
Abstract
Mechanochemical (MC) treatment has been widely proposed to degrade chlorinated organics in various matrix materials. In this study, fly ash from municipal solid waste incineration was grinded without any addition, using an all-dimensional planetary ball mill. The treated fly ash samples were characterised using X-ray diffraction, Raman spectra, scanning electron microscopy and X-ray energy-dispersive spectroscopy. The residual content of polychlorinated dibenzo-p-dioxins and dibenzofurans (PCDD/F) was monitored, as well as polycyclic aromatic hydrocarbons (PAH), a potential precursor of PCDD/F and amorphous carbon or graphite. Finally, de novo formation experiments were performed to test the chemical reactivity of the treated fly ash. The PCDD/F in milled samples was compared to those resulting from de novo tests on these same samples. The results suggest that both milling as well as de novo tests significantly alter the PCDD/F signature, suggesting substantial differences in the mechanisms of formation and destruction.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polychlorinated dibenzo-p-dioxins (PCDD) and dibenzofurans (PCDF) are a well-known threat to the environment (Stockholm Convention). They are generated in municipal solid waste incineration (MSWI) and other thermal processes. More than 80% of the total PCDD/F released from incineration are adsorbed onto fly ash (Weber et al. 2002). According to the material life cycle in a recent research, the treatment and reuse of fly ash can provide significant natural resources savings (Bontempi 2017). Thus, complete decomposition of the dioxins in ash has attracted lots of attention. Methods such as microbial degradation and UV irradiation require long treatment time, show low efficiency and are quite expensive and inefficient (Peng et al. 2010).
Mechanochemical (MC) methods have been proposed to treat halogenated organics. They require no heating or off-gas treatment and do not generate secondary pollution (Wei et al. 2009). Numerous compounds have been studied, including PCDD/F (Yan et al. 2007), chlorobenzenes (Mulas et al. 1997; Tanaka et al. 2003), pentachlorophenol (Wei et al. 2009), dechlorane (Zhang et al. 2010) and DDT (Hall et al. 1996). Some additives such as calcium hydride (CaH2) and quartz (silica sand) have been tested to augment the reaction rate (Cao et al. 1999; Zhang et al. 2001). Many metal oxides (CaO, MgO) have been proved effective for the degradation of chlorinated compounds (Nomura et al. 2005; Tanaka et al. 2003). However, some researchers (Peng et al. 2010; Yan et al. 2007) milled fly ash directly, proving that metal compounds in the ash are also effective in dioxins degradation.
Nomura et al. (Nomura et al. 2005) studied the degradation of OCDD/F by MC treatment and found that dechlorination is an important pathway in the degradation mechanism; the dibenzo-p-dioxin and dibenzofuran structures dechlorinate, fracture and degrade further. A weight ratio of 200:1 (CaO/OCDD/F) was chosen for MC treatment and OCDD and OCDF reached a removal efficiency of 99.3 and 99.7% after 2 h (Nomura et al. 2005). A kinetic model was developed in a recent research, which showed that MC destruction of chlorinated compounds is nearly ten times faster than their dechlorination (Lu et al. 2017). It is evident that MC destruction is the most relevant process.
In our previous work, the process and mechanism of trichlorobenzene degradation during MC treatment were studied; the benzene molecules formed during dechlorination recombined, forming amorphous and graphite-like structures (Lu et al. 2012b). Also, Cagnetta et al. summarised the MC destruction of halogenated organic pollutants and found the carbonisation of pollutant appearing in a lot of research (Cagnetta et al. 2016c). Though numerous studies focused on the effect and mechanisms of dechlorination and destruction by MC treatment, few considered the chemical reactivity of the carbon structures formed during the MC treatment. Earlier work has shown that the MC-degradation of PCDD/F may be jeopardised by the presence of inorganic chlorides in fly ash, so that their preliminary washing out would be necessary to ensure PCDD/F elimination and destruction (Chen et al. 2017b). In our work, the atomic ratio of Cl to Ca was 0.26, based on the characterisation results and measurement of the original fly ash. This seems sufficient for reacting with the Cl to be eliminated, so no more CaO was added.
