
Abstract
Cavitation erosion behavior of 316L was investigated mainly in terms of its microstructural and mechanical factors. The cavitation erosion resistance (Re) was defined with the consideration of evolutionary tendency of the erosion rate. Morphology evolution of the eroded surface was observed by scanning electron microscopy. Early microstructure evolution of the etched surface was analyzed by optical microscopy, video microscopy and 3D measuring laser microscopy. The erosion mechanism was discussed as well. The analysis showed that the initial damage initiated from the grain boundary and slip lines inside grains, and that penetration slip lines were found across grains. Evolution of roughness, residual stress, and hardness of the eroded material and the effect of the evolution on Re were discussed. Results indicated that residual stress and roughness were inversely proportional to Re of 316L, hardness tended to be proportional to Re, and the residual stress induced by cavitation impact load influenced the hardness test.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
316L is an austenitic stainless steel that is widely applied in hydraulic machinery such as pumps and pipes because of its excellent corrosion and pitting resistance [1, 2]. Cavitation erosion (CE) is harmful, as cavities formed in the liquid collapse near the solid boundary, resulting in the erosion and wear of materials. Microjets and shock waves are considered the main damage mechanisms [3, 4]. CE often leads to severe damage to components such as pump impellers [5]. Recent studies have found that microstructure and mechanical properties influence materials’ CE behavior [6,7,8,9,10]. Studies on CE behavior of austenitic stainless steel suggested the initial damage appears mainly in the twin boundaries, grain boundaries and slip lines. Niederhofer et al. [11] suggested that erosion originates from twin boundaries and grain boundaries, and they suggest damages start with the formation of slip lines within the individual grains. However, it seems that deformation, but not damage, starts from the twin boundaries, grain boundaries and slip lines. Bregliozzi et al. [12, 13] proposed that cracks and erosion are initiated from grain boundaries and slip bands, but that damage from grain boundaries and slip bands seems not fully explained, because microstructure such as grains and grain boundaries are not shown. Santos et al. presented [14] that CE damage starts at protruded grain boundaries and at slip lines. But undulations of grains and grain boundaries under cavitation erosion seem not clearly displayed in the 2D figures; microstructure is not shown. Drozdz et al. [15] suggested that damage starts from grain boundaries and many slip lines. Although deformation of grain boundaries and grains on the eroded surface was shown, the remove of materials from the slip lines and grain boundaries seemed to not have been clearly observed. Park et al. [16] presented that damage of 10 Mn alloy is initiated at the grain boundaries; the conclusion seems fully proved if grain boundary and grain before cavitation erosion were displayed. Therefore, positions and undulations of deformation and damage caused by CE need to be presented clearly, showing microstructures such as grains and grain boundaries. Zhen [1] and Bregliozzi [12] considered that damage such as pits, holes and cracks which might also induce stress concentration in the surface and influence the CE behavior of materials, were shown on the eroded surface, but the influence of stress concentration has not been proved. Zhang et al. [17] and Wang et al. [8] used surface roughness to describe the eroded surface after CE. Zhang et al. [18] considered that the local stress concentrations were related to high surface roughness, resulting in the initiation and growth of fatigue cracks. CE is viewed as a fatigue process because a number of cavities forming and breaking down repeatedly strike the solid surface during CE [19]. Thus, surface roughness can be related to the stress concentration induced by CE. For mechanical factors, residual stress has been suggested as an influence on fatigue and surface behavior of materials [20, 21]. Pedzich et al. [22] found that the cavitation erosion resistance of alumina/zirconia composites with compressive residual stress was greatly improved, the cavitation erosion resistance of the zirconia/tungsten carbide composites with tensile residual stress was the worst. Zhang et al. [17] found that the compressive residual stress induced by laser shock processing contributed to the improvement of erosion and corrosion resistance. Hattori et al. [23,24,25] considered that the excellent cavitation erosion resistance of stellite alloy weld overlays was related to the hardness of the material, and that the correlation between the erosion rate and the hardness was better than other mechanical properties. Niederhofer [11] studied the cavitation erosion behavior of four high interstitial austenitic stainless steels, finding that the cavitation erosion resistance was proportional to the hardness. However, Duraiselvam et al. [26] found the cavitation erosion resistance of the materials’ surfaces after different laser strengthening treatments was not proportional to the hardness. Chi et al. [27] found that materials with high toughness and elongation had higher cavitation erosion resistance than the materials with high strength and hardness. There is still an argument about whether the hardness is an impact factor of Re [21]. Sreedhar et al. [21] considered that it was important for the cavitation damage prediction to study the changes of properties affecting the CE behavior. Therefore, an in-depth study about the impact of hardness, residual stress and roughness during CE on the CE process is needed.
