
The methodology for determining more reliable values of hardness of high-strength steels has been improved, which contains, in addition to the requirements of DSTU ISO 6506 standards, requirements for the preparation of the outer (front) and back sides of the sheet in the plane of rolling by removing the decarburized metal layer, requirements for surface cleanliness and the choice of indenter load. The influence on the measured hardness values of the surface decarburized metal layer that occurs on the front surfaces of the sheet as a result of “burnout” of oxygen on the surfaces of the sheets during the manufacturing process is determined. This decarburized metal layer distorts the hardness values obtained during indentation. By layer-by-layer metal removal, the size of the decarburized layer was determined. The obtained results made it possible to determine the nature of the hardness distribution over the thickness of the sample, to establish the thickness of the decarburized layer and to determine the level of surface cleanliness of the base metal sufficient to obtain reliable hardness values. The results of experimental studies on determining the Brinell hardness values of high-strength steels are presented. The experimental data show that the existing regulatory documents do not fully provide reliable information about the properties of materials. The requirements for instruments for testing high-strength steels for hardness by the Brinell method are considered. The analysis on the choice of load on the indenter is made. The load is selected such that the ratio of the diameter of the imprint to the diameter of the ball is in the range from 0.3 to 0.4.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction. Today, with the increase in the volume of manufactured products from high-strength steels, an important direction in research and quality control is the correct and reliable measurement of hardness. Further development of hardness determination methods is also necessary for the improvement of industrial technologies based on the use of this important characteristic, as evidenced by the requests of leading organizations engaged in the supply of such steels to Ukraine and the development of new military equipment.
As part of this work, a methodology for measuring the hardness of high-strength and armored sheet steels has been developed, which allows obtaining more accurate values of some characteristic situations that led in practice to questions about the inconsistency of metal quality with the declared characteristics. In addition to compliance with the requirements of DSTU ISO 6506, the methodology contains additional requirements for taking into account a number of factors specific to this class of materials, in particular surface preparation, choice of indenter ball and load level.
Methods and Results of Experimental Studies. When measuring the hardness of high-strength steels by the thickness of sheets, it was found that one of the main reasons for the discrepancies in hardness values near the surface and in the deep layers of rolled products is the presence of a surface decarburized layer formed at high temperatures of a complex technological process of manufacturing rolled products of the studied high-strength steels [1].
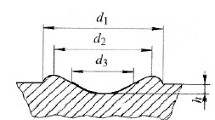
To establish the size of this surface decarburized layer, experimental studies were carried out on the front surfaces of rolled sheets of high-strength steels Hardox 450 and Armox 500T. The tests were carried out by layer-by-layer removal of the decarburized layer and hardness measurements on both sides of the rolled sheets. First, a 50 μm layer of surface metal was removed from the front surfaces of the samples on a grinding machine, which allowed us to obtain the initial hardness values. Furthermore, 50 microns of metal was removed in turn. At each stage of surface treatment, the hardness was measured on a TSh-2 stationary hardness tester with a load of 1.839 kN and a tungsten carbide ball of 2.5 mm in diameter, as well as a load of 29.42 kN and a tungsten carbide ball of 10 mm in diameter. For comparison, a Computest SC portable hardness tester was used. The procedures for layer-by-layer removal of metal layers were repeated until the hardness began to converge to the same value regardless of the measurement by different hardness testers and using balls of different diameters. Figures 1 and 2 show the hardness distribution during layer-by-layer metal removal.

Change in hardness values during layer-by-layer metal removal of Armox 500T steel. Here and in Fig. 2: (■) TSh-2, P = 29.42 kN, D = 10 mm; (●) TSh-2, P = 1.839 kN, D = 2.5 mm; (▲) Computest SC, l - removed metal layer.

Change of hardness values at layer-by-layer metal removal of Hardox 450 steel.
The figures show that the decarburized layer underestimates the hardness value. When this layer is removed, it is possible to measure the hardness of the base metal, as evidenced by the invariance of the hardness values when further removing the metal layers.
Therefore, according to the results of experiments on hardness characteristic measurements, for a more reliable control of the current state of high-strength steels, it is necessary to remove the decarburized metal layer inherent in these steels, the value of which depends on the thickness of the sheet and steel grade, before testing for hardness by the Brinell method.
