
Abstract
Several health and environmental related issues caused by the application of traditional cutting fluids in machining can be solved by implementing eco-friendly technologies such as minimum quantity lubrication (MQL). Moreover, nanofluid MQL has been proposed to enhance the cooling/lubricating properties of pure MQL and displays significantly good results for machinability. However, the mechanism on compatibility of nanoparticles with cutting fluids has not been explored. In this study, nanoparticles with different hardness and vegetable oils with different viscosity were selected for nanofluids preparation. The end milling experiments were carried out on 7050 material by applying MQL with particularly prepared nanofluids. The cutting force and surface roughness were measured corresponding to the machining performance. The compatibility of hardness of nanoparticles with viscosity of base fluids has been evaluated, and the mechanism has been analyzed by new-designed tribology tests. Results show that canola oil-based diamond nanofluids MQL exhibit the lowest cutting force and natural77 oil-based diamond nanofluids perform the lowest surface roughness with reduction of 10.71 and 14.92%, respectively, compared to dry machining condition. The research is novel and contributes to the machining of such materials at the industry level.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The application of traditional cutting fluids in machining creates several health and environmental-related issues. Such issues are tried to cope through green and sustainable manufacturing technologies. Eco-friendly machining technologies such as minimum quantity lubrication (MQL) have drawn much more attention and display good results for machinability in many cases [1, 2]. Considering the performance of pure MQL is still vulnerable and unsatisfying on certain conditions, multiple approaches assisting with pure MQL are put forward to maximize its machining performance. These synergistic technologies include MQL with cryogenic coolant [3,4,5] such as cooling air (CA), liquid nitrogen (LN2) and carbon dioxide (CO2), electrostatic minimum quantity lubrication (EMQL) [6], solid lubricant micro-/nanoparticles assisted MQL [7, 8]. Among these technologies, nanoparticles assisted MQL possess better properties compared to micro-particles, and do not require new machining tools or drastic changes to the existing equipment as seen in cryogenic and EMQL machining, which hold advantages. Under the circumstances, nanofluid lubricants (also called nanofluids) are prepared by distributing nanoparticles into metal cutting fluids (base fluids) to improve the cooling and lubricating properties of pure MQL [9, 10]. This alternative approach can be called as nano-enhanced MQL or nanofluid MQL [11,12,13].
In nanofluid MQL machining process, nanofluid lubricants are atomized to droplets with millimeter or micrometer diameters via MQL devises. V.A. Godlevski et al. had found that there are plenty of capillaries and network on the tool-chip and tool-workpiece contact surface. The droplets are accelerated by compressed air and penetrate to the cutting zone through these capillaries [14]. On the contact interface, there is a status of boundary lubricating condition and these nanoparticles suspend in the oil film. F. Itoigawa et al. had found that forming a strong boundary film and sustaining the strength of boundary film were the two necessary things to obtain a good cutting performance by MQL [15]. Since viscosity of lubricant and temperature of machining zone have decisive effects on the boundary film, the two key factors must be considered carefully.
The strength of oil film is generally positively correlated with the viscosity of lubricants. However, high viscosity does not help with the formation of the oil mist and it is difficult to penetrate to the cutting zone for larger droplets [13, 16]. The viscosity of lubricant should not be very high nor very low for better effects [17]. To select an appropriate lubricant as base fluid, several researches explored the significant machining performance of vegetable oil as compared to the conventional petroleum-based emulsifier and synthetic emulsion coolants. The vegetable oil has been investigated as sustainable, biodegradable, and eco-friendly alternatives [18,19,20]. Besides, there is no doubt that the addition of nanoparticles into base lubricant will have influences on the viscosity, which is little higher than that of the base fluid. Meanwhile, the wetting properties are also improved [11, 13]. It is convinced that the nanofluids can be atomized into droplets as normal and the existence of nanoparticles is good to form high strength oil film.
Nanofluids are considered as potential lubricants for their excellent heat transfer and tribological properties. These properties make nanofluid MQL more effective than pure MQL in machining due to the significant reduction of temperature and friction at the cutting zone. On the one hand, nanofluids get much better thermal conductivity than that of base fluids [21]. So, these fluids are effective to transfer the heat generated at the cutting zone. On the other hand, nanoparticles play discrepant roles in the tool-workpiece contacting region and change some tribological phenomena. Some researchers analyzed the influence of the shape of nanoparticles and deduced that some spherical particles transform the friction from sliding to rolling. Besides the ball bearing effect, the mechanism of nanoparticles is considered as protective film and mending effect for soft particles, abrasion, and polishing effect for some hard particles [22,23,24]. From this point of view, nanofluids are efficient to decrease the temperature of the cutting zone, which have a positive effect on sustaining the strength of boundary film.
According to other existing literatures, several researches are carried out to explore the influence of some single parameter on the performance during MQL machining process, such as lubricant base fluid, nanoparticles, and concentrations. Moreover, mixed/hybrid nanofluids are developed by applying different kinds of nanoparticles into base fluid to enrich the effectiveness of single nanoparticle [25, 26]. To the best of authors’ knowledge, most of the researchers think of base fluids and nanoparticles separately. Although individual lubrication/cooling ability of the two parameters has been studied, the mechanism for nanofluid MQL is still unclear to some extent.
It has been investigated that nanofluids exhibit good advantages in the forming and sustaining oil film with enough strength compared with pure lubricant. Nevertheless, one fact cannot be ignored that nanofluids can reduce the friction coefficient, but increase of wear. More wear occurred under some circumstances [23, 27]. Aiming for eliminating these conflicts, it is requisite to take nanoparticles and base fluids into account simultaneously. However, few of the existing investigations fill in this gap, and the compatibility of nanoparticles with base fluids is less explored.
In this research work, three nanoparticles (copper, silicon carbide, diamond) with different hardness are distributed into base fluids to prepare nanofluids. Two types of eco-friendly vegetable oil (soybean oil, canola oil) with different viscosities are selected as base fluids. Furthermore, another commercial MQL lubricant (natural77 oil) and machining conditions (dry machining) were applied into the tests to assess the advantage of nanofluid MQL. The compatibility of nanoparticles with the base fluids has been investigated and evaluated through analysis of the cutting force and surface roughness. Finally, the mechanism on compatibility of nanoparticles with base fluids is discussed and proved by new-designed tribology tests.
2 Experimental Procedure and Conditions
2.1 Workpiece and Vegetable Oil-Based Nanofluids
Among the 7××× series aluminum alloys, 7050 alloy is an important structural material widely used in aerospace and automotive industry for its high strength-to-density ratio and excellent mechanical properties such as good ductility and excellent corrosion resistance [28, 29]. The characteristic of high ductility and affinity to cutting tool material make aluminum alloys difficult-to-cut in completely dry conditions. In this research, 7050 aluminum alloy was used as workpiece for the near-dry machining and the chemical compositions of the 7050 aluminum alloy (wt %) are shown in Table 1.
A two-step method was applied for the formation of nanofluids. An ultrasonic processor (FS-600N) was employed to make nanoparticles suspending homogeneously in vegetable oils. No surfactants were used as they might cause some unexpected problems [30]. The nanoparticles were dispersed into the base fluids followed by stirring continuously for 5 min (~ 480W) and intermittently for 2 min (~ 480W). After ultrasonic dispersion process, the nanoparticles can suspend homogenously in the base fluid for some time; the machining tests were carried out during this period. The preparation process of nanofluids is shown in Fig. 1.

