
Abstract
In the past decade, there has been a growing concern about the environmental protection in public society as governments almost all over the world have initiated certain rules and regulations to promote energy saving and minimize the production of carbon dioxide (CO2) emissions in many manufacturing industries. The development of sustainable manufacturing systems is considered as one of the effective solutions to minimize the environmental impact. Lean approach is also considered as a proper method for achieving sustainability as it can reduce manufacturing wastes and increase the system efficiency and productivity. However, the lean approach does not include environmental waste of such as energy consumption and CO2 emissions when designing a lean manufacturing system. This paper addresses these issues by evaluating a sustainable manufacturing system design considering a measurement of energy consumption and CO2 emissions using different sources of energy (oil as direct energy source to generate thermal energy and oil or solar as indirect energy source to generate electricity). To this aim, a multi-objective mathematical model is developed incorporating the economic and ecological constraints aimed for minimization of the total cost, energy consumption, and CO2 emissions for a manufacturing system design. For the real world scenario, the uncertainty in a number of input parameters was handled through the development of a fuzzy multi-objective model. The study also addresses decision-making in the number of machines, the number of air-conditioning units, and the number of bulbs involved in each process of a manufacturing system in conjunction with a quantity of material flow for processed products. A real case study was used for examining the validation and applicability of the developed sustainable manufacturing system model using the fuzzy multi-objective approach.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
To design a sustainable manufacturing system, manufacturing system designers need to not merely rely on applying traditional methods for improving efficiency and productivity of manufacturing systems but also examine the environmental impact on the developed system (Heilala et al. 2008). The traditional manufacturing system design is involved in the determination, analysis and optimization of, for example, system capacities, material flow, material-handling methods, production methods, system flexibilities, operations, and shop-floor layouts. However, there are environmental aspects that also need to be addressed today as a new challenge for designers of manufacturing systems to create an effective approach incorporating environmental parameters or constraints (Paju et al. 2010). In the past decade, the concept of sustainable manufacturing systems has been used for promoting a balance between the environmental impact and the economic performance for production (Taghdisian et al. 2014). The term of manufacturing sustainability may be defined as the creation of manufactured products by reducing negative environmental impacts on usage of energy consumption or natural resources (Nujoom et al. 2016a, 2016b). This concept has usually been implemented when environmental problems are to be taken as a completely separate objective in the process synthesis at the initial design stage. In this case study, each of the environmental aspects is considered as a separate objective together with other classical objectives in maximizing system productivity or efficiency and/or minimizing the cost of the manufactured product; this forms a multi-objective optimization (MOO) problem (Taghdisian et al. 2014; Nujoom et al. 2016a, 2016b).
Development of a sustainable manufacturing system design may also apply lean methods as a trend in modern manufacturing enterprises for optimizing system efficiency and productivity without additional investments. Lean manufacturing can be defined as “a systematic approach to eliminate non-value added wastes in various forms and it enables continuous improvement” (Nujoom et al. 2016a, 2016b). These wastes are waiting for parts to arrive, overproduction, unnecessary movement of materials, unnecessary inventory, excess motion, the waste in processing, and the waste of rework (Wang et al. 2009). Nevertheless, the traditional lean manufacturing method does not consider environmental wastes of such as energy and CO2 emissions which also need to be considered as these wastes add no value on manufactured products (Nujoom et al. 2016a, 2016b; Wang et al. 2009). Consequently, it is important to optimize the traditional lean manufacturing system design to achieve sustainability and make a balance under the economic and ecological constraints. Moreover, industrial factories consume a massive amount of energy and produce a huge amount of CO2 emissions, which lead to a huge amount of costs that need to be considered in the manufacturing system design (Ghadiri et al. 2017).
There are a few studies in considering environmental impact on manufacturing systems design. Heilala et al. (2008) argued that manufacturing system designers need to not merely rely on traditional methods in improvements of system efficiency and productivity but also incorporate environmental considerations into design and operation of the developed manufacturing processes or systems. Wang et al. (2008) proposed a method known as the process integration (PI) method that was used for evaluating CO2 emissions for the steel industry. Branham et al. (2008) used the quantitative thermodynamic analysis for measuring the amount of energy to be used by various categories in manufacturing systems. Guillén-Gosálbez and Grossmann (2009) developed a mathematical model named as the bi-criterion stochastic mixed-integer nonlinear program (MINLP) used for the maximization of the network present value and the minimization of the environmental impact on a sustainable chemical supply chain design.
