
Abstract
Elastohydrodynamically lubricated (EHL) contacts rarely exist as single contacts. Multiple contacts or single contacts subjected to the repeated over-rolling represent more often the case in practical applications. A typical example is the rolling element bearing. A lubricant rupture mechanism at each contact outlet determines the lubricant availability to the succeeding contact. This work presents a quantitative description of the lubricant film thickness rupture in EHL contact outlet with the use of the fluorescent microscopy. A rupture ratio of the film thickness between two diverging surfaces exiting the contact was measured for both pure rolling and rolling–sliding conditions. The influence of variation of several parameters such as lubricant properties, rolling speed or rolling element ellipticity to the lubricant rupture ratio was investigated. Understanding of the physical phenomena of the lubricant rupture extends further possibilities in both experimental and theoretical researches of the starved EHL.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Lubricant film thickness generated within EHL non-conformal contacts is one of the most important parameters determining the performance and life of machine parts. Film thickness in the central zone depends on the sum of thickness of the layers supplied to the contact. In case of pure rolling conditions, it is assumed that in the outlet of an EHL contact, the adhering lubricant is equally distributed on rubbing surfaces [1].
However, most of lubricated contacts repeatedly travel over the same spot in the oil film, and the outlet region leaves thin residual shoulders of lubricants downstream of the contact. There is a concern that the lubricant supplied into the inlet region might not provide an adequate supply of the EHL contact as under fully flooded conditions.
Without some degree of external replenishment into the track, the inlet region can become starved which increases the possibility of damage to rubbing surfaces. Lubricant oil entering the inlet region may flow around the contact; therefore, the entire amount of lubricant adhered to contact surfaces cannot enter the contact area. Due to the relative motion of contact surfaces, a substantial part of lubricant is pushed out of contact track causing back and side outflow [2]. This behaviour can be clearly seen in rolling bearings.
The occurrence of starvation can result in film breakdown accompanied by interactions of rubbing surfaces. The ability to predict the occurrence of starvation to achieve an optimum bearing performance and component life is obviously desirable. Currently, the film thickness and pressure distribution in EHL contacts can be predicted using theoretical models of starvation occurrence [3]. However, these models use the inlet oil layer thickness as the input parameter; this is generally not known during experiments.
The aim of this work is to experimentally determine how the lubricant is distributed onto the rubbing surfaces and to verify the theoretical model in order to provide a fast and easy prediction of lubricant behaviour. Ratio between lubricant film thicknesses adhering to each of the contact surfaces after passing through EHL contact is called a lubricant rupture ratio.
Surface fluid inlet and outlet layer thickness on a solid surface are found in a large number of practical applications where a thin film of fluid is split onto surfaces. Examples of these applications can be found in lubrication, roll coating, screen printing, paint films and in biological systems and are in greater detail described in the literature [4]. Many theoreticians have been interested in the boundary conditions that should be used within the context of lubrication theory to define the inlet oil layer thickness. Most of the earliest studies were concerned with the understanding cavitation in journal bearings [5]. A correct approach to the formation of thin liquid film was first performed by Ruschak [6] who used matched asymptotic expansions in the context of roll coating. This approach is a time-consuming and must be adapted according to the exact geometry. However, this method may be adapted for any film-forming flow. This work was followed by Taroni [7] and extended for a finite contact angle.
The formation of inlet layer film is a problem of great interest among researchers as the flow in the vicinity of the meniscus determines the fluid flux downstream which is crucial in many applications. Coyne and Elrod [8, 9] studied the film separation between two parallel surfaces, with one moving surface, theoretically. This study showed that these conditions are not strictly applicable to lightly loaded journal bearings. Approximate boundary conditions such as those by Reynolds [10], Coyne and Elrod [8, 9] and Hewson [11, 12] are thus likely to remain popular as they often give sufficiently accurate results.
In theoretical and experimental studies, it has been shown that the film thickness inside the contact is very sensitive to the shape and thickness of inlet oil layer [13, 14]. In such a contact, the shape and thickness of the inlet layer of oil, supplied to the contact on the running track, are of crucial importance to the film formation and contact performance [15]. Most recently, theoretical works were extended taking into account the sliding effect. In this work, a prediction of the remaining liquid quantity on each moving surface is solved for general cases. It determines how much lubricant will remain available for the following contact [16].
2 Material and Methods
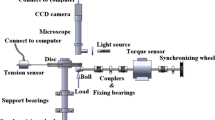
For the purpose of present study, a ball-on-disc tribometer in combination with optical evaluation system was employed. To be able to observe the lubricant track separately on both components, the ball was placed on the top of the disc, as shown in Fig. 1. The optical imaging system included mercury lamp, epifluorescent microscope, sCMOS digital camera and PC.

