitis, convulsions, lung cancer, and skin damage as enlisted in Table 4 (Chatterjee and Abraham 2017; Awasthi et al. 2016a, b). Julander et al. (2014) investigated the soil of formal recycling units at Philippines and showed the abundance of Cu and other hazardous metals like Cd and Pb. These evidences possess great occupational threat on the workers occupied in formal recycling units and even to the environment. Thus, there is need of proper safety management to avoid harmful effects of WEEE on human as well as on the atmosphere.
Approaches employed to transform waste into wealth
E-waste is the core of urban mining with much higher copper (Cu) and gold (Au) content compared with natural mines. So it will be worthy to transform this waste into wealth by recovering valuable metals and conserving natural resources. Some studies reported that approximately17,000 tons of CO2 is emitted during production of one ton of gold through natural mines, whereas ∼ 10,000 and∼ 14,000 tons of CO2 is estimated for collection of palladium (Pd) and platinum (Pt), respectively (Chauhan et al. 2018). Hence, WEEE treatment for metals retrieval would be beneficial from both ecological as well as economic perspective. As no single approach is found to be satisfactory for the complete recovery process, therefore, various stages such as mechanical treatment, segregation, and metallurgical treatments are applied to develop a collective process. There are various methods as shown in Fig. 2, used to process WEEE for metals extraction.

Processes applied for metals extraction from WEEE
Mechanical method
Prior to metals recovery, physical processes are applied for dismantling and segregation of WEEE. Selective or simultaneous are the two ways to perform disassembling. The selective dismantling is selected for recycled oriented operations. In the simultaneous approach, all components are removed together by heating in furnace at high temperatures. In spite of high efficiency rate, risk of components destruction, additional sorting process and high operation cost limits the use of simultaneous disassembling process (Chauhan et al. 2018). Low speed high torque shear shredder is one of the instruments, applied for primary crushing to reduce the size of WEEE. Ball milling and disc milling are two other methods that have been accounted for the pulverization of WEEE (Ghosh et al. 2015; Yoo et al. 2009). Loss of precious metals, release of dust containing hazardous metals, brominated flame retardant (BFRs), and dioxins are the problems associated with shredding process. After the shredding, particle fractions are forced through gravity-based separation system, which separate out metallic and nonmetallic components based on their magnetic and electrostatic property(Joda and Raschi 2012) . Due to difference in the magnetic properties of ferromagnetic metals, magnetic separators are predominantly used to separate ferromagnetic metals from nonferrous metals (Chauhan et al. 2018). Ghosh et al. (2015) reported the mineralogical analysis of shredded dust produced during mechanical processing of PCBs and indicated the consistence of 73.1% organic matter, 4.55% iron, 4.65% aluminum, 1.06% lead, and 2.67% copper. So there is need of good collection systems in order to prevent dust exposure and loss of metals. Yoo et al. (2009) processed PCBs through gravity separation method and segregated different particle fractions with 83% Ni and Fe and 92% Cu through two phase magnetic separation process. Separation techniques based on the electric conductivity difference are also predominantly applied to segregate WEEE as electric conductivity of different metallic constituents is the major property.
Metallurgical methods
Metals recovery from WEEE is a significant aspect in terms of ecological and economical prospective. Pyrometallurgy, hydrometallurgy, and biohydrometallurgy are important metallurgical processes applied for metal recovery from WEEE.
Pyrometallurgy process
Incineration, smelting, and roasting are most widely used pyrometallurgical methods. Aurubis smelter, Noranda smelter, Ronnskar smelter, and Umicore are some of the thermal plants, available globally for formal processing through pyrometallurgical approaches. During smelting process, WEEE with high copper concentration is melted at high temperature (i.e., 1250 °C), followed by a conversion process to obtain 99.1% pure copper (Cu) blisters. Several precious metals remains left over after the completion of this process, which can be recovered through different methods, such as electrorefining and electrowinning. Therefore smelting process is considered as one of the finest methods for pure metals recovery. Presence of alloys and pure metals mixture makes the upgradation of final metals a challenging task, and it requires more energy (Chauhan et al. 2015, Chauhan et al. 2018). Xie et al. (2009) recovered Cu and Fe through new pyrometallurgy processes supported with cleaner ultrasonic technique, this showed higher efficiency rate and less toxic by-products generation. Polybrominated dibenzodioxins (PBDDs), phenol, dibenzo-p-dioxin, biphenyl, anthracene, dibromobenzene, naphthalene, and polybrominated dibenzofurans (PBDFs), are some of the toxic compounds emitted through pyrometallurgical treatment, which are highly hazardous and may lead to serious environmental issues (Tue et al. 2013). Toxic byproducts and complexity in pure metals recovery are some of the additional problems, which limit the use of pyrometallurgical methods (Kuyucak and Ata 2013).