The multi-objective optimization approach is one of the mathematical methods that can be used for modelling a manufacturing system by satisfying a number of conflicting objectives (such as energy consumption, CO2 emissions, and costs) in which each objective needs to be optimized based on a separate objective function (Mohammed and Wang 2017a, b). Li et al. (2009) used a multi-objective mixed-integer nonlinear model incorporating environmental and economic factors for the design and optimization of chemical processes. Abdallah et al. (2010) utilized a multi-objective optimization method used for minimizing carbon emissions and investment cost of the supply chain network facilities. Wang et al. (2011) studied a multi-objective optimization model that balances the trade-off between the total cost and the amount of CO2 emissions released from the supply chain facilities. Jamshidi et al. (2012) developed a multi-objective mathematical model to solve a number of issues of the supply chain design in terms of minimization of the annual cost with a due consideration over environmental effect. Shaw et al. (2012) presented an integrated approach for selecting the appropriate supplier in the supply chain through the development of a fuzzy multi-objective linear programming that addresses the minimization of ordered quantity to the supplier and the minimization of the total carbon emissions for sourcing of material. Moreover, in the real world, some input parameters such as purchasing cost and demands are normally subject to uncertainty. Thus, uncertainty in terms of input parameters should also be measured in a manufacturing design (Mohammed et al. 2016). Fuzzy logic is one of the main approaches that were used to handle the uncertainty in a given data.
This paper presents an investigation into a sustainable manufacturing system design under multiple uncertainties through the development of a fuzzy multi-objective model. The developed model was used for examining the configuration and performance measures of the proposed sustainable manufacturing system design in terms of (1) the number of machines involved in each process in the manufacturing system, (2) the number of air conditioning units and number of bulbs involved in each process, (3) the optimal material quantity flows along the line, and (4) a compromised solution among conflicting objectives by minimizing the total investment cost for establishing the manufacturing system, minimizing the amount of energy consumed by the machines involved in each process in the manufacturing system, and minimizing the CO2 emissions released from the machines involved in each process in the manufacturing system. Afterwards, the developed multi-objective model was re-developed towards a fuzzy multi-objective model to cope with the uncertainties in a number of parameters, i.e. raw material cost, demands, and CO2 emissions. The ε-constraint approach was used to reveal a set of non-inferior solutions derived from the developed fuzzy mathematical model, followed by an employment of the max-min approach in order to select the best non-inferior solution.
The rest of this paper is organized as follows: the “Problem statement and model formulation” section gives an explanation of the problem description and model formulation. The “Optimization approaches” section presents the optimization approach used for this study. Application and evaluation of the model is presented in the “Evaluation: a real case study” section, and finally, the paper sums up the findings in the “Conclusion” section.
Problem statement and model formulation
Figure 1 illustrates a framework of a sustainable manufacturing system design which consists of operation machines, air conditioning units, lighting bulbs, and other supportive equipment such as compressors which supply the compressed air to some machines. Energy and CO2 emissions are generated directly by combusting fossil fuels or using electricity which is generated indirectly by using either fossil fuels or renewable resources. To achieve the sustainability of a manufacturing system design, energy consumed by all those equipment in the manufacturing system and the amount of CO2 emissions released from the manufacturing system need to be quantified in conjunction with the total cost that also needs to be considered for establishing the manufacturing system. In this study, these parameters are mathematically formulated as a multi-objective optimization model aimed at obtaining a trade-off decision among minimization of the total investment cost for establishing the manufacturing system (Eq. 1), minimization of the total energy consumed by the manufacturing system (Eq. 2), and minimization of the total amount of CO2 emissions (Eq. 3) as described below. The model is also aimed at making design decisions in terms of (i) numbers of operation machines, air conditioning units, and lighting bulbs that need to be involved in the sustainable manufacturing system and (ii) quantity of material flows through the operation machines that need to be involved in the manufacturing system.