In this paper, the damage evolution of 316L was studied under CE, the evolution of damage in microstructure during early CE was analyzed, and the damage mechanism of 316L was studied as well. The evolution of roughness, hardness and residual stress during the CE process and the effect of their evolution on Re were discussed,. The study of this paper is helpful for understanding CE behavior and predicting the cavitation damage.
2 Experimental Procedure
2.1 Material
In this research, annealed 316L was chosen as the tested material; its chemical composition is given in Table 1. The chemical composition of 316L was identified by energy dispersive X-ray spectrometry. Specimens (20 mm × 20 mm × 10 mm) were made using wire electrical discharge machining.
2.2 Cavitation Erosion Test
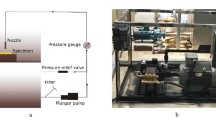
The cavitation erosion test was conducted by using a modified ultrasonic fatigue apparatus (USF-2000) according to ASTM G32-03. The device is illustrated in Fig. 1a. It is able to record the number of vibration cycles. The frequency of vibration was 20 ± 0.2 kHz and the peak-to-peak amplitude was 50 ± 0.6 μm. The test was performed in tap water with a stationary specimen method. The vibrating tip, made of Ti-6Al-4 V, was immersed about 4 mm in tap water. The vibrating tip is shown in Fig. 1b. The specimen was placed under the vibrating tip. The standoff distance between the specimen and the vibrating tip was 0.5 mm. The temperature around the stationary specimen was kept at 25 ± 3 °C by adding appropriate amounts of ice-water mixture. Specimens were ground and polished before they were taken to the CE test. Some specimens were etched with etchants before the CE test to analyze changes of the microstructure after CE. After the CE test, specimens were cleaned and dried by hot air. Then the mass loss of the material was weighed once in a while by an electronic balance (JJ124BC) with an accuracy of 0.1 mg.

Experimental device of ultrasonic cavitation erosion test (a), dimension and shape of vibrating tip (b)
2.3 Mathematical Model of Cavitation Erosion Resistance
To quantitatively study the evolution of CE and Re with increasing exposure time to cavitation and the impact factors of Re, the mean depth of erosion (MDE), the mean erosion rate of depth (ER), and Re were calculated using the following equations:
where Δm is the mass loss (mg), ρ is the density of the material (mg/mm3) and A is the area of eroded surface (mm2). Re is expressed by being related to ER and the change rate of ER, C is a constant, and it is much larger than ER, k is a coefficient (min/μm). Both C and k are related to the surface state of the tested material and the experimental condition. It has been suggested that cavitation erosion behavior of the material can be affected by the surface treatment and the stress concentration [28], and that cavitation erosion tends to decrease as the standoff distance between the tip and the specimen increases [29].
2.4 Characterization and Mechanical Properties Testing
The surface morphology of eroded specimens was observed by SEM (Tescan-vega3), OM (Leica DM4000M), VM (KH-3000) and 3D measuring laser microscope (OLS5000). Before the specimens were observed using the OM, VM and 3D measuring laser microscopy, surfaces of specimens were etched to emulate positions of early damage and deformation of the microstructure.
