
Abstract
The rheological properties of tailings from gold, copper, and iron ore have been studied in this paper, using a self-developed large-scale type coaxial cylinder rheometer. The effect factors of the rheological properties of tailings, namely mineral types, particle size, plasma concentration, and the shear rate, and the influence they have on the viscosity and yield stress have also been studied. The test results showed that the viscosity of the tailings initially decreased with time and then became stable, while the yield stress initially increased with time and then tended to become stable. Three types of tailings all had a similar change trend with only small differences in value. The differences resulted from the varying mineral constituents of the tailings. The viscosity and the yield stress of the tailings increased as the concentration increased. As the shear rate decreased, the viscosity increased, but the yield stress also decreased. The change in magnitude of the yield stress increased as the concentration increased. It was also found that a larger particle size resulted in a higher viscosity and yield stress, the rise of which became more obvious at higher concentrations. The results were fitted using the exponential function of the Bingham model, and it was found that the coefficients of A1 and A2 changed significantly with the concentration, which indicated that A1 and A2 were largely influenced by other factors, and not only by the plasma concentration and particle diameter decisions. However, these functions of the Bingham model and the other coefficients of B1 and B2 were nearly constant. The three types of tailings also had a similar change trend for the fitted coefficients. There were some differences between the values associated with the type of tailings. For the same kind of tailings, the values of B1 and B2 were only slightly affected by other factors, while they were mainly influenced by the plasma concentration. The results of this research have provided the basic material for a stability study of a tailings dam and the analysis of movement law.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the vigorous development of China’s economy, the demand for mineral resources has surged. China has now become a big mining country, and the annual discharge of tailings from China’s mines is about three million tons, including 12 kinds of minerals. In addition to a small part of this being used as a mine filling or having comprehensive utilization, the vast majority of the rest of the tailings have been stacked on the surface to form tailings reservoirs. Tailings are one of the largest sources of danger in a mine (Wei et al. 2013). According to statistics, the tailings of more than 8869 (2015) seats, the tailings dam safety situation is poor Domestic and foreign accidents of burst tailings dam have not been counted, especially in recent years. These accidents have not only caused great loss of property to the mining enterprises and the downstream area but it has also destroyed the surrounding environment. Additionally, the interruption to traffic caused by the tailings dam breaking and the damage to the power system were also very serious (Kwak et al. 2005; Cabrera et al. 2008; Milton et al. 2004). It has been found that one third of the tailing ponds in China are dangerous. The destruction resulting from the breaking of a tailings dam can cause a catastrophic accident that will be beyond measure (Hudson-Edwards et al. 2003; Grimalt et al. 1999; Rico et al. 2008a, b; Harder and Stewart 1996; Alvarez-Valero and Saez 2009). In addition, the failure of a tailings dam has all the characteristics of a sudden and serious disaster. Therefore, this has become one of the hot issues in disaster prevention and mitigation in recent years (Stefaniak and Wrozynska 2018).
During the operation of a tailings reservoir, the tailings of the accumulated dam are basically saturated. After a tailings dam fails, the dam and the reservoir water in the tailings are discharged together. A mud-sand flow is formed which will impact the downstream area of the reservoir. Therefore, in order to better understand the stability of a tailings dam and the effect of the impact of the slime flow under the conditions of a broken dam, it was very necessary to study the rheological characteristics of the tailings. The rheological properties of the tailings refer to the relationship between the stress and strain in the flow of the tailings, which reflects their physical and kinematic characteristics, and this is an important part of the research into the rheological characteristics of tailings. Currently, a number of scholars had undertaken a lot of research on the rheological properties of soil, and many breakthroughs have been made (Wu et al. 2018; Fall et al. 2009). Although there were many similarities between tailings and soil, as they are all pore media composed of particles, there are also great differences between tailings and soil particles. The size, shape, and physicochemical properties of the particles in the two compounds were different. Therefore, it was necessary for the rheological characteristics of the tailings to be studied in depth. The determination of the rheological parameters was of great significance for the calculation of the flow velocity, flow rate and the impact force of the mud-sand flow, and the prevention and control of tailings dam breakage.
