
In this work, the effect of axial force on the tensile strength, microhardness, joint interface microstructure and fracture surface morphology of friction stir welded (FSW) dissimilar butt joints of 3 mm thick aluminum (Al) alloy AA5052-H32 and HSLA steel IRS-M42-97 were investigated. The FSW trials were carried out by varying the axial force from 5–9 kN while keeping the other parameters constant. The highest joint strength of about 90% of the ultimate tensile strength (UTS) of the base Al alloy is obtained at 7 kN axial force. It is found that axial force in the range, 6–8 kN could produce joints with joint strength above 75% of the UTS of the base Al alloy. EDS and XRD analysis suggests that the intermetallic compound (IMC) layer formed at the joint interface is consistent with FeAl3 and FeAl at lower and higher axial forces, respectively. Joint interface analysis shows that the thickness of IMC layer formed at the interface is critical in the performance of the joint and the joint with an average IMC layer thickness of about 1 μm at the joint interface has exhibited the highest joint strength.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction. Efficient joining of aluminum (Al) alloys and steels is important due to their potential for combined application in automotive and marine sectors, cryogenics and process industries. In automotive and marine sectors, the main motive for their combined use is the need for weight reduction in view of enhancing energy efficiency and to reduce the adverse impact on environment [1]. In the marine sector in addition to the fuel economy aspect, the use of light weight Al alloys provide increased payload capability and better speed potential. The requirement of good strength at cryogenic temperatures and better corrosion resistance are the driving force for their combined use in cryogenics and process industries, respectively. The main obstacle in the use of Al alloys together with steel is the difficulty in joining of these two materials by conventional or even advanced fusion welding techniques due to the large difference in their thermo-mechanical properties. All the fusion welding techniques, normally, result in the formation of complex weld pool shapes, heterogeneous solidification microstructures and segregations. Also, the very low solubility of iron (Fe) in Al leads to the formation of highly brittle intermetallic phases in the weld zone which adversely affects the joint performance [2,3,4,5]. Recent studies reported in the literature reveal that friction stir welding (FSW) is a potential candidate for the dissimilar joining of Al alloys and steels.
FSW is a solid state joining process developed and patented by The Welding Institute (TWI), Cambridge, England during the year 1991. Its capability as an efficient joining technique is already established, in respect of low temperature similar and dissimilar metals and alloys [6]. With regard to friction stir butt joining of dissimilar Al alloy and steel, a few investigations are reported in the literature. A summary of investigations reported in the literature is given in Table 1. Unlike FSW of similar and dissimilar materials having comparable thermo-mechanical properties, the bonding mechanism in dissimilar FSW of Al alloy and steel is very complex and significantly different. Fukumoto et al. [18] reported that with the steel on the advancing side and Al alloy on the retreating side, the tool pin scrapes off the steel faying surface and the tool rotation causes the plasticized material to flow from back of the tool pin to the front of the tool pin and to the activated steel surface to result strong bonding of the materials. It is also reported that the Al alloy/steel joint with a layer of intermetallic compound (IMC) at the joint interface due to mutual diffusion of Fe and Al is vital to the weld strength but the joint strength drastically decreases if the IMC layer is too thick [10, 23]. It is established that for a given time duration, the thickness and composition of IMC layer formation is a function of the peak temperature, material strain rate and forging pressure [22, 24].
The primary FSW parameter; axial force has influence on the heat generation (the peak temperature) and forging pressure in FSW process. Therefore, in FSW of dissimilar Al alloy and steel, the axial force is a very critical primary FSW parameter that determines the thickness and composition of IMC layer formation at the joint interface and hence the joint strength. In addition to this, the material coalescence at the stir zone (SZ) of Al side is also sensitive to the axial force. In most of the reported investigations on FSW of Al alloys and steels, the joint is friction stir (FS) welded and analyzed only at a particular set of FSW parameters’ combination [7,8,9,10,11]. Investigations by varying the tool rotational speed (N) while keeping the other parameters constant and varying the welding speed (V) while keeping the other parameters constant are also reported [12,13,14,15,16]. In a few studies, the trials were conducted by varying both N and V while keeping the other parameters constant [18, 21, 22]. Chen et al. [19, 20] have studied the joint characteristics by varying N, V, and tool tilt angle (T). Though the axial force is a very critical FSW parameter, to the best of the knowledge of the authors, a comprehensive study on the effect of axial force on the characteristics of FS butt welded Al alloys/steels joints are missing in the literature. Of course, in a few works, the axial force is considered as a constant FSW parameter [10, 11, 14, 15] but in all other cases, it is not even considered as a controlled FSW parameter. Since the axial force has interacting effect on the heat generation, intermetallic reaction and material coalescence (at the Al side) in concert with other primary parameters, the findings and conclusions with no the information on the axial force are of little significance.
5xxx series Al alloys; AA5052, 5083 and 5086 possess moderately high strength and very good corrosion resistance. Literature information show that typical sea water corrosion tests for a period of ten years, the decrease in tensile strength of 5xxx series Al alloys is only 2–5% against 5–7% of 6xxx series Al alloys [25]. Thus, 5xxx series Al alloys found application in the fabrication of automotive, marine and locomotive structures. HSLA steel is one of the most commonly used structural steel for the fabrication of ship hulls, automotive chassis and locomotive under frame due to its superior strength and corrosion resistance. Therefore, for the use of Al alloys together with steel in marine, automotive and locomotive sectors, it is required to efficiently join the 5xxx series Al alloys and HSLA steels. Also, as stated above, in the reported works on FSW of various grades of Al alloys and steels, the effect of axial force; a critical FSW parameter on the joint characteristics is not investigated. Therefore, in the present work Al alloy AA5052 and HSLA steel are dissimilar FS butt welded and a comprehensive analysis of the influence of axial force on the joint characteristics is presented.
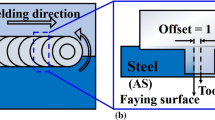
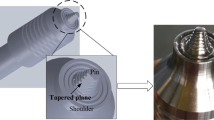
1. Experimental Procedure. The base materials used in this study were 3 mm thick sheets of Al alloy AA5052-H32 and fully killed and hot rolled HSLA steel IRS-M42-97. The chemical composition and mechanical properties of the Al alloy and HSLA steel are given in Tables 2 and 3, respectively. The as rolled condition sheets were cut to 100 × 50 × 3 mm size with the 100 mm length in the rolling direction. In order to ensure gap free contact, the faying surfaces were mechanically polished using 300 grit emery paper and dirt and oxides were removed by acetone cleaning. Initial FSW trials showed that the success of the joining process is sensitive to the relative position of the Al alloy and steel in the joint and visually defect free joints with good joint strength resulted only when the Al alloy was placed at the retreating side (RS) and steel on the advancing side (AS) of the joint. In FSW of Al alloys and steel, similar observation was reported by Kimapong and Watanabe [12] and to the best of knowledge; in all the reported works on FSW of Al alloys and steels the same convention is followed. Therefore in this work, the joints were fabricated by keeping the Al alloy at the RS and HSLA steel on the AS of the joint. The best FSW tool pin profile [taper cylindrical (TC) pin with 100 taper angle] and tool axis offset of 2 mm from the joint faying surface toward Al side ascertained by a detailed preliminary investigation [26] were used in the trials. A schematic of the tool pin geometry and tool axis offset used are shown in Fig. 1. A compound FSW tool having oil hardened EN31 steel shank and tungsten carbide pin and shoulder with the TC pin profile having 20 mm shoulder diameter, 100 tool pin taper angle, 4 mm pin tip diameter and 2.7 mm pin length was used in the investigation. A large number of initial FSW trails were carried out to fix the range of axial force and the values of constant FSW parameters with the criterion of visually defect free joints. Accordingly, in this study the FSW trials were carried out by varying the axial force (F) from 4 to 9 kN in steps of 1 kN while keeping the other primary FSW parameters constant; N at 500 rpm, V at 45 mm/min, and T at 1.50.