In the present study, the MC treatment of fly ash was carried out without any additive or preliminary treatment and the destruction efficiency of both PCDD/F and PAH was estimated. The physical and chemical properties of the raw fly ash and MC treated fly ash were comprehensively characterised, and the evolution in fly ash composition during milling is considered.
Moreover, de novo synthesis experiments were performed to explore the chemical reactivity of the residual carbon structures in the treated fly ash.
Materials and methods
Fly ash and MC reactor
The fly ash used in this experiment was sampled from the baghouse filter of an externally circulating fluidised bed municipal solid waste incineration plant (Cixi, Ningbo), in which hydrated lime was injected into the flue gas, to neutralise the acid gases, as well as activated carbon, to adsorb PCDD/F. The original fly ash was dried at 80 °C for 24 h.
The MC reactor is an all-dimensional planetary ball mill (QXQM-2, Changsha Tencan Power Technology Co., Ltd., China) with four stainless steel pots (500 cm3); each pot contained 330 g stainless steel balls and 15 g fly ash to be milled. The pots are fixed in a single planetary disc, and the milling pots not only rotate together with the disc, but also around their own axis. The direction of the disc revolution and the autorotation of pots are opposite. Compared to the conventional planetary ball mill, all-dimensional unit can make the disc and all pots rotate (1 rpm) around a main spindle to avoid the sedimentation of fly ash caused by gravity and making powders to be ground more completely. Revolution speed was set at 350 rpm, and the machine stops every 15 min for 5 min in case the pots are overheated. After running for 0, 1.5, 3 and 6 h, 1 g of the ground fly ash was sampled and denoted as samples FA0, FA1.5, FA3 and FA6.
The de novo experiments
A laboratory scale reactor placed in a vertical furnace is used to conduct a de novo test and investigate its PCDD/F reaction product as shown in Fig. 1. The experiments were conducted in a quartz tubular reactor, operating substantially at atmospheric pressure and surrounded by an electric furnace. Both N2 and O2 flows were controlled by mass controllers, and water was injected into the tube at a stable rate by a pump and heated at 120 °C and then mixed with the gases at a ratio of O2, H2O and N2 of 10:5:85. About 1 g of either raw fly ash FA0 or milled fly ash FA1.5, FA3 and FA6 was positioned onto a silica wool carrier to establish full contact with the mixed carrier gas. The flow rate of the mixed gas was 300 ml/min. The reaction temperature was set at 350 °C. The PCDD/F present in the off-gas was continually collected by toluene in the ice bath for 1 h. Also, after each experiment, the quartz tube and the fly ash were rinsed and Soxhlet extracted with toluene for the determination of residual PCDD/F.

Schematic diagram of the de novo tests
Analytical methods
All original and MC treated fly ash were measured for the following structural and compositional parameters. The crystalline structures were identified using X-ray diffraction (XRD) (X’Pert PRO, PANalytical Co., Holland). The micromorphology of the samples was analysed by a field emission scanning electron microscopy (SEM) (SU-70, Hitachi, Japan). The structure of the carbon was determined by Raman spectroscopy (LabRamHRUV Jobinyvon Co., France). The chemical composition of fly ash was analysed by X-ray fluorescence (XRF) and energy-dispersive spectrometry (EDS) (EDAX-GENESIS4000, USA).
The concentration of PCDD/F in residue was determined after separation by high resolution gas chromatography (Agilent 7890A) combined with high-resolution mass spectrometry (JMS-800D, JEOL). The procedure used for cleanup was as in USEPA 1613. The column information and the temperature program were already described by Zhao et al. (2016). The original, MC-treated and de novo fly ash were all analysed for PCDD/F.
The concentrations of PAH in raw and MC treated fly ash were analysed by gas chromatograph/mass spectrometer (GC-MS, JMS-Q1050GC, JEOL), and the sample pre-treatment was conducted in accordance with the HJ 646-2013 method in China. Detailed information of the GC-MS and the procedure of pre-treatment are shown in Li et al. (2016).
