
Abstract
The acidification liquid of waste activated sludge (WAS) could be used as the additional carbon source of biological nutrient removal. Recently, the optimization of operating conditions for the acidification metabolites has attracted much attention. In this study, a three-factor Box-Behnken design (BBD) was applied to determine the relative importance of the various factors and the optimum operating during acidification using response surface method (RSM). The importance of the individual variables on the production of soluble chemical oxygen demand (SCOD) was suspended solids (SS) > shaking rate > initial oxidation-reduction potential (ORP). The increase on SS content led to a decrease on the acidification degree. Low SS could promote mass exchange and microbial activity. The maximum SCOD yield (9288.5 mg/L) was predicted under the optimum condition at 8.0 g/L SS, 144.0 mV initial ORP, and 60.0 r/min shaking rate. Also, the releasing of soluble protein and carbohydrate was calculated as responses. The individual effect of shaking rate and initial ORP had significant effect on soluble protein and carbohydrate releasing, respectively. This study would provide valuable information for increasing the efficiency of acidification.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
At present, rapid urbanization has resulted in an increase tendency of waste activated sludge (WAS) from waste water treatment plants (WWTPs) (Chen et al. 2017). Recently, anaerobic digestion (AD) is considered to be the most effective and appropriate sludge treatment technique, and it is widely used in sludge stabilization, substantial nutrient production (Kim et al. 2017; Toreci et al. 2009). As a concept, anaerobic digestion consists of series of stages: hydrolysis, acidification, acetogenesis, and methanogenesis (Rani et al. 2012). WAS acidification has profited from its high organic loads, valuable resources recovery (such as waste sludge reduction and stabilization) (Liu et al. 2019), value-added carbon source (Zheng et al. 2018), hydrogen, and methane (Shana et al. 2013). Acidification can convert refractory organic material into some easily biodegradable organic compounds such as soluble chemical oxygen demand (SCOD), soluble protein, and soluble carbohydrate, which could be both used as the carbon source for biological nutrient removal and available for microorganisms (Zheng et al. 2018). For decades, the acidification has gained growing attention.
WAS is composed of microbial cells which can form barriers to prevent intracellular nutrients to be easily biodegraded; slow and incomplete acidification of organic matters and microbial biomass together limit degradation in digestion (Huang et al. 2019). Thus, it is necessary to release the intracellular organic matters and optimize subsequent acidification (Tyagi and Lo 2012). And the sludge protein and carbohydrate were converted to soluble protein and carbohydrate in acidification process of sludge, respectively (Yang et al. 2013). Recently, various methods to optimize acidification of WAS have been developed, such as changing oxidation-reduction potential (ORP), temperature (Cheng et al. 2015), shaking rate, sludge suspended solids (Ucisik and Mogens 2008; Zhe et al. 2015), and pH (Sahinkaya et al. 2015). Xiong et al. (2012) reported that when the SS was in the range of 4.57–23.78 g/L, SCOD yields increased with an increase SS concentration; the possible reason for this phenomenon is that microbial adsorption and in vivo contained more organic matter in high SS concentration (Xiong et al. 2012). More acidification bacteria might achieve stabilized sludge effectively, and the complex organics are broken-down and dissolved as soluble substrate by acidification bacteria (Xiong et al. 2012). Additionally, ORP can measure the net values of oxidation-reduction reactions within an aqueous environment (Vongvichiankul et al. 2017), and the relationship between the change of ORP value and increase in SCOD was developed (Wang et al. 2011). A higher initial ORP value indicates an excessive pre-oxidation, which can result in cell lysis and release of intracellular organic matter (Lv et al. 2019). And the insoluble cells and organic compounds can be breakup with increasing oxidation (Chen et al. 2016). ORP values in anaerobic digestion are within a range of − 100 to − 300 mV. Some studies found that the optimal ORP during the acidogenesis phase was − 284 ± 28.97 mV (Vongvichiankul et al. 2017). ORP can be used as an indicator for control acidification. Furthermore, it was reported that sludge flocs and cell walls could be broken by shaking which could result in effective sludge acidification (Guo et al. 2015b). Shaking rate showed a significant effect on substrate-microbe aggregates, and it played a key role in exchange of substrate and enhancement of microorganism growth (Zhu et al. 2018). Some authors also indicated that shaking rate was related to the substrate concentration and substrate type (Lindmark et al. 2014). Mixing helps distribute nutrients and buffering agents throughout the digester. Although the effect of some factors on the anaerobic digestion has recently been investigated, little information on how interactive effect of complete operating parameters and the relative importance of the various factors on the acidification metabolite production is currently available. In order to increase the efficiency of acidification, the interactive effect of operational parameters such as ORP, SS, and shaking rate was investigated in this study.
