
Abstract
The impact of mixing speed in three stages—before breakage, during breakage, and after breakage—on re-grown floc properties was investigated by using a non-intrusive optical sampling and digital image analysis technique, respectively. And then, on the basis of different influence extent of mixing speed during each stage on size and structure of re-grown flocs, coagulation performance with varying mixing speed was analyzed. The results indicated that the broken flocs could not re-grow to the size before breakage in all cases. Furthermore, increasing mixing intensity contributed to the re-formation of smaller flocs with higher degree of compactness. For slow mixing before breakage, an increase in mixing speed had less influence on re-grown floc properties due to the same breakage strength during breakage, resulting in inconspicuous variation of coagulation efficiency. For rapid mixing during breakage, larger mixing speed markedly decreased the coagulation efficiency. This could be attributed that mixing speed during breakage generated greater influence on re-grown floc size. However, as slow mixing after breakage was elevated, the coagulation efficiency presented significant rise, indicating that slow mixing after breakage had more influence on re-grown floc structure upon re-structuring and re-arrangement mechanism.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Coagulation, followed by sedimentation, is commonly used in drinking water treatment due to its removal of turbidity, viruses, heavy metal, algae, and precursor for disinfection by-products (Hu et al. 2006; Mertens et al. 2012; Shirasaki et al. 2014; Zheng et al. 2015). Floc properties, such as floc size and structure, have a profound impact on solid/liquid separation process, largely determining coagulation efficiency (Yu et al. 2009). Although coagulation process in water treatment works (WTWs) should avoid floc breakage as much as possible, breakage and re-growth of flocs occur in practice since regions of high shear force are prevalent (Rossini et al. 1999; McCurdy et al. 2004; Jarvis et al. 2005). Numerous studies, therefore, have been done to explore floc growth, breakage, and re-growth, and it has been verified that the flocs after breakage are limited re-growth except for the flocs formed under charge neutralization mechanism (Yu et al. 2010).
Factors, including mixing speed and duration, coagulant dosage and species, solution pH, and initial particle concentration, notably influence the floc characteristics during coagulation. Some studies with respect to the effect of mixing speed on floc properties were reported in recent years. It was shown that the increase of slow mixing intensity before breakage resulted in larger steady-state floc size before breakage and had less of an impact on floc size after breakage (Yu et al. 2011). Besides, higher rapid mixing speed during floc breakage period contributed to smaller floc size after breakage and re-growth, leading to significant decrease of turbidity removal efficiency (Yukselen and Gregory 2002; Zhao et al. 2011). However, previous work indicated that larger particles generally had better sedimentation property than smaller particles with similar density, implying the combined effect of floc size and structure on coagulation efficiency (Boller and Blaser 1998). Thus, in absence of floc structure, floc size cannot fully interpret the effect of slow mixing speed before breakage and rapid mixing speed during breakage on floc breakage and re-growth process. Thus, the investigation of floc structure in combination with floc size has significant indications for further understanding of underlying mechanism during floc breakage and re-growth process.
For floc breakage and re-structuring, few researchers paid attention to the influence of slow mixing speed after breakage on the properties of re-grown flocs. Li et al. (2007) stated that with the same slow mixing speed before and after breakage, an increase in slow mixing speed contributed to the re-formation of flocs with smaller size and more compact structure. This has obvious difference with the study of Yu et al. (2011) as mentioned above, where floc size after breakage and re-growth was nearly the same with different slow mixings before breakage. Thus, research on slow mixing speed after breakage is necessary and meaningful for floc breakage and re-growth process.
In this study, mixing speed before breakage, during breakage, and after breakage was separately varied to investigate the effect of mixing intensity on floc properties after breakage and re-growth. The mechanism involved was also discussed by characteristic analysis of floc size and structure. This topic would be beneficial to improve knowledge of coagulation process due to inevitable breakage and re-growth of flocs in WTWs.
Material and methods
Suspension and coagulant
Kaolin clay (Tianjin, China) was used as synthetic model suspension. Kaolin clay was prepared by dissolving 100.0 g of kaolin clay in 1 L deionized (DI) water with high-speed magnetic stirring for 24 h. After 1-h sedimentation, the top 800 mL was decanted as stock suspension of kaolin clay. The mean particle size was 4 μm, determined by a particle counter (2200PCX, HACH, USA).