Preparation process of nanofluids using ultrasonic processor
Three types of nanoparticles, nano-copper (Cu), nano-silicon carbide (SiC), and nano-diamond (Diamond), were chosen as the samples manufactured by Beijing DK nanotechnology Co., Ltd. and Nanjing Emperor Nano Material Co., Ltd. in China. The nano-Diamond has the highest hardness and nano-Cu is the softest among these nanoparticles. Because of the similar hardness of silicon carbide and diamond, larger size of diamond was selected. The properties of these nanoparticles are shown in Table 2.
Eco-friendly vegetable oil is biodegradable and harmless to the environment and display good lubricity, which is potential choice of base fluids. Two types of vegetable oils, soybean oil and canola oil, purchased from markets, were used as base fluids. Another commercial vegetable lubricant, natural77 oil, prepared by ILC technical department in Italy, was applied for comparative analysis with vegetable oils. The main properties of the vegetable oils are shown in Table 3. The dynamic viscosity of base fluids was measured by viscosity meter (NDJ-8S). It can be seen that the viscosity of natural77 oil is the highest and the viscosity of canola oil is higher than that of soybean oil. The concentration of nanofluids was set at 1% by volume. If there is no nanoparticle in the base fluids (oil with no nanoparticles), the nanoparticle concentration is zero percent.
2.2 Machining Process
The experiments were carried out on a vertical machining center VMC0850B with maximum rotating speed of n = 6000 r/min. The end mill cutter, whose diameter is d = 16 mm, with two teeth were used. The inserts are coated with diamond-like carbon (DLC) films (DL1000). For MQL spraying system, the air pressure of p = 0.4 MPa and the flow rate of q = 30.24 mL/h had been applied. The experimental end milling process was carried out according to the machining parameters proposed in Table 4. The schematic representation of machining tests is shown in Fig. 2 and actual experimental setup is shown in Fig. 3.