Response surface methodology (RSM) is a collection of statistical techniques used for the statistical design of multi-factorial experiment and data analysis to evaluate the relative significance of several variables and to find the optimal condition for desirable responses. The Box-Behnken design (BBD) with RSM can fit the linear regression equation in order that the test can be more accurately analyzed to find the law between influencing factors. Although some single-factor experiment was utilized to optimize the acidification of waste activated sludge, it cannot indicate the relative importance of the various factors to the acidification process. The objective of the present work was to investigate the interactive and individual effects of reaction parameters (SS, shaking rate, and initial ORP) on the degree of acidification and to optimize the acidification condition for the highest acidification metabolite yield using RSM. The SCOD, protein, and carbohydrate production were selected as the response variables. Therefore, the result would provide valuable information for increasing the efficiency of acidification metabolite production.
Materials and methods
Characteristics of raw sludge
WAS used in this study was obtained from the secondary sedimentation tank of Tuandao municipal WWTPs in Qingdao, China. Raw sludge was filtered through a 2.0-mm metal sieve and then refrigerated at 4 °C to prevent spoiling. The specific characteristics of the raw WAS are presented in Table 1. The raw sludge was concentrated to different SS (8.0, 14.0 and 20.0 g/L) before the pretreatment process.
Experimental procedure
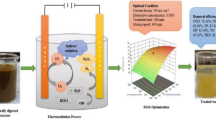
The fresh sludge was prior to solubilization by thermophilic enzyme (S-TE) pretreatment technology; S-TE technology is promising and developed with the theory of lysis enzyme secreted by thermophilic bacteria (Guo et al. 2012). The sludge could be solubilized both by the thermal effect and the thermophilic enzyme, which performed some organic substances released at the expense of the cell lysate.
The sludge was inoculated with thermophilic bacteria (Bacillus sp. AT07-1, the registration number was FJ231108) in the ratio of 1:20 (v/v) (Guo et al. 2010). The thermophilic bacteria were taken from garden soil, which was used for solubilization of sewage sludge, and its optimum growth temperature is 65 °C. The pretreatment was conducted on a round bottom flask reactor with the conditions of 65 °C for 12 h. The main characteristics of S-TE pretreated sludge are shown in Table 1.
After pretreatment, 100 mL S-TE pretreated sludge was put into a 250-mL conical flask and adjusted the shaking rate and the initial ORP value by adding 4 M FeCl3. The oxygen in the conical flask was removed from the headspace by high pure nitrogen gas sparging for 2 min. The flask was sealed with a rubber stopper and then placed in a water-bath shaker at 35 °C with designed shaking rate. Conical flasks were conducted to take sample at 12 h. The obtained sample was measured SCOD, soluble protein, and carbohydrate immediately.
Design of experiments
A 3k Box-Behnken design (Box and Behnken 1960) under RSM with the Design-Expert software (Version 8.0.6, Stat-Ease, Inc., USA) was used to optimize the significant experimental parameters. In regression equation development, the relationship between the coded values and actual values is described based on the following (Eq. (1)):
where xi is the coded value of the ith independent variable, Xi is the uncoded value of the ith independent variable, Xi* is the uncoded value of the ith independent variable at the center point, and ΔXi is the step change value.
A quadratic polynomial equation was fitted to determine the correlation the relationship between variables and response. The general form of the quadratic equation can be expressed as follows (Eq. (2)):
where y is the response; β0 is the constant coefficient; βi, βii, and βij are the linear, quadratic, and interaction coefficients.