Schematic of tool axis offset used in the trials.
The tensile test and metallographic specimens, one each from the welded sample, were extracted from the centre of the joints perpendicular to the line of joint using conventional milling process. The tensile specimens were prepared as per ASTM E8/E8M-11 standard and tested on Tinius Olsen (UK) universal testing machine, model H25KT0125 at a crosshead speed of 3.5 mm/min. The microhardness across the joint at the middle, in the thickness direction, was measured using Mitutoyo MVK-H1 Vickers hardness testing machine at an applied load of 0.245 N for 15 s. The metallographic specimens were mechanically polished, etched with Nital and Keller’s reagent and observed under Olympus BX51M optical microscope interfaced with image analyzer software. The SEM micrography and EDS analysis were carried out using field emission scanning electron microscope (FESEM), model SIGMA HV manufactured by Carl ZEISS, Germany with EDS Detector and EBSD imaging system. The specimens for EBSD examination were fine-polished using colloidal silica.
2. Results and Discusssion. Photographic view of a typical set of welded joints is shown in Fig. 2. The joints produced at 4 kN axial force are visually defective with tunneling defect on the Al side (RS) of the joint as shown in the figure. The joints produced using axial force from 5–9 kN are completely free from external defects. Optical macrographs and magnified views of the stir zone (SZ) of joints produced at 5, 7 (highest UTS), and 9 kN axial force are shown in Fig. 3. In all the cases, the joint interface region is free from macro defects such as voids, piping etc. But, the joint produced at 9 kN is having some dark spots in the SZ away from the joint interface. EDS analysis suggests that these dark spots are accumulation of oxides and IMCs over the scrapped-off steel remnant. Onion ring formation in the SZ of Al alloy side can be seen at all axial loads but, at 9 kN, the onion ring formation is not very distinct and limited towards the top of the joint. The onion ring formation is the consequence of the geometric effect that cylindrical sheets of material are extruded during each revolution of the tool and it is sensitive to the magnitude of heat generation and degree of material mixing at the SZ. Thus, the less distinct onion ring formation at 9 kN axial force is an obvious indication of the increased heat generation at this axial force.