Structure of a sustainable manufacturing system design
The following notations are used for formulating the mathematical model:
Sets
- S :
-
Set of a supplier
- MS :
-
Set of a manufacturing system
- W :
-
Set of a warehouse
- \( {m}_{MS_i} \) :
-
Number of processes involved in the manufacturing system, where i ∈ {1, 2, .…, m MS }
Parameters
- \( {C}_{MS}^{Fixed} \) :
-
Fixed cost (GBP) of the manufacturing system
- \( {C}_{SUPP. MS}^R \) :
-
Raw materials cost (GBP)
- \( {C}_{SUPP}^R \) :
-
Unit raw material cost (GBP) in a supplier
- \( {C}_{MS.W}^{MP} \) :
-
Manufactured product cost (GBP)
- \( {C}_{MS}^{MP} \) :
-
Unit manufactured product cost (GBP)
- \( {C}_{MS.W}^I \) :
-
Inventory cost (GBP) from a manufacturing system to a warehouse
- \( {C}_w^I \) :
-
Unit inventory cost (GBP) in a warehouse
- \( {C}_{SUPP. MS}^{T.R} \) :
-
Transportation cost (GBP) of raw materials from supplier to a manufacturing system
- \( {C}_{SUPP}^{T.R} \) :
-
Unit transportation cost (GBP) per mile of raw materials from a supplier to a manufacturing system
- \( {C}_{MS.W}^{T. MP} \) :
-
Transportation cost (GBP) of manufacturing products from a manufacturing system to a warehouse
- \( {C}_{MS}^{T. MP} \) :
-
Unit transportation cost (GBP) per mile of manufacturing products from a manufacturing system to a warehouse
- d SUPP . MS :
-
Distance (mile) from a supplier to a manufacturing system
- d MS . W :
-
Distance from a manufacturing system to a warehouse
- V :
-
Capacity (kg) per vehicle
- \( {E}_{MS_i}^{machin} \) :
-
Energy consumption (kWh) for the machines involved in process i in a manufacturing system, where, i ∈ {1, 2, .…, m MS }
- \( {E}_{MS_i}^{air\ comp} \) :
-
Energy consumption (kWh) of compressed air needed for the machines involved in process i
- \( {E}_{MS_i}^{cond} \) :
-
Energy consumption (kWh) for the air conditioning units involved in process i
- \( {E}_{MS_i}^{bulb} \) :
-
Energy consumption (kWh) for the lighting bulbs involved in process i
- \( {N}_{MS_i}^{machin} \) :
-
Installed power (kw) for a machine involved in process i
- \( {N}_{MS_i}^{cond} \) :
-
Installed power (Kw) for an air conditioning unit involved in process i
- \( {N}_{MS_i}^{bulb} \) :
-
Installed power (Kw) for an illumination bulb involved in process i
- \( {N}_{MS_i}^{air\ comp} \) :
-
Installed power for a compressor involved in process i
- \( {\Re}_{MS_i}^{machin} \) :
-
Manufacturing rate (kg/h) for a machine involved in process i
- \( {\tau}_{MS_i}^{machin} \) :
-
Operating time (hr) for a machine involved in process i
- \( {\mu}_{MS_i}^{machin} \) :
-
Efficiency (%) for a machine involved in process i
- \( {G}_{MS}^{month} \) :
-
Mass production (kg) per month for the manufacturing system
- \( {\varPsi}_{MS_i}^{machin} \) :
-
Total waste ratio (%) for a machine involved in process i
- \( {\upsilon}_{MS_i}^{air\ comp} \) :
-
Compressed air (m3/h) used for the machines involved in process i
- \( {\rho}_{MS_i}^{air\ comp} \) :
-
Capacity of compressed air (m3/h) of a compressor
- \( {\varPhi}_{MS_i}^{cond} \) :
-
Covering rate per air conditioning unit that services machines involved in process i
- \( {\varphi}_{MS_i}^{bulb} \) :
-
Covering rate of lighting bulbs per one machine involved in process i
- \( {N}_{MS_i}^{air\ comp} \) :
-
Installed power (kWh) for a compressor
- e MS :
-
Amount of CO2 emissions (kg) released from the manufacturing system for manufacturing the products
- e T :
-
Amount of CO2 emissions (kg) released from transportation vehicles to transfer materials from a supplier to a manufacturing system and shipped the products from a manufacturing system to a warehouse
- \( {e}_{MS_i}^{machin} \) :
-
Amount of CO2 emissions (kg) released from the machines involved in process i
- \( {e}_{MS_i}^{air\ comp} \) :
-
Amount of CO2 emissions (kg) released from a compressor system involved in process i
- \( {e}_{MS_i}^{cond} \) :
-
Amount of CO2 emissions (kg) released from the air conditioning units involved in process i
- \( {e}_{MS_i}^{bulb} \) :
-
Amount of CO2 emissions (kg) released from the illumination bulbs involved in process i
- \( {e}_{SUPP. MS}^T \) :
-
Amount of CO2 emissions (kg) released for transportation from a supplier to a manufacturing system
- \( {e}_{MS.W}^T \) :
-
Amount of CO2 emissions (kg) released for transportation from a manufacturing system to a warehouse