In this study, a standard BBD design with three variables was used in order to investigate the influences of three independent variables (initial ORP, SS, and shaking rate) on SCOD, soluble protein, and carbohydrate yields. The design contains 17 experiments, and 5 replicates were performed at the center point. In the range of SS 8.0–20.0 g/L, initial ORP − 200.0–200.0 mV, and shaking rate 60.0–150.0 r/min, a series of experiments were conducted to test the developed model. The experiment design, independent variables, and response values are presented in Table 2.
Analytical methods
WAS samples from the reactors were firstly filtered through 0.45-μm glass microfibre filter. Filtrate was analyzed of the soluble substances such as SCOD, soluble protein, and carbohydrate. The filter residue was assayed for SS. SS were determined according to the standard methods (Bose and Tiwari 2019). The pH was determined with a digital pH meter (PHB-5, Aolilong, Hangzhou, China). The concentration of SCOD was measured by a microwave digestion method (KDB-III Microwave Digestion System, Kedibo, Qingdao, China) (Guo et al. 2015a). Soluble protein was determined by the Lowry-Folin method with bovine serum albumin (BSA) as standard (Lowry et al. 1951).
Results and discussion
Optimization for SCOD production
The experimental design and responses values of SCOD production are shown in Table 2. For SCOD production, a corresponding second-order polynomial equation suggested by BBD is shown in Eq. (3).
where Y1 is the predicted SCOD concentration; X1, X2, and X3 are the actual values of SS, initial ORP, and shaking rate. The experimental results were subjected to analysis of variance (ANOVA) (Table 3). The model with calculated F value and a very low P value (less than 0.05) showed that the model was highly significant (Karthic et al. 2013). In this experiment, the model F value of 4.11 and Prob. > F of 0.0380 indicated model terms were significant. The correlation coefficients R2 were 0.8407, which implied that 84.07% of the experimental data confirm compatibility with the data predicted by the second-order polynomial equation. Therefore, this empirical model can be applied to predict the SCOD production during acidification. According to Eq. (3), the values of β1, β2, and β3 were larger than zero, indicating that the independent variables all had positive linear effects on SCOD yield. The quadratic effect of SS had significant effect (P < 0.05), and the interaction effect of SS and shaking rate (X1X3) had particularly significant effect (P < 0.01).
In order to illuminate the individual and interactive effects of SS, ORP, and shaking rate on SCOD concentration, two-dimensional (2D) contour lines and three-dimensional (3D) response surfaces are presented in Fig. 1a–c. The variables were maintained constant at the statistically optimized conditions (shaking rate = 60 r/min, ORP = 144 mV, SS = 8 g/L), while the other two experimental variables varied within the experimental range. Figure 1a shows the effect of SS and ORP on SCOD yield, and there is an optimum point for SS at around 8 g/L. The graphs show that a combination of smaller SS concentration and lower ORP at constant shaking rate can enhance the SCOD yield. Li et al. (2018) also reported that decreasing SS has caused an increase in the SCOD yield (Li et al. 2018; Sahinkaya 2015). Moreover, relatively high SS will cause high viscosity, and the activity of microorganism might be inhibited (Lindmark et al. 2014). Therefore, the bacterial activity may be inhibited at high sludge solid contents. In Fig. 1b, the 3D pattern of SS was steeper than the contour line of the shaking rate pattern, indicating that the SS affected SCOD more significantly. Under the SS concentration of 8.0–14.0 g/L, the SCOD yield increased with the decreased of shaking rate. Low shaking rate could promote the exchange of substrate and the decomposition of substrate by microorganism under the low SS concentration (Zhu et al. 2018). We also found that when the SS was above 14.0 g/L, the releasing of SCOD was slightly increased under the highest shaking rate. Under the high SS, insufficient contact between microorganisms and organic waste can occur, which could reduce substrate degradation (Forster-Carneiro et al. 2008). This may attribute to the high viscosity by high SS concentration which could inhibit the microorganisms to the release of acidification metabolites. Thus, the acidification process inhibited at high sludge solid contents. Similarly, it had reported that sludge solid concentration was an important factor affecting the insoluble matter disintegration efficiency (Jung et al. 2015). Additionally, the relative impact weight of shaking rate (0.53) was higher than that of ORP (0.18) according to the corresponding F values obtained from Table 3, which reveals that shaking rate was a more important factor affecting the SCOD production. Thus, the degree of importance of these three variables on the production of SCOD was SS > shaking rate > ORP.