Schematic representation of machining tests

Actual experimental setup
The cutting force values were measured by Kistler 9257B high speed precision dynamometer during the machining process. The resultant of force (F) is relevant to the force in X, Y, Z directions, which can be found as follows:
where FX is the force of X direction; FY is the force of Y direction; FZ is the force of Z direction.
The surface roughness (Sa) was measured by a non-contact 3D optical profiler (Taylor Hobson, CCI MP), which can measure polished or rough, curved, flat or stepped surfaces. The surface used for the measurement is shown in Fig. 2 b. The results of surface roughness were the average of values got from three measurements. The cutting force values and surface roughness data are shown in Table 5.
3 Results and Discussion
3.1 Analysis of Cutting Force
The cutting force values based on the performance of different vegetable oil-based nanofluids are plotted as shown in Fig. 4. Compared with pure MQL (oil with no nanoparticles), it has been found that the addition of nanoparticles into base fluids was effective to improve the cutting performance of pure MQL in most cases. Figure 4 also indicates that nano-Diamond and nano-Cu perform have better results to reduce cutting forces than that of nano-SiC. Among these vegetable oil-based nanofluids, diamond nanofluids exhibit the best machining performance.

The performance of cutting forces for vegetable oil-based nanofluids
On the other hand, it is shown in Fig. 4 that the performance of canola oil and natural77 oil was always better than that of soybean oil whether suspended with nanoparticles or not. The performance of canola oil-based nanofluids was always better than that of pure canola oil. For soybean oil, there was no much difference between suspension with nano-Cu, nano-SiC, and pure oil (oil with no nanoparticles). However, soybean oil suspended with nano-Diamond had better property on reducing cutting force than other soybean oil-based nanofluids. Natural77 oil suspended with nano-SiC and pure natural77 oil almost had the same performance, which was similar to variation tendency of soybean oil.
For nano-SiC and nano-Diamond with similar hardness, the better cutting performance of nano-Diamond could be attributed to their larger size. According to the boundary lubrication theory and cobblestone model, the nanoparticles between the contact interfaces play a rolling role as cobblestones. Larger size of nanoparticles made the contact surface flatter relatively, and lower cutting force generated. In this respect, larger size of nanoparticles was more effective to reduce the cutting force.
Canola oil has medium viscosity and provides the lowest cutting force. Natural77 oil with highest viscosity got the second lowest force, followed by soybean oil. It revealed that vegetable oil-based fluid with a relatively high viscosity is preferred. Compared with other vegetable oils, canola oil is more suitable as base fluid for nanofluids due to its better performance with regard to reducing the cutting force.
From the graph as shown in Fig. 5, nanofluid MQL exhibited good results in reducing cutting forces as compared to dry condition (no oil, no nanoparticles). Compared with dry machining, nanofluid MQL has found with maximum reduction of cutting forces by 10.71%. Canola oil-based diamond nanofluid performed the best lubricating properties and the minimum force values have found. Meanwhile, other vegetable oil-based nanofluids were significantly effective on the reduction of cutting force as well.