- \( {\omega}_{MS_i} \) :
-
CO2 emission factor (kg/kWh) Based on the source of energy used by the manufacturing system
- \( {\omega}_{\begin{array}{l} SUPP. MS,\\ {} MS.W\end{array}}^T \) :
-
CO2 emission factor (kg/mile) released for transportation from a supplier to a manufacturing system and from a manufacturing system to a warehouse
Decision variables
- \( {q}_{SUPP. MS}^R \) :
-
Mass of material (kg) transported from a supplier to a manufacturing system
- \( {q}_{MS_i}^R \) :
-
Mass of materials (kg) involved in process i
- \( {q}_{MS_{i+1}}^R \) :
-
Mass of materials (kg) transferred from a machine involved in process i
- \( {q}_{MS}^{MP} \) :
-
Mass of material (kg)shipped as final products to a warehouse
- \( {n}_{MS_i}^{machin} \) :
-
Number of machines (unit) involved in process i
- \( {n}_{MS_i}^{cond} \) :
-
Number of air conditioning units (unit) involved in process i
- \( {n}_{MS_i}^{bulb} \) :
-
Number of lighting bulbs (unit) involved in process i
- q MS . W :
-
Mass of material (kg) transported from a manufacturing system to a warehouse
Based on the aforementioned notations, the multi-objective mathematical model can be formulated as follows:
Objective function 1: Total investment cost Z 1
In the proposed sustainable manufacturing system design, the total investment cost is a combination of the fixed cost (costs of the land, buildings, equipment, services, and salaries), costs of raw materials and transportation of raw materials, and costs of manufacturing and inventory and so on. Thus, the total investment cost Z 1can be minimized as follows:
where the fixed cost \( {C}_{M.S}^{Fixed} \)of establishing the manufacturing system is given as below:
The cost of unit raw materials \( {C}_{SUPP. MS}^R \) is calculated as follows:
The cost of manufacturing products in a manufacturing system \( {C}_{MS.W}^{MP} \) is given by the following equation:
The cost of inventory \( {C}_{MS.W}^I \) at a warehouse is determined as below:
The cost of transportation of raw materials from a supplier to a manufacturing system per mile \( {C}_{SUPP. MS}^{T.R} \) is given as follows:
The cost of transportation of manufactured products from a manufacturing system to a warehouse \( {C}_{MS.W}^{T.R} \) is given as follows:
Hence, Eq. (1) will be as follows:
Objective function 2: Total energy consumption Z 2
where i ∈ {1, 2, .…, m MS }.
Energy consumption \( {E}_{MS_i}^{machin} \) for machines involved in process i is given by:
Energy consumption of compressed air \( {E}_{MS_i}^{air\ comp} \), which is needed for machines involved in process i, is calculated by:
Energy consumption \( {E}_{MS_i}^{cond} \) for air conditioning units involved in process i is given by:
Energy consumption \( {E}_{MS_i}^{bulb} \) for lighting bulbs involved in process i is calculated by:
Hence, Eq. 8 is given as follows:
Objective function 3: Total CO2 emissions Z 3
where the amount of CO2 emissions released from the manufacturing system is calculated as follows:
The amount of CO2 emissions \( {e}_{MS_i}^{machin} \) released from the machines involved in process i is calculated as follows:
The amount of CO2 emissions \( {e}_{MS_i}^{air\ comp} \) released from a compressor system involved in process i calculated as follows:
The amount of CO2 emissions \( {e}_{MS_i}^{cond} \) released from the air conditioning units involved in process i is calculated as follows:
The amount of CO2 emissions \( {e}_{MS_i}^{bulb} \) released from the illumination bulbs involved in process i is calculated as follows:
The amount of CO2 emissions e T released from transportation vehicles to transfer materials from a supplier to the manufacturing system and ship the manufactured products from a manufacturing system to a warehouse is calculated by:
where the amount of CO2 emissions \( {e}_{SUPP. MS}^{T.R} \) per one unit in distance (mile in this study), which is released for transportation from a supplier to a manufacturing system, is given below:
The amount of CO2 emissions \( {e}_{MS.W}^{T. MS} \) per one unit in distance (mile in this study), which is released for transportation from a manufacturing system to a warehouse, is given as below:
Hence, Eq. 13 is given as follows:
where the CO2 emission factor \( {\omega}_{MS_i} \) and \( {\omega}_{SUPP. MS, MS.W}^T \) are shown in Table 1 (Nujoom et al. 2016a, 2016b; EPA. 2008).