Two-dimensional contour plots and three-dimensional response plots for SCOD: shaking rate at optimum point of 60.0 r/min (a), ORP at optimum point of 144.0 mV (b), SS concentration at optimum point of 8.0 g/L (c)
Based on RSM, the maximum SCOD of 8331.7 mg/L was predicted under the following optimum conditions: 8.0 g/L SS, 144.0 mV initial ORP, and 60.0 r/min shaking rate. It was reported that at SS of 23.8 g/L, SCOD of fermented filtrate was 7850.9 mg/L (Xiong et al. 2012), and SCOD increased from 186.0 to 935.0 mg/L when SS increased from 4.0 to 10.0 g/L (Wang et al. 2011). Therefore, the optimum conditions based on RSM effectively increased the SCOD yield, and it was significantly higher than other SS conditions observed by other researchers.
Optimization for protein production
The experiment design, variables, and responses values of soluble protein production are presented in Table 2. For protein production, a corresponding second-order polynomial equation suggested by BBD is shown in Eq. (4).
where Y2 is the predicted protein concentration; X1, X2, and X3 are the actual values of SS, initial ORP, and shaking rate. ANOVA was applied to test the significance of the fit of the fitted equation, and the experimental results are shown in Table 4. The values of R2 and R2adj were found to be 0.9745 and 0.9418 for protein production, which indicated a good approximation of the results by the fitted equations. Adeq Precision measures the signal-to-noise ratio, and a higher ratio > 4 is desirable. In this experiment, Adeq Precision ratio of 14.804 indicated an adequate signal. In addition, the P value of lack-of-fit was 0.00 indicating that the lack-of-fit is significant suggesting good fitting of the model to the experimental data.
The contours and 3D response surfaces plot describing the tendency of protein yield with respect to SS, ORP, and shaking rate are shown in Fig. 2a–c. As shown in Fig. 2, the map significantly decreased on both sides of the peak, which suggested that the three independent variables expressed both interactive and individual influences on the reaction performance and maximum protein yield, which can be achieved inside the design boundaries. The 2D contour lines (Fig. 2c) exhibited an elliptic characteristic with the long axis of the ellipse running along ORP axis, indicating that a variation of the shaking rate remarkably influenced the protein yield during acidification. Similarly, as shown in Table 4, the relative impact weight of shaking rate (36.25) was higher than that of ORP (0.03) according to the corresponding F values, which reveals that shaking rate was an important factor affecting the protein yield. In Fig. 2c, high shaking rate of 100–130 r/min caused an increase in the protein yield. Shaking mainly worked as the role of uniform mixing for better bacteria contact and material exchange, and shaking could result in effective sludge acidification (Zhou et al. 2018). The result also showed that the interaction term X1X2 (SS and initial ORP) (P value = 0.03) was statistically significant, but the individual term X3 (shaking) for protein production (P value = 0.00) was more significant than the interaction effect. As shown in Fig. 2b, the production of soluble protein could be divided into three phases with the increase of shaking rate: a fast increase phase, followed by a period of steady growth, and finally decreased again. The soluble protein content was almost unchanged at 118.7–150.0 r/min shaking rate, which indicated the balance of the release and degradation during the acidification. Then, protein concentration decreased, which may due to the consumption of protein by bacteria for growth (Zhu et al. 2018). Thus, shaking rate is a useful method for enhancing protein production.

Two-dimensional contour plots and three-dimensional response plots for protein concentration: shaking rate at point of 118.7 r/min (a), ORP at point of 6.7 mV (b), SS at point of 14.0 g/L (c)
The maximum yield of 1227.3 mg/L was predicted optimum conditions at SS of 14.0 g/L, initial ORP of 6.7 mV, and shaking rate of 118.7 r/min. It was reported that the maximum protein concentration was 938.33 mg/L at alkaline pH (Chen et al. 2007). In this study, the optimum conditions are predicted at SS of 14.0 g/L, initial ORP of 6.7 mV, and shaking rate of 118.7 r/min, indicating that the optimum conditions could significantly enhance the protein production.