Notably, grinding the facade surfaces of the sheets to obtain a clean surface can lead to the appearance of residual stresses that can distort the hardness value. The influence of material stress on the hardness value was established experimentally [2].
The surface cleanliness of the base metal, i.e., without a decarburized layer, it is first necessary to determine the level of surface cleanliness sufficient to obtain the correct hardness values. For this purpose, high-strength steels were tested for hardness by the Brinell method on metal without a decarburized layer. The hardness was measured on samples after finishing grinding to the 10th roughness class (Rz = 0.4–0.8 μm) compared to the polished surface - 14th roughness class (Rz = 0.05–0.025 μm). The test results are given in Table 1.
When preparing the surface of the product by grinding for measurement, it is necessary to take measures against possible changes in hardness values due to heating, local cauterization, or local hardening of the surface, which is not always possible to fully perform.
During the test, according to the recommendation of the standard, balls with diameters of 2.5 and 10 mm and loads of 1.839 and 29.42 kN, respectively, were used as an indenter for sheet materials.
The difference in hardness values when changing the surface finish from 10 roughness class to 14 for the studied steels was 1–2%, which can be considered within the permitted error range.
It is established that with a decrease in the diameter of the ball and the load on the indenter, it is necessary to increase the cleanliness of the surface where hardness measurements are carried out. This can be explained by the fact that with increasing load and ball diameter, the material properties reflect a more integral picture as a whole, and therefore, the requirements for surface preparation are much weaker. It should be noted that the surface cleanliness must meet the requirements specified in the operating instructions of the measuring instrument.
When using balls of small diameter and applying low loads in accordance with the Brinell method, a small volume of material is deformed under the indenter, which generally does not reflect the integral picture of the material and, accordingly, underestimates the measured hardness numbers.
Given the importance of work related to improving the accuracy of determining the hardness of materials, it is necessary to choose the correct diameter of the indenter ball and the load on it. The authors conducted a study on the effect of the choice of load level and indenter size for determining the hardness of high-strength steels by the Brinell method. The research was carried out on an exemplary hardness measure on a TSh-2 stationary hardness tester. The distance between the centers of two adjacent prints was up to three diameters of the restored print, which is necessary to ensure the reliability of the experimental data obtained.
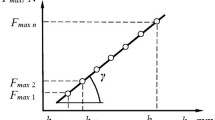
From Fig. 3, it can be seen that when the load on the ball is increased, the hardness values are closest to the reference hardness measure, while the imprint-to-ball diameter ratio d/D ranges from 0.3 to 0.4. In turn, DSTU covers all metal materials with d/D ranging from 0.26 to 0.6, where the test validity is guaranteed. That is, the harder the material, the lower the above ratio, biasing the reliable hardness values.

Study of the d/D ratio effect on the reference tile with a 527 HBW hardness: (□) D = 2.5 mm, P = 1.839 kN; (■) D = 2.5 mm, P = 2.452 kN; (○) D = 5 mm, P = 7.355 kN; (●) D = 5 mm, P = 9.807 kN; (∆) D = 10 mm, P = 29.42 kN.
To increase the accuracy of determining the hardness of high-strength materials, it is necessary to increase the load on the indenter, but DSTU provides a maximum load of 29.42 kN when using a ball with D = 10 mm, which is quite problematic. This is evidenced by the results of the studies shown in Table 2, showing the insufficiency of the load levels on the indenter, which are recommended in DSTU, when measuring the hardness of high-strength steels such as Armox 500T and Hardox 450. It is obvious that when measuring the hardness of steels with a hardness of more than 600 HBW, there will be an underestimation of the real hardness values due to insufficient applied force.
The physical meaning of the load ratio in hardness testing is also not yet fully understood, so there is no precise method for converting the hardness parameters determined by the Brinell method to other methods. However, in this case, in practice, to compare the values obtained by using different methods of determining hardness, there are scales of conversion based on empirical data.
Discussing the reasons for the scatter of test results, different researchers of high-strength steels for hardness by the Brinell method, it is necessary to give the reasons for the uncertainty of measurement results, which are given in DSTU EN ISO 6506-2:2019 – the uncertainty of measurement results is a combination of uncertainties from a number of sources.