Roughness was measured by a destructive roughness measuring instrument (Surtronic) with an accuracy of 0.01 μm. Residual stress measurements (X-350A) were conducted on the eroded surfaces via X-ray diffraction based on the sin2ψ method, with Cr-Kα radiation from 2θ = 157° up to 2θ = 141°; the voltage and current were 28 kV and 8 mA, respectively. The microhardness test was carried out on the cross-section of eroded specimens using a Vickers microhardness tester (FM800) under the load of 980.7 mN for 316L with a dwell time of 15 s. The tested points were made about 100 µm away from the eroded face. Five points were measured for each microhardness value. The mechanical properties of 316L before CE are shown in Table 2.
3 Results and Discussion
3.1 Cavitation Erosion Behavior
Figure 2 displays MDE, ER and Re as a function of CE time. The eroded surface experienced plastic deformation before it exhibited mass loss. The plastic deformation period was about 30 min before the initial damage appeared. When the specimen was eroded for 240 min, MDE was no larger than 13 µm, but the number of vibration cycles was already above 108 , which is the number of very high cycle [30]. As can be from Fig. 2b, the ER curve includes an incubation stage and an acceleration stage. Taking the time required for CE to reach an MDE of 1 µm as the threshold time, the incubation stage is about 100 min. ER keeps growing during the CE process, and the rate at which ER grows becomes obviously faster after the specimen is eroded for 180 min. For Re of 316L, C is determined to be 1 here, because ER is much smaller than 1 and the surface of the specimen was ground before the test. The density of 316L is 8.00 mg/mm3. k was determined to be 1 here, as the specimen was tested in tap water and other conditions were not altered in the course of this paper’s research. This suggests that further exploration of values of C and k needs to be done. As shown in Fig. 2c, with the increase of CE time, Re of 316L keeps dropping, and its fall rate is quicker in the acceleration stage.

Mean depth of erosion (MDE) (a), erosion rate (ER) (b) and cavitation erosion resistance (Re) (c) as a function of cavitation erosion (CE) time (or number of cycles) for 316L
Figure 3 presents the eroded surface of 316L after 120 min of CE; the eroded diameter of the eroded area of the 316L is about 9.5 mm. It can be observed that the damage of the outer ring (A zone) of the eroded surface is more serious than that of the inner area (B zone), similar to the results of Pohl and Stella [31]. Figure 4 shows typical SEM images of the outer ring area of the eroded surface for different CE times; some seriously eroded areas are displayed in the lower left. In Fig. 4, the eroded surface of 316L shows a small amount of grain deformation after 10 min of CE. A crater in the grain boundary is displayed in Fig. 4b. Then, after 60 min of CE, an exfoliation appears, probably resulting from the connection of the damages of adjoining grains (Fig. 4c). After 120 min of CE, it seems that damage is initiated by slip lines in the grain. Figure 4d shows that there are small holes and broken layers beside the slips lines, and that damages on slip lines are denser. Figure 4e shows that after 180 min of CE, the eroded surface is almost entirely torn off; there seem to be small cleavage planes on the destructive surface, but the cleavage plane usually does not appear in the austenite microstructure [32]. Santa et al. [33] and Xiaojun et al. [34] found that a strain-induced austenite to martensite transformation occurrs during CE. Thus, a small cleavage plane may be produced by the strain-induced martensite transformation. No obvious corrosion products, nanometer-scaled precipitates or spherical particles related to electrochemical effects or thermomechanical actions were shown during CE [1, 35, 36]; it can be concluded that mechanical action is the main CE mechanism of 316L.