Optimization for carbohydrate production
The experiment design, variables, and responses values of carbohydrate production are presented in Table 2. For carbohydrate production, a corresponding second-order polynomial equation suggested by BBD is shown in Eq. (5).
where Y3 is the predicted carbohydrate concentration; X1, X2 and X3 are the actual values of SS, initial ORP, and shaking rate. The ANOVA for carbohydrate yields is presented in Table 5. For this second-order polynomial equation, the values of R2 and R2adj were found to be 0.954 and 0.8960 for carbohydrate production, which show a good approximation of the results by the fitted equations. The model F value of 16.31 and Prob. > F of 0.0007 implied the model terms were significant, and there was only a 0.09% chance that “lack-of-fit F value” could occur due to noise. According to this model, the predicted maximum of carbohydrate was 225.9 mg/L with the condition of 20.0 g/L SS, − 200 mV initial ORP, and 150 r/min shaking rate.
Figure 3 shows the main effects plots of three independent variables on carbohydrate yield. The 3D pattern of ORP was steeper than the contour line of the shaking rate pattern. This observation suggested that the ORP affected carbohydrate yield more significantly than the shaking rate by RSM. In particular, the relative impact weight of ORP (36.02) was higher than that of SS (3.19) (Table 5), which revealed that initial ORP was a remarkably important factor affecting the carbohydrate yield. In addition, the 2D contour of carbohydrate production with respect to SS and initial ORP (Fig. 3a) shows an ellipse-shaped contour plot, and the interactive effect of the SS and initial ORP on carbohydrate production was significant (P value = 0.00). The individual effect, ORP, was found highly significant in increasing carbohydrate production (P value = 0.00). As for the effects of ORP on carbohydrate yield, with a gradual decrease in ORP from 200 mV to − 200 mV, there was an increase in carbohydrate yield (Fig. 3c), and almost all of the shaking rate resulted in an increase of carbohydrate yield at lower ORP. It was found that low ORP value effectively enhanced the acidogenesis (Vongvichiankul et al. 2017). A higher initial ORP value associated with a sufficient pre-oxidation degree can effectively disintegrate the sludge flocs and breakup organic compounds (Lv et al. 2019). In Fig. 3 b and c, when the initial ORP was above 40 mV, the degradation of SCOD was the main process of acidification. Thus, higher concentrations of carbohydrate could obtain at lower initial ORP.

Two-dimensional contour plots and three-dimensional response plots for carbohydrate concentration: shaking rate at point of 150.0 r/min (a), ORP at point of − 200.0 mV (b), SS at point of 20.0 g/L (c)
Determination and experimental validation of optimal conditions
A desirability function approach was employed for the maximum yield optimization of three acidification metabolites. Using the RSM-generated model, the optimum experimental conditions required for the maximum yield of three responses were found to be SS of 8 g/L, initial ORP of 144 mV, and shaking rate of 60.0 r/min. At the optimum point, SCOD, protein, and carbohydrate yield were 9288.5, 1215.3, and 190.1 mg/L, respectively. The experimental and predicted values were compared to determine the validity of the model. The difference between the predicted and experimental SCOD and protein and carbohydrate yield were 10.30%, 0.98%, and 15.8%, respectively. This shows that the experimental values were reasonably close to the predicted values, indicating the validity and adequacy of the predicted models.
Conclusions
The RSM was applied to assess the effect of SS, initial ORP, and shaking rate on production of acidification metabolites in addition to obtain the corresponding optimum condition. The experimental values were reasonably close to the predicted values. SS was the predominant factor affecting the SCOD yield, and small SS concentration of 8 g/L could result in maximum SCOD production. The individual effect, shaking rate, and initial ORP could significantly influence the releasing of soluble protein and carbohydrate respectively, which was the main component of SCOD. The optimal experimental conditions were found to be SS of 8 g/L, initial ORP of 144 mV, and shaking rate of 60.0 r/min, and the SCOD, protein, and carbohydrate yield were 9288.5, 1215.3, and 190.1 mg/L, respectively. Hence, using RSM to identify the importance and optimal operating factors was a useful method for enhancing the production of acidification metabolites.