The rheological properties of the slurry are one of its most important physical and mechanical properties. So far, there have been many experimental studies on the rheological characteristics of the pipeline transportation of slurry. The yield stress must be in an optimum range, which enables laminar flow in a pipeline (a velocity range of 0.1 to 1.0 m/s) in order to prevent the solids settling. The slump parameter also characterizes the consistency of the material with regard to transportability/pumpability (Belem and Benzaazoua 2008). The microstructure of slurry progressively changes when it is being transported due to evolution. The yield stress and plastic viscosity also increase, with the former being more sensitive to cement hydration (Struble and Lei 1995). It has been proven, by a Bingham rheological model analysis of the slurry, that the hydraulic gradient of the slurry is inversely proportional to the diameter of the pipe and proportional to the average flow velocity. It has also been clarified that the value of the hydraulic gradient primarily depends on the rheological parameters of the PTBS if the diameter of the pipe and the flow velocity are adjustable (Chen et al. 2016). It is also necessary to raise the mass fraction of cemented crude tailings backfill slurry so that the setting time of the backfill body can be reduced, the amount of dewatering of the backfill slurry can be reduced, and the backfill quality can be obviously improved (Wu et al. 2015). It is desirable for the backfill slurry to have the advantages of both a paste backfill and good flowability of two-phase flow in stopes. A paste-like backfill with a higher mass fraction than a two-phase flow and better flowability than a paste backfill, and this is practically an ideal moderate flow pattern for a cemented crude tailings backfill (Wang et al. 2009). In order to overcome the drawback of a low flow rate with ordinary L-type pipe equipment, a simulation L-type pipeline model, emulating the flow process of the slurry in the pipeline, has been established utilizing FLUENT computational fluid dynamics (CFD) (Jarkani et al. 2014; Liu et al. 2014). The flow velocity and rheological behavior of pipeline transportation filling slurry were forecast using mathematic methods in the literature (NI et al. 2004; Hu et al. 2003). Long-distance gravity pipeline transportation was also studied using rheological tests with a capillary rheometer (Zheng 2002). Slurry is known to behave as a non-Newtonian fluid, since the shear stress during flow at any point along the cross section of a pipe depends on the shear rate and the time (E. Sakai et al. 2006).
A lot of research has been carried out investigating the rheological characteristics of tailings. Kwak et al. (2005) studied the rheological properties of high concentration tailings by using a viscosity meter and the indoor chute test. The R/S+ rheometer and a rock mechanics test machine were used to test the rheological properties of the plasma filling of the tailings of an underground mine (Bian et al. 2005). However, most of these studies did not venture beyond a qualitative explanation. There was still much work to be done to identify the quantitative mechanism of tailings—flow coupling—and to better serve engineering practice.
The tailings of gold, copper, and iron ore have been studied in this paper. A large coaxial cylindrical rheometer was developed independently. The rheological properties of the tailings and its influencing factors have been systematically studied. The influence of four factors, including ore type, tailings size, pulp concentration, and shear rate, has been discussed for the rheological properties of tailings. The research was conducive to the in-depth study of the rheological properties of tailings and has provided basic materials for analyzing the movement rule and the stability of the tailings dam and discharging mud and sand flow.
Material and methods
Test material
The test samples were taken from the tailings in different locations: The samples of gold tailings were taken from Yunnan Heqing Beiya Mining Co. Ltd.’s Hetao Jing Mine. The samples of copper tailings were taken from the Small Goose, a subordinate of the Liangshan Mining Co. Ltd. in Sichuan. The samples of iron tailings were taken from the depot in the Xinshui village, which is subordinate to the Lincang Mining Co. Ltd. in Yunnan.
Test scheme
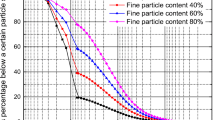
The factors that influenced the test were the ore species, particle size, pulp concentration, and shear rate, as shown in Table 1. In order to study the influence of the ore types, three kinds of tailings were screened through circular holes. The tailings that were obtained had sizes of less than 0.01 mm, 0.01, and 0.074 mm and three had a diameter of 0.074 mm. The tailings with the same gradation are shown in Fig. 1 and were prepared in proportion. When the effect of particle size alone was studied, the tailings groups with different sizes were prepared according to the size group screened from the gold tailings, as shown in Fig. 1 and Table 2. According to the particle size standard, they were classified as tail finer sand, tail silty sand, and tail silty soil (PRCNS 2010).