Conversion and chlorination levels
The degradation efficiency of PCDD/F was calculated by Eq. (1) and Eq. (2). ηStotal and ηSITEQ are degradation efficiency of PCDD/F for total concentration and International Toxic Equivalents (I-TEQ) concentration, respectively. And C (ng/g) and C' (ng-TEQ/g) are PCDD/F total (through tetra-octa chlorinated PCDD/F homologue) and I-TEQ concentrations.
To study the chlorination level of PCDD/F in the samples, the degree of chlorination (dc) was calculated by Eq. (3), which is defined as the sum of the products of the mole fraction fi and the number of chlorine atoms ni for each homologue.
Results and discussion
First, the results of MC treatment are discussed for raw and milled samples, before (FA0) and after treatment for 1.5, 3 and 6 h (FA1.5, FA3, FA6). The evolution of PCDD/F is monitored in amount (ng/g fly ash), homologue distribution and mole averaged chlorination level.
Note that the amount of fly ash, in grammes, may have evolved during MC treatment, as well as during de novo testing. The first evolution is further examined under elemental composition; the second leads to a partial oxidation of the amorphous carbon and graphite present, with some concomitant weight loss (Stieglitz and Vogg 1987). Next, these four samples FA0, FA1.5, FA3 and FA6 are de novo tested. PCDD/F again are examined in amount (ng/g residual fly ash), homologue distribution and mole averaged chlorination level.
Physicochemical characteristics
Element composition
The composition of the original and milled fly ash is shown in Table 1.
The main elements are those of the earth crest, i.e. oxygen, also present in silica, alumina and in calcium, magnesium and iron oxides. A second group of elements is associated either with flue gas pollutants, such as salts of Na and K; or P, S and Cl; or with their treatment by injection of hydrated lime, introduced to control acid gases or of activated carbon (AC) to capture PCDD/F. Titanium oxide and titanites derive from the presence of inorganic pigments in plastics, paints and paper. Carbon derives from unburned carbonised matter and the injection of AC. The addition of hydrated lime inflates the initial amount of Ca in fly ash.
Several elements markedly rise during MC treatment: Fe (+ 47%), Si (+ 37%), Na (+ 36%), Al (+ 16%), Cu (+ 25%), Ni (+ 780%), Cr (+ 1258%) and Mn (+ 217%). Conversely, other elements seem to disappear from the fly ash matrix: P (− 46%), Cl (− 37%), C (− 35%), Mg (− 28%), Ca (− 23%), S (− 19%) and also Ti (− 13%). For these evolutions, only partial explanations may be offered:
-
1.
Already in an earlier study, the appearance of Fe, Cu, Ni, Cr, Mn… was established during milling, apparently due to the attrition of mixing balls and vessel. Present results show that milling treatment cannot eliminate heavy metals or other elements efficiently; rather, it can increase their percentage (Cheruiyot et al. 2016).
-
2.
Some elements, such as C, Cl, S, P and O, are apparently capable of generating gaseous effluents, or else reporting to these, following various reactions and heating (Lu et al. 2012a).
At this point of the analysis, two essential elements are still lacking, so that this scrutiny cannot be completed at present: the maximum temperature attained during milling and the gas phase composition being established inside the mill.
The elements constituting PCDD/F are C, Cl, O and H; among these, both C and Cl are dwindling during MC treatment. Another group of essential elements are those exerting a catalytic activity, e.g. Cu, Cr, Ni, Mn… (Peng et al. 2016). Catalytic activity is closely linked to the quality of the contact between the reactants, as well as to the mobility of the catalytic species (Kuzuhara et al. 2003). Milling reduces the average grain size of fly ash and thus enhances the chemical reactivity of its matrix. The latter was scrutinised as raw fly ash and after milling for 1.5, 3 and 6 h, using various instrumental analyses.