Hydrometallurgical process
Limitations of a pyrometallurgical process necessitate the use of hydrometallurgical methods. A release of less amount of toxic gases, less energy demand, easy accomplishment in the laboratory environment, and lower operating costs together with higher efficiency rate are some of the advantages, which attract the use of hydrometallurgical processes (Chauhan et al. 2015; Ni et al. 2013). Significant recovery of base metals by hydrometallurgical treatment ensures fortification of some precious metals recovery and improves leaching efficiency rate through conventional methods such as ion-exchange and electrowinning (Coman et al. 2013). In hydrometallurgical method, cyanide and noncyanide chemical reagents act as strong lixiviants. Cyanide is a strong lixiviant, predominantly applied for precious metals recovery. At pH greater than10.5, cyanide loss is limited as most of the free cyanide exists in ionic form (CN−), so, at higher pH, cyanide is considered as an efficient and environmental friendly lixiviant (Kuyucak and Ata 2013; De et al. 2009). During cyanidation reaction, first cyanide is oxidized to cyanate which further reacts to form complex with metals (Chauhan et al. 2018).


Temperature, pH, surface areas of WEEE sample, and presence of other ions are the predominant parameters which affect the rate of cyanidation process. Some of the researchers recommend pretreatment with acids like sulfuric acid or nitric acid along with some oxidizing agent to improve precious metals leaching by minimizing the simultaneous dissolution of copper metal. In spite of adequate information about the toxicity and safe handling of cyanide, environmental issues are still of serious concern and limit its use in an industrial practice (Chauhan et al. 2015). Therefore, researchers have been moved towards less toxic chemical lixiviants such as thiourea, ferrous sulfate, and halide. Thiosulfate is another lixiviant primarily used for the solubilization of gold metal. Copper ion and ammonia along with thiosulfate solution improve gold metal recovery, and act as catalyst too (Aylmore and David 2001). The optimization of ammonia to thiosulfate ratio is considered as an important parameter for efficient recovery of metals. Equations (3) and (4) represent the chemical reaction for thiosulfate leaching.


Xi et al. (2015) and Altansukh et al. (2016) recovered precious metals from mobile PCBs such as gold and silver by utilizing iodide as lixiviant. They claimed that iodine (I2) to iodide (I−) ratio affects the leaching efficiency. Low iodine concentration leads to less iodide formation and weak metal complexation ability, thus, precipitation of metal iodide complex takes place. Whereas higher iodine (I2) concentration, simultaneously forms complex with base metals and create hindrance for precious metals leaching.
Hydrochloric acid (HCl), sulfuric acid (H2SO4), and mixture of sulfuric and nitric acids (HNO3) are some of the strong inorganic acids which have also been employed as lixiviant for metals dissolution. Behnamfard et al. (2013) utilized sulfuric acid with hydrogen peroxide for copper leaching from waste PCBs. Then followed the treatment with thiourea reagent along with ferric ion, and resulting into high gold and silver recovery (85.76%, 71.36%, respectively). Use of strong chemical reagents may result into release of large amounts of toxic byproducts associated with risk of environmental impact and hence reduce the applicability of hydrometallurgy.(Shah et al. 2014)
Biohydrometallurgical process
Biometallurgy or biohydrometallurgy is an ecofriendly, economical way of e-waste treatment. Biomining, bioextraction, biorecovery, and bioleaching are the alternative terms used for biohydrometallurgical process, which utilize metal solubilization potential of microorganisms from solid residues followed by recovery from solution. Brandl (2001) explained three principles of bioleaching process (1) acidolysis, (2) complexolysis, and (3) oxidoreduction reaction. During the last few decades, researchers have shown keen interest towards the exploration and characterization of microorganisms which shows natural mechanism for mineral leaching in natural environment. Table 5 enlisted microorganisms which have been used for bioleaching. Many studies reported that moderate thermophiles exhibit higher bioleaching potential than mesophilic and extreme thermophiles, therefore many Thiobacilli bacteria and thermophilic fungi (e.g., A. niger and P. simplicissimum) have been used extensively to retrieve metals from e-waste or low grade metal reservoirs (Brandl et al. 2001; Jadhav et al. 2016).