The different performances (F) of dry and nanofluid MQL conditions
3.2 Analysis of Surface Roughness
The different performances of vegetable oil-based nanofluids in relation with surface roughness (Sa) are shown in Fig. 6. As shown in Fig. 6, vegetable oil-based nanofluids obtained better finished surfaces compared to pure MQL (oil with no nanoparticles). It has been found that nano-Diamond could not exhibit good performance when soybean oil and canola oil were used as base fluids. However, the best performance was gained by natural77 oil-based diamond nanofluid. For nano-Cu, there was no big difference when base fluid changed. However, Soybean oil-based Cu nanofluid got lower surface roughness values than other Soybean oil-based nanofluids.

Performances of vegetable oil-based nanofluids in relation with surface roughness
Just like cutting force, it is shown in Fig. 6 that the surface roughness of canola oil and natural77 oil was always better than that of soybean oil whether suspended with nanoparticles or not. The performance of canola oil and natural77 oil is quite similar when nano-Cu or nano-SiC particles were applied. An attractive phenomenon is that some difference occurred when nano-Diamond was applied. For soybean oil-based nanofluids, the softer nanoparticles applied, the better machined surface got. For canola oil-based nanofluids, nanoparticles with medium hardness performed better results. For natural77 oil-based nanofluids, the hardest nano-Diamond gave the lowest surface roughness values.
Besides the hardness effect, the size effect also should be considered. Larger size of diamond with high hardness had more scratching effect on the workpiece surface when combined with base fluids with lower viscosity. For soybean oil and canola oil-based nanofluids, nanoparticles with smaller size (SiC) were preferred to get better surface quality. When the viscosity of base fluid is high enough such as natural77 oil, the size effect was much weakened. Cooperating with base fluid with high viscosity, the larger size nanoparticles could be surrounded by oil molecule, which weaken the disadvantageous size effects of nanoparticles.
From Fig. 7, natural77 oil-based diamond nanofluids have shown the maximum reduction in Sa and the same was reduced by 14.92% compared to dry condition. Besides, other vegetable oil-based nanofluids got good results to reduce surface roughness as well.

Dry and nanofluid MQL conditions for surface roughness performance
To sum up, the analysis of cutting force and surface roughness demonstrates that nanofluids prepared by vegetable oil with high viscosity and nanoparticles with high hardness obtain good machining results (natural77 oil-based diamond nanofluids). In some circumstances, the combination of base fluids with low viscosity and nanoparticles with low hardness is also satisfactory (soybean oil-based Cu nanofluids).
3.3 Mechanism Analysis and Confirmation Tests
In machining process, the thickness of the boundary film has same magnitude with the size of nanoparticles. The thickness of oil film has variations and the film has possibility to crack under some high-load conditions [15]. The scratching and ploughing effect of nanoparticles with high hardness may harm the machined surface. Vegetable oil with high viscosity can form strong oil film and dissociate the nanoparticles from the surface. Thus, the cutting force is reduced and no more wear is produced. For vegetable oil with low viscosity, though the oil film may fracture, the soft nanoparticles contained in the oil droplets could deposit on the tool–workpiece contact interface. The deformation and mending effect of nanoparticles were effective to enhance the surface quality.
This compatibility mechanism of nanoparticles with base fluids is demonstrated in Figs. 8 and 9. The nanoparticles have various shapes and most of them are spherical or near-spherical. On the first stage (Fig. 8a), the oil film is strong enough, and the thickness of oil film is larger than the size of nanoparticles. These nanoparticles suspend in the oil film and serve as “rolling ball,” which can reduce the friction. On the second stage, the thickness of oil film is less than the size of nanoparticles. For soft nanoparticles (Fig. 8b), it is easy to deform or crack into little debris. These nanoparticles could transform the external friction into internal friction. As the latter friction is smaller than the former, the friction decreases. These small debris of nanoparticles can deposit on the machined surface, which is helpful to enhance its quality. For hard nanoparticles (Fig. 8c), the nanoparticles are inserted on the surface. The scratching and ploughing effect happen with the relative motion of the two surfaces. Thus, more wear occurred in such cases.