Particle size distribution curves of the tailings samples
Test equipment and steps taken
The test device that was used was a large coaxial cylindrical rheometer (Fig. 2a), which was independently developed by the State Key Laboratory of Coal Mine Disaster Dynamics and Control, Chongqing University. The rheometer is mainly composed of six parts, including the frame, the lifting frame, the rotating power head, the rotor, the material barrel, and the mobile car, and the diagram of which is shown in Fig. 2b. The rotating power head is the core part of the machine.

Large-scale rheometer. a Physical map. b Schematic diagram
The upper torque sensor is fixed under the movable beam, and the main shaft parts were installed in the lower section. The spindle is driven by the upper servo motor through the precision planetary reducer and the elastic coupling, and the rotor is connected below the spindle component. The outline of the main engine is 820 mm × 1180 mm × 3180 mm, the diameter of the barrel is 440 mm, the volume is 130 L, the rotor diameter is 220 mm, and the length is 550 mm. The measuring range of the torque sensor is from 4 to approximately 200 Nm. All of the tests were carried out at a temperature of 20 °C.
The viscous effect of the plasma will produce resistance to motion. When the rotor continuously rotates in the plasma, the viscosity of the plasma will create drag to produce the resistance moment. The resistance moment is directly proportional to the viscosity of the plasma, and it is related to the shape and the size of the rotor. The torque sensor was used to measure the drag moment produced by the plasma’s viscosity and transfer the measurements to the microcomputer measurement and control system.
The rheometer’s coaxial cylinder rotor torque, rotor speed, rotor geometry, shear stress, and the viscosity of plasma are described by the following equations (Monroy and Francisco 2017; Pablo Gallo-Molina et al. 2017):
In the equations, τ is the shear stress of the plasma (N/m2) and τB is the yield stress (N/m2). M is the rotor torque (Nm), and Rb is the rotor’s radius (m). L is the rotor length (m), and Rc is the radius of the outer cylinder (m). ω is the angular velocity of the rotor (rad/min), η is the plasma’s viscosity (Pa.s), and γ is the shear rate (1/s). The viscosity of the plasma can be calculated by measuring the resistance moment, and the viscosity, shear stress, and shear rate can be substituted into Eq. (4), and from this, the yield stress can be obtained.
The steps taken in the test were as follows:
-
1.
Seventy liters of water was poured into the container, and then a certain quantity of tailings was added according to the required concentration and the mixture was then stirred well.
-
2.
The barrel was pushed to the bottom of the rotor by the mobile car, and the stop block was put in place in order to prevent movement during the test process.
-
3.
The computer loading control program was started, and the movable crossbeam was lowered, and the rotor was immersed in the plasma, and then rotated at a set speed.
-
4.
The control program was set up to achieve automatic measurement and collection of the resistance distance. The whole test was controlled by a computer program, to ensure the accuracy and reliability of the test data.
Results and discussion
Rheological properties and effect factors
Ore types
Figure 3 has shown the rule of viscosity change for tailings of different types of ore. It can be seen from the graph that the viscosity of the tailings for different types of ore decreased rapidly with time and tended to be stable after 5 s. As the rheometer just began to rotate, the tailing’s plasma was at rest; therefore, the viscosity was relatively large. With the action of the rotor, the tailings plasma began to rotate from the starting resting position. The viscosity gradually decreased and then tended to be stable.

Viscosities of the tailings of different ore types
Figure 4 has shown the change rule of the tailing’s yield stress for different ore types. The yield stress increased rapidly with time and then tended to be stable after 10 s. When the rheometer was started, the rotor possessed no shear force with the tailing’s plasma, and the yield stress was 0. Due to the rotation of rotor of the rheometer, the tailing’s plasma also rotated. When the shear rate was constant, the yield stress tended to be stable, and the change time of the viscosity and the yield stress was very short. The viscosities and yield stresses mentioned in this paper both refer to the numerical value after stabilization had occurred.