Illustration of the method
As the evaluation method, fluorescence induced by mercury lamp was used. This technique was originally introduced by Smart and Ford [17], who observed the thickness of lubricant film on rotating cylinder. Later, it was pointed out that the use of mercury-lamp-induced fluorescence allows detecting lubricant films down to 30 nm [18]. The principle of the method is based on the intensity of fluorescent emission. A fluorescence phenomenon can be described as a sequence of three following phases [19]:
-
1.
Excitation: a photon is supplied by an external light source such as lamp or laser and is absorbed by the fluorophore, creating an excited electronic single state.
-
2.
Excited-state lifetime: it lasts usually 1–10 ns; during this time, the molecule undergoes relaxation (dissipation of energy occurs) and is left in a state from which the fluorescence can be emitted.
-
3.
Fluorescence emission: a photon is emitted returning the fluorophore to its ground state. Because of the energy dissipation during excited-state lifetime, this photon has a lower energy and therefore the longer wavelength than the excitation photon. The difference in wavelengths, also known as Stokes shift, is absolutely fundamental since it allows a separation of emission and excitation.

Illustration of the measured spots on the apparatus
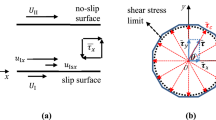
The evaluation of lubricant rupture in the contact outlet was based on qualitative comparison of the intensities of pixels in contact tracks on both rubbing surfaces as illustrated in Fig. 2. It was proved by Azushima [20] that in case of thin films there is a linear dependence between the intensity of emission and thickness of the lubricant layer, so that the intensity can be considered as the non-calibrated film thickness. Measured thickness is labelled as \(\delta _1\) and \(\delta _2\) in the results. Thickness was not calibrated to the specific one because only a ratio between two values is considered in this study.

Fluorescent images for \(\hbox {SRR}=0\)
Examples of the fluorescence technique output are presented in Fig. 3. Darker areas can be interpreted as areas with thinner lubricant film. Output image is 16-bit bitmap which provides 65536 intensity levels. Therefore, even areas, which seem to be almost black, provide still measurable intensity. To avoid the influence of optical properties of contact elements, both components were made from the same bearing-grade steel and polished. The diameter of steel ball and disc was 25.4 and 150 mm, respectively. To investigate the effect of ellipticity, a steel ball was substituted by a steel spherical roller with the diameter of 25.4 mm in rolling direction and 66 mm in perpendicular direction in experiments labelled as influence of geometry with ellipticity \(k=1.8\). Prior to measurements, the initial surface topography of components was analysed in a greater detail using the phase shifting interferometry profilometer. Evaluated surface roughness for the ball (1), the roller (2) and the disc (3) was as follows: \(\hbox {Ra}_{1} = 10\hbox { nm},\hbox { Ra}_{2} = 10\hbox { nm},\hbox { Ra}_{3} = 20\hbox { nm}\). As test lubricants, several mineral oils were used since they emit fluorescence naturally when illuminated in UV. Mineral oils also exhibit a very good durability of fluorescence emission. Even if the illumination lasts several minutes, there is an absolutely negligible loss of fluorescence. Four different lubricants R834/80, R533/73, R560/88 and SN650 were used with the dynamic viscosities 0.19, 0.64, 1.4 and 0.45 Pa s, respectively. At the beginning of each test, a sufficient amount of lubricant was added into a contact track to achieve fully flooded conditions. Each point in the test was measured twice in the sequence of ball-disc-ball-disc, and deviation was quantified around 2.5 % for all measurements. This proves stability of the fluorescence and other conditions. Therefore, each data point in this article is the averaged value of two measurements. Plotting both values for each condition would make the plot difficult to read due to higher number of lines and points. In Fig. 4 are both lines plotted as example for mean speed of 220 mm/s from Fig. 7 where both are plotted as average.

