
Abstract
Lipase, a versatile hydrolytic enzyme, is gaining more importance in environmental applications such as treatment of oil and grease containing wastewater, pretreatment of solid waste/industrial wastewater for anaerobic treatment. In the present study, the attempts have been made to improve the production of lipase from Staphylococcus hominis MTCC 8980 by optimization of pH, temperature, and agitation speed in lab scale shake flasks culture. The experiments were designed using the full factorial central composite design of experiment. A total of 20 experiments were conducted, and the optimized pH, temperature, and agitation speed were found to be 7.9, 33.1 °C, and 178.4 rpm, respectively. The results of the analysis of variance (ANOVA) test revealed that the linear terms for temperature and agitation were significant (p value < 0.05). Interaction for pH and agitation speed was found to have a significant effect on lipase production from S. hominis MTCC 8980. A 150% increase in enzyme activity was observed under the optimized conditions with the maximum lipase activity of 1.82 U/ml. Further enhancement of enzyme activity can be expected from the optimization of medium components.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Microbial enzymes possess several advantages over enzymes derived from plants or animals. Microbial enzymes show versatile catalytic activities and higher yields, and remain unaffected with seasonal fluctuations. Moreover, enzyme modification at the gene level is easy in the case of microbes. Selectivity in racemic mixtures and ease of mass production of microorganisms on low-cost medium provides the added advantage to this (de Morais et al. 2016; Bosley and Clayton 1994; Charton and Macrae 1992). Besides these factors, enzymes of microbial origin possess a substantial role in waste management and thus leading to the development of a green environment (Momsia and Momsia 2013). Thus, these enzymes are successfully utilized in many industries.
Among several microbial enzymes, lipase has been studied extensively due to its widespread industrial applications. Lipases find applications in dairy, biodiesel, detergents, cosmetics, paper, polymer, leather, and textile industries; oil processing; production of surfactants; and synthesis of pharmaceuticals products among many others (Singh et al. 2016; Javed et al. 2018). Recently, lipase is gaining more importance in environmental applications such as treatment/pretreatment of oil and grease containing or lipid-rich wastewater, pretreatment of solid waste/industrial wastewater for anaerobic treatment (Kanmani et al. 2015; Moon and Song 2011; Prasad and Manjunath 2011; Dharmsthiti and Kuhasuntisuk 1998; Basheer et al. 2011; Mahdi et al. 2012) due to its hydrolytic activity. There is a huge market demand of lipases due to its widespread applications in various industries. It is predicted that the global market for lipase will reach $590.5 million by 2020, at a compound annual growth rate (CAGR) of 6.5% between 2015 and 2020 (https://www.marketsandmarkets.com/PressReleases/lipase.asp). Economical production of lipases is essential considering its huge market demand. The important factors for economical production of lipase include selection of lipase producing microorganisms with high yield, development of cost-effective production medium, and simple downstream processing. The improved lipase production can also be achieved by optimization of different process parameters (variables) such as medium composition, pH, temperature, and agitation speed (Kaushik et al. 2006; Chauhan et al. 2013; Colla et al. 2016).
One variable at a time (OVAT) is the basic optimization process, which requires numerous experiments and longer time. This traditional method is incapable of explaining the effects of interaction among the factors and therefore unable to provide appropriate optimized values. Therefore, statistical methodologies such as the design of experiments (DOE) are now commonly employed for the optimization of process parameters as they require less number of experiments for acquiring more information about factors and their interaction effects. Moreover, the errors in determining the effect of parameters can be reduced economically by the use of DOE (Dutta et al. 2013). Response surface methodology (RSM), one of the DOEs, is a very popular and useful statistical method often used for the optimization of process parameters (physical or chemical). RSM is highly efficient, structured, pre-designed, and reliable method that not only identifies the parameters that significantly affect the process but also explains the relationship between the parameters (Dutta et al. 2013; Chauhan et al. 2013).
Therefore, the main aim of this study was to improve the production of microbial lipase by optimizing the environmental factors, which can affect the production. The effects of process parameters like temperature (°C), pH, and agitation speed (RPM) on lipase production by Staphylococcus hominis MTCC 8980 using olive oil as carbon source were determined by central composite design (CCD), and these parameters were optimized using RSM approach. RSM has been successfully employed to optimize the process parameters for the enhanced production of lipase from different bacteria (Liu et al. 2006; Teng and Xu 2008; Chauhan et al. 2013); however, to the best of our knowledge, this is the first report on the optimization of process parameters for enhanced lipase production from S. hominis MTCC 8980 using RSM.