Chemolithoautotrophic bacteria such as Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans has been the most extensively used microorganisms, which have strong affinity to solubilize base metals (Cu, Ni, Al) (Brandl et al. 2001; Valix and Hong 2014). In 2013, Hu et al. involved bioinformatics approach to understand the metal resistance mechanism of A. ferrooxidans. They assessed differential gene expression of copper resistant gene afe_1073 in A. ferrooxidans DY26 and A. ferrooxidans DC strains through reverse transcription polymerase chain reaction followed by bioinformatics analysis of its P1b1-ATPase protein. They obtained lesser gene expression in strain DY26 than strain DC, although strain DY26 exhibited higher toxicity tolerance at same copper concentration. Due to differential expression of afe_1073, the transmembrane protein P1b1-ATPase played better role in pumping out Cu2+ ions from the cell and could reduce the harm of metal at lower afe_1073 expression. Further bioinformatics approach was utilized to predict the gene function regulation by quorum sensing involved in cell and substrate attachment. Banderas and Guiliani (2013) used Hidden Markov Models to predict the palindromic and nonpalindromic region used for binding sites. They identified 75 target genes out of which 34 showed high confidence levels. They also confirmed the presence of afeR-1073 gene, directly involved in polysaccharide production and enhance attachment of cell with substrate during bioleaching reaction. Other than acidophilic, cyanogens such as C. violaceum and P. aeruginosa have also been explored for the solubilization of precious metals (Au, Ag) (Ilyas et al. 2013). In 2001, Brandl et al. exploited the potential of acidophilic bacteria (A. thiooxidans, A. ferrooxidans) and fungi (A. niger, P. simplicissimum) to mobilize metals from e-waste. They obtained 65 % solubilization of Cu and Sn and 95% of Al, Ni, Pb, and Zn by fungal strains whereas bacterial strains solubilize 90 % Cu, Zn, Al, and Ni from 100 g/l e-waste sample. They suggested that high concentration of metals inhibit bacterial growth, therefore, reduce the production of lixiviants. Hence they proposed two step bioleaching processes where bacterial culture is first allowed to produce maximum lixiviant in the absence of e-waste followed by leaching process. Thereafter, many researchers selected two step bioleaching to reduce toxic effect of higher pulp density, to enhance leaching rate researchers utilized bacterial consortium and investigated synergistic effect of bacterial consortium. In 2009, Xin et al. commenced the use of mixed acidophilic bacteria for solubilization of Co and Li from spent lithium-ion batteries. Their results indicated that maximum Li solubilization occurred at lowest pH with sulfur as energy source whereas Co solubilization was influenced by higher pH medium supplemented with FeS2 + S as energy source. Xiang et al. (2010) used bacterial consortium of genera Acidithiobacillus, Gallionella, and Leptospirillum and optimized the condition to favor best bacterial growth and maximum solubilization of Cu metal. They accomplished 95% Cu leaching with initial pH 1.5, 9-g/l Fe2+ concentration and 20-g/l pulp density. They demonstrated that leaching time can be reduced to 5 days by using consortium as compared to use of single culture (i.e., 12 days). They specified that two step bioleaching is necessary for bacterial growth and maximum lixiviant (Fe2+) production; therefore, e-waste should be added to suitable time period. Pardhan and Kumar (2012) explored the bioleaching capability of cynogenic bacteria (C. violaceum, P. aeruginosa, and P. fluorescens) with a two-step bioleaching. They assessed the leaching rate of single as well as combined bacterial cultures of these three cyanide producing bacteria. They reported C. violaceum with highest leaching efficiency for maximum metals. 