Two measurements of the same conditions example
The contact was loaded by an external force equal to 30 N which corresponds to maximum Hertzian pressure of 0.8 GPa. It should be noted that both components could be driven independently by their own servomotors; therefore, different kinematic conditions could be applied. Measurements were conducted for the range of slide-to-roll ratio from −1.5 to 1.5. A pure sliding experiment is not necessary because one of the components is stationary in this case, so it can be assumed that whole lubricant layer remains on the moving surface.
Reproducibility of the method was tested by evaluation of 20 images captured with one second delay, which corresponds roughly to 0.5 revolutions of the disc and 2.8 revolutions of the ball. Lubrication conditions were fully flooded and speeds of both surfaces were kept constant. Therefore, the film thickness should be almost the same for all images. The film profile from each image was evaluated, and central values were averaged into one value. These values are plotted together with the mean value in Fig. 5. Maximal deviations from mean values were from −2.6 to 2.9 %.

Reproducibility evaluation
3 Results and Discussion
This chapter is divided to the two main sub-chapters. First presents the study of lubricant rupture at contact outlet for pure rolling conditions. Second chapter presents study of the influence of the various parameters to the rupture ratio as function of the different slide-to-roll ratios (SRRs). SRR is calculated by Eq. 1
3.1 Pure Rolling
The lubricant rupture ratio under pure rolling conditions should be almost equal according to the literature [16]. This case was therefore measured as first. Obtained results can be seen in Fig. 6. These profiles were evaluated from the example images in Fig. 3. Concerning only the central part of the profile (track bed), almost the same profiles for the disc and the ball can be seen; this confirms the above-mentioned predictions. Profiles slightly differ in the outer regions, which can be explained by either differences in the geometry or a different direction of the inertial forces. However, it was not the subject of this study, so it was not investigated any further and only the central part passing through the contact was considered.

Outlet film thickness profile for pure rolling conditions
3.2 Rolling–Sliding
This chapter presents the influence of various operating conditions under different slide-to-roll ratios to the lubricant rupture ratios. The assumed behaviour according to the literature is that a slower surface should contain a thinner lubricant film than a faster surface. Cases of pure sliding (\(\hbox {SRR}=2\)) and slide-to-roll ratios close to this state were not investigated. There is no film lubricant when the surface is stopped because the lubricant cannot be carried from the contact to the place where is measured. Cases of high SRR were also excluded because the lubricant film is subjected to changes due to gravity and capillary and inertial forces for a long time before the measurements. This can cause a change in the lubricant profile due to a reflow of lubricant pushed out of the track, which would influence the results. The time between exiting of the contact and measuring was kept less than two seconds for all presented cases, so there is no change due to the mentioned aspects. For times shorter than 2 s, no significant reflow of lubricant was observed.
3.2.1 Influence of the Mean Speed
Three cases of mean speeds were measured (\(u_\mathrm{m}=60, 220\) and 450 mm/s). Speed for each surface was calculated from the mean speed \(u_\mathrm{m}\). The same lubricant was used for all cases (R834/80). A central film thickness prediction for given conditions according to Hamrock and Dowson’s formula is \(h_\mathrm{c}=121, 289\) and 467 nm, respectively. Therefore, it is the EHL contact having a lubricant film which can be sufficiently measured by the fluorescence imaging technique.
A change in the rupture ratio is presented in Fig. 7. There can be seen a slight dependency on SRR which seems to be independent of the mean speed because the observed tendency is almost the same for all three cases. However, the same behaviour as in the literature [16] can be observed. This means that the slower surface contains a thinner lubricant film than the faster surface. The expected result for the \(\hbox {SRR}=0\) is \(\varDelta =0.5\). However, this is not observed for the slower mean speed. Moreover, the \(\varDelta\) values for the highest mean speed are above 0.5 for negative SRR, while they are expected to be smaller than 0.5. These deviations in trends can be explained by other processes which do not have such influence under different conditions, e.g. cavitation for the low mean speed and difference in inertial forces directions for the high mean speed.