Materials and methods
Microorganism and growth condition
The bacterium Staphylococcus hominis MTCC 8980 selected for the production of lipase enzyme was obtained from Microbial Type Culture Collection (MTCC) CSIR-Institute of Microbial Technology Chandigarh, India. The bacteria were revived using a nutrient broth to make a suspension culture. Later on, it was streaked onto two plates of agar media. These two plates were incubated for 24 h at 37 °C. After revival, the plates were stored at 4 °C and regularly sub-cultured as required.
Production of lipase
Basal mineral media containing different minerals were used for the production of lipase using S. hominis MTCC 8980. The medium contained the following composition in g/100 ml: (NH4)2SO4 0.5, NaNO3 0.05; K2HPO4 0.1, KH2PO4 0.05; KCl 0.1; MgSO4·7H2O 0.03, CaCO3 0.05, yeast extract 1. The medium was supplemented with 0.05 ml of trace elements solution with the following composition in g/l: H3BO3 0.26, CuSO4·5H2O 0.5, MnSO4·H2O 0.5, MONa2O4·2H2O 0.06, and ZnSO4·7H20 0.7 (Marimuthu 2013). Olive oil (2% v/v) was added to the basal medium as the carbon source for lipase production. The initial pH of the medium was adjusted to 7.5. The medium was sterilized by autoclaving for 15 min at 121 °C and 15 psi. A loopful of the overnight grown culture of S. hominis on the agar plate was used to inoculate into the 50-ml basal mineral medium to prepare the seed culture. The inoculated seed culture was incubated at 37 °C for 24 h. To study lipase production in shake flask culture, 2% of inoculum from the seed culture was added to 100 ml of lipase production medium in 250-ml conical flask. The flasks were kept in orbital shaker incubator for 48 h at 150 rpm and 37 °C.
Growth and lipase production from S. hominis MTCC 8980
Samples were collected at regular time intervals for measuring the growth of S. hominis and lipase activity. The growth of bacteria was measured at 660 nm in a UV spectrophotometer (Systronics Model 2203). The collected samples were centrifuged at 10,000 rpm for 10 min at 4 °C, and the supernatants were used for determining the lipase activity. The lipase activity was determined titrimetrically using olive oil as substrate as described by Pignède et al. (2000). Briefly, 1-ml crude enzyme was added to 2 ml of 0.1 M phosphate buffer and 1 ml of olive oil mixture and incubated at 40 °C for 30 min. Then, ethanol (5 ml) was added to the reaction mixture to stop the reaction. The reaction mixture was titrated against 0.1 N NaOH using phenolphthalein as an indicator. One unit of lipase activity can be defined as 1.0 μmol of free fatty acid liberated per minute.
Optimization of parameters for enhanced production of lipase enzyme
A CCD was set up to determine the optimum level and explain the combined effect of chosen process parameters, i.e., pH, temperature, and agitation speed on the production of lipase from S. hominis. Each variable was assessed at five coded levels: − 1.682, − 1, 0, + 1, and + 1.682 where 0 corresponded to the central level. The central level was selected based on the literature reported values (Marimuthu 2013). The input variables are scaled to coded levels based on the equation Eq. (1) and have 20 combinations as per the formula (= 2k + 2k + 6), where k represents the number of independent variables which are the physiochemical parameters of the present experiment.
where Xi is a dimensionless parameter of the independent process variable, Xi indicates the real value of the independent variable, Xcp implies the real value of an independent variable at the center point, and ΔXi represents the step change in the real value of the variable i upon a unit change in the dimensionless value of the variable i.
Lipase production was analyzed using a second order polynomial equation (Eq. 2).
where X1, X2, and X3 are the levels of the factors and β1, β2, and β3 are the linear coefficients, β11, β22, … β55 are the quadratic coefficients, and β12, β13, and β23 are the interactive coefficient estimates, while β0 has a role of a scaling constant. A statistical software package MINITAB v.17.1 was used for the analysis of variance (ANOVA) and regression analysis. Contour plots from linear as well as quadratic interactions between parameters were also plotted by using MINITAB v.17.1.