Raman spectrum
Two peaks appear in all samples at a wavelength of 1580 and 1355 cm−1 in the Raman spectrum (Fig. 2). These are characteristic of graphite and amorphous carbon: the peak at 1580 cm−1 represents the G bond, corresponding to graphite, and a broad peak at 1355 cm−1 corresponds to the characteristic D bond peak of amorphous carbon (Rowlands et al. 1994; Zhang et al. 2010).

Raman spectrum of raw and milled fly ash samples
Tanaka et al. milled mixtures of CaO and aramid (an aromatic polyamide) and found that amorphous carbon and graphite appeared already after 1 h in the milled sample and distinctly intensified with time rising (Tanaka et al. 2003). In the present experiment, the fly ash colour deepened with MC treatment proceeding and finally turned black; therefore, graphite is expected to be the final degradation product. To verify the hypothesis, the ID/IG value in the Raman spectrum was calculated. This value decreased from 2.42 to 1.76 with time increasing, indicating that the fraction of graphite augmented.
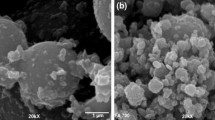
SEM
Figure 3 shows a SEM photography (× 1000 times) of untreated and MC treated fly ash. These are taken to facilitate the understanding and a comparison of processes influencing upon ash surface structure. Clearly, before milling, raw fly ash still consists of many large and diverse particles. After several hours of milling, the overall particle size has decreased markedly, while showing a more uniform distribution of concave surfaces, as well as of aggregation of small particles.

SEM micrographs for a raw fly ash magnified at × 1000 (1 k); b FA after 1.5 h milling, also at × 1 k; c FA after 3 h milling, at × 1 k; and d FA after 6 h milling, at × 1 k
XRD
In order to identify possible changes in the presence of crystalline phases, XRD was carried out on both raw and MC treated fly ash (Fig. 4). Raw fly ash includes as major minerals: quartz SiO2, calcite CaCO3, halite KCl, anhydrite CaSO4, haematite Fe2O3, vaterite, a polymorph of CaCO3 and gypsum CaSO4·2H2O; after MC treatment, the peak intensity of calcite CaCO3 and anhydrite CaSO4 weakened while that of gypsum CaSO4·2H2O increased, suggesting hydration to take place, as well as potentially placing a maximum to the temperature attained during milling, since the transition to gypsum takes place only below 120 °C. SiO2 remains inert, without any phase transition during milling.

XRD pattern of a raw fly ash and milled fly ash after b 1.5 h, c 3 h, and d 6 h
In the present tests, the crystalline phase of Ca(OH)Cl remained undetected. In another study on trichlorophenol (TCP) degradation, unobservable formation of crystalline phase Ca(OH)Cl suggests that the inorganic chlorine formed remains amorphous (Lu et al. 2012b). Saeki treated PVC mixed with CaCO3, and a chlorine-containing inorganic phase Ca(OH)Cl was observed with rising grinding time (Saeki et al. 2001). Also, in the present study, it is supposed that Ca(OH)Cl forms a non-crystalline amorphous phase.
MC treatment of PCDD/F and PAH
Destruction of total PCDD/F and I-TEQ
The total PCDD/F concentration and I-TEQ of the raw fly ash were 6.45 ng/g and 0.213 ng I-TEQ/g, respectively.
Figure 5 monitors the evolution of PCDD, PCDF, PCDD/F and I-TEQ concentration during the MC treatment. After 6 h of milling, total concentration and I-TEQ finally reduced by 41.7 and 30.6%, respectively. During degradation, different trends appeared for PCDD/F and I-TEQ. Figure 6 shows the tetra- to octa-CDD/F homologue profiles, both for original and MC treated FA.