79.3% copper, 69.3% gold, 46.1% zinc, 9.8% iron, and 7.8% silver were recovered with C. violaceum among single cultures. Whereas, mixed culture of P. aeruginosa and C. violaceum showed maximum leaching for copper (83.46%) followed by gold (73.17%), zinc (49.11%), iron (13.98%), and silver (8.42%). Copper is the predominant metal present in e-waste, so its higher concentration causes hindrance for recovery of other valuable metals. Therefore some hybrid methods were developed to increase the bacterial leaching rate (Shah et al. 2015). Sahni et al. (2016) developed a chemobiohydrometallurgy hybrid technology to improve metal dissolution rate. They recovered 72% of copper through pretreatment of SIM waste with nitric acid; remaining copper was recovered from pretreated SIM waste by C. violaceum within 4 days. Khatri et al. (2018) and Ilyas et al. (2014) suggested ferrous sulfate and ferric sulfate as chemical lixiviant to improve the microbial leaching efficiency for base metals. Biohydrometallurgy process has also motivated researchers towards the genetic engineering approach to develop recombinant strains to enhance lixiviant production for improved bioleaching process. Natarajan et al. (2015) examined genetically engineered C. violaceum strains for gold recovery. They have demonstrated that cyanide production can be enhanced by engineering lixiviant metabolism in C. violaceum. Cyanide production increased up to 34.5 mg/L than the wild-type (20 mg/L) when additional hcnABC operon was induced. The genetically engineered strain showed 30% Au recovery at 0.5% w/v pulp density, compared with 11% recovery by wild-type C. violaceum. In contribution of bioleaching process, Kumar et al. (2018) had seek out new isolate (Pseudomonas balearica SAE1) from e-waste recycling habituate, which shows higher toxicity tolerance (325.7 g/L of the e-waste pulp density) therefore exhibit increased leaching efficiency. For maximum metals solubilization, they optimized different parameters such as pulp density, glycine concentration, pH, and temperature. Their parameters optimization study resulted in 68.5 and 33.8% of Au and Ag solubilization, respectively, at pH 9.0, pulp density 10 g/L, temperature 30 °C, and a glycine concentration of 5 g/L. Biohydrometallurgical processes have found to be (advantageous) as directed towards the reduced environment footprint: cleaner alternative lixiviant, improve the methods for maximum lixiviant products, and decreased the production of hazardous material. Therefore Ilyas and Lee (2014) investigated the effect of different parameters such as aeration, O2, CO2 agitation, and pulp density and concentration of sulfur for Sulfobacillus thermosulfidooxidans in stirred tank reactors (2 L baffled glass reactor) to scale up the bioleaching process for industrial applicability. They obtained 91% Al, 95% Cu, 96% Zn, and 94% Ni in the presence of 2.5% sulfur containing medium enriched with 25% O2+ 0.03% CO2 at a 10% pulp density.
Sensitivity of microorganisms for different parameters, time requirement, selectivity, toxicity of elements, and possibility of contamination are some of the major issues which oppose commercial application of bioleaching process (Pollman et al. 2018). Sensitivity of microorganisms towards high toxic metal ions causes specificity; therefore, microorganisms cannot recover metals quantitatively. Toxicity of e-waste also has a direct influence on applied pulp density for large scale productivity. The exploration of indigenous bacteria habituating to high metals concentration as an alternative of recognized microbial strains from lab collections may overcome these limitations. Genetic manipulation of potential microorganisms and hybrid techniques may also empower biohydrometallurgical process. Thus, this technique requires interdisciplinary contribution from microbiology, biotechnology, engineering, and chemistry as well (Boxall et al. 2018). However, it is predictable that future development can overcome some of these limitations to progress biohydrometallurgical technique towards commercialization.