Yield stress curves of the different ore tailings
The yield stress in the samples was mainly caused by adhesion and friction between the particles, which was the maximum stress required to prevent plastic deformation of the plasma. The plasma will only flow when the shear stress exceeds the yield stress. The greater the yield stress is, the worse the fluidity of the plasma. Viscosity is a measure of the performance of the internal structure of the plasma, which reflects the velocity of the deformation of the plasma system, and reveals the level of the internal friction between the solid particles in the plasma, the solid particles and the liquid phase, and the internal friction in the continuous liquid phase. The greater the plasma’s viscosity, the better stability the system displayed, and it was less prone to bleeding and segregation and other undesirable phenomena. Therefore, the yield stress and plastic viscosity are related to particle shape, the specific surface area, and the plasma volume in the plasma system.
Through comparison and analysis of Figs. 3 and 4, it was found that the iron tailings had the greatest viscosity and the greatest yield stress. The values for the copper tailings were smaller than for the iron tailings, and the viscosity and yield stress of the gold tailings were the smallest. These results were mainly due to the difference in the mineral composition and content of the different ore types, which lead to the differences in the rheological properties of the plasma. Due to the difference in the shape, specific surface area, and strength of the hydrated properties of the different minerals, there was a large difference in the tightness of the network structure that was formed by the different minerals.
Particle size
The gold tailings were screened and were found to be proportionally made up of tailings of different sizes: tail finer sand, tail silty sand, and tail silty soil. The viscosity and yield stress curves for the different plasma concentrations are shown in Figs. 5 and 6 respectively. For the same plasma concentration, the larger the particle size, the smaller the viscosity and yield stress, and the smaller the decrease that occurred with the increase of the concentration of the plasma, and the curve became steeper with the increase of the concentration of the plasma.

Effect of particle size on the tailing’s viscosity

Effect of particle size on the tailing’s yield stress
The smaller the particle size of the tailings was, the larger the specific surface area was, and the water demand of the particles in the wetting paste also increased. For the condition of the same water consumption, the relative slip between the plasma particles was difficult, resulting in an increase in the yield stress and the viscosity of the plasma. In addition, the larger the specific surface area, the larger the area was between the particles and the liquid, which makes the plasma from the smaller cell floc structure migrate to a larger unit of the floc network structure. These floc network structures may also encore larger sediment and increase the viscosity and yield stress.
Fei (1983) believed that a content of silt particles with a size of less than 0.01 mm is the key point when the plasma turns into a Bingham fluid. The smaller the size of the characteristic particle is, the more sediment content of less than 0.01 mm will there be. As a Bingham fluid more easily, the increase in the yield stress becomes more obvious.
Plasma concentration
The curves of the viscosity and yield stress of the tailing’s plasma with regard to the concentration are shown in Figs. 7 and 8 respectively. It can be seen from the figures that the viscosity and yield stress of the tailings increased with the increase in the plasma concentration and tended to an exponential increase. As the concentration of the plasma increased, the distance between the particles in the plasma decreased and it was easier for them to come in contact with each other. The interaction between the particles increased and the interaction forces between the molecules increased. The adhesion and the friction between the particles increased, and the floc network structure was easy to form. It was then not easy to slide between particles, and the resistance increased when the plasma deformed. Macroscopically, the yield stress and viscosity of the plasma increased with the increase of the plasma concentration. Fei (1983) thought that the transition from a Newtonian fluid to Bingham fluid will occur when the plasma’s yield stress is greater than 0.5 Pa, which is when the fluid enters the exponential growth stage.

Effect of the tailing’s plasma concentration on the viscosity

Effect of the tailing’s plasma concentration on the yield stress
The change rule of the Bingham model of the earth rock fluid agreed with the tailing’s plasma. However, the minimum yield stress of the tailing’s plasma increased when it turned into a Bingham fluid. There are great differences between tailings and soil particles in the formation conditions, the particle shape, size, and physicochemical properties of the two are quite different.
Shear rate
Figures 9 and 10 have shown the effects of shear rate on the viscosity and yield stress, respectively, for the same concentration conditions; as the shear rate increased, the viscosity decreased, while the yield stress increased. This was especially the case when the plasma concentration was higher, and the slope of the curve was steeper. Due to the increase in the shear rate, the resistance of the plasma gradually decreased because of the inertia from the rotation of the rotor.