Constraints:
Equations 22 and 23 ensure that the quantity of raw material, which is shipped to the manufacturing system and warehouse, respectively, cannot be greater than their capacity.
Equations 24 and 25 ensure that demands of the manufacturing system and warehouse, respectively, are fulfilled.
Equation 26 defines that quantity of materials of the first process task must be bigger than or equal to the quantity of materials of the next process task.
Equation 27 defines that the number of machines involved in process i (being served by one air conditioning unit) must be less than or equal to the number of air conditioning units involved in this process.
Equation 28 defines that the number of light bulbs, which serve all the machines involved in process i, must be greater than or equal to the number of machines involved in this process.
Equation 29 defines the quantity of materials, which flow from a supplier to a manufacturing system and from a manufacturing system to a warehouse, must be bigger than or equal to zero.
Equation 30 defines that the manufacturing rate of process task i must be greater than or equal to the quantity of materials involved in process task (i + 1).
where, Eqs. 22, 23, 24, 25, 26, and 29 are quantity constraints and Eqs. 27, 28, and 30 are constraints in the numbers of manufactured machines, air conditioning units, and illumination bulbs.
Treating the uncertainty
In the real world, some data for analysis and usage are subject to uncertainty. Decision makers, however, must incorporate this uncertainty into their network design. In this study, to cope with the dynamic nature of the input parameters in transportation and raw material costs, demands, and CO2 emissions throughout the transportation activity, the multi-objective model was re-developed in terms of a fuzzy multi-objective model. The equivalent crisp model can be formulated as follows (Jiménez López et al. 2007; Mohammed and Wang a, 2017b):
s.t.
in addition to Eqs. 22, 23, and 26–30.
Based on this fuzzy formulation, the constraints in the multi-objective model should be satisfied with a confidence value which is denoted as α, and it is normally determined by decision makers. Also, mos, pes, and opt are the three prominent points (the most likely, the most pessimistic, and the most optimistic values, respectively) (Jiménez López et al. 2007).
Each objective function (Eqs. 31–33) corresponds to an equivalent linear membership function, which can be determined by using Eq. 36.
Where A b represents the value of the bth objective function and Max b and Min b represent the maximum and minimum values of the bth objective function, respectively.
The minimum and maximum values for each objective function can be obtained using the individual optimization as follows:
For the minimum values:
For the maximum values:
Optimization approaches
Optimization of a manufacturing system design based on design criteria towards multiple and possibly conflicting objectives is a multi-objective problem. In this case, it is useful to find out an optimum solution for the manufacturing system design with the lowest cost and the lowest amount of energy consumption and CO2 emissions simultaneously based on the developed multi-objective model. There are several approaches for multi-objective optimization; these include the ε-constraint method, the weighted-sum method, the LP-metrics method, and the weighted Tchebycheff method (Nurjanni et al. 2014). In this paper, the ε-constraint approach was utilized to gain the optimal solutions. Moreover, an optimal solution was determined using the max-min approach.
ε-constraint approach
In this approach, the multi-objective model is converted into a single objective aiming to reveal the non-inferior solutions under constraints. The higher priority is given to minimization of the total energy consumption in this study as the single objective function (Eq. 43); the other two objective functions (total cost and total CO2 emissions) are shifted to be the ε-based constraints, i.e., Eq. 44 restricts the value of the objective function 1 to be less than or equal to ε 1 which gradually varies between the minimum value and the maximum value for objective function 1 (Eq. 45). Equation 46 restricts objective function 3 to be less than or equal to ε 2 which gradually varies between the minimum value and the maximum value for objective function 3 (Eq. 47) (Amin and Zhang 2013; Mohammed and Wang 2017a, b). The equivalent solution formula Z is presented as follows:
Equation (43) is subject to the following constrains:
And additional constraints are included in Eqs. 22, 23, 26-30, 34 and 35.
The max-min approach
The max-min approach is normally applied for selecting the compromised solution x in a non-inferior set based on the objective function Λ using a satisfaction value ϑ Λx . For further details about this approach, one may refer to Lai and Hwang (1992). The max-min approach formula is presented as follows:
where \( {Z}_x^{\mathrm{max}} \) is the maximum value and \( {Z}_x^{\mathrm{min}} \) is the minimum value, which are obtained based on the objective function Z x , respectively. In the non-inferior set, \( {\vartheta}_{Z_x}^{ref} \) is a minimal accepted satisfaction value for the objective function Z x which is assigned by manufacturing designers in consonance to their needs.