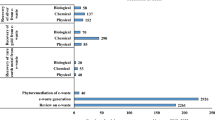
Comparative evaluation of metallurgical processes
The selection of an appropriate metallurgical technique is subjected to criteria such as capacity to metal extraction, workforce, time and energy requirement, and compatibility with environment. So, environmental consequence, resources involved, labor, expertise, and metal grade are some of the parameters must be considered prior to utilization of metallurgical technique (Chatterjee 2012). Pyrometallurgical treatment involves high-speed thermal treatment which is overwhelming other techniques at industrial scale management. Due to high grade feed requirement, pyrometallurgy is not found to be suitable for low grade WEEE (Xia et al. 2018). Figure 3 represents the comparative assessment of all metallurgical processes. Loss of metals into slag or dust form and emission of poisonous gases are also a limitation accompanied with pyrometallurgy technique. Whereas hydrometallurgical process releases lesser poisonous gases in comparison with pyrometallurgy but high risks of acid solutions, and toxic fumes are major limitations associated with hydrometallurgy. Hydrometallurgy and biohydrometallurgy achieved high recuperation rate as compared with pyrometallurgy (Anshu and Hait 2017). Energy requirement, operation, maintenance cost, and environmental consequences are some other potential factors associated with pyrometallurgical and hydrometallurgical methods hence may not prove to be profitable. Biohydrometallurgy is green and economical alternate to the traditional metallurgical processes. In 2002, a US National Research Council committee states “the application of biohydrometallurgy as an important hydrometallurgical processing tool” (Rahman 2016). Therefore now, mining industries also recognize this technique as promising technology showing great potential for economic metals recovery from mineral ores as well as secondary resources.

Advantages and disadvantages of different metallurgical approaches
Next-generation sequencing can also play an important role to raise bioleaching application at industrial scale. This technique is accelerating progress in genomic studies of bioleaching microbes from acid mining conditions. By 2016, 157 genomic analyses of acidophilic bacteria was done through next-generation sequencing which quantified genomic expression level under different conditions and produced their genetic and metabolic models to propose ecophysiological interaction mechanism during bioleaching reaction (Zhou et al. 2018). Therefore, this technique can be a powerful tool to enhance bioleaching rate by deepen our understanding towards functional elements of the genome and revealing molecular mechanism involved in bioleaching process.
Mechanical processing is the prior requirement of hydrometallurgy and biohydrometallurgy techniques to recover metals. Currently, industries use high capacity range (200–500 kg/h) granulators to produce different particle size material and recover plastic, nonferrous and ferrous metallic components (Chauhan et al. 2018). Due to high efficiency rate, pyrometallurgy and hydrometallurgy are still suitable techniques opted at industrial scale for leaching different metallic components. However, there are environmental risks and concerns associated with these techniques.
Chelation, membrane filtration, photocatalysis, and green adsorption are some of the novel alternative techniques which have been recently considered for metals extraction from contaminated sites. Chelation technology involves stable metal-ligand complex formation. DTPA (diethylene triamine pentaacetate), oxalate, tartrate, and EDTA are some of the ecofriendly chelating agents used for extraction of some hazardous metals from contaminated soil. Reusability and ecofriendly behavior of chelating agents are key factors which provide attention to this technology in the field of medicine and environmental remediation. Photocatalysis is a recently developed process which utilizes photons from UV range and degrades pollutants. However, utilization of this process for metal recovery is still at infancy stage. Green adsorption is another green and economical technology which utilizes agriculture residues as metal adsorbents. Membrane filtration is costly and energy demanding as it requires membrane regeneration (Chauhan et al. 2018). None of these alternatives have been implemented for metals extraction from e-waste. Thus future attempt should be prompted to explore applicability of these novel technologies for metal extraction from e-waste. Computational tools may also be helpful to identify capable biodegradable chelating agents and adsorbents for metals recovery from WEEE.