Compatibility mechanism of nanoparticles with base fluids

Supplementary illustration of the compatibility mechanism
Furthermore, it is reasonable to assume that the contact interfaces as asperity contact, where exists peaks and valleys. The contact condition is shown in Fig. 9. Profiles under various conditions are described with red-color curve. The boundary oil film is uncertain in actual conditions with high machining load. Plastic deformation takes place for soft nanoparticles, and thus, the friction between the moving parts can be reduced. Meantime, some nanoparticles can deposit in the troughs. These friction-reduction and mending effects are reflected as lower force and surface roughness from macroscopic view (Fig. 9b). While it is difficult to deform for nanoparticles with high hardness. These particles could be embedded or wedged into the troughs. Micro-crack would appear along with the dynamic load and several debris break away from the basis eventually and cause wear on the surface. Obviously, hard particles also have a polishing effect on the surface, which play a role in the smoothness of the surface. When two-body or three-body wear is greater than the polishing effect, more wear occurred and worse surface quality is obtained (Fig. 9c).
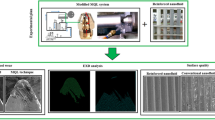
To reveal this mechanism on compatibility of hardness of nanoparticles with viscosity of base fluids in depth, a new form of tribology tests were carried out. The detailed representation of tribology tests are shown in Fig. 10. Most of the tests settings were as same as the machining tests except for the tool. The tool for tribology tests was designed specially as shown in Fig. 10a. The material of the friction pair is uncoated cemented carbide (YG8). The rotatory speed of the spindle was set as 200 rpm, after several beforehand tests. The initial load between tool and workpiece remained as constant by keeping the deformation between them as constant. Spindle of the machine tool was programmed to move to the specified position along with the -Z direction before each test.

Detailed representation of tribology tests
In most of the traditional tribology tests, only the effect of the lubricant was focused and explored for lacking of the MQL devices [11, 31]. The effect of the compressed air was always being ignored in such cases. By contrast, one major difference of the new tribology tests is the lubrication/cooling method and the MQL device is implemented. So far, all of the effect of MQL technology is well considered. Therefore, the contact and lubrication condition of friction pairs in tribology tests is much closer to the actual machining tests, which can reveal the mechanism of the lubricant more clearly.
It is found in Fig. 11 that most of the force (Fz) has a peak and then becomes gentle and steady, except the soybean oil-based nanofluids. For soybean oil with low viscosity, the lubricant oil film is not formed on the contact interface or the strength of the oil film is not strong enough to have the lubricating effect. However, the steady friction value of soybean oil-based diamond nanofluid and soybean oil-based Cu nanofluid are not so high due to the addition of the diamond and copper nanoparticles. For soybean oil-based SiC nanofluid, the steady friction is even higher than that of pure soybean oil (Fig. 12). It might be the incompatibility with soybean oil and this mechanism desire further exploration. For canola oil and natural77 oil-based nanofluids with higher viscosity of the base fluids, the lubricating conditions are better than that of soybean oil-based nanofluid. It is shown in Fig. 12 that the performance of nanofluids containing Cu and Diamond nanoparticles is always better than that of pure vegetable oil and nanofluids containing SiC nanoparticles. It should be pointed out that this phenomenon is similar with cutting force in the machining tests. That is a further evident for the poor compatibility of SiC nanoparticles with vegetable oil with regard to the force.

The force results of the tribology tests

The steady force results of the tribology tests
As for the surface quality, another evaluation parameter Sz is obtained. Sz is the sum values of the maximum peak and valley depth of the observed surface, which is considered to be helpful to reveal the mechanism of nanofluids. The surface roughness (Sz) of the tribology tests is shown in Fig. 13. It is found that wear occurred and the value of Sz raised up during all of the tribology tests. Compared to pure vegetable oil, the addition of nanoparticles is helpful to decrease the surface roughness. However, the combination of different base fluids and nanoparticles performs various results. For diamond nanofluids, the value of Sz is almost unchanged and maintains a low level. Considering the friction-reducing effect mentioned above, there is polishing effect during the contacting of the two surface. Overall, the effect of wear is slightly greater. For canola oil with a medium viscosity, the value of Sz is lower compared to soybean oil with low viscosity and natural77 oil with high viscosity. This can be attributed to the deposition effect of Cu and SiC nanoparticles.