For the flocculation tests, the stock solution was diluted in the tap water of Harbin, China, which has total hardness of 160 mg/L as CaCO3 and a pH of around 7.5 ± 0.3. A small amount humic acid was added in the stock kaolin suspension since humic acid could decrease the disturbance of divalent metal ions such as Ca2+ (Yukselen and Gregory 2004). The final suspension had a kaolin clay concentration of 95 mg/L and humic acid concentration of 2 mg/L. The turbidity determined by an online turbidimeter (MICROTOL, HF, USA) was around 90 ± 0.5 nephelometric turbidity unit (NTU).
Polyaluminum chloride (PACl) (Tianjin, China) with a basicity value of 75 % was used as coagulant. The PACl solution was prepared at a concentration of 1 % w/w with DI water. The PACl solution mentioned above was freshly prepared every day to prevent aging effects and used directly without prior dilution. All reagents used in this work were of analytical grade.
Apparatus
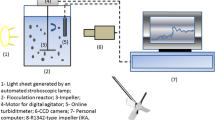
The flocculating reactor in this study was a modified version of jar test reactor, which was a rectangular stirred tank (5 mm thick plexiglas) with the length of bottom D = 150 mm and the height of liquid H = D = 150 mm, and filled with 3.4 L of testing water sample. To provide the stirring condition, a R1342-type impeller (IKA, Germany) with a diameter (d) = 50 mm was installed in the reactor and the center of the impeller was positioned at C = H/3 from the tank bottom. This mixing system was successfully used in our previous research (Nan et al. 2009; He and Nan 2012). The schematic diagram is shown in Fig. 1.

Schematic diagram of flocculation experiments with in situ recognition technique. 1 Automated stroboscopic lamp, 2 flocculation reactor, 3 impeller, 4 motor for digital agitator, 5 online turbidimeter, 6 peristaltic pump, 7 CCD camera, 8 personal computer
In order to calculate floc size and structure, from the moment of PACl addition, a digital charged coupled device (CCD) camera (SVS-VISTEK GmbH, Germany) was used to capture digital images of particles and a process control and image processing (PCIP) software package (FMans 10, China) was used to determine floc geometrical parameters. The in situ recognition system, which comprises digital CCD camera and PCIP software package, has been widely used by our lab and other researchers since there is no sample handing to disturb floc during measurements (Chakraborti et al. 2003; He et al. 2012; Nan et al. 2016).
Procedure
For the flocculation tests, the floc growth, breakage, and re-growth were preformed with 3.4 L of suspension. PACl solution was added at optimal dosage in all cases. The procedure to ensure optimal dosage was same with our previous studies (He et al. 2012; Yao et al. 2015). In order to investigate the effect of different slow mixing speeds before breakage, the suspension was stirred at 400 rpm for 90 s after the addition of coagulant, followed by a slow stir phase at rates from 50 to 110 rpm for 20 min, respectively. After this, the suspension was mixed at 300 rpm for 1 min to break flocs and then reduced to 90 rpm for 10 min to allow floc re-growth. For various rapid mixing speeds to breakup flocs, coagulation experiments were carried out as follows: a rapid mix at 400 rpm for 90 s, followed by a slow stir at 90 rpm for 20 min. Then the mixing speed increased to 250, 300, 350, and 400, respectively. After breakage period, a slow mixing speed at 90 rpm for 10 min was carried out to re-grow flocs. Coagulant experiments involving different slow mixing speeds after breakage were started at 400 rpm for 90s, then 90 rpm for 20 min, 300 rpm for 1 min to break the flocs, and then at rates from 50 to 110 for 10 min to allow floc re-formation. For all tests, 20-min sedimentation after floc re-growth was performed to measure residual turbidity, which reflects the coagulation efficiency. All experiments in this study were repeated three times. To better understand, details of experimental setup are shown in Table 1. In addition, the relationship of G values and mixing speeds, which was derived from the study of Spicer and Pratsinis (1996), is shown in Table 2.
Floc size and fractal dimension
The floc size and fractal dimension were calculated accurately using in situ recognition system. In order to obtain floc properties precisely at the corresponding moment, 12 images near this moment were used to calculate.