Effect of the shear rate on the viscosity

Effect of the shear rate on the yield stress
Quantitative characterization of rheological properties
Bingham model
Fei (1983) showed that the plasma changed from a Newtonian fluid to a Bingham fluid. At the same time, the growth of the rheological parameters entered the exponential growth stage. From the test results above, it can be concluded that the growth of the rheological parameters of the tailing’s plasma was approximately consistent with the exponential form, so it can be simulated by using the Bingham fluid model. The mathematical expression of which can be written as follows (O’Brien and Julien 1988):
In the equations, CV is the concentration of the pulp (%). A1, A2, B1, and B2 are the coefficients, and they are dimensionless and they represent the trend of the yield stress τB and the viscosity μB that change with the variation of the influencing factors.
The tail finer sand, tail silty sand, and tail silty soil were used as the test subjects. The law of the yield stress and viscosity changing with the pulp concentration and particle size was then studied further.
Effect of the plasma concentration on the yield stress
According to Eq. (5), the coefficient of the concentration and the yield stress was then fitted, and the coefficients A1 and B1 were obtained, as shown in Figs. 11 and 12. It can be seen from the figures that for the range of plasma concentration from 0 to approximately 10%, the value of A1 first increased with the increase in the plasma concentration. When the plasma concentration was greater than 10%, the value of A1 slowly increased, and it had a large range of variation and fluctuation. However, the value of the coefficient B1 rapidly increased within the range of the plasma concentration from 0 to approximately 10%, and the amplitude and fluctuation range in the range of the plasma concentration from 10 to approximately 50% was small, which was basically kept at a value of 0.0425. It can be seen from the figure that when the tailing’s plasma had a concentration range from 10 to approximately 50%, the value of the coefficient B1 was only affected a very small amount by the plasma concentration. It basically had a relatively stable value; therefore, the value of the coefficient A1 was the focus of the study.

Relationship between A1 and the plasma concentration

Relationship between B1 and the plasma concentration
Effect of the characteristic particle size on the yield stress
The rheological properties of the tailings plasma were mainly reflected in the two aspects of the viscosity and yield stress. The influencing factors included the shear rate, particle size, particle shape, particle surface smoothness, pulp concentration, and mineral composition of the tailings, pH value of the plasma, and the type and concentration of the exchange ions. However, of these influencing factors, the plasma concentration and particle size had the most obvious influence. As the plasma concentration increased, the number of particles increased as well as the interaction between particles. The particle size directly determined the properties of the tailings. The particle size determined the size and composition of the tailings, and the effect of the particle size on the viscosity and yield stress is also worth exploring.
When the plasma concentration was between 0 and approximately 50%, the corresponding yield stress value was 0.87~22.93 Pa. The value of B1 in Eq. (5) was approximately equal to 0.0425, but the value of A1 fluctuated greatly. Therefore, several characteristic parameters, D25, D50, and D75 of the tailing’s particle size, were taken to analyze their influence on coefficient A1. From Fig. 13, it can be seen that the value of A1 increased with the increase of the characteristic particle size, but that the relationship is discrete.

Relationship between A1 and the characteristic particle size
Effect of plasma concentration on viscosity
The viscosity increased with the increase of tailing’s plasma concentration, and it changed exponentially. The test results were fitted according to Eq. (6), and the coefficients A2 and B2 were obtained. As shown in Fig. 14, the coefficient A2 rapidly increased for the plasma concentration in the range 0~10%.

Relationship between A2 and the plasma concentration
When the plasma concentration was more than 10%, the value of A2 gradually decreased, and it had a large range of variation and fluctuation. However, the growth rate of the viscosity B2 was always maintained at 0.035, as shown in Fig. 15.