A typical set of friction stir welded joints.

Optical macrograph and magnified view of stir zone of typical FSW joints at 5 (a), 7 (b) and 9 kN (c).
2.1. Joint Interface Microstructure. The optical micrographs of the base Al alloy and HSLA steel are shown in Fig. 4. The base Al alloy is having nearly pancake shaped grains that slightly elongated in the rolling plane with an average grain size of about 6.5 μm. The base HSLA steel consists of approximately equiaxed and fine grained ferritic-pearlitic microstructure with an average grain size of about 3.5 μm (by the mean linear intercept method). The optical micrographs of the FSW joints at axial loads of 5, 7 (highest UTS), and 9 kN are shown in Fig. 5 and EBSD band contrast and IPF images of the joint interface at 7 kN axial force is shown in Fig. 6. The micrographs reveal that there are no signs of any internal defects in the range from 5 to 9 kN axial force. Referring to Figs. 5 and 6, it is observed that there is a narrow zone at the steel side for about 20–50 μm thickness nearer to the joint interface where the grains are slightly deformed and elongated. This may be attributed to the forging effect created by the tool pin during the FSW process. In the rest of the steel side, the microstructure is unaltered and it is nearly similar to that of the base steel. Distinct thermomechanically affected zone (TMAZ) and heat affected zone (HAZ) are not observed at the steel side probably due to the fact that the temperature experienced is quite less than 600°C. In the SZ of Al side nearer to the interface, a remarkably refined grain structure can be observed with an average grain size ranging from 2.5–3.5 μm due to the well known dynamic recrystallization effect. Next to the SZ, there is a little bit of deformation and refinement for grains when compared to the base Al metal and thus a finite TMAZ exist at the Al side. However, no apparent HAZ is observed at the Al side probably due to the fact that the base Al alloy section is thin and strain-hardened, and 5xxx series Al alloys are non-heat-treatable.

Optical micrographs of the base materials.

Optical micrographs of the joint interface at 5 (a), 7 (b), and 9 kN (c).

EBSD images of the joint interface at 7 kN axial force: (a) band contrast image; (b) IPF image; (c) band contrast/IPF image.
Referring to Fig. 5a, it can be seen that a very few steel remnants scrapped off from the steel faying surface are distributed in the SZ of the Al side. As discussed above, the thin dark layer formation at the joint interface is IMC layer and it extends for about three fourth thickness of the work piece from the top. The nature of the microstructure at the interface region suggests that the heat generation and forging pressure during FSW at 5 kN axial force is very low. Figure 5b portrays the microstructure of the joint interface at 7 kN axial force (highest UTS). The SZ at the Al side is having clear onion ring formation with small sized steel remnants distributed throughout. As discussed above, the IMC layer formation at the interface is very thin and almost uniform in thickness across the cross section of the joint. Figure 5c shows the microstructure of the joint interface at axial force of 9 kN. Scraped off steel flakes ranging from large fragments to small platelets with and without IMC layer formations at the outer boundary are scattered in the SZ of Al side. The grains next to the SZ of Al side are only slightly refined and the width of the refined zone is also less when compared to that at 5 and 7 kN axial force. The layer formation at the interface has no distinct linear boundary on the steel side and the thickness is significantly high across the joint cross section (refer Fig. 9 also). All these observations are clear indication of the relatively high FSW temperature and strong mutual diffusion of Fe and Al as a result of the higher heat generation and forging pressure at 9 kN axial force. The heat generation during the FSW process computed using the mathematical model proposed by Vijay and Kumar [27] is 732.5, 1025.5, and 1318.5 J/mm at axial force of 5, 7, and 9 kN, respectively (assuming perfect slip condition and transfer efficiency β = 1). The computed values of heat generation at different axial forces clearly substantiate the relative variation in heat generation, as discussed above.
The SEM-BSE images of the joint interface of the joints produced at axial forces of 5, 7 (highest UTS), and 9 kN are shown in Figs. 7–9, respectively. The SEM analysis, also, suggests that the joints are internally defect free in the range from 5 to 9 kN axial force. Typical EDS spectrums of the joint interface and in the SZ of Al side at 7 kN axial force are shown in Fig. 10. The SEM-EDS analysis suggests that the layer formations at the joint interface are IMCs with the average chemical composition of 64% Al/35% Fe, 62% Al/38% Fe, and 36% Al/64% Fe at axial forces of 5, 7, and 9 kN, respectively. For the observed chemical composition, by referring to the Fe–Al phase diagram, the IMCs formed at the interface are consistent with FeAl3, FeAl3 and FeAl at 5, 7, and 9 kN, respectively (the nearest stable IMC for the given composition).