SEM image of the eroded surface of 316L after cavitation erosion (CE) for 120 min

Typical SEM images of the eroded surface of 316L after cavitation erosion (CE) for: 10 min (a), 30 min (b), 60 min (c), 120 min (d), 180 min (e), 240 min (f)
3.2 Early Cavitation Erosion Evolution in Microstructure
To better study early damage on the surface of the 316L samples, their surfaces were etched before CE. The etched surfaces were analyzed in Figs. 5, 6, and 7 to find initial deformation and damage. With the complete grains and grain boundaries shown, uneven deformation and damage of microstructure on the surface can be clearly observed. Grain boundaries are deformed and slip lines are shown, most of them originating from the grain boundary. As shown in Fig. 5, initial damage to grain boundaries are found after 30 min of CE, which is in agreement with the curve of MDE on the whole shown in Fig. 2. Although many voids are shown after 30 min CE, most of them, especially the big voids, could be seen before CE, but the voids are deformed and enlarged after CE. In Fig. 6a–c, a grain boundary is deformed and there is a slip line crossing two grains. In Fig. 6d–f, there is a penetration line consisting of two slip lines which tend to connect together; the cracking starts from the slip lines after 20 min of CE; the cracking becomes serious after CE for 30 min. The 3D surface morphology is presented with its corresponding 2D optical microstructure in the right in Fig. 7. With the etched microstructure shown in the 2D images, it can be observed that after CE, grains and grain boundaries present evidently distinct heights. In Figs. 6 and 7a, slip lines of different slip systems are shown beside a grain boundary which is lifted but not damaged. As shown in Fig. 7b, after 30 min of CE, the uneven deformation is more evident; this uneven deformation has been suggested to be related to the grain orientation [11, 37, 38]. Grajales et al. [37] found that for the high nitrogen S31803 alloy, its {001} or {111} oriented grains were most damaged, and the cavitation erosion resistance of {011} oriented grains was higher. Niederhofer [11] described that for some high interstitial CrMnCN austenitic stainless steels, (111) and (101) oriented grains experienced higher cavitation erosion resistance than (001) oriented grains. Niederhofer [11] and Grajales et al. [37] showed that the grain boundaries with high degrees of misorientation (CSLΣ-3), e.g. twin boundaries, were easily damaged during CE, and they considered that the orientations experienced lower cavitation erosion rates because of higher resistance to plastic deformation. Grain boundaries seem more prone to be damaged than grains in the incubation stage of CE, shown in Fig. 5, which is similar to the results of Bregliozzi et al. [12], Park et al. [16], and Hattori et al. [23]. Park et al. [16] investigated the early CE behavior of 10Mn and 10Ni and found little damage initiated at grain boundaries for 10Mn; they concluded that the grain boundaries provided vulnerable sites for cavitation attack. It is known that although a grain boundary can block dislocation slip, the uncoordinated adjacent grain strain causes stress concentration, which can lead to the cracking of the grain boundary. Hattori and Mikami [23] considered that for SUS304, cracks initiated near the grain boundaries during CE were caused by the stress concentration induced by swelling grain boundaries. During CE, the load of microjets and shock waves repeatedly impacting the surface causes damage of grain boundary and grain. It seems that the microdefects, both those which already exist (e.g. grain boundaries, voids) and those which are generated by the CE (e.g. slip lines) can be sites where cracks and pits nucleate.

Etched surface before CE (a, b), the corresponding eroded surface after CE for 30 min (c, d)

Etched surface before CE (a), after CE for 20 min (b–e), after CE for 30 min (f)

3D confocal microscopic images of the eroded surfaces of 316L for different cavitation erosion time: 20 min (a), 30 min (b) (Sa is the mean roughness of the measured area)
3.3 Evolution of Surface Roughness and the Effect of the Evolution on Re
We investigated CE and the effect of roughness on CE behavior quantitatively. The evolution of surface roughness of the eroded surface of 316L is presented in Fig. 8. In Fig. 8a, the surface roughness increases almost linearly with CE time. Meanwhile, the distance between the vibrating tip and eroded surface increases with CE time, as well, which may influence the effect of surface roughness on Re. It was suggested that the erosion rate stopped growing in the maximum period and decreased in the deceleration period [39]. Actually, Ibanez et al. [29] found that CE of aluminium-bronze alloy was affected by the distance between the eroded surface and the tip; when the distance was increased from 0.5 to 1 mm, then the mass losses of the specimens were 67.0 mg and 66.0 mg, respectively, after CE for 500 min. It can be concluded from the linear interpolation that for 316L after 240 min of CE, the mass loss change introduced by a distance change (MDE) of about 250 μm was below 0.1 mg. When the MDE of 316L is no larger than 13 μm, the mass loss change introduced by the distance change is too little to be tested by the balance, so during this period of CE, the distance change induced by CE on the whole can be ignored. As shown in Fig. 8b, Re is inversely proportional to the roughness. The eroded surface roughness which associates with the stress concentration contributes to the dropping of Re, but the effect of roughness in the incubation stage on Re is not as much as that in the acceleration stage. In the incubation stage, the surface roughness induced by the undulation of deformation (Fig. 7) promotes the initiation of early damage, leading to a decrease of Re, similar to the result of Hattori and Mikami [23]. They suggested that cracks were initiated near the grain boundary as a result of stress concentration induced by a swelled part. It can be seen in Fig. 8b that the degeneration rate of Re increases quickly in the acceleration stage, when the roughness of the eroded surface is about 2 µm. Perhaps due to the reason indicated in Fig. 9, damages in the acceleration stage especially from 180 to 240 min are obviously more serious than the damages in the incubation stage, and some cracks parallel to the eroded surface are at the bottom of the eroded holes, probably resulting in large mass loss.