Time trends for PCDD/F with milling time increasing

Homologue pattern of PCDD/F for raw fly ash (FA0) and MC treated fly ash (FA1.5, FA3, FA6)
Most studies on the MC treatment of chlorinated aromatic compounds showed that calcium oxide is an efficient additive (Nomura et al. 2005; Saeki et al. 2001; Tanaka et al. 2003). As described in a recent work, vacancy formation reaction can even happen to CaO under high energy ball milling (Cagnetta et al. 2017). In this reaction, two electrons were released and transferred to organic molecules, thus inducing carbonisation and dehalogenation (Todres 2006). While in the present experiments, free CaO was not detected, as by Peng et al. (2010). Hence, CaO may act as an intermediate inducing dechlorination.
One of the reasons for degradation of chlorinated organic compounds is the breaking of C-Cl bonds, namely dechlorination (Lu et al. 2012b). Thus, lower chlorinated intermediates are probably produced while higher chlorinated PCDD/F degrade. Nomura et al. (2005) observed tetra- to hepta-CDD/F, formed from MC treatment of OCDD/F, to peak simultaneously and decrease with rising grinding time. The same was also reported by Mitoma et al. (2011), while no additives were added during MC treatment.
In Fig. 6, the amount of TCDD/F first increased from 0 to 1.5 h, which suggests additional formation from PCDD/F precursors in fly ash, such as chlorinated organic compounds (chlorobenzenes, chlorophenols) or PAH, accompanied by dechlorination of high chlorinated PCDD/F. While in 6 h, the destruction efficiency of OCDD/F was much lower than those of tetra- to hepta-CDD/F. Maybe it is due to the low concentration of OCDD/F, which is one or two orders of magnitude lower than others.
With rising grinding time, the degree of chlorination lessened marginally, from 4.72 for FA0 to 4.62 for FA6, as shown in Table 2, which is in agreement with dechlorination mechanism. Based on our previous study (Lu et al. 2012b), Cl radicals have a chance to replace H on the benzene ring, which may be the reason why OCDD/F increased in 1.5 h.
Destruction of PAH
PAH could be an important carbon source and precursor for PCDD/F formation, via a variant of the de novo synthesis (Peng et al. 2016). Hence, the 16 US EPA PAH were analysed in milled fly ash. With rising grinding time, total PAH and their TEQ concentration diminished obviously, to 49.3 and 41.7%, respectively, after 6 h of treatment as shown in Table 3. The lower degradation rate, compared to the study by Cangialosi et al. (2007), may be due to the different mills used in the experiments. The rate constant and energy dose of monoplanetary are larger than those of all-dimensional planetary mill, which lead to the high conversion efficiency on the base of the kinetic models (Cagnetta et al. 2016b; Chen et al. 2017a).
De novo formation from milled samples
The particle size of fly ash, the amount and species of organic compounds, as well as the structure of the carbon formed all modify during milling; hence, the reactivity of carbon was explored experimentally during four de novo tests at fixed conditions of 350 °C in 1 h.
Figure 7 shows the PCDD/F yield (ng/g) from a de novo synthesis test, conducted on the four samples of fly ash, i.e. the original sample, as well as those obtained after 1.5, 3 and 6 h of milling. Remarkably, the yield from milled fly ash is much lower than that from raw fly ash: after 6 h of milling, the total concentration and I-TEQ value for FA6 attains just 36.8 and 45.4%, respectively, of that obtained from raw fly ash. As shown in Table 4, the ratio of PCDF/PCDD rises remarkably with grinding time, from 2.6 to 48, 56 and 59, suggesting that de novo reactions starting from carbon or graphite become much more predominant and that precursor routes dwindle in importance. The mole average degree of chlorination of the PCDD/F synthesised from milled fly ash is very low.

Homologue pattern of PCDD/F formed from milled residue after de novo reaction
According to a recent review (Peng et al. 2016), carbon in fly ash consists of aliphatic and aromatic compounds and macromolecular carbon. Due to the weak C-C bond energy, hydrocarbon chains can be broken easily and the resulting molecules volatilise (Tanaka et al. 2003). Also, some benzene is formed during ball grinding, and condenses, forming amorphous and graphite-like structures, which led to the colour of the samples turning black (Lu et al. 2012b).