Results and discussion
Lipase production and growth profile of S. hominis MTCC 8980
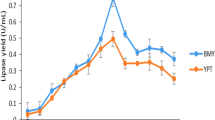
The growth and lipase activity profile of the S. hominis MTCC 8980 grown on medium containing olive oil as the sole source of carbon is shown in Fig. 1. The maximum growth of 5.73 units was measured at 660 nm, and enzyme activity of 1.166 U/ml was observed at 48 h. After 48 h, both the growth and lipase activity started decreasing. Figure 1 shows that lipase activity increased with an increase in growth and also followed the same trend during the decline of growth. Therefore, it can be understood that lipase production in S. hominis MTCC 8980 is mainly growth associated.

Growth and lipase activity profile of S. hominis under unoptimized condition
Optimization of the combined effect of pH and temperature on the performance of lipase under assay condition
Previously, it has been observed that the lipase production was greatly influenced by process parameters like pH, temperature, and dissolved oxygen concentration (Sharma et al. 2009). In shake flask, the direct control of dissolved oxygen concentration was not possible; however, the controlling agitation speed would affect the dissolved oxygen concentration in the culture. Therefore, in the present study, attempts have been made to enhance the lipase activity by optimizing the process parameters like pH, temperature, and agitation speed in shake flask culture.
The design matrix and the corresponding results of CCD experiments to determine the effects of three independent variables (pH, temperature, and agitation speed) are shown in Table 1. Using the experimental results of CCD, regression model equation (Eq. 3) was developed for predicting the maximum lipase activity.
where X1, X2, and X3 are the pH, temperature, and agitation speed, respectively.
The experimental results obtained for the CCD were subjected to ANOVA analysis. Table 2 represents the ANOVA for lipase activity that shows the sum of squares (SS), the mean sum of squares (MS), degrees of freedom (df), F-value, and p value for the model and different parameters. The low MS value shown in Table 2 confirmed that the amount of variation in the response data is low. The higher F-value for all the terms suggests that the model equation is able to explain the variation in the response. The validity of F-value is further confirmed by evaluating the corresponding p value to identify the statistical significance of the model and parameters. A p value < 0.05 is considered to be statistically significant with a high confidence level (> 95%). The p value (< 0.0001) of the overall regression model for the lipase activity was found to be highly significant, and the second-order polynomial model equation was efficiently represented the actual relationship between the response (lipase activity) and the variables (pH, temperature, and agitation speed). High regression coefficient (R2 = 94.09%) of the model equation also confirmed the same.
The significance of the regression coefficient of the factors was determined by performing a student’s t test. Table 3 shows the coefficients, t-value, and p value of a different variable, their square terms, and interaction terms. Regression analysis of experimental data shows that pH and agitation speed has a positive coefficient (Table 3) indicating that the higher value of this parameter will favor the production of lipase, whereas temperature has a negative coefficient (Table 3) indicating that the high value of these parameters will adversely affect the lipase production. The linear term of temperature and agitation speed, the square term for temperature, and the interaction term between pH and agitation are found to be significant from their low p value (< 0.05).
Three-dimensional response surface plots (Figs. 2(a), 3(a), and 4(a)) were constructed to determine the optimal levels of each variable for maximum lipase production, by plotting the response (lipase activity) on the Z-axis against any two independent variables at X- and Y-axis while maintaining other variables at their central levels. Two-dimensional contour plots for two selected parameters to determine the interaction of optimum level of each component with other components for maximum response are shown in Figs. 2(b), 3(b), and 4(b). These plots show probable interaction between the pairwise combination of independent factors keeping other factors at the center point. The contour and three-dimensional plot for the interaction effect of pH and agitation speed are shown in Fig. 2(a), (b). This plot shows that the higher lipase activity was favored at the higher level of pH and agitation speed. Further increase in pH and agitation may have some positive effect on enzyme activity. Figure 3(a), (b) shows plot between temperature and agitation speed. It is observed from the graph that with an increase in temperature to 35 °C, the lipase activity was increased to about 1.6 U/ml and started decreasing when temperature further increased. Subsequently, with an increase in agitation speed, there was an increase in lipase activity. The interaction plot of temperature with agitation speed indicated that higher lipase activity is favored at higher agitation speed at all temperatures. Figure 4(a), (b) shows the interaction plot between pH and temperature. From the elliptical shape of the plot, it can be confirmed that the interaction between pH and temperature is significant. The lipase activity increased with the increase in pH within the selected range. Interaction plot for pH with temperature suggests that high-level (+ 1 and+ α) pH and low-level temperature (− 1) are more favorable for higher lipase production.