Conclusions
Rapid improvements and technological innovation in EEE have increased the WEEE generation globally. Hence, e-waste recycling not only provides the opportunity for point treatment but also helps us in conserving our natural resources by recovering the precious metals. Current review encourages the need for extensive research to develop innovative, economical and ecofriendly approaches to extract metals from WEEE. Taking into account the 3Rs (reduce, reuse, and recycle) policy, high importance is given on reusing and recycling the electronic waste to decrease e-waste quantity ending up at dumping area. So far, various approaches like hydrometallurgical, pyrometallurgical, and biohydrometallurgical are being utilized for metals recovery from WEEE, but not a single technique can serve as a complete approach because of certain limitations associated with it, so there is need for the exploration of clean technology to recover metal from WEEE. It is evident that biohydrometallurgy probably to be hotspot in the near future. Effort to explore new relevant strains and their interaction with mineral surfaces in mixed species culture, as well as development of biomarkers to study associated microbial biodiversity may enhance knowledge for future bioleaching process. Further, use of some hybrid methods and sophisticated process design can enhance bioleaching efficiencies for industrial scale application.
References
Alab OA, Huo X et al (2012) Comparative evaluation of environmental contamination and DNA damage induced by electronic-waste in Nigeria and China. Sci Total Environ 423:62–72
Altansukh B, Haga K, Ariunbolor N, Kawamura S, Shibayama A (2016) Leaching and adsorption of gold from waste printed circuit boards using iodine-iodide solution and activated carbon. Eng J 20(4):29–40
Annamalai J (2015) Occupational health hazards related to informal recycling of e-waste in India: an overview. Indian J Occup Environ Med 19(1):61
Anshu P, Hait S (2017) Comparative assessment of metallurgical recovery of metals from electronic waste with special emphasis on bioleaching. Environ Sci Pollut Res 24(8):69897008
Anshu P, Hait S (2018) Toxicity characterization of metals from various waste printed circuit boards. Process Saf Environ Prot 116:74–81
Awasthi AK, Li J (2017) Management of electrical and electronic waste: a comparative evaluation of China and India. Renew Sust Energ Rev 76:434–447
Awasthi AK, Zeng X, Li J (2016a) Comparative examining and analysis of e-waste recycling in typical developing and developed countries. Procedia Environ Sci 35:676–680
Awasthi AK, Zeng X, Li J (2016b) Relationship between e-waste recycling and human health risk in India: a critical review. Environ Sci Pollut Res 23(12):11509–11532
Aylmore MG, David M (2001) Thiosulfate leaching of gold-a review. Miner Eng 14(2):135–174
Banderas A, Guiliani N (2013) Bioinformatic prediction of gene functions regulated by quorum sensing in the bioleaching bacterium Acidithiobacillus ferrooxidans. Int J Mol Sci 14:16901–16916
Behnamfard A, Mohammad MS, Francesco V (2013) Process development for recovery of copper and precious metals from waste printed circuit boards with emphasize on palladium and gold and precipitation. Waste Manag 33(11):2354–2363
Boxall NJ, Cheng KY, Bruckard W, Kaksonen AH (2018) Application of indirect non-contact bioleaching for extracting metals from waste lithium-ion batteries. J Hazard Mater 360:504–511
Brandl H, Bosshard R, Wegmann M (2001) Computer-munching microbes: metal leaching from electronic scrap by bacteria and fungi. Hydrometallurgy 59(2):319–326
Chancerel P et al (2009) Assessment of precious metal flows during preprocessing of waste electrical and electronic equipment. J Ind Ecol 13(5):791–810
Chatterjee S (2012) Sustainable electronic waste management and recycling process. Am J Environ Eng 2(1):23–33
Chatterjee A, Abraham J (2017) Efficient management of e-wastes. Int J Environ Sci Technol 14(1):211–222