Relationship between B2 and the plasma concentration
Effect of the characteristic particle size on viscosity
The value of B2 was relatively constant; however, the value of A2 varied greatly. Therefore, in order to analyze the relationship between A2 and the tailing’s particle composition, several characteristic parameters, D25, D50, and D75 of the tailings size, were taken in order to explore it, as shown in Fig. 16. It can be seen from the figure that the relationship between the characteristic diameter and the coefficient A2 was not obvious, showing a discrete state.

Relationship between A2 and the characteristic particle size
Different kinds of ore in the Bingham model coefficient
Similar to the above results, the test results of the iron tailings and the copper tailings were then fitted, as shown in Figs. 17, 18, and 19. It can be seen from the figures that the fitting coefficient of the two kinds of tailings had the same change trend and that they were similar to the trend of the gold tailings coefficient.

Relationship between A and the plasma concentration (copper and iron ore tailings)

Relationship between B and the plasma concentration (copper and iron ore tailings)

Relationship between A and the characteristic particle size (copper and iron ore tailings)
Conclusion
Tailings of gold, copper, and iron ore were taken as the research objects in this paper. The rheological behavior and factors influencing the tailings were studied using rheological laboratory tests. The following conclusions were obtained.
The viscosity of the tailings decreased with time and then tended to a stable value. The yield stress increased with time and then tended to a stable value. There were some differences in the viscosity and yield stress of the different types of tailings. This was due to the difference in the mineral composition and content of the different types of ore, which lead to the difference in the rheological properties of the plasma.
The viscosity and yield stress both increased with the increase in the plasma concentration. As the shear rate increased, the viscosity decreased, while the yield stress increased. This occurred especially when the plasma concentration was higher and the slope of the curve was steeper. The smaller the particle size of tailings, the greater the viscosity and yield stress, and the decrease increased with the increase of the plasma concentration. The curve steepened as the plasma concentration increased.
The values of the coefficients A1 and A2 of the Bingham model varied greatly, indicating that A1 and A2 were greatly influenced by the other influencing factors, not just by the concentration and particle size of the pulp. The coefficients B1 and B2 were considered to be constant. The fitting coefficients of three kinds of tailings had the same trend. There were some differences between them, which was related to the differing properties of the tailings. For the same tailings, the values of B1 and B2 only had a small relationship with the other influencing factors, mainly due to the pulp concentration.
References
Álvarez-Valero AM, Saez R (2009) Evaluation of heavy metal bio-availability from Almagrera pyrite-rich tailings dam (Iberian Pyrite Belt, SW Spain) based on a sequential extraction procedure. J Geochem Explor 102(2):87–94
Belem T, Benzaazoua M (2008) Design and application of underground mine paste backfill technology. Geotech Geol Eng 26(2008):147–174
Bian JF, Lujan WR, Harper-Nixon D (2005) Effect of hexafluoropropylene oxide plasma polymer particle coatings on the rheological properties ofboron nitride/poly(dimethylsiloxane) composites. J Colloid Interface Sci 290(2):582–591
Cabrera F, Ariza J, Madejon P (2008) Mercury and other trace elements in soils affected by the mine tailing spill in Aznalcóllar (SW Spain). Sci Total Environ 390(2–3):311–322
Chen Q. S., Zhang Q. L., Wang X. M., Xiao C. C., Hu Q. (2016) A hydraulic gradient model of paste-like crude tailings backfill slurry transported by a pipeline system. Environ Earth Sci 75(14). 1009, 5–9
Fall A, Bertrand F, Ovarlez G (2009) Yield stress and shear banding in granular suspensions. Phys Rev Lett 103(17):1–4
Fei XJ (1983) High particle composition and flow characteristics of sand flow. The second international symposium on river mud. 296–308