Outlet film thickness rupture ratio \(\varDelta\) as function of SRR for three different mean speeds
Cavitation causes a scattered distribution of outlet film thickness in the lubricant track by creating spikes as shown in Fig. 8. This figure illustrates a 3D representation of the track in the lubricant layer behind the contact outlet which is plotted from Fig. 9. The image was captured immediately after stopping the test rig drives. This is the only way how to see the cavitation, but there is a delay between stopping and capturing; therefore, there can be expected lubricant reflow influence. Other images used for all measurements were captured during the movement, so there is no reflow, but there is motion blur as shown in Fig. 3. Exposure time for most of the results was 0.1 s. This means even for the lowest mean speed of 60 mm/s blur in the length of 6 mm, which is roughly 20 times more than contact pressure zone which was captured.

3D dimensionless representation of track in the lubricant profile behind contact outlet
Scattering increases with increasing lubricant viscosity. Cavitated areas make the evaluation problematic due to the motion blur of the images because the cavitated lubricant layer is still considered as two-dimensional constant which is not entirely correct. Moreover, the cavitated profile is subjected to the time-dependent changes caused by inertial forces and surface tension, which can also influence the evaluated results.

Captured image of track in the lubricant profile behind the contact outlet
3.2.2 Influence of the Contact Geometry
Four cases were studied. The same steel disc was used in both cases but with a different counterpart. The first case is measured with the steel ball (\(k=1\)) and the other cases are measured with spherical rollers (\(k=1.5; 2.5 ;4\)). A spherical roller under the same conditions (mean speed, lubricant, load) provides a different contact pressure, contact shape and film thickness. However, one of the most important differences is a significantly wider contact. It could be assumed that wider contact will change the lubricant flow patterns, and thus, it could change the behaviour at the contact outlet. Lubricant was the same (R560/88) for all four cases. Mean speed was constant for all cases: \(u_\mathrm{m}=220\,\hbox {mm}/\hbox {s}\)

Outlet film thickness rupture ratio \(\varDelta\) as function of SRR for four different ellipticities
.
Results of the rupture ratios for different geometries can be seen in Fig. 10. However, a different geometry caused only a small difference. Even for the cases of \(\hbox {SRR}=1.5;-1.5\) the difference between results for different rolling elements is under 6 %. Given the fact that measurement reproducibility is roughly of the same value, it can be assumed that there is no obvious influence of the geometry–ellipticity.

Outlet film thickness rupture ratio \(\varDelta\) as function of SRR for four different lubricants
3.2.3 Influence of Lubricant Properties
The influence of four different lubricants was studied. Two main parameters influencing the behaviour of lubricant flow are viscosity and surface tension. Both of these parameters were measured for each lubricant, and the values can be seen in Table 1. Rupture ratios measured with these lubricants for different SRRs are plotted in Fig. 11. Mean speed of \(u_\mathrm{m}=220\,\hbox {mm}/\hbox {s}\) was used in all cases.
Most significant differences can be seen in this chapter compared with the previous chapters. A minimum change of rupture ratio for extreme values of SRR (1; −1) can be seen for SN650 oil where \(\varDelta\) varies from 0.47 to 0.51. However, this oil does not have a maximum or minimum value of surface tension, viscosity or the capillary number. Maximal difference of \(\varDelta\) can be seen for R560/88 oil where values vary from 0.43 to 0.55. This oil is extremely viscous compared with the other oils used during the experiment. Dynamic viscosity of this oil is 1.4 Pa s. This could suggest that viscosity is the driving parameter. However, this was not confirmed during experiments with remaining oils because no obvious dependency was found.
3.2.4 Influence of the Capillary Number and a Comparison with Theory
It is mentioned in theory that the influence of viscosity, surface tension and rolling speed studied separately in the previous chapters can be governed by a single parameter called capillary number (Ca). This parameter can be calculated with the use of Eq. 2, and it has been shown that Ca can have effect to a lubricant flow and shape of the outlet meniscus. Therefore, in this chapter, six cases from previous chapters are plotted together in one figure and they are labelled with calculated Ca, so this can be taken as a different approach to the previous results and summary.
Capillary numbers for all the cases are listed in Table 1. Results for these cases are plotted in Fig. 12. In this plot as well as in the previous cases, the same tendency can be seen. The layer of lubricant is thicker on the faster moving surface and thinner on the slower surface. The ratio between these two thicknesses is marked as \(\varDelta\) in the plot.
Experimental results are scattered from 0.43 to 0.5 for \(\hbox {SRR}=-1\) and from 0.51 to 0.55 for \(\hbox {SRR}=1\). There can be seen the highest difference of 0.12 for capillary number 10.8 when the difference between \(\varDelta\) values for SRR 1 and −1 is compared. However, even higher \(Ca=13.6\) showed the difference of only 0.03. Low Ca numbers 1.8, 3.2 and 3.4 showed differences 0.04, 0.04 and 0.0, respectively; there is no observable trend. These data confirm the conclusion from literature [16] that the capillary number cannot be a driving parameter of this behaviour.
A relationship between SRR and \(\varDelta\) presented by Bruyere [16] and mentioned in the introduction can be seen as a solid line in Fig. 12. The vertical axis of this plot is extended to 0–1 range with regard to the previous results to provide a better visual comparison between theory and experiments. In case of \(\hbox {SRR}=0\) is theory matching with experiments very well as well as in the previous cases, which could be expected.