Roughness of the eroded surface as a function of cavitation erosion (CE) time (a), cavitation erosion resistance (Re) as a function of roughness (b)

Optical micrographs of cross-section of eroded surfaces after CE for: 60 min (a), 120 min (b), 180 min (c), 240 min (d)
3.4 Evolution of Residual Stress and the Effect of the Evolution on Re
Figure 10 displays the residual stress as a function of CE time and the residual stress as a function of Re. In Fig. 10a, the residual stress of the eroded surface decreases after 10 min of CE, when there seems to be a small amount of plastic deformation on the surface, as in Fig. 4b. The compressive residual stress is produced by the cavitation impact load, which was estimated as high as the order of GPa; the strain rate is estimated about 103 s−1 [5, 40]. Then the residual stress slightly increases with a few of grain boundaries broken, as in Fig. 7, until the surface has been eroded for 60 min, when some layers are spalled. After that, the residual stress of 316L keeps increasing with increasing CE time, as the cavitation impact load gradually peels off the original surface and produces cracks and holes, as in Fig. 4. Then the residual compressive stress of the eroded surface is released and redistributed due to peeling of material [30]. After 240 min CE, the residual stress is even higher than the original surface in Fig. 10a. In Fig. 10b, Re of 316L overall increases with the compressive residual stress. The CE process is influenced by the evolution of the residual stress of the eroded surface as indicated in Fig. 10. Dan and Soyama [41] found that the collapsing cavitation bubble creates a compressive layer, which could delay crack initiation and retard fatigue crack growth. Pedzich et al. [22] found that the residual stress strongly affects the cavitation wear behavior of composites; the compressive stress hinders the removal process, and the tensile stress is enhanced significantly the phenomenon of cavitation crack propagation. Thus, the decrease of residual stress after CE for 0–10 min promotes the improvement of Re, and the increase of residual stress after CE for 60–240 min accelerates the decrease of Re.

Residual stress of the eroded surface as a function of cavitation erosion (CE) time (a), cavitation erosion resistance (Re) as a function of residual stress (b)
3.5 Evolution of Microhardness and the Effect of the Evolution on Re
Figure 11 illustrates the microhardness of the cross-section as a function of CE time, and the microhardness as a function of Re of 316L. In Fig. 11a, the hardness of the subsurface decreases after the surface is eroded for 10 min, at which point there is only plastic deformation on the eroded surface. Then the hardness of subsurface keeps growing; after the surface is eroded for 120 min, the hardness starts going down. According to the work hardening assumption during CE, the hardness increases with increasing time of exposure to cavitation, then it decreases because of peeling [40]. But in this paper, it is interesting to find that the hardness decreases after 10 min of CE, which may be related to the residual stress introduced by cavitation impact load during CE [41, 43]. In the plastic deformation sketch of cavitation bubble collapse-induced indention, the compressive stress is distributed in a position close to the surface, and the tensile stress is distributed in the subsurface [42]. The hardness declines as the residual stress grows, and the influence of tensile residual stress on hardness is larger than that of compressive residual stress on hardness [39]. Thus, the hardness of the subsurface decreases after the surface has been eroded for 10 min, probably because the tested subsurface has stored tensile residual stress. Then the hardness of subsurface keeps growing, probably due to the increase of compressive residual stress and the effect of work hardening. After the surface has eroded for 120 min, the hardness starts going down, probably because the hardened surface has eroded seriously, and the residual stress decreases. In Fig. 11b, Re tends to grow with increasing hardness, which is consistent with the results of Niederhofer [11] and Hattori et al. [25]; after CE for 0–10 min, the decrease of hardness may facilitate the decline of Re. After CE for 10–100 min, the increase of hardness may contribute to the increase of Re. After CE for 100–240 min, the decrease of hardness may contribute to the decrease of Re.