The obtained converted hardness numbers are only approximate and may be inaccurate for specific cases. That is, such a comparison of hardness numbers obtained by different methods and having different dimensions is devoid of any physical meaning but has a certain practical value. Therefore, such transformations can be used only in cases where it is impossible to test the material under specified conditions.
The correct choice of indenter ball material is no less important for determining reliable hardness values. When measuring hardness by the Brinell method, the most common are hardness testers of the TSh-2 and TSh-M types with an electric drive of the lever loading mechanism. Basically, such devices were equipped with steel balls of different diameters. With the introduction of the harmonized standard DSTU EN ISO 6506 in Ukraine, the use of these balls was canceled since the standard provides for the use of only tungsten carbide balls. However, a number of researchers continue to measure the hardness of high-strength steels with a steel ball. As a result, they obtain underestimated hardness values due to plastic deformation of the ball while issuing protocols with noncompliance of products with the certificate.
In hardness measurements, the use of portable devices without proper justification, except for DSTU EN ISO 6506, is quite problematic. To date, the Ukrainian market is saturated with a large number of different hardness measuring devices, which should be divided according to the principle of operation into devices for direct measurement of hardness by the diameter of the impression – stationary and portable static action and indirect hardness measurement – portable, according to which the hardness value is determined by the correlation between the traditional hardness and a certain parameter of the method used in the device.
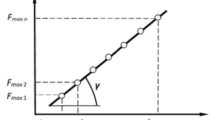
The state standard DSTU EN ISO 6506 provides for the measurement of hardness by the Brinell method and applies only to stationary and portable static devices. Unfortunately, in Ukraine today there are no standards such as ASTM A956-02, ASTM A1038-10, ISO 14577-1:2003, with the help of which it would be possible to calibrate portable devices based on other principles of operation (dynamic, ultrasonic, impedance type, etc.). Portable devices have a number of indisputable advantages, such as portability, performance, versatility, and above all, the ability to conduct hardness testing in the field in hard-to-reach places where the use of stationary and portable hardness testers is not possible. Studies carried out in the framework of this work have shown that the measurement of hardness of reference measures with portable devices was accompanied by a sharp decrease in reproducibility and an increase in the error of hardness measurement (Fig. 4). The largest deviation was obtained when using portable hardness testers of dynamic type. The most stable results were obtained on the stationary hardness tester TSh-2 – the error of the device did not exceed 0.5%, and the maximum value of the reproducibility of the measurement results reached 0.3%, which was within the requirements of DSTU EN ISO 6506-2. Thus, speaking about the need to ensure the law of similarity in tests [10], it should be borne in mind that the reason for its violation, even in the case of geometrically similar stress fields, may be due to changes in imprints, as well as the lack of similarity of the geometry of the deformed volumes and the mode of contact friction during the transition from one type of interaction of contacting bodies to another. The possibility of such a situation was pointed out by Davidenkov [11].

Dependence of the error Erel on the reproducibility rrel of the results of twenty Brinell hardness measurements of an exemplary hardness measure (527 HBW) by different types of hardness testers: (□) TSh-2, (■) Computest ERNST, (●) TKP-35, (∆) TKM-459C, (◊) MET-U1, (♦) TD-32, and (▲) Dinah test.
Before conducting the next tests of materials, it is mandatory to check the measuring system (for each range of force-ball diameter ratio and hardness level) using a control print on a standard hardness sample calibrated in accordance with DSTU ISO 6506-3 (included with the instrument). The value of the measured size must coincide with the certified value within 0.5% (Table 2 of ISO 6506-2).
Thus, when calibrating a portable device, it is necessary to pay attention not only to the error of their measurement results but also to the reproducibility of the results themselves. The worse the reproducibility of the measurement results, the greater the probability of obtaining poor quality hardness measurement results with a small number of impressions.
Before testing the hardness of sheets of high-strength steels in the initial state by the Brinell method, it is necessary to work out the method on individual samples.
For more reliable control of the current state of high-strength steel sheets based on the results of Brinell hardness measurements, the following recommendations should be followed.