The size of flocs captured in the image is reflected by equivalent diameter which is closely related to floc projected area (A):
where d is the floc size.
Fractal theory can well describe complicated floc aggregate structure as a new quantitative method since the flocs formed during coagulation have fractal characteristic (Jiang and Logan 1991; Zhu et al. 2009). In general, the floc structure can be characterized by two-dimensional fractal dimension. The two-dimensional fractal dimension, D 2, is the slope of a plot of projected area against the characteristic length of the aggregates on a log-log scale according to
where l is the characteristic length of the aggregates (Logan and Kilps 1995; Chakraborti et al. 2000; Yu et al. 2010). In fact, the D 2 reflecting the projected floc morphology in the two-dimensional image can only take value between 1 and 2. A larger D 2 value indicates that the floc is more compact, while floc with highly branched and porous structure is formed when D 2 is lower. In particular, D 2 = 2 imply a spherical floc and D 2 = 1 signify a linear structure.
Results
Effect of mixing speed on coagulation efficiency
The changes of residual turbidity against rapid mixing speed during breakage and slow mixing speed before and after breakage are presented in Fig. 2. It was found that the residual turbidity elevated to 3.82 NTU as the rapid mixing speed during breakage increased from 250 to 400 rpm, implying that the re-grown flocs were more difficultly removed by sedimentation. In addition, the residual turbidity presented a slight rise with larger mixing speed before breakage adopted. This was similar with the finding of Yu et al. (2011), who studied kaolin flocs without humic acid. It indicated that lower mixing speed before breakage can gently improve coagulation efficiency after breakage and re-growth independent of humic acid addition in suspension. While the residual turbidity markedly decreased with higher mixing speed after breakage, which was notably different to the effect of mixing speed before and during breakage, it can be concluded that increasing mixing speed of each phase contributed to different variations of residual turbidity, perhaps as a result of the properties of re-grown flocs induced by different mechanisms.

The effect of various mixing speeds before breakage, during breakage, and after breakage on residual turbidity. For example, the slow mixing speed before breakage was performed at 50, 70, 90, and 110 rpm, respectively
Effect of mixing speed on the evolution of floc size
To investigate the growth, breakage, and re-growth of flocs with various mixing speeds, the effects of rapid mixing speed during breakage and slow mixing speed before and after breakage on average size of flocs are shown in Fig. 3. As shown in Fig. 3a, for slow mixing speed before breakage, floc average size before and after breakage reached maximum at 50 rpm and decreased with mixing speed before breakage up to 110 rpm. The variation of floc average size before breakage was consistent with the study that larger slow mixing speed generated smaller floc size (Biggs and Lant 2000; Soos et al. 2008; Zhan et al. 2011). For average size of flocs after breakage, the result had a slight conflict with the study of Yu et al. (2011), who found that the flocculation index (FI) of flocs with different slow mixing after breakage was nearly the same. However, the difference of FI about 0.001 which was neglected in their study, indicated about 14 μm gaps for average size of flocs and the distinction between the maximum and the minimum of floc average size after breakage was only 19 μm in our research. Thus, there was no apparent discrepancy on slow mixing effect, although 2 mg/L of humic acid was added into the suspension in this paper. Figure 3b shows that floc average size after breakage markedly decreased with the increase of rapid mixing during breakage. This phenomenon was in accordance with other studies (Wang et al. 2009; Xu et al. 2010). The slow mixing speed after breakage, which was barely noticed, also influenced floc average size to some extent (Fig. 3c). It was found that higher slow mixing after breakage resulted in smaller average size of flocs after breakage and re-growth.

Temporal evolution of floc average size during floc growth, breakage, and re-growth process under different mixing speeds: a before breakage, b during breakage, and c after breakage
In order to further quantify the floc re-growth process, the parameters including re-growth time, rate in the re-growth region, and floc size in the new steady-state region were used. The re-growth rate of flocs can be calculated as follows (Wang et al. 2009):
where the floc size was the mean value of floc average size during the whole steady-state region. The re-growth rate, re-growth time, and floc size for different mixing conditions are summarized in Table 3. It can be found that for different slow mixings before breakage, the floc re-grew to larger size with longer re-growth time and higher re-growth rate as a result of decreasing mixing speed. Under the condition of various rapid mixing during breakage, the floc size reached the largest value 115 μm at 250 rpm with fastest re-growth rate and shortest re-growth time. Although an increase in mixing speed dramatically prolonged the re-growth time to steady state, the floc size at steady state gradually reduced due to lower re-growth rate. While as the slow mixing after breakage increased, the re-grown flocs at steady state had smaller size after shorter re-growth time and the re-growth rate for different mixing speeds was nearly the same.