Microhardness (HV) of cross-section as a function of cavitation erosion (CE) time (a), cavitation erosion resistance (Re) as a fuction of HV (b)
4 Conclusions
In this paper, the cavitation erosion evolution of 316L was analyzed, the early cavitation erosion in microstructure was studied, the evolution of roughness, hardness and residual stress of 316L under CE and effects of the evolution on Re were investigated. The following conclusions can be drawn:
- (1)
The mechanical mechanism is main CE mechanism of 316L. With the surface etched, it can be clearly found that the initial cavitation damage occurs in the grain boundaries and slip lines. Penetration slip lines are found across grains in the initial cavitation damage stage.
- (2)
Re for studing the cavitation erosion resistance evolution is expressed as: Re = k(C − ER). Roughness, residual stress and hardness influence the Re of 316L, and either the increase of residual stress or the increase of roughness during the CE process lowers Re; the increase of hardness promotes Re. Re decreases with CE time on the whole. After CE for 0–10 min, the increase of roughness, and the decrease of residual stress and hardness lead to the change of Re. After CE for 10–60 min, the increase of roughness and hardness contributes to the slow decrease of Re. After CE for 60–240 min, the increase of roughness and residual stress, and the decrease of hardness result in the rapid decrease of Re.
- (3)
The microhardness tends to increase with cavitation erosion resistance. The evolution of hardness during CE may be affected by the residual stress and work hardening induced by the cavitation impact load. Tensile residual stress in the subsurface causes a decrease of hardness after CE for 10 min. After CE for 10–100 min, the hardness increases because the eroded surface is hardened and the residual stress decreases. After CE for 100–240 min, the hardness decreases because the hardened surface is peeled off gradually and the residual stress increases with CE time.
References
Zhen, L., Han, J., Lu, J., Chen, J.: Cavitation erosion behavior of Hastelloy C-276 nickel-based alloy. J. Alloy Compd. 619, 754–759 (2015)
Cheng, F.T., Kwok, C.T., Man, H.C.: Cavitation erosion resistance of stainless steel laser-clad with WC-reinforced MMC. Mater. Lett. 57, 969–974 (2002)
Naudé, C.F., Ellis, A.T.: On the mechanism of cavitation damage by non-hemispherical cavities collapsing in contact with a solid boundary. J. Basic Eng. 83, 648–656 (1960)
Dojcinovic, M., Eric, O., Rajnovic, D., Sidjanin, L., Balos, S.: Effect of austempering temperature on cavitation behaviour of unalloyed ADI material. Mater. Charact. 82, 66–72 (2013)
Brennen, C.E.: Cavitation and Bubble Dynamics. Oxford University Press, New York (1995)
Wang, Y., Stella, J., Darut, G., Poirier, T., Liao, H.L., Planche, M.P.: APS prepared NiCrBSi-YSZ composite coatings for protection against cavitation erosion. J. Alloys Compds. 699, 1095–1103 (2017)
Emelyanenko, A.M., Shagieva, F.M., Domantovsky, A.G., Boinovich, L.B.: Nanosecond laser micro- and nanotexturing for the design of a superhydrophobic coating robust against long-term contact with water, cavitation, and abrasion. Appl. Surf. Sci. 332, 513–517 (2015)