Evaluation: A real case study
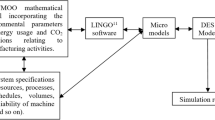
In order to examine the applicability and the validation of the developed multi-objective optimization model as described above, a real case study was applied. The production line consists of eight different processing tasks; each process task may involve a number of machines, number of air conditioning units, and number of illumination bulbs. Each of those equipment has consumption of energy, releases an amount of CO2 emissions, and has mass inputs with different specifications. Table 2 shows the manufacturing processes in which the symbols represent process task i involved in the manufacturing process to produce plastic and woven sacks in a woven sack factory. Table 3 shows the data collected from the real production line at the woven sack company. In this case, the production line is powered by three different sources of energy (oil as direct energy source to generate thermal energy, oil as indirect energy source to generate electricity, and solar as indirect energy source to generate electricity) in order to find which is the efficient source for designing the sustainable manufacturing system. LINGO11 software was used for computing the results based on the developed multi-objective mathematical model aiming to seek the optimization solutions.
Computational results and discussion
In this work, because of the multi-objective nature of the developed fuzzy multi-objective model formulated in the “Treating the uncertainty” section, the ε-constraint method was employed for optimizing the three objectives simultaneously.
Table 4 illustrates the non-inferior solutions that were obtained by an assignment of ε-values from 10,210,000 to 16,360,000 for objective (1) and from 155 × 109 to 169 × 109 for objective (3) using oil as a direct energy source to generate thermal energy, from 215.66 × 109 to 230.98 × 109 using oil as an indirect energy source to generate electricity, and from 12.679 × 106 to 22.5 × 106 using solar as an indirect energy source to generate electricity. It can be noted in Table 4 that the values of objectives (1) and (3) are highly sensitive to the assigned values of ε 1 and ε 2 which vary between the minimum value and the maximum value for objectives (1) and (3), respectively. As an example, solution 1 was obtained by an assignment of ε 1 = 10,210,000 and ε2 = 155 × 109 using oil as a direct energy source, 215.66 × 109 using oil as an indirect energy source to generate electricity, and 12.679 × 106 using solar as an indirect energy source to generate electricity accordingly; the minimum total cost for establishing the manufacturing system is 10,210,000 GBP; the minimum total amount of energy consumed by the manufacturing system is 1,036,639 kWh; and the minimum total amount of CO2 emissions released from the manufacturing system based on different sources of energy (oil as a direct energy source, oil as an indirect energy source to generate electricity, and solar as an indirect energy source to generate electricity) is 155 × 109 kg, 215.66 × 109 kg, and 12.679 × 106 kg, respectively. As shown in Table 5, each solution has a potential group of number of machines, number of air conditioning units, and number of bulbs that is involved in process task i in the manufacturing system. For instance, in solution 1, number of machines involved in process task i in a manufacturing system \( {n}_{MS_i}^{mach} \) where i ∈ {1, 2, 3, 4, 5, 6, 7, 8} are 4, 32, 3, 5, 12, 12, 50, and 4; number of air conditioning units involved in process task i \( {n}_{MS_i}^{cond} \) are 2, 16, 2, 3, 6, 6, 25, and 2; and number of bulbs \( {n}_{MS_i}^{bulb} \) are 60, 480, 45, 75, 180, 180, 750, and 60.
A pairwise comparison in a relationship between two of the three conflicting objectives is illustrated in Fig. 2a, b. The results shown in this figure indicate that, for the non-inferior solution 1 which has less total investment cost, the machines involved in process task i consumed less energy and the total amount of CO2 emissions using different sources of energy is less compared to the other solutions. Moreover, as shown in Table 6, based on solution 1, the numbers of machines, air conditioning units, and illumination bulbs involved in process task i in a manufacturing system are less compared to the other solutions. By balancing the three objectives with ε 1 = 10,210,000 and ε 2 = 155 × 109, 215.66 × 109, and 12.679 × 106 using oil as a direct energy source, oil as an indirect energy source to generate electricity, and solar as an indirect energy source to generate electricity, respectively, it leads to compromise solution 1, which includes an installation of machines (4, 32, 3, 5, 12, 12, 50, 4), air conditioning units (2, 16, 2, 3, 6, 6, 25, 2), and illumination bulbs (60, 480, 45, 75, 180, 180, 750, 60) for process tasks (1, 2, 3, 4, 5, 6, 7, 8) in the manufacturing system. This solution gives a total amount of energy consumption 1,036,639 kWh; the total amount of CO2 emissions is 155 × 109 kg using oil as a direct energy, 215.66 × 109 kg using oil as an indirect energy source to generate electricity, and 12.679 × 106 kg using solar as an indirect energy source to generate electricity, and the total investment cost is 10,210,000 GBP.