Effect of mixing speed on size distribution of re-grown flocs at new steady state
After floc breakage and re-growth, the average sizes of flocs are changed with varying mixing conditions. In order to further explore the influence of mixing condition on re-grown flocs at new steady state, the size distributions of flocs with different mixing conditions after re-growth are shown in Fig. 4. As expected, with higher slow mixing speed before breakage, the size distribution of re-grown flocs was narrower (Fig. 4a). When the mixing speed increased from 50 to 110 rpm, the frequency of flocs smaller than 100 μm elevated from 49 to 59 %. Figure 4b shows that increasing mixing speed during breakage facilitated the re-formation of flocs with smaller size. As the mixing speed during breakage exceeded 300 rpm, the flocs between 400 and 500 μm completely disappeared in floc size distribution at new steady state. Likewise, a similar variation could be seen in Fig. 4c, i.e., the floc size distribution was shifted toward smaller size. It indicated that the increase of mixing speed led to smaller size of re-grown flocs regardless of which stage the mixing speed belonged to.

Size distributions of re-grown flocs under different mixing speeds: a before breakage, b during breakage, and c after breakage
Effect of mixing speed on re-grown floc structure at new steady state
The impact of mixing speeds before breakage, during breakage, and after breakage on re-grown floc structure at new steady state is presented in Fig. 5. It can be seen that the fractal dimension of re-grown flocs presented a similar response to increasing mixing speed in all cases. The distinction was that the change of mixing speeds in each phase had different influence extent on re-grown floc structure. As the slow mixing speed before breakage increased in the range of 50–110 rpm, the D 2 value of re-grown flocs increased from 1.79 to 1.83. While for the slow mixing speed after breakage, the D 2 value of re-grown flocs was in the range of 1.74–1.84. In addition, the D 2 value ranged from 1.76 to 1.87 when the rapid mixing speed during breakage phase increased from 250 to 400 rpm. Consequently, mixing speed also intensively affected re-grown floc structure besides re-grown floc size.

The effect of various mixing speeds before breakage, during breakage, and after breakage on re-grown floc fractal dimension. For example, the slow mixing speed before breakage was performed at 50, 70, 90, and 110 rpm to explore the re-grown floc fractal dimension, respectively
Discussion
The results presented in this study clearly show that mixing speeds before breakage, during breakage, and after breakage influence the properties of re-grown flocs, resulting in different coagulation efficiency. Interpreting the effect of mixing conditions can give important indications for further understanding of floc breakage and re-growth process.
It can be found that the broken flocs could not re-grow to their previous sizes before breakage in all cases (Fig. 3). During the coagulation process, the broken flocs have complete recoverability under charge neutralization, whereas the broken flocs have poor re-growth ability under sweep or adsorption (Yu et al. 2010). For PACl, coagulation was dominated by charge neutralization at low dosage and by sweep at high dosage (Lin et al. 2014). It thus seems reasonable to infer that the dominated mechanism during coagulation was sweep. Under sweep mechanism, PACl could not completely neutralize the negative charge of particles (Xu et al. 2010). That is, the flocs before breakage were the same charged. It indicated that the broken flocs were not neutral. For broken flocs, surface charge would lead to mutual repulsion between each other (Lin et al. 2013). Therefore, the charge of broken flocs would hinder the re-growth of broken flocs, resulting in incomplete re-growth of broken flocs. In addition, the internal bonds of flocs were formed by physical interactions (for example, electrical effects) under charge neutralization, whereas chemical bonds also play an important role for floc formation under sweep mechanism. The breakage and re-growth of flocs would contribute to less reactive sites on broken flocs, resulting in fewer chemical bonds in broken flocs (Yukselen and Gregory 2002). This is another reason why the broken flocs could not fully re-grow.