Actually, the formation of unintentional persistent organic pollutants (POPs) was also observed by other research when PCDD/F are destroyed during ball milling (Cagnetta et al. 2016a). These POPs can take part in the de novo reactions, increasing the formation of PCDD/F. To decrease the reformation of PCDD/F, prolonged milling is needed to treat the fly ashes.
Conclusion
This work investigated the behaviour of the PCDD/F and PAH contained in fly ash during mechanochemical treatment without any addition of reductive or other milling agents. The results obtained demonstrated that the PCDD/F of fly ash decreased after MC treatment for 6 h, both in terms of total and I-TEQ concentration, with lower chlorinated PCDD/F being formed at the initial stages of milling. About half of the PAH were eliminated after MC treatment. The MC treatment also increases the proportion of graphite in the fly ash and reduces the reactivity of the carbon structures present to form PCDD/F through de novo synthesis.
References
Bontempi E (2017) A new approach for evaluating the sustainability of raw materials substitution based on embodied energy and the CO2 footprint. J Clean Prod 162:162–169
Cagnetta G, Hassan MM, Huang J, Yu G, Weber R (2016a) Dioxins reformation and destruction in secondary copper smelting fly ash under ball milling. Sci Rep 6:22925
Cagnetta G, Huang J, Wang B, Deng S, Yu G (2016b) A comprehensive kinetic model for mechanochemical destruction of persistent organic pollutants. Chem Eng J 291:30–38
Cagnetta G, Robertson J, Huang J, Zhang K, Yu G (2016c) Mechanochemical destruction of halogenated organic pollutants: a critical review. J Hazard Mater 313:85–102
Cagnetta G, Huang J, Lu M, Wang B, Wang Y, Deng S, Yu G (2017) Defect engineered oxides for enhanced mechanochemical destruction of halogenated organic pollutants. Chemosphere 184:879–883
Cangialosi F, Intini G, Liberti L, Notarnicola M, Pastore T, Sasso S (2007) Mechanochemical treatment of contaminated marine sediments for PAH degradation. Chem Sustain Dev 15:139–145
Cao G, Doppiu S, Monagheddu M, Orrù R, Sannia M, Cocco G (1999) Thermal and mechanochemical self-propagating degradation of chloro-organic compounds: the case of hexachlorobenzene over calcium hydride. Ind Eng Chem Res 38:3218–3224
Chen Z, Lu S, Mao Q, Buekens A, Wang Y, Yan J (2017a) Energy transfer and kinetics in mechanochemistry. Environ Sci Pollut Res 24:24562–24571
Chen Z, Mao Q, Lu S, Buekens A, Xu S, Wang X, Yan J (2017b) Dioxins degradation and reformation during mechanochemical treatment. Chemosphere 180:130–140
Cheruiyot NK et al (2016) An overview of PCDD/F inventories and emission factors from stationary and mobile sources: what we know and what is missing. Aerosol Air Qual Res 16:2965–2988
Hall AK, Harrowfield JM, Hart RJ, McCormick PG (1996) Mechanochemical reaction of DDT with calcium oxide. Environ Sci Technol 30:3401–3407
Kuzuhara S, Sato H, Kasai E, Nakamura T (2003) Influence of metallic chlorides on the formation of PCDD/Fs during low-temperature oxidation of carbon. Environ Sci Technol 37:2431–2435
Li J et al (2016) The influence of air pollution control devices (APCDs) on the PAHs distributions in flue gas from an ultra-low emission coal-fired power plant. Energy Fuels
Lu S-Y, Mao Q, Peng Z, Li X, Yan J-H (2012a) Simulation of ball motion and energy transfer in a planetary ball mill. Chin Phys B 21:078201
Lu S, Huang J, Peng Z, Li X, Yan J (2012b) Ball milling 2, 4, 6-trichlorophenol with calcium oxide: dechlorination experiment and mechanism considerations. Chem Eng J 195:62–68