Comparison between the solutions obtained
A comparison among the three different sources of energy can be seen in Fig. 2b. The results in Fig. 2b indicate that the production line which is powered by a solar source of energy released less amount of CO2 emissions compared to the other sources followed by oil as a direct energy source to generate thermal energy and oil as an indirect energy source to generate electricity. As a result, the solar source of energy is a more efficient source for designing the sustainable manufacturing system.
In order to design a sustainable manufacturing system based on the obtained solutions using the ε-constraint approach, one of these solutions needs to be selected based on the preferences of decision makers or using a decision-making method such as the max-min approach (Lai and Hwang 1992., Mohammed et al. 2016). Based on this max-min approach, solution 2 is determined as the best solution as it has the minimal distance 3.45 to the value of the ideal solution.
Furthermore, this solution shows the optimum delivery plan of the input quantity of materials \( {q}_{MS_i}^R \) and quantity of material flow between the machines involved in process task i \( {q}_{MS_{i+1}}^R \) and then shipped as a final product \( {q}_{MS}^{MP} \). As shown in Table 6, based on solution 2, the optimal decisions in the quantity of material flows through the machines involved in process tasks 1, 2, 3, 4, 5, 6, 7, and 8 are 980,000, 978,040, 976,084, 937,040, 918,299, 889,824, 868,344, and 850,660 kg, respectively, before being shipped to a warehouse as final products as 9,146,881 sacks per month.
Table 7 shows the number of machines, the number of air conditioning units, the number of bulbs, and the quantity of materials that need to be involved in processes task i to achieve the sustainable manufacturing system design based on solution 2.
Finally, Fig. 3 shows the optimal sustainable manufacturing system design model based on the determined solution 2, which is obtained with ε 1 = 11,747,500 and ε 2 = 15.134 × 105 that yields a minimum total cost of 12,260,000 GBP with the minimum total amount of energy consumption of 1,400,000 kWh and the minimum total amount of CO2 emissions of 15.679 × 106 kg using solar as the direct energy source to generate electricity.

An optimal sustainable manufacturing system design modelling
Conclusion
Whenever engineers took the initiative to design a manufacturing system, system designers used to emphasize on the key performance indicators in terms of such as system productivity and capacity, but environmental considerations were often overlooked. This paper presents the development of a fuzzy three-objective mathematical model for optimizing a sustainable manufacturing system design which addresses environmental sustainability relating to manufacturing activities. The developed fuzzy multi-objective mathematical model can be used as a reference for manufacturing system designers in finding a trade-off solution in minimizing the total investment cost, minimizing the total energy consumption, and minimizing the total CO2 emissions released from the manufacturing system. The computational results were validated based on data collected from a real industrial case. The initial results indicate that this is a useful and effective way as an aid for optimizing the traditional manufacturing system design towards the sustainability under the economic and ecological constraints. Nevertheless, mathematical or analytical modelling techniques might not be sufficient if a detailed analysis is required for a complex manufacturing system as the objective function may not be expressible as an explicit function of the input parameters. In some cases, one must resort to simulation even though in principle some systems are analytically tractable; this is because some performance measures of the system have values that can be observed only by running the computer-based simulation model (Wang and Chatwin 2005). Thus, an integrated method incorporating environmental parameters for a discrete event simulation model is recommended as part of this study, which is under development.