With the increase of mixing speeds before breakage, the flocs had smaller average size before breakage (Fig. 3a). It was consistent with previous studies, which proposed that flocs with smaller size and more compact structure would be generated as slow mixing speed was elevated (Wang et al. 2011; Bubakova et al. 2013; Xu et al. 2014). Although the breakage condition was identical, larger flocs had different breakage extent with smaller flocs. One possible explanation is that smaller flocs were susceptible to be entrained within eddies, indicating slight influence of breakage, while larger flocs were greatly affected by breakage due to microscale eddies (Jarvis et al. 2005). This explains why with larger average size of flocs before breakage a smaller average size of flocs after breakage was observed. Since larger flocs broken into a greater number of smaller flocs increased the amount of newly exposed floc surface, smaller broken flocs could re-grow to larger size with larger re-growth rate (Table 3). In general, floc strength was considered to be positively related to floc structure since increasing number of internal bonds held aggregate together (Wang et al. 2011; He et al. 2012). Thus, although the slow mixing speed before breakage led to different floc structure, the same breakage condition indicated that the broken flocs after breakage had similar strength to withstand shear force, that is, the broken flocs had similar floc compaction after breakage. Under the same slow mixing speed after breakage, the floc structures at steady state were similar (Fig. 5).
As the rapid mixing speed during breakage was elevated, the average size of flocs tended to decrease. This phenomenon presumably occurs because of more severe breakage induced by larger shear force (Xu et al. 2014). Due to the same slow mixing speed and duration after breakage, the severe breakage flocs could only re-grow to smaller sizes at new steady state (Sun et al. 2011; Xu and Gao, 2012). For the same flocs before breakage, an increase in shear force during breakage indicated that the flocs should have larger strength to withstand shear and thus, the broken flocs were more compact after breakage. This can fully explain why severe breakage resulted in higher D 2 at new steady state.
With the same slow mixing before breakage and rapid mixing during breakage, the flocs after breakage had identical size and structure. Thus, the slow mixing speed after breakage, which dominated the re-structuring and re-arrangement of broken flocs during floc re-growth phase, intensively affected floc properties at new steady state. With lower stir after breakage, the function of re-structuring and re-arrangement was limited and thus generated larger flocs with looser structure. As slow mixing after breakage increased, the re-structuring and re-arrangement were enhanced, resulting in smaller flocs with more compact structure. Thus, the average size of re-grown flocs was in positive correlation with slow mixing after breakage, and the result for the fractal dimension was just the reverse. This proved that although the floc re-growth mechanism after breakage was a re-agglomeration of broken flocs and the floc formation before breakage was owing to sweep, the relation between the applied shear rate and the steady-state floc size was nearly the same.
Overall, the increase of shear rate contributed to the re-formation of flocs with smaller size and more compact structure irrespective of which phase the shear rate belong to. However, an interesting phenomenon was that the residual turbidity presented different changes with increasing shear rate in each phase. For example, the residual turbidity tended to decline with lower mixing speed before breakage, whereas the residual turbidity showed a rise as the mixing speed after breakage reduced. This can be explained based on the floc properties at new steady state. Boller and Blaser (1998) claimed that flocs with larger size and more compact structure had better settleability, leading to lower residual turbidity. Since the floc size decreased with increasing shear rate and the results for the fractal dimension was just the reverse, the smaller floc size and more compact floc structure had the opposite effect on settling rate. As applied shear rate before breakage and during breakage increased, the improvement of setting rate by higher floc density was lower than the inhibition of setting rate by smaller floc size. While the increase of floc compactness had greater influence on settling ability than the decrease of floc size as slow mixing after breakage was elevated, leading to lower residual turbidity.
Conclusions
The role of mixing speed before breakage, during breakage, and after breakage on floc properties and coagulation efficiency was investigated in a complex system of particles/colloid/soluble organic matter. In all cases, the increase of mixing speed facilitated the re-formation of flocs with smaller size and more compact structure. However, the mixing speed of each phase had different influence extents on floc size and structure at new steady state, which played an important role in solid/liquid separation efficiency. Thus, with increasing mixing speed before breakage, the residual turbidity tended to slightly rise. With increasing mixing speed during breakage, the residual turbidity was obviously elevated. However, it was notable that the residual turbidity presented a significant decrease as the mixing speed after breakage increased, which was markedly different from the effect of mixing speed before breakage and during breakage.