Interactive effect of pH and temperature on lipase activity. (a) Three-dimensional surface plot. (b) Contour plot

Interactive effect of temperature and agitation speed on lipase activity. (a) Three-dimensional surface plot. (b) Contour plot

Interactive effect of pH and temperature on lipase activity. (a) Three-dimensional surface plot. (b) Contour plot
Optimization of physical (pH and temperature) and chemical parameters (NaCl, CASO, and olive oil) for lipase production from Burkholderia sp. studied by Liu et al. (2006) using response surface methodology showed a 5-fold increase in productivity. In a submerged fermentation process, optimization of physical parameters and media components for lipase production from Rhizopus chinensis CCTCC M201021 by statistical method expresses the 120% increase of lipase activity after optimization (Teng and Xu 2008). In an optimization study of physical parameters (pH, temperature, and incubation period) for the production of lipase by Arthrobacter sp. BGCC#490 reveals a 1.6-fold increase in lipase activity (Sharma et al. 2009). Therefore, from the literature, it can be conferred that further increase in lipase activity is possible with optimization of medium components. Chauhan et al. (2013) observed that statistical design of experiments improved lipase yield about 1.8-fold higher than OVAT approach for optimization of lipase production from Staphylococcus arlettae using soyabean oil as the carbon source. Their results revealed that pH is an important parameter in lipase production and its interaction with other process parameters like incubation time, inoculum size, and oil concentration is a non-linear relationship with an optimum value near 7.15. The optimum temperature was 38.8 °C. Bharathi et al. (2018) found the maximum lipase activity of bacteria isolated from petrol spilled oil at pH 6, and temperature 37 °C, whereas Larbidaouadi et al. (2015) reported that optimum pH and temperature were 8 and 40 °C for highest lipase production (1.5 U/ml) from Bacillus sp. isolated from industrial rejection gas station. In the current study, the maximum lipase activity was found at pH 7.97 and temperature 33.1 °C. The optimum pH and temperature for lipase production vary with the different microorganisms and different media components. Therefore, pH and temperature are important factors that need to be optimized for improved production of lipase.
Validation of model
Experimental analysis showed that maximum enzyme activity of 1.61 μmol/min was found at 30 °C with a pH of 7.5 and an agitation speed of 150 rpm at run no 6. The regression equation Eq. (2) was further used to calculate the maximal predicted response keeping the desirability at one. Predicted maximal enzyme activity corresponds to 1.85 μmol/min at optimal combination of pH of 7.97, a temperature of 33.1 °C, and agitation speed of 178.4. To verify the accuracy of the model predicted enzyme activity, lipase production from S. hominis was carried out under optimal conditions. The maximum lipase activity under optimal condition obtained was 1.82 U/ml experimentally, and this was closer to the predicted value of 1.85 U/ml (Table 4). A 150% increase in lipase activity was observed under optimum conditions.
Conclusion
It can be concluded that the lipase production by S. hominis can be improved by optimizing the process parameters. Statistical design of experiments enables optimization while keeping the number of experiments minimum. The model predicted a 150% increase in lipase activity (1.85 U) under optimized conditions of pH (8.0), temperature (33.1 °C), and agitation speed (178.4) which was further validated by carrying out the experiment under optimal conditions. The interaction term for pH and agitation was identified to have a positive significant effect on lipase production with olive oil as substrate. The central composite design for lipase production was effective in predicting optimized parameters.