Wang, Y., Liu, J.W., Kang, N., Darut, G., Poirier, T., Stella, J., Liao, H.L., Planche, M.P.: Cavitation erosion of plasma-sprayed CoMoCrSi coatings. Tribol. Int. 102, 429–435 (2016)
Lin, J.R., Wang, Z.H., Lin, P.H., Cheng, J.B., Zhang, X., Hong, S.: Effects of post annealing on the microstructure, mechanical properties and cavitation erosion behavior of arc-sprayed FeNiCrBSiNbW coatings. Mater. Des. 65, 1035–1040 (2015)
Kumar, A., Sharma, A., Goel, S.K.: Effect of heat treatment on microstructure, mechanical properties and erosion resistance of cast 23-8-N nitronic steel. Mater. Sci. Eng. A 637, 56–62 (2015)
Niederhofer, P., Pöhl, F., Geenen, K., Huth, S., Theisen, W.: Influence of crystallographic orientation on cavitation erosion resistance of high interstitial CrMnCN austenitic stainless steels. Tribol. Int. 95, 66–75 (2016)
Bregliozzi, G., Schino, A.Di, Ahmed, I.U., Kenny, J.M., Haefke, H.: Cavitation wear behaviour of austenitic stainless steels with different grain sizes. Wear 258, 503–510 (2005)
Bregliozzi, G., Schino, A.Di, Haefke, H., Kenny, J.M.: Cavitation erosion resistance of a high nitrogen austenitic stainless steel as a function of its grain size. J. Mater. Sci. Lett. 22, 981–983 (2003)
Santos, J.F., Garzón, C.M., Tschiptschin, A.P.: Improvement of the cavitation erosion resistance of an AISI 304L austenitic stainless steel by high temperature gas nitriding. Mater. Sci. Eng. A 382, 378–386 (2004)
Drozdz, D., Wunderlich, R.K., Fecht, H.-J.: Cavitation erosion behaviour of Zr-based bulk metallic glasses. Wear 262, 176–183 (2007)
Park, M.C., Kim, K.N., Shin, G.S., Yun, J.Y., Shin, M.H., Kim, S.J.: Effects of Ni and Mn on the cavitation erosion resistance of Fe–Cr–C–Ni/Mn austenitic alloys. Tribol. Lett. 52, 477–484 (2013)
Zhang, L., Zhang, Y.K., Lu, J.Z., Dai, F.Z., Feng, A.X., Luo, K.Y., Zhong, J.S., Wang, Q.W., Luo, M., Qi, H.: Effects of laser shock processing on electrochemical corrosion resistance of ANSI 304 stainless steel weldments after cavitation erosion. Corros. Sci. 66, 5–13 (2013)
Zhang, Y.K., Lu, J.Z., Ren, X.D., Yao, H.B., Yao, H.X.: Effect of laser shock processing on the mechanical properties and fatigue lives of the turbojet engine blades manufactured by LY2 aluminum alloy. Mater. Des. 30, 1697–1703 (2009)
Mottyll, S., Skoda, R.: Numerical 3D flow simulation of ultrasonic horns with attached cavitation structures and assessment of flow aggressiveness and cavitation erosion sensitive wall zones. Ultrason. Sonochem. 31, 570–589 (2016)
Schijve, J.: Fatigue of Structures and Materials. National Defence Industry Press, Beijing (2004). (In Chinese)
Sreedhar, B.K., Albert, S.K., Pandit, A.B.: Cavitation damage: theory and measurements—a review. Wear 372–373, 177–196 (2017)
Pędzich, Z., Jasionowski, R., Ziąbka, M.: Cavitation wear of structural oxide ceramics and selected composite materials. J. Eur. Ceram. Soc. 34, 3351–3356 (2014)
Hattori, S., Mikami, N.: Cavitation erosion resistance of stellite alloy weld overlays. Wear 267, 1954–1960 (2009)
Hattori, S., Ishikura, R., Zhang, Q.: Construction of database on cavitation erosion and analyses of carbon steel data. Wear 257, 1022–1029 (2004)
Hattori, S., Ishikura, R.: Revision of cavitation erosion database and analysis of stainless steel data. Wear 268, 109–116 (2010)