In view of the results in this study, it would improve the understanding of floc breakage and re-growth under various mixing conditions. According to the influence of different mixing conditions on floc properties and coagulation efficiency, some optimization of mixing conditions may further enhance coagulation efficiency since breakage and re-growth of flocs always exist in actual WTWs. This aspect should be explored in more detail in future actual WTWs.
References
Biggs CA, Lant PA (2000) Activated sludge flocculation: on-line determination of floc size and the effect of shear. Water Res 34:2542–2550
Boller M, Blaser S (1998) Particles under stress. Water Sci Technol 37:9–29
Bubakova P, Pivokonsky M, Filip P (2013) Effect of shear rate on aggregate size and structure in the process of aggregation and at steady state. Powder Technol 235:540–549
Chakraborti RK, Atkinson JF, Van Benschoten JE (2000) Characterization of alum floc by image analysis. Environ Sci Technol 34:3969–3976
Chakraborti RK, Gardner KH, Atkinson JF, Van Benschoten JE (2003) Changes in fractal dimension during aggregation. Water Res 37:873–883
He WP, Nan J (2012) Study on the impact of particle size distribution on turbidity in water. Desalin Water Treat 41:26–34
He WP, Nan J, Li HY, Li SN (2012) Characteristic analysis on temporal evolution of floc size and structure in low-shear flow. Water Res 46:509–520
Hu CZ, Liu HJ, Qu JH, Wang DS, Ru J (2006) Coagulation behavior of aluminum salts in eutrophic water: significance of Al-13 species and pH control. Environ Sci Technol 40:325–331
Jarvis P, Jefferson B, Parsons SA (2005) Breakage, regrowth, and fractal mature of natural organic matter flocs. Environ Sci Technol 39:2307–2314
Jiang Q, Logan BE (1991) Fractal dimensions of aggregates determined from steady-state size distributions. Environ Sci Technol 25:2031–2038
Li T, Zhu Z, Wang DS, Yao CH, Tang HX (2007) The strength and fractal dimension characteristics of alum-kaolin flocs. Int J Miner Process 82:23–29
Lin QT, Peng HL, Lin QL, Yin GC (2013) Formation, breakage and re-formation of flocs formed by cationic starch. Water Sci Technol 68:1352–1358
Lin JL, Huang C, Dempsey BA, Hu JY (2014) Fate of hydrolyzed Al species in humic acid coagulation. Water Res 56:314–324
Logan BE, Kilps JR (1995) Fractal dimensions of aggregates formed in different fluid mechanical environments. Water Res 29:443–453
McCurdy K, Carlson K, Gregory D (2004) Floc morphology and cyclic shearing recovery: comparison of alum and polyaluminum chloride coagulants. Water Res 38:486–494
Mertens J, Casentini B, Masion A, Pothig R, Wehrli B, Furrer G (2012) Polyaluminum chloride with high Al-30 content as removal agent for arsenic-contaminated well water. Water Res 46:53–62
Nan J, He WP, Song XN, Li GB (2009) Impact of dynamic distribution of floc particles on flocculation effect. J Environ Sci 21:1059–1065
Nan J, Yao M, Chen T, Wang ZB, Li QG, Zhan D (2016) Experimental and numerical characterization of floc morphology: role of changing hydraulic retention time under flocculation mechanisms. Environ Sci Pollut R 23:3596–3608
Rossini M, Garrido JG, Galluzzo M (1999) Optimization of the coagulation-flocculation treatment: influence of rapid mix parameters. Water Res 33:1817–1826
Shirasaki N, Matsushita T, Matsui Y, Oshiba A, Marubayashi T, Sato S (2014) Improved virus removal by high-basicity polyaluminum coagulants compared to commercially available aluminum-based coagulants. Water Res 48:375–386
Soos M, Moussa AS, Ehrl L, Sefcik J, Wu H, Morbidelli M (2008) Effect of shear rate on aggregate size and morphology investigated under turbulent conditions in stirred tank. J Colloid Interface Sci 319:577–589
Spicer PT, Pratsinis SE (1996) Shear-induced flocculation: the evolution of floc structure and the shape of the size distribution at steady state. Water Res 30:1049–1056