The surface roughness (Sz) results of the tribology tests
In this section, the mechanism on compatibility of nanoparticles with vegetable oils is proved and that will be helpful for the selection of base fluid and nanoparticles in industrial level. Furthermore, some quantitative model is still required for the critical condition of the best cutting performance and that will be meaningful and challenging for further work.
4 Conclusion
In this research, the end milling machining tests and tribology tests were carried out on 7050 aluminum alloy with nanofluids MQL. The following conclusions have been drawn:
-
The results of dry and nanofluid MQL have been compared, and it was found that the performance of nanofluid MQL (copper, silicon carbide, diamond particles) is significantly better in the form of lower cutting forces and surface roughness values.
-
Compared with dry machining, nanofluid MQL machining showed maximum reduction on cutting force and surface roughness by 10.71% and 14.92%, respectively. Also, Canola oil-based diamond nanofluids perform the lowest cutting force and natural77 oil-based diamond nanofluids perform the lowest surface roughness.
-
Based on the current conditions, copper and diamond nanofluids always exhibit better machining performance for smaller cutting force and surface roughness values. Moreover, diamond nanofluids, prepared by vegetable oil with a relatively high viscosity, are preferred.
-
Both the machining tests and tribology tests illustrate that silicon carbide (SiC) nanofluids are effective to get better surface quality, but possess poor ability for reducing the cutting force.
-
Nanoparticles with larger size could get lower cutting force but worse surface quality. To weaken the disadvantageous size effects of nanoparticles in nanofluid MQL machining, base fluid with high viscosity should be selected to cooperate with larger size of nanoparticles.
-
From this research, it can be concluded that for one base fluid with a specific viscosity, there could be one corresponding nanoparticle with a specific hardness. The two factors match with each other and cooperate to prepare nanofluids for the optimal machining performance. The compatibility of hardness of nanoparticles with viscosity of base fluids deserves more attention for further study.
References
Lawal, S.A., Imtiaz, A.C., Yusoff, N.: A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J. Clean. Prod. 41, 210–221 (2013)
Chetan, S.G., Venkateswara, P.: R.: Application of sustainable techniques in metal cutting for enhanced machinability: a review. J. Clean. Prod. 100, 17–34 (2015)
Yuan, S.M., Yan, L.T., Liu, W.D.: Effects of cooling air temperature on cryogenic machining of Ti–6Al–4V alloy. J. Mater. Process. Technol. 211(3), 356–362 (2011)
Benjamin, D.M., Sabarish, V.N., Hariharan, M.V.: On the benefits of sub-zero air supplemented minimum quantity lubrication systems: An experimental and mechanistic investigation on end milling of Ti-6-Al-4-V alloy. Tribol. Int. 119, 464–473 (2018)
Sartori, S., Ghiotti, A., Bruschi, S.: Hybrid lubricating/cooling strategies to reduce the tool wear in finishing turning of difficult-to-cut alloys. Wear. 376, 107–114 (2017)
Huang, S., Lv, T., Wang, M.: Enhanced machining performance and lubrication mechanism of electrostatic minimum quantity lubrication-EMQL milling process. Int. J. Adv. Manuf. Technol. 94(1–4), 655–666 (2018)
Revuru, R.S., Zhang, J.Z., Posinasetti, N.R.: Optimization of titanium alloys turning operation in varied cutting fluid conditions with multiple machining performance characteristics. Int. J. Adv. Manuf. Technol. 95(1–4), 1451–1463 (2018)
Yuan, S.M., Hou, X.B., Zhu, G.Y.: A novel approach of applying copper nanoparticles in minimum quantity lubrication for milling of Ti-6Al-4V. Adv. Prod. Eng. Manag. 12(2), 139 (2017)
Singh, R.K., Dixit, A.R., Mandal, A.: Emerging application of nanoparticle-enriched cutting fluid in metal removal processes: a review. J. Braz. Soc. Mech. Sci. Eng. 39(11), 4677–4717 (2017)