Outlet film thickness rupture ratio \(\varDelta\) as function of SRR for six different capillary numbers
However, it is clear that the experimentally observed dependency is smaller in comparison with the theory for \(\hbox {SRR}<>0\). The averaged experimental result for \(\hbox {SRR}={-}1\) is 0.48, while the result calculated from theory is only 0.37. The experimental value of \(\varDelta\) for \(\hbox {SRR}=1\) is 0.53, while the theoretical result is 0.63. Based on these numbers, it can be concluded that trend is smaller than the one described theoretically. There could be another influence connected to sliding which was not considered in this work, such as thermal processes, shear thinning or a change in the flow profile, which causes restriction of the SRR influence described theoretically. Governing of these aspects should be the next step in this research area. Another explanation could include geometry limitation. All experiments were conducted on a ball-on-disc experimental rig. Therefore, geometry of surfaces is not symmetric, which could have some influence. Suggestions for future study are to conduct experiments on the modified experimental rig equipped with a pair of identical rolling elements (rollers, spherical rollers or balls).
4 Conclusions
This paper presents the study of the lubricant rupture ratio in the EHL contact outlet with the use of fluorescence imaging technique. The ratio is 0.5 (see \(\hbox {SRR}=0\) in Fig. 12) for pure rolling conditions, which means that a half of lubricant thickness measured in the contact remains on each contact surface. Lubricant thickness tends to increase on the faster moving surface when sliding (\(\hbox {SRR}<>0\)) is introduced and to decrease on the slower surface. A scale of this influence does not seem to be dependent on the mean speed, lubricant properties or the contact geometry. All of these aspects were studied without any apparent dependency. The experiments showed that values of \(\varDelta\) vary from 0.43 to 0.55 for \(\hbox {SRR}=-1\) and \(\hbox {SRR}=1\), respectively. The influence of SRR is almost negligible for the lower values of SRR, and the experimental results have confirmed the predicted behaviour for \(\hbox {SRR}<>0\), but the trend is much smaller.
Abbreviations
- Ca :
-
Capillary number; \(\frac{\eta _{0}U}{\sigma }\)
- \(h_\mathrm{c}\) :
-
Central film thickness
- \(u_{1,2}\) :
-
Entrainment speeds of surfaces
- subscripts 1;2:
-
Relation to the disc;ball
- \(u_\mathrm{m}\) :
-
Mean speed; \((u_1+u_2)/2\)
- SRR:
-
Slide-to-roll ratio; \(\frac{2(u_1-u_2)}{(u_1+u_2)}\)
- k :
-
Ellipticity of the element
- \(\sigma\) :
-
Surface tension
- \(\eta\) :
-
Viscosity at atmospheric pressure
- \(\delta _1\) :
-
Dimensionless film thickness on the disc
- \(\delta _2\) :
-
Dimensionless film thickness on the ball
- \(\varDelta\) :
-
Rupture ratio parameter; \(\frac{\delta _1}{\delta _1+\delta _2}\)
References
Svoboda, P., Kostal, D., Krupka, I., Hartl, M.: Experimental study of starved EHL contacts based on thickness of oil layer in the contact inlet. Tribol. Int. 67, 140–145 (2013)
Lugt, P.M., Morales-Espejel, G.E.: A review of elasto-hydrodynamic lubrication theory. Tribol. Trans. 54(3), 470–496 (2011)
van Zoelen, M.T., Venner, C.H., Lugt, P.M.: The prediction of contact pressure-induced film thickness decay in starved lubricated rolling bearings. Tribol. Trans. 53(6), 831–841 (2010)