Sun CZ, Yue QY, Gao BY, Mu RM, Liu J, Zhao YX, Yang ZL, Xu WY (2011) Effect of pH and shear force on flocs characteristics for humic acid removal using polyferric aluminum chloride-organic polymer dual-coagulants. Desalination 281:243–247
Wang Y, Gao BY, Xu XM, Xu WY, Xu GY (2009) Characterization of floc size, strength and structure in various aluminum coagulants treatment. J Colloid Interface Sci 332:354–359
Wang D, Wu R, Jiang Y, Chow CWK (2011) Characterization of floc structure and strength: role of changing shear rates under various coagulation mechanisms. Colloids Surf A Physicochem Eng Asp 379:36–42
Xu WY, Gao BY (2012) Effect of shear conditions on floc properties and membrane fouling in coagulation/ultrafiltration hybrid process—the significance of Al-b species. J Membrane Sci 415:153–160
Xu W, Gao B, Yue Q, Wang Y (2010) Effect of shear force and solution pH on flocs breakage and re-growth formed by nano-Al-13 polymer. Water Res 44:1893–1899
Xu WY, Gao BY, Du B, Xu ZH, Zhang YF, Wei D (2014) Influence of shear force on floc properties and residual aluminum in humic acid treatment by nano-Al-13. J Hazard Mater 271:1–8
Yao M, Nan J, Chen T, Zhan D, Li QG, Wang ZB, Li HY (2015) Influence of flocs breakage process on membrane fouling in coagulation/ultrafiltration process-effect of additional coagulant of poly-aluminum chloride and polyacrylamide. J Membr Sci 491:63–72
Yu WZ, Li GB, Xu YP, Yang X (2009) Breakage and re-growth of flocs formed by alum and PACl. Powder Technol 189:439–443
Yu W, Gregory J, Campos LC (2010) Breakage and re-growth of flocs formed by charge neutralization using alum and polyDADMAC. Water Res 44:3959–3965
Yu WZ, Gregory J, Campos L, Li GB (2011) The role of mixing conditions on floc growth, breakage and re-growth. Chem Eng J 171:425–430
Yukselen MA, Gregory J (2002) Breakage and re-formation of alum flocs. Environ Eng Sci 19:229–236
Yukselen MA, Gregory J (2004) The reversibility of floc breakage. Int J Miner Process 73:251–259
Zhan XA, Gao BY, Wang Y, Yue QY (2011) Influence of velocity gradient on aluminum and iron floc property for NOM removal from low organic matter surfacewater by coagulation. Chem Eng J 166:116–121
Zhao YX, Gao BY, Shon HK, Kim JH, Yue QY (2011) Effect of shear force, solution pH and breakage period on characteristics of flocs formed by titanium tetrachloride (TiCl4) and polyaluminum chloride (PACl) with surface water treatment. J Hazard Mater 187:495–501
Zheng DN, Andrews RC, Andrews SA, Taylor-Edmonds L (2015) Effects of coagulation on the removal of natural organic matter, genotoxicity, and precursors to halogenated furanones. Water Res 70:118–129
Zhu Z, Li T, Lu J, Wang D, Yao C (2009) Characterization of kaolin flocs formed by polyacrylamide as flocculation aids. Int J Miner Process 91:94–99
Acknowledgments
This research was supported by the National Science and Technology Major Project of Twelfth Five Years (Grant nos. 2014ZX07201-012-2 and 2013ZX07201007-002), the National Innovation Team supported by the National Natural Science Foundation of China (Grant no. 50821002), and the State Key Laboratory of Urban Water Resource and Environment (Harbin Institute of Technology) (Grant no.2012DX07). Comments and suggestions from anonymous reviewers are greatly acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Philippe Garrigues
Rights and permissions
About this article

Cite this article
Nan, J., Wang, Z., Yao, M. et al. Characterization of re-grown floc size and structure: effect of mixing conditions during floc growth, breakage and re-growth process. Environ Sci Pollut Res 23, 23750–23757 (2016). https://doi.org/10.1007/s11356-016-7628-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-016-7628-7