Shokoohi, Y., Shekarian, E.: Application of nanofluids in machining processes-a review. J. Nanosci. Technol. 2, 59–63 (2015)
Park, K.H., Ewald, B., Kwon, P.Y.: Effect of nano-enhanced lubricant in minimum quantity lubrication balling milling. J. Tribol. 133(3), 031803 (2011)
Zhang, Y., Li, C., Yang, M.: Experimental evaluation of cooling performance by friction coefficient and specific friction energy in nanofluid minimum quantity lubrication grinding with different types of vegetable oil. J. Clean. Prod. 139, 685–705 (2016)
Su, Y., Gong, L., Li, B.: Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int. J. Adv. Manuf. Technol. 83(9–12), 2083–2089 (2016)
Godlevski, V.A., Volkov, A.V., Latyshev, V.N.: A description of the lubricating action of the tribo-active components of cutting fluids. Lubr. Sci. 11(1), 51–62 (1998)
Itoigawa, F., Childs, T.H.C., Nakamura, T.: Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear 260(3), 339–344 (2006)
Ejim, C.E., Rahman, M.A., Amirfazli, A.: Effects of liquid viscosity and surface tension on atomization in two-phase, gas/liquid fluid coker nozzles. Fuel 89(8), 1872–1882 (2010)
Ni, J., Feng, G., Meng, Z.: Reinforced lubrication of vegetable oils with graphene additive in tapping ADC12 aluminum alloy. Int. J. Adv. Manuf. Technol. 94(1–4), 1031–1040 (2018)
Srikant, R.R., Ramana, V.: Performance evaluation of vegetable emulsifier based green cutting fluid in turning of American Iron and Steel Institute (AISI) 1040 steel–an initiative towards sustainable manufacturing. J. Clean. Prod. 108, 104–109 (2015)
Raza, S.W., Salman, P., Ibrahim, D.: Tool wear patterns when turning of titanium alloy using sustainable lubrication strategies. Int. J. Precis. Eng. Manuf. 15(9), 1979–1985 (2014)
Padmini, R., Vamsi Krishna, P., Krishna Mohana Rao, G.: Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol. Int. 94, 490–501 (2016)
Xuan, Y., Qiang, L.: Heat transfer enhancement of nanofluids. Int. J. Heat Fluid Flow 21(1), 58–64 (2000)
Zhang, M., Wang, X., Liu, W.: Performance and anti-wear mechanism of Cu nanoparticles as lubricating oil additives. Ind. Lubr. Tribol. 61(6), 311–318 (2009)
Wu, Y.Y., Tsui, W.C., Liu, T.C.: Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear. 262(7–8), 819–825 (2007)
Lee, K., Hwang, Y., Cheong, S.: Understanding the role of nanoparticles in nano-oil lubrication. Tribol. Lett. 35(2), 127–131 (2009)
Choi, C., Jung, M., Choi, Y.: Tribological properties of lubricating oil-based nanofluids with metal/carbon nanoparticles. J. Nanosci. Nanotechnol. 11(1), 368 (2011)
Guo, S., Li, C., Zhang, Y.: Analysis of volume ratio of castor/soybean oil mixture on minimum quantity lubrication grinding performance and microstructure evaluation by fractal dimension. Ind. Crops Prod. 111, 494–505 (2018)
Luan, G., Qian, Z.: Friction and wear characteristics of water-based ZnO and Al2O3 nanofluids. Tribol. Trans. 55(3), 345–350 (2012)
Shin, J., Kim, T., Kim, D.E.: Castability and mechanical properties of new 7xxx aluminum alloys for automotive chassis/body applications. J. Alloys Compd. 698, 577–590 (2017)
Sang, D., Fu, R., Li, Y.: Combined deformation behavior and microstructure evolution of 7050 aluminum alloy during hot shear-compression deformation. Mater. Charact. 122, 154–161 (2016)
Chen, L., Xie, H., Li, Y.: Nanofluids containing carbon nanotubes treated by mechanochemical reaction. Thermochim. Acta 477(1), 21–24 (2008)
Sharma, A.K., Tiwari, A.K., Dixit, A.R.: Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribol. Int. 119, 99–111 (2018)
Acknowledgements
This project is supported by National Natural Science Foundation of China (Grant No. 51475030). The authors are indebted to this financial support to accomplish this research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yuan, S., Hou, X., Wang, L. et al. Experimental Investigation on the Compatibility of Nanoparticles with Vegetable Oils for Nanofluid Minimum Quantity Lubrication Machining. Tribol Lett 66, 106 (2018). https://doi.org/10.1007/s11249-018-1059-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-018-1059-1