Chauhan G, Pant KK, Nigam KDP (2015) Chelation technology: a promising green approach for resource management and waste minimization. Environ Sci Process Impacts 17(1):12–40
Chauhan G, Jadhao P, Pant KK, Nigam KDP (2018) Novel technologies and conventional for recovery metals from waste electrical and electronic equipment: challenges & opportunities–a review. J Environ Chem Eng 6(1):1288–1304
Coman V, Robotin B, Ilea P (2013) Nickel recovery/removal from industrial wastes: a review. Resour Conserv Recycl 73:229–238
Cucchiella F, Adamo ID, Koh SCL, Rosa P (2015) Recycling of WEEEs: an economic assessment of present and future e-waste streams. Renew Sust Energ Rev 51:263–272
Das S, Ting YP, (2017) Improving gold (Bio)leaching efficiency through pretreatment using hydrogen peroxide assisted sulfuric acid. CLEAN - Soil, Air, Water 45(6):1500945
De MI et al (2007) Recovery of zinc and manganese from alkaline and zinc-carbon spent batteries. J Power Sources 172(2):975–983
Ghosh B, Gosh MK, Parhi P, Mukherjee PS, Mishra BK (2015) Waste printed circuit boards recycling: an extensive assessment of status. J Clean Prod 94:5–19
Gu W, Bai J, Dong B, Zhuang X, Zhao J, Zhang C, Wang J, Shih K (2017) Enhanced bioleaching efficiency of copper from waste printed circuit board driven by nitrogen-doped carbon nanotubes modified electrode. Chemical Engineering Journal 324:122–129
Hu Q, Wu X, Jiang Y et al (2013) Differential gene expression and bioinformatics analysis of copper resistance gene afe_1073 in Acidithiobacillus ferrooxidans. Biol Trace Elem Res 152:91–97
Ilyas S, Lee JC (2014) Bioleaching of metals from electronic scrap in a stirred tank reactor. Hydrometallurgy 149:50–62
Ilyas S, Lee JC, Chi R (2013) Bioleaching of metals from electronic scrap and its potential for commercial exploitation. Hydrometallurgy 131:138–143
Ilyas S, Lee JC, Kim B (2014) Bioremoval of heavy metals from recycling industry electronic waste by aconsortium of moderate thermophiles: process development and optimization. J Clean Prod 70:194–202
Imran M, Haydar S, Kim J, Awan MR, Bhatti AA (2017) E-waste flows, resource recovery and improvement of legal framework in Pakistan. Resour Conserv Recycl 125:131–138
Jadhav U, Su C, Hocheng H (2016) Leaching of metals from printed circuit board powder by an Aspergillus niger culture supernatant and hydrogen peroxide. RSC Adv 6(49):43442–43452
Jagannath A, Shetty V, Saidutta MB (2017) Bioleaching of copper from electronic waste using Acinetobacter sp. Cr B2 in a pulsed plate column operated in batch and sequential batch mode. J Environ Chem Eng 5(2):1599–1607
Joda N, Rashchi F (2012) Recovery of ultra fine grained silver and copper from PC board scraps. Sep Purif Technol 92:36–42
Joshi V, Adhapure N, Shah N et al (2017) Comparative bioleaching of metals from pulverized and non-pulverized PCBs of cell phone charger: advantages of non-pulverized PCBs. Environ Sci Pollut Res 24(36):28277–28286
Julander A, Lundgren L, Skare L, Grandér M, Palm B, Vahter M, Lidén C (2014) Formal recycling of e-waste leads to increased exposure to toxic metals: an occupational exposure study from Sweden. Environ Int 73:243–251
Khatri BR, Sodha AB, Shah MB, Tipre DR, Dave SR (2018) Chemical and microbial leaching of base metals from obsolete cell-phone printed circuit boards. Sustain Environ Res 28(6):333–339
Kumar A, Saini HS, Kumar S (2018) Bioleaching of gold and silver from waste printed circuit boardsby Pseudomonas balearica SAE1 isolated from an e-waste recycling facility. Curr Microbiol 75(2):194–201
Kuyucak N, Ata A (2013) Cyanide and removal options from effluents in gold mining and metallurgical processes. Miner Eng 50:13–29
Natarajan G, Tay SB et al (2015) Engineered strains enhance gold biorecovery from electronic scrap. Miner Eng 75:32–37
Ni K et al (2013) A review of human exposure to polybrominated diphenyl ethers (PBDEs) in China. Int J Hyg Environ Health 216(6):607–623