Weinstein, S.J., Ruschak, K.J.: Coating rows. Ann. Rev. Fluid Mech. 36, 29–53 (2004)
Savage, M.D.: Cavitation in lubrication—1. On boundary conditions and cavity-fluid interfaces. J. Fluid Mech. 80(pt 4), 743–755 (1977)
Ruschak, K.J.: Boundary conditions at a liquid/air interface in lubrication flow. J. Fluid Mech. 119, 107–120 (1982)
Taroni, M., Breward, C.J.W., Howell, P.D., Oliver, J.M.: Boundary conditions for free surface inlet and outlet problems. J. Fluid Mech. 708, 100–110 (2012)
Coyne, J.C., Elrod JR, H.: Conditions for the rupture of a lubricating film - 1. ASME- Paper 69-Lub-3 (1969)
Coyne, J.C., Elrod Jr, H.: Conditions for the rupture of a lubricating film—2. J. Lubric. Technol. Trans. ASME 93 Ser F(1), 156–167 (1971)
Reynolds, O.: On the theory of lubrication and its application to Mr. Beauchamp Tower’s experiments, including an experimental determination of the viscosity of olive oil. Proc. R. Soc. Lond. 40, 191–203 (1886)
Hewson, R.W.: Free surface model derived from the analytical solution of stokes flow in a wedge. J. Fluids Eng. Trans. ASME 131(4), 0412051–0412055 (2009)
Hewson, R.W., Kapur, N., Gaskell, P.H.: A model for film-forming with Newtonian and shear-thinning fluids. J. Nonnewton. Fluid Mech. 162(1–3), 21–28 (2009)
Lee-Prudhoe, I., Venner, C.H., Cann, P.M., Spikes, H.: Experimental and theoretical approaches to thin film lubrication problems. Solid Mech. Appl. 134, 241–255 (2006)
Chevalier, F., Lubrecht, A.A., Cann, P.M.E., Colin, F., Dalmaz, G.: Starvation phenomena in E.H.L. point contacts. Tribol. Ser. 31, 213–223 (1996)
van Zoelen, M.T., Venner, C.H., Lugt, P.M.: Free surface thin layer flow on bearing raceways. J. Tribol. 130(2), 1–10 (2008)
Bruyere, V., Fillot, N., Morales-Espejel, G.E., Vergne, P.: A two-phase flow approach for the outlet of lubricated line contacts. J. Tribol. 134(4), (2012). doi: 10.1115/1.4006277
Smart, A.E., Ford, R.A.J.: Measurement of thin liquid films by a fluorescence technique. Wear 29(1), (1974)
Sugimura, J., Hashimoto, M., Yamamoto, Y.: Study of elastohydrodynamic contacts with fluorescence microscope. Tribol. Ser. 38, 609–617 (2000)
Lyon, H.O., Prento, P.: Haugland rp. handbook of fluorescent probes and research chemicals, 6th ed. Ugeskrift for laeger 159(27), 4285–4286 (1997)
Azushima, A.: In lubro 3d measurement of oil film thickness at the interface between tool and workpiece in sheet drawing using a fluorescence microscope. Tribol. Int. 38(2), 105–112 (2005)
Acknowledgments
This work is an output of cooperation between Czech Science Foundation under Project No.: 13-30879P and NETME Centre, regional R&D centre built with the financial support from the Operational Programme Research and Development for Innovations within the project NETME Centre (New Technologies for Mechanical Engineering), Reg. No. CZ.1.05/2.1.00/01.0002 and, in the follow-up sustainability stage, supported through NETME CENTRE PLUS (LO1202) by financial means from the Ministry of Education, Youth and Sports under the ‘National Sustainability Programme I’.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is part of the Topical Collection on STLE Tribology Frontiers Conference 2014.
Rights and permissions
About this article

Cite this article
Košťál, D., Nečas, D., Šperka, P. et al. Lubricant Rupture Ratio at Elastohydrodynamically Lubricated Contact Outlet. Tribol Lett 59, 39 (2015). https://doi.org/10.1007/s11249-015-0565-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-015-0565-7