References
Bose RS, Tiwari MK (2019) Mine sludge waste recycling as bio-stimulant for applications in anaerobic wastewater treatment. Water Sci Technol 79(3):425–434
Box GEP, Behnken DW (1960) Some new three level designs for the study of quantitative variables. Technometrics 2(4):455–475
Chen Y, Jiang S, Yuan H, Zhou Q, Gu G (2007) Hydrolysis and acidification of waste activated sludge at different pHs. Water Res 41(3):683–689
Chen Y, Liu H, Zheng X, Wang X, Wu J (2017) New method for enhancement of bioenergy production from municipal organic wastes via regulation of anaerobic fermentation process. Appl Energy 196:190–198
Chen Z, Zhang W, Wang D, Ma T, Bai R, Yu D (2016) Enhancement of waste activated sludge dewaterability using calcium peroxide pre-oxidation and chemical re-flocculation. Water Res 103:170–181
Cheng J, Kong F, Zhu J, Wu X (2015) Characteristics of oxidation-reduction potential, VFAs, SCOD, N, and P in an ATAD system under different thermophilic temperatures. Appl Biochem Biotechnol 175(1):166–181
Forster-Carneiro T, Pérez M, Romero LI (2008) Anaerobic digestion of municipal solid wastes: dry thermophilic performance. Bioresour Technol 99(17):8180–8184
Guo L, Li X-M, Zeng G-M, Zhu X, Yang Q, She Z (2010) Enhanced hydrogen production from sewage sludge pretreated by thermophilic bacteria. Energy Fuel 24(11):6081–6085
Guo L, Lu M, Li Q, Zhang J, She Z (2015a) A comparison of different pretreatments on hydrogen fermentation from waste sludge by fluorescence excitation-emission matrix with regional integration analysis. Int J Hydrog Energy 40(1):197–208
Guo L, Zhang J, Yin L, Zhao Y, Gao M, She Z (2015b) Optimization of VFAs and ethanol production with waste sludge used as the denitrification carbon source. Water Sci Technol 72(8):1348–1357
Guo L, Zhao J, She Z, Lu M, Zong Y (2012) Effect of S-TE (solubilization by thermophilic enzyme) digestion conditions on hydrogen production from waste sludge. Bioresour Technol 117(10):368–372
Huang X, Xu Q, Wu Y, Wang D, Yang Q, Chen F, Wu Y, Pi Z, Chen Z, Li X, Zhong Q (2019) Effect of clarithromycin on the production of volatile fatty acids from waste activated sludge anaerobic fermentation. Bioresour Technol 288:121598
Jung KW, Hwang MJ, Cha MJ, Ahn KH (2015) Application and optimization of electric field-assisted ultrasonication for disintegration of waste activated sludge using response surface methodology with a Box–Behnken design. Ultrason Sonochem 22(11):437–445
Karthic P, Joseph S, Arun N, Varghese LA, Santhiagu A (2013) Biohydrogen production using anaerobic mixed bacteria: process parameters optimization studies. J Renew Sustain Energy 5(6):520
Kim M, Kim B-C, Choi Y, Nam K (2017) Minimizing mixing intensity to improve the performance of rice straw anaerobic digestion via enhanced development of microbe-substrate aggregates. Bioresour Technol 245:590–597
Li Z, Chen Z, Ye H, Wang Y, Luo W, Chang J-S, Li Q, He N (2018) Anaerobic co-digestion of sewage sludge and food waste for hydrogen and VFA production with microbial community analysis. Waste Manag 78:789–799
Lindmark J, Thorin E, Bel Fdhila R, Dahlquist E (2014) Effects of mixing on the result of anaerobic digestion: review. Renew Sust Energ Rev 40:1030–1047
Liu X, Xu Q, Wang D, Yang Q, Wu Y, Li Y, Fu Q, Yang F, Liu Y, Ni B-J, Wang Q, Li X (2019) Thermal-alkaline pretreatment of polyacrylamide flocculated waste activated sludge: process optimization and effects on anaerobic digestion and polyacrylamide degradation. Bioresour Technol 281:158–167
Lowry OH, Rosebrough NJ, Farr AL, Randall RJ (1951) Protein measurement with the folin phenol reagent. J Biol Chem 193(1):265–275
Lv Y, Xiao KK, Yang JK, Zhu YW, Pei KY, Yu WB, Tao SY, Wang H, Liang S, Hou HJ, Liu BC, Hu JP (2019) Correlation between oxidation-reduction potential values and sludge dewaterability during pre-oxidation. Water Res 155:96–105
Rani RU, Kumar SA, Kaliappan S, Yeom IT, Banu JR (2012) Low temperature thermo-chemical pretreatment of dairy waste activated sludge for anaerobic digestion process. Bioresour Technol 103(1):415–424