Lu M, Lv T, Li Y, Peng Z, Cagnetta G, Sheng S, Huang J, Yu G, Weber R (2017) Formation of brominated and chlorinated dioxins and its prevention during a pilot test of mechanochemical treatment of PCB and PBDE contaminated soil. Environ Sci Pollut Res 24:20072–20081
Mitoma Y, Miyata H, Egashira N, Simion AM, Kakeda M, Simion C (2011) Mechanochemical degradation of chlorinated contaminants in fly ash with a calcium-based degradation reagent. Chemosphere 83:1326–1330
Mulas G, Loiselle S, Schiffini L, Cocco G (1997) The mechanochemical self-propagating reaction between hexachlorobenzene and calcium hydride. J Solid State Chem 129:263–270
Nomura Y, Nakai S, Hosomi M (2005) Elucidation of degradation mechanism of dioxins during mechanochemical treatment. Environ Sci Technol 39:3799–3804
Peng Z, Ding Q, Sun Y, Jiang C, Gao X, Yan J (2010) Characterization of mechanochemical treated fly ash from a medical waste incinerator. J Environ Sci 22:1643–1648
Peng Y, Chen J, Lu S, Huang J, Zhang M, Buekens A, Li X, Yan J (2016) Chlorophenols in municipal solid waste incineration: a review. Chem Eng J 292:398–414
Rowlands S, Hall A, McCormick P, Street R, Hart R, Ebell G, Donecker P (1994) Destruction of toxic materials. Nature 367:223–223
Saeki S, Kano J, Saito F, Shimme K, Masuda S, Inoue T (2001) Effect of additives on dechlorination of PVC by mechanochemical treatment. J Mater Cycles Waste Manag 3:20–23
Stieglitz L, Vogg H (1987) On formation conditions of PCDD/PCDF in fly ash from municipal waste incinerators. Chemosphere 16:1917–1922
Tanaka Y, Zhang Q, Saito F (2003) Mechanochemical dechlorination of trichlorobenzene on oxide surfaces. J Phys Chem B 107:11091–11097
Todres ZV (2006) Organic mechanochemistry and its practical applications. CRC Press, Boca Raton
Weber R, Takasuga T, Nagai K, Shiraishi H, Sakurai T, Matuda T, Hiraoka M (2002) Dechlorination and destruction of PCDD, PCDF and PCB on selected fly ash from municipal waste incineration. Chemosphere 46:1255–1262
Wei Y, Jianhua Y, Shengyong L, Xiaodong L (2009) Mechanochemical decomposition of pentachlorophenol by ball milling. J Environ Sci 21:1761–1768
Yan J, Peng Z, Lu S, Li X, Ni M, Cen K, Dai H (2007) Degradation of PCDD/Fs by mechanochemical treatment of fly ash from medical waste incineration. J Hazard Mater 147:652–657
Zhang Q, Saito F, Ikoma T, Tero-Kubota S, Hatakeda K (2001) Effects of quartz addition on the mechanochemical dechlorination of chlorobiphenyl by using CaO. Environ Sci Technol 35:4933–4935
Zhang W, Huang J, Yu G, Deng S, Zhu W (2010) Mechanochemical destruction of dechlorane plus with calcium oxide. Chemosphere 81:345–350
Zhao R, Jin D, Yang H, Lu S, Potter PM, Du C, Peng Y, Li X, Yan J (2016) Low-temperature catalytic decomposition of 130 tetra-to octa-PCDD/Fs congeners over CuOX and MnOX modified V2O5/TiO2–CNTs with the assistance of O3. Environ Sci Technol 50:11424–11432
Funding
This project was supported by the Innovative Research Groups of the National Natural Science Foundation of China (51621005), the National Natural Science Foundation of China (51676172), the National Key Research and Development Program of China(2017YFC0703100), and the Program of Introducing Talents of Discipline to University(B080260).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Bingcai Pan
Rights and permissions
About this article

Cite this article
Peng, Y., Buekens, A., Tang, M. et al. Mechanochemical treatment of fly ash and de novo testing of milled fly ash. Environ Sci Pollut Res 25, 19092–19100 (2018). https://doi.org/10.1007/s11356-018-2051-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-018-2051-x