References
Basheer SM, Chellappan S, Beena PS, Sukumaran RK, Elyas KK, Chandrasekaran M (2011) Lipase from marine Aspergillus awamori BTMFW032 production, partial purification and application in oil effluent treatment. New Biotechnol 28(6):627–638
Bharathi D, Rajalakshmi G, Komathi S (2018) Optimization and production of lipase enzyme from bacterial strains isolated from petrol spilled soil. J King Saud Univ-Sci
Bosley JA, Clayton JC (1994) Blueprint for a lipase support use of hydrophobic controlled pore glasses as model systems. Biotechnol Bioeng 43:934–938
Charton E, Macrae AR (1992) Substrate specificities for lipases A and B from Geotrichum candidum CMICC 33546. Biochim Biophys Acta 1123:59–64
Chauhan M, Chauhan RS, Garlapati VK (2013) Modeling and optimization studies on a novel lipase production by Staphylococcus arlettae through submerged fermentation. Enzyme Res 2013:1–8
Colla LM, Primaz AL, Benedetti S, Loss RA, Lima MD, Reinehr CO, Bertolin TE, Costa JA (2016) Surface response methodology for the optimization of lipase production under submerged fermentation by filamentous fungi. Braz J Microbiol 47(2):461–467
Dharmsthiti S, Kuhasuntisuk B (1998) Lipase from Pseudomonas aeruginosa LP602 biochemical properties and application for wastewater treatment. J Ind Microbiol Biotechnol 21(1–2):75–80
Dutta K, Dasu VV, Hegde K (2013) Development of medium and kinetic modeling for enhanced production of cutinase from Pseudomonas cepacia NRRL B-2320. Adv Microbiol 3(6):479. https://www.marketsandmarkets.com/PressReleases/lipase.asp
Javed S, Azeem F, Hussain S, Rasul I, Siddique MH, Riaz M, Nadeem H (2018) Bacterial lipases: a review on purification and characterization. Prog Biophys Mol Biol 132:23–34
Kanmani P, Aravind J, Kumaresan K (2015) An insight into microbial lipases and their environmental facet. Int J Appl Biol Pharm 2(3):1147–1162
Kaushik R, Saran S, Isar J, Saxena RK (2006) Statistical optimization of medium components and growth conditions by response surface methodology to enhance lipase production by Aspergillus carneus. J Mol Catal B Enzym 40(3–4):121–126
Larbidaouadi K, Benattouche Z, Abbouni B (2015) Screening selection identification production and optimization of bacterial lipase isolated from industrial rejection of gas station. Int J Biotechnol Allied Fields 3(9):146–153
Liu CH, Lu WB, Chang JS (2006) Optimizing lipase production of Burkholderia sp. by response surface methodology. Process Biochem 41(9):1940–1944
Mahdi BA, Bhattacharya A, Gupta A (2012) Enhanced lipase production from Aeromonas sp. S1 using Sal deoiled seed cake as novel natural substrate for potential application in dairy wastewater treatment. J Chem Technol Biotechnol 87(3):418–426
Marimuthu K (2013) Isolation and characterization of Staphylococcus hominis JX961712 from oil contaminated soil. Int J Pharm Sci Res 7(3):252–256
Momsia T, Momsia P (2013) A review on microbial lipase-versatile tool for industrial applications. Int J life Sci Biotechnol Pharma Res 2(4):2250–3137
Moon HC, Song IS (2011) Enzymatic hydrolysis of foodwaste and methane production using UASB bioreactor. Int J Green Energy 8(3):361–371
de Morais WG Jr, Kamimura ES, Ribeiro EJ, Pessela BC, Cardoso VL, de Resende MM (2016) Optimization of the production and characterization of lipase from Candida rugosa and Geotrichum candidum in soybean molasses by submerged fermentation. Protein Expr Purif 123:26–34
Pignède G, Wang H, Fudalej F, Gaillardin C, Seman M, Nicaud JM (2000) Characterization of an extracellular lipase encoded by LIP2 in Yarrowia lipolytica. J Bacteriol 182(10):2802–2810
Prasad MP, Manjunath K (2011) Comparative study on biodegradation of lipid-rich wastewater using lipase producing bacterial species. Indian J Biotechnol 10(1):121–124
Sharma A, Bardhan D, Patel R (2009) Optimization of physical parameters for lipase production from Arthrobacter sp. BGCC# 490. Indian J Biochem Biophys 46(2):178–183
Singh R, Kumar M, Mittal A, Mehta PK (2016) Microbial enzymes: industrial progress in 21st century 3. Biotech 6(2):174
Teng Y, Xu Y (2008) Culture condition improvement for whole-cell lipase production in submerged fermentation by Rhizopus chinensis using statistical method. Bioresour Technol 99(9):3900–3907
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
We have followed the accepted principles of ethical and professional conduct.
Conflict of interest
The authors declare that they have no conflict of interest.
Human and animal rights and informed consent
The work did not involve human participants and/or animals.
Additional information
Responsible editor: Philippe Garrigues
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Behera, A.R., Veluppal, A. & Dutta, K. Optimization of physical parameters for enhanced production of lipase from Staphylococcus hominis using response surface methodology. Environ Sci Pollut Res 26, 34277–34284 (2019). https://doi.org/10.1007/s11356-019-04304-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-04304-0