Sahinkaya S (2015) Disintegration of municipal waste activated sludge by simultaneous combination of acid and ultrasonic pretreatment. Process Saf Environ Prot 93:201–205
Sahinkaya S, Kalıpcı E, Aras S (2015) Disintegration of waste activated sludge by different applications of Fenton process. Process Saf Environ Prot 93:274–281
Shana A, Ouki S, Asaadi M, Pearce P, Mancini G (2013) The impact of intermediate thermal hydrolysis on the degradation kinetics of carbohydrates in sewage sludge. Bioresour Technol 137(11):239–244
Toreci I, Kennedy KJ, Droste RL (2009) Evaluation of continuous mesophilic anaerobic sludge digestion after high temperature microwave pretreatment. Water Res 43(5):1273–1284
Tyagi VK, Lo SL (2012) Enhancement in mesophilic aerobic digestion of waste activated sludge by chemically assisted thermal pretreatment method. Bioresour Technol 119(3):105–113
Ucisik AS, Mogens H (2008) Biological hydrolysis and acidification of sludge under anaerobic conditions: the effect of sludge type and origin on the production and composition of volatile fatty acids. Water Res 42(14):3729–3738
Vongvichiankul C, Deebao J, Khongnakorn W (2017) Relationship between pH, oxidation reduction potential (ORP) and biogas production in mesophilic screw anaerobic digester. Energy Procedia 138:877–882
Wang JL, Li SJ, Peng YZ, Gao YQ (2011) Study of oxidation-reduction potential in activated sludge hydrolysis and acidification process. In: International Conference on Electric Technology & Civil Engineering(ICETCE), vol 6, pp 5494–5497
Xiong H, Chen J, Wang H, Shi H (2012) Influences of volatile solid concentration, temperature and solid retention time for the hydrolysis of waste activated sludge to recover volatile fatty acids. Bioresour Technol 119(17):285–292
Yang Q, Yi J, Luo K, Jing X, Li X, Liu Y, Zeng G (2013) Improving disintegration and acidification of waste activated sludge by combined alkaline and microwave pretreatment. Process Saf Environ Prot 91(6):521–526
Zhe Z, Rosendahl L, Toor SS, Yu D, Chen G (2015) Hydrothermal liquefaction of barley straw to bio-crude oil: effects of reaction temperature and aqueous phase recirculation. Appl Energy 137(1):183–192
Zheng X, Zhou W, Wan R, Luo J, Su Y, Huang H, Chen Y (2018) Increasing municipal wastewater BNR by using the preferred carbon source derived from kitchen wastewater to enhance phosphorus uptake and short-cut nitrification-denitrification. Chem Eng J 344:556–564
Zhou L, Zhuang WQ, Costa YGD (2018) In situ and short-time anaerobic digestion coupled with alkalization and mechanical stirring to enhance sludge disintegration for phosphate recovery. Chem Eng J 351:878–885
Zhu S, Zhang Z, Li Y, Tahir N, Liu H, Zhang Q (2018) Analysis of shaking effect on photo-fermentative hydrogen production under different concentrations of corn stover powder. Int J Hydrog Energy 43(45):20465–20473
Funding
This study was financially supported by the Natural Science Foundation of Shandong (Grant Number ZR2017MEE067); Sciences and Technology Project of Qingdao (Grant Number16-5-1-20-jch); Open Fund of Laboratory for Marine Ecology and Environmental Science, Qingdao National Laboratory for Marine Science and Technology (LMEES201805); the study presented in the manuscript was supported by the Ocean University of China-Auburn University (OUC-AU) joint projects; the authors also would like to thank the support by China Scholarship Council-International clean energy innovation talent (iCET) program.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Philippe Garrigues
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, Y., Guo, L., Zhang, J. et al. Optimization of operating conditions for the acidification metabolites production with waste sludge using response surface methodology (RSM). Environ Sci Pollut Res 26, 30303–30312 (2019). https://doi.org/10.1007/s11356-019-06088-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-06088-9