Grimalt JO, Ferrer M, Macpherson E (1999) The mine tailing accident in Aznalcollar. Sci Total Environ 242(1–3):3–11
Harder LFJ, Stewart JP (1996) Failure of Tapo Canyon tailings dam. J Perform Constr Facil 10(3):109–114
Hu H, Sun HH, Huang YC, Yang BG (2003) Rheological model and equation of viscoelastic-plasticity of paste-like backfill pulp. J China Univ Mining Technol 32(2):119–−122
Hudson-Edwards KA, Marklin MG, Jamieson HE (2003) The impact of tailings dam spills and clean-up operations on sediment and water quality in river systems: the Ríos Agrio-Guadiamar, Aznalcóllar, Spain[J]. Appl Geochem 18(2):221–239
Jarkani SA, Khoshast H, Shariat E et al (2014) Modeling the effects of mechanical parameters on the hydrodynamic behavior of vertical current classifiers. Int J Min Sci Technol 24(1):123–127
Kwak M, Jame DF, Klein KA (2005) Flow behavior of tailings paste for surface disposal. Int J Miner Process 77(3):139–153
Liu L, Wang WF, Feng YL (2014) Numerical simulation of long distance slurry transport based on FLUENT. J Xi’an Univ Sci Technol 34(2):135–141
Milton A, Cooke JA, Johnson MS (2004) A comparison of cadmium in ecosystems on metalliferous mine tailings in Wales and Ireland. Water Air Soil Pollut 153(1–4):157–172
Monroy, Francisco (2017) Surface hydrodynamics of viscoelastic fluids and soft solids: surfing bulk rheology on capillary and Rayleigh waves. Advanaces in Colloid and Interface Science 247:4–22
NI F, Zhao L, Matousek V (2004) Two-phase flow of highly concentrated slurry in a pipeline. J Hydraul: Series B 16(3):325–−331
O’Brien JS, Julien PY (1988) Laboratory analysis of mudflow properties. J Hydraul Eng 114(8):877–887
Pablo Gallo-Molina J, Ratkovich N, Alvarez O (2017) Multiscale analysis of water-in-oil emulsions: a computational fluid dynamics approach. 56(27):7757–7767
People’s Republic of China national standard. Technical code for geotechnical engineering of tailings accumulation dam (GB50547-2010) (2010) S. China Planning Press, Beijing
Rico M, Benito G, Salgueiro AR (2008a) Reported tailings dam failures: a review of the European incidents in the worldwide context[J]. J Hazard Mater 152(2):846–852
Rico M, Benito G, Diez-herrero A (2008b) Floods from tailings dam failures. J Hazard Mater 154(1–3):79–87
Sakai E, Kasuga T, Sugiyama T, Asaga K, Daimon M (2006) Influence of superplasticizers on the hydration of cement and the pore structure of hardened cement. Cem Concr Res 36:2049–2053
Stefaniak K, Wrozynska M (2018) On possibilities of using global monitoring in effective prevention of tailings storage facilities failures. Environ Sci Pollut Res 25(6):5280–5297
Struble LJ, Lei WG (1995) Rheological changes associated with setting of cement paste. Adv Cem Based Mater 2(1995):224–230
Wang XM, Zhao B, Zhang CS (2009) Paste-like self-flowing transportation backfill technology based on coal gangue. Min Sci Technol 19(2):137–143
Wei ZA, Yin GZ, Wang JG, Wan L, Li GZ (2013) Design construction and management of tailings storage facilities for surface disposal in China: case studies of failures. Waste Manag Res 31(1):106–112
Wu AX, Wang Y, Wang HJ (2015) Coupled effects of cement type and water quality on the properties of cemented paste backfill. Int J Miner Process 143:65–71
Wu AX, Ruan ZE, Wang YM (2018) Simulation of long-distance pipeline transportation properties of whole-tailings paste with high sliming. J Cent South Univ 25(1):141–150
Zheng DX (2002) Study on the application of long distance gravity transportation of copper concentrate [J]. Metal Mine 2002(1):43–45 (in Chinese)
Funding
This work was financially supported by the National Natural Fund Project (Grant No.11372363), the National Natural Science Foundation of China (Grant No. 51604045), the Basic and Frontier Research Project of Chongqing (Grant No. cstc2016jcyjA0562), and the Graduate Student Research Innovation Project (Project No.CYB17045).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Philippe Garrigues
Rights and permissions
About this article

Cite this article
Wang, X., Wei, Z., Li, Q. et al. Experimental research on the rheological properties of tailings and its effect factors. Environ Sci Pollut Res 25, 35738–35747 (2018). https://doi.org/10.1007/s11356-018-3481-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-018-3481-1