Duraiselvam, M., Galun, R., Wesling, V., Mordike, B.L., Reiter, R., Oligmüller, J.: Cavitation erosion resistance of AISI 420 martensitic stainless steel laser-clad with nickel aluminide intermetallic composites and matrix composites with TiC reinforcement. Surf. Coat. Technol. 201, 1289–1295 (2006)
Chi, S.K., Park, J.H., Shon, M.Y.: Study on cavitation erosion resistance and surface topologies of various coating materials used in shipbuilding industry. J. Ind. Eng. Chem. 26, 384–389 (2015)
Mitelea, I., Bordeaşu, I., Pelle, M., Crăciunescu, C.: Ultrasonic cavitation erosion of nodular cast iron with ferrite-pearlite microstructure. Ultrason. Sonochem. 23, 385–390 (2015)
Ibanez, I., Hodnett, M., Zeqiri, B., Frota, M.N.: Correlating inertial acoustic cavitation emissions with material erosion resistance. Phys. Procedia. 87, 16–23 (2016)
Nie, B., Zhang, Z., Zhao, Z., Zhong, Q.: Very high cycle fatigue behavior of shot-peened 3Cr13 high strength spring steel. Mater. Des. 50, 503–508 (2013)
Pohl, M., Stella, J.: Quantitative CLSM roughness study on early cavitation-erosion damage. Wear 252, 501–511 (2002)
Pineau, A., Benzerga, A.A., Pardoen, T.: Failure of metals I: brittle and ductile fracture. Acta Mater. 107, 424–483 (2016)
Santa, J.F., Blanco, J.A., Giraldo, J.E.: Cavitation erosion of martensitic and austenitic stainless steel welded coatings. Wear 271, 1445–1453 (2011)
Xiaojun, Z., Procopiak, L.A.J., Souza, N.C., D’Oliveira, A.S.C.M.: Phase transformation during cavitation erosion of a Co stainless steel. Mater. Sci. Eng. A 358, 199–204 (2003)
Chen, H., Liu, S., Wang, J., Chen, D.: Spherical dendritic particles formed in cavitation erosion. Mater. Lett. 62, 2707–2709 (2008)
Karrab, S.A.: Investigation of the ring area formed around cavitation erosion pits on the surface of carbon steel. Tribol. Lett. 45, 437–444 (2012)
Grajales, D.H.M., Ospina, C.M.G., Tschiptschin, A.P.: Mesoscale plasticity anisotropy at the earliest stages of cavitation-erosion damage of a high nitrogen austenitic stainless steel. Wear 267, 99–103 (2009)
Mesa, D.H., Garzón, C.M., Tschiptschin, A.P.: Influence of cold-work on the cavitation erosion resistance and on the damage mechanisms in high-nitrogen austenitic stainless steels. Wear 271, 1372–1377 (2011)
Karimi, A., Martin, J.L.: Cavitation erosion of materials. Metall. Rev. 31, 1–26 (1986)
Karimi, A., Franc, J.-P.: Modeling of material response. In: Kim, K.H., Chahine, G., Franc, J.P., Karimi, A. (eds.) Advanced Experimental and Numerical Techniques for Cavitation Erosion Prediction, pp. 163–181. Springer, Dordrecht (2014)
Dan, O., Soyama, H.: Cavitation shotless peening for improvement of fatigue strength of carbonized steel. Int. J. Fatigue 25, 1217–1222 (2003)
Thiruvengadam, A., Waring, S.: Mechanical properties of metals and their cavitation damage resistance. Mech. Prop. Met. Cavitation Damage Resist. 10, 47 (1964)
Bulatov, V.V., Vladimirov, Y.: V: on the effect of a general residual stress state on indentation and hardness testing. Acta Mater. 56, 6205–6213 (2008)
Funding
This study was funded by The National Key Research and Development Program of China (Grant No. 2016YFF0203301).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gao, G., Zhang, Z. Cavitation Erosion Behavior of 316L Stainless Steel. Tribol Lett 67, 112 (2019). https://doi.org/10.1007/s11249-019-1225-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-019-1225-0