1. Compliance with all requirements of DSTU ISO 6506.
2. Preparation for the hardness test includes the following:
a) Preliminarily remove the decarburized layer of metal, which occurs as a result of heat treatment of the material and is installed when preparing the surface for hardness testing by layer-by-layer grinding.
b) When processing the surface, it is necessary to achieve a surface cleanliness of at least 10 roughness classes, as well as the requirements specified in the hardness tester operating instructions;
c) When preparing the surface by grinding and finishing, take measures against heating and local cauterization.
3. It is necessary:
a) To use a tungsten carbide (WC) hard alloy ball in stationary hardness testers of the TC type.
b) The choice of load on the indenter should be selected so that the ratio of the imprint diameter to the ball diameter is in the range from 0.3 to 0.4.
4. When conducting hardness tests of sheet steel materials, the recommendations of DSTU should be followed regarding the use of a ball with a diameter of 10 mm with a load of 3000 kgf, unless there are other recommendations for determining the hardness given in the specifications of the organization engaged in the manufacture of rolled metal products supplied.
Conclusions. In accordance with the above analysis and the results of studies of parameters affecting the hardness, the method for determining reliable values of hardness of high-strength sheet steels contains, in addition to compliance with all the requirements of DSTU ISO 6506, requirements for the preparation of the surface of the front plane of the sheet by removing the decarburized metal layer, the value of which depends on the properties of the material and the technology of sheet manufacturing, surface cleanliness, ball selection and load. In addition, for a more reliable control of the initial or current state of high-strength steels based on the results of hardness characteristic measurements, it is recommended to orient the direction of the line along which the hardness values are measured along the axis of the sheet rolling with the subsequent determination of their average value. Increasing the number of impressions will also significantly reduce the measurement error of the impression due to the ambiguity of the position of its contour caused by the metal dump from the hole.
References
O. A. Katok, M. R. Muzyka, V. P. Shvets, et al., “Determination of hardness of high-strength steels by the Brinell method. Part 1. Improvement of measurement accuracy,” Strength Mater., 53, 902-908 (2021).
N. R. Muzyka, I. V. Makovetsky, and V. P. Shvets, “Evaluation of the influence of the level of stresses in the material on its in-service damageability,” Strength Mater., 40, 469-473 (2008).
ASTM A956-02. Standard Test Method for Leeb Hardness Testing of Steel Products, ASTM (2002).
ASTM A1038-10. Standard Test Method for Portable Hardness Testing by the Ultrasonic Contact Impedance Method, ASTM (2010).
ISO 14577-1:2002. Metallic Materials – Instrumented Indentation Test for Hardness and Materials Parameters. – Part 1: Test Method, Switzerland (2002).
DSTU EN ISO 6506-2:2019 Materials of metal. Brinell hardness test. Part 2. Verification and calibration of testing machines (EN ISO 6506-2:2018, IDT; ISO 6506-2:2017, IDT), DSTU (2019).
O. A. Katok, V. V. Kharchenko, A. V. Drozdov, et al., “Determination of mechanical properties of steels by continuous indentation method,” in: Reliability and Durability of Machines and Mechanisms [in Russian], Issue 31, Kiev (2008), pp. 208-213.
V. V. Kharchenko, O. A. Katok, and V. E. Filatov, “Assessment of strength characteristics of steels by instrumented indentation,” in: Proc. Int. Conf. Damage of Materials during Operation, Methods of Their Diagnosis, and Prediction, Ternopil (2009), pp. 64–69.
V. M. Matyunin, Operational Diagnostics of Mechanical Properties of Structural Materials [in Russian], MPEI Publishing House, Moscow (2006).
I. N. Bogachev, A. A. Vainshtein, and S. D. Volkov, Introduction to Statistical Metallurgy [in Russian], Metallurgiya, Moscow (1972).
N. N. Davidenkov, Some Problems of Mechanics of Materials [in Russian], Leningrad (1943).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Problemy Mitsnosti, No. 5, pp. 49 – 57, September – October, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Katok, O.A., Muzyka, M.R., Shvets, V.P. et al. Determination of Hardness of High-Strength Steels by Brinell Method. Part 2. Improvement of the Method and Measurement Results. Strength Mater 54, 802–808 (2022). https://doi.org/10.1007/s11223-022-00456-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11223-022-00456-6