References
Abdallah T, Diabat A, Simchi-Levi D (2010) A carbon sensitive supply chain network problem with green procurement. Proceedings of the 40th international Conference in Computers and Industrial Engineering (CIE), 1–6. IEEE
Amin SH, Zhang G (2013) A multi-objective facility location model for closed-loop supply chain network under uncertain demand and return. Appl Math Model 37(6):416
Branham M, Gutowski TG, Jones A, Sekulic DP (2008) A thermodynamic framework for analyzing and improving manufacturing processes. In: ISEE. IEEE, San Francisco, CA:1–6
EPA (2008) The Lean and Environment Toolkit. U.S. Environmental Protection Agency, http://www.epa.gov/lean/toolkit/index.htm accessed June 26
Ghadiri M, Marjani A, Shirazian S (2017) Development of a mechanistic model for prediction of CO2 capture from gas mixtures by amine solutions in porous membranes. Environ Sci Pollut Res. doi:10.1007/s11356-017-9048-8
Guillén-Gosálbez G, Grossmann IE (2009) Optimal design and planning of sustainable chemical supply chains under uncertainty. AICHE J 55(1):99–121
Heilala J,Vatanen S, Tonteri H, Montonen J, Lind S, Johansson B, Stahre J (2008) Simulation-based sustainable manufacturing system design. Proceedings of the Winter Simulation Conference:1922–1930
Jamshidi R, Ghomi SF, Karimi B (2012) Multi-objective green supply chain optimization with a new hybrid memetic algorithm using the Taguchi method. Scientia Iranica 19(6):1876–1886
Jiménez López M, Arenas M, Bilbao A, Rodriguez MV (2007) Linear programming with fuzzy parameters: an interactive method resolution. Eur J Oper Res 177:1599–1609
Lai YL, Hwang CL (1992) Fuzzy mathematical programming, 1st edn. Springer, Berlin
Li C, ZhangZhang X, Suzuki S (2009) Environmentally conscious design of chemical processes and products: multi-optimization method. Chem Eng Res Des 87:233–243
Mohammed A, Wang Q (2017a) The fuzzy multi-objective distribution planner for a green meat supply chain. Int J Prod Econ 184:47–58
Mohammed A, Wang Q (2017b) Developing a meat supply chain network design using a multi-objective possibilistic programming approach. Br Food J 119:690–706
Mohammed A, Wang Q, Alyahya S, Bennett N (2016) Design and optimization of an RFID-enabled automated warehousing system under uncertainties: a multi-criterion fuzzy programming approach. Int J Adv Manuf Technol 91:1661–1670
Nurjanni KP, Carvalho MS, da Costa LAAF (2014) Green supply chain design with multi-objective optimization. Proceedings of the 2014 International Conference on Industrial Engineering and Operations Management Bali, Indonesia, 7–9
Nujoom R, Wang Q, Bennett N (2016b) An integrated method for sustainable manufacturing systems design. In: MATEC Web of Conferences, EDP Sciences
Nujoom R, Mohammed A, Wang Q, Bennett N (2016a) The multi-objective optimization model for a sustainable manufacturing system design. In: Renewable Energy Research and Applications (ICRERA), 2016 I.E. International Conference on 1134–1140
Paju M, Heilala J, Hentula M, Heikkila A, Johansson B, Leong S, Lyons K (2010) Framework and indicators for a sustainable manufacturing mapping methodology. In: the WSC, IEEE, Baltimore, MD:3411–3422
Shaw K, Shankar R, Yadav SS, Thakur LS (2012) Supplier selection using fuzzy AHP and fuzzy multi-objective linear programming for developing low carbon supply chain. Expert Syst Appl 39(9):8182–8192
Taghdisian H, Pishvaie MR, Farhadi F (2014) Multi-objective optimization approach for green design of methanol plant based on CO2-efficeincy indicator. J Clean Prod 103:640–650
Wang C, Larsson M, Ryman C, Grip CE, Wikström JO, Johnsson A, Engdahl J (2008) A model on CO2 emission reduction in integrated steelmaking by optimization methods. IJER 32:1092–1106
Wang F, Lai X, Shi N (2011) A multi-objective optimization for green supply chain network design. Decis Support Syst 51:262–269
Wang Q, Chatwin CR (2005) Key issues and developments in modelling and simulation-based methodologies for manufacturing systems analysis, design and performance evaluation. Int J Adv Manuf Technol 25(11–12):1254–1265
Wang Q, Lassalle S, Mileham AR, Owen GW (2009) Analysis of a linear walking worker line using a combination of computer simulation and mathematical modeling approaches. JMSY 28:64–70
Acknowledgements
The authors would like to express their gratitude to the Ministry of Education in the Kingdom of Saudi Arabia for the financial support in this study. Also, the authors would like to thank the anonymous referees whose thorough reviews and insightful comments made a valuable contribution to this article.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Marcus Schulz
2016 I.E. 5th International Conference on Renewable Energy Research and Applications, ICRERA 2016, Nov. 20–23, 2016, Birmingham, UK
Rights and permissions
About this article

Cite this article
Nujoom, R., Mohammed, A. & Wang, Q. A sustainable manufacturing system design: A fuzzy multi-objective optimization model. Environ Sci Pollut Res 25, 24535–24547 (2018). https://doi.org/10.1007/s11356-017-9787-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-017-9787-6