Pant D, Joshi D, Upreti MK, Kotnala RK (2012) Chemical and biological extraction of metals present in e-waste: a hybrid technology. Waste Manag 32(5):979–990
Pardhan JK, Kumar S (2012) Metals bioleaching from electronic waste by Chromobacterium violaceum and Pseudomonads sp. Waste Manag Res 30(11):1151–1159
Pardhan JK, Kumar S (2014) Informal e-waste recycling: environmental risk assessment of heavy metal contamination in Mandoli industrial area, Delhi, India. Environ Sci Pollut Res 21(13):7913–7928
Perkins DN et al (2014) E-waste: a global hazard. Ann Glob Health 80(4):286–295
Pollman K, Kutschke S, Matys S, Raff J, Hlawacek G, Lederer FL (2018) Bio-recycling of metals: recycling of technical products using biological application. Biotechnol Adv 36:1048–1062
Rahman MA (2016) Development of bioleaching: proteomics and genomics approach in metals extraction process. AIMS Microbiol 2(3):332–339
Sahni A, Kumar A, Kumar S (2016) Chemo-biohydrometallurgy-a hybrid technology to recover metals from obsolete mobile SIM cards. Environ Nanotechnol Monit Manag 6:130–133
Shah MB, Devayani RT, Shailesh RD (2014) Chemical and biological processes for multi-metal extraction from waste printed circuit boards of computers and mobile phones. Waste Manag Res 32(11):1134–1141
Shah MB, Tipre DR, Purohit MS, Dave SR (2015) Development of two-step process for enhanced biorecovery of Cu–Zn–Ni from computer printed circuit boards. J Biosci Bioeng 120(2):167–173
Tue NM, Takahashi S, Subramanian A, Sakai S, Tanabe S (2013) Environmental contamination and human exposure to dioxin-related compounds in e-waste recycling sites of developing countries. Environ Sci Process Impacts 15(7):1326–1331
Uddin J (2012) Journal and conference paper on (environment) e-waste management. IOSR J Mech Civ Eng 2:25–45
Valix M, Hong Y (2014) Bioleaching of electronic waste using acidiophilic sulfur oxidising bacteria. J Clean Prod 65:465–472
Wang S, Zheng Y, Yan W, Chen L, Mahadevan GD, Zhao F (2016) Enhanced bioleaching efficiency of metals from E-wastes driven by biochar. J Hazard Mater 320:393–400
Wu W, Liu X, Zhang X et al (2018) Bioleaching of copper from waste printed circuit boards by bacteria-free cultural supernatant of iron–sulfur-oxidizing bacteria. Bioresour Bioprocessi 5(1):10
Xi FR, Yingying Q, Zhang FS (2015) Leaching of Au, Ag, and Pd from waste printed circuit boards of mobile phone by iodide lixiviant after supercritical water pre-treatment. Waste Manag 41:134–141
Xia M, Bao P, Liu A et al (2018) Bioleaching of low-grade waste printed circuit boards by mixed fungal culture and its community structure analysis. Resour Conserv Recycl 136:267–275
Xiang Y, Wu P, Zhu N et al (2010) Bioleaching of copper from waste printed circuit boards by bacterial consortium enriched from acid mine drainage. J Hazard Mater 184(1):812–818
Xie F, Cai T, Ma Y, Li H, Li C, Huang Z, Yuan G (2009) Recovery of Cu and Fe from printed circuit board waste sludge by ultrasound: evaluation industrial application. J Clean Prod 17(16):1494–1498
Xin B, Zhang D, Zangh X, Xia Y, Wu F et al (2009) Bioleaching mechanism of Co and Li from spent lithium-ion battery by the mixed culture of acidophilic sulfur-oxidizing and iron-oxidizing bacteria. Bioresour Technol 100:6163–6169
Yoo JM, Jeong J, Yoo K, Lee JC, Kim W (2009) Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manag 29(3):1132–1137
Zhou S, Gan M, Zhu J, Liu X, Qiu G (2018) Assessment of bioleaching microbial community structure and function based on next-generation sequencing technologies. Mineral 8(12):596
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible Editor: Philippe Garrigues
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Thakur, P., Kumar, S. Metallurgical processes unveil the unexplored “sleeping mines” e- waste: a review. Environ Sci Pollut Res 27, 32359–32370 (2020). https://doi.org/10.1007/s11356-020-09405-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-020-09405-9