SEM-BSE micrographs of the joint interface at 5 kN.

EM-BSE micrographs of the joint interface at 7 kN.

SEM-BSE micrographs of the joint interface at 9 kN.

Typical EDS spectrums on the IMC layer at the interface and in the SZ at the Al side at 7 kN.
A typical XRD spectrum of the XRD analysis of the joint interface at 7 kN axial force is shown in Fig. 11. In order to detect the phases accurately, a very low value of scan rate/2θ step size of the order of 0.02 were used. The XRD analysis identified the presence of Fe1Al3.2 IMC at the joint interface area. The initial phase that will be formed during metal–metal interaction is the phase with the most negative enthalpy of formation corresponding to the lowest eutectic concentration of the binary system. Moreover, these phases react with each other to form a phase with a composition between that of the interacting phases and closest to that of the lowest eutectic composition. Considering this aspect, though unstable, Fe4Al13 IMC having the lowest effective free energy of formation is most kinetically favored. Therefore, the Fe1Al3.2 IMC phase detected by XRD is thermodynamically rational. This observation substantiates the result of EDS analysis that at 7 kN axial force the composition of the layer formation is 62% Al/38% Fe.

Typical XRD spectrum of the joint interface at 7 kN axial force.
Referring to the Al–Fe phase diagram, it can be seen that three Al rich and two Fe rich ordered stable IMC phases are possible. The Al rich stable IMC phases are Al2Fe, Al5Fe2, and Al13Fe4 whereas the Fe rich stable IMC phases are AlFe and AlFe3. It is established that the formation of IMC phases takes place in two stages. In the first stage, supersaturated solid solution is formed as a result of migration of atoms across the interface, called the incubation period. When the concentration of Al and Fe in the supersaturated solid solution reaches a sufficient level, the solid solution transforms into an IMC. Increase in temperature, pressure and strain reduces the activation energy required for the IMC reaction and hence and accelerates the formation of IMC phase [24, 28]. In the solid state, the formation of Al rich IMC is most kinetically favored. For the formation of Fe rich IMCs, more number of Fe atoms should migrate (more than 45 wt.%) and relatively high temperature/pressure environment is required [24].
The formation of Fe-rich IMC at 9 kN is a clear indication of the relatively higher amount of heat generation and forging pressure at 9 kN axial force. In the SZ, at 5 and 7 kN, the steel remnants are free from IMC formations at the boundary and also, no IMCs are found to be distributed in the SZ. But, at 9 kN, towards the top of SZ, the steel fragments distributed in SZ are enveloped with IMCs, while IMCs are distributed in the SZ of Al side.
Referring to Fig. 7, it can be seen that at 5 kN axial force, the thickness of IMC layer formed is very small and no IMC layer formation is observed towards the bottom of the joint. Largest IMC layer thickness of about 0.65 μm is observed towards the top of the joint where the peak temperature is relatively high due to the rubbing action of the tool shoulder. At the middle of the joint (along the plate thickness), the IMC layer thickness is about 0.1 μm and for about one fourth work piece thickness from the bottom, no IMC layer formation is observed. This authenticates the fact that at 5 kN axial force, the heat generation and forging pressure are not sufficient enough to create proper bonding throughout the joint interface. At 7 kN axial force, the thickness of IMC layer formed at the interface is almost uniform throughout the cross section of the joint with a highest thickness of about 1.2 μm towards the top of the joint and a thickness of about 0.25 μm towards the bottom of the joint, as shown in Fig. 8. Both at 5 and 7 kN, no IMC layer formation is observed around the scrapped off steel fragments distributed in the SZ of Al side. At 9 kN axial force, the IMC layer formed at the interface is very thick with irregular boundary and development of microfissures towards the top of the joint, as shown in Fig. 9. The largest IMC thickness of about 8 μm is observed towards the top of the joint and the least thickness of about 0.6 μm towards the bottom of the joint (at the backup plate end). Also, as stated above, the scrapped off steel flakes distributed in the upper half of the SZ is enveloped with IMC layer. All these features are clear indication of the relatively higher heat generation and forging pressure at 9 kN axial force.
2.2. Microhardness Profile across the Joint Interface. The microhardness profiles across the joint interface at the middle of the joint in thickness direction at axial forces of 5, 7 (highest joint strength), and 9 kN are shown in Fig. 12. The hardness measurements were carried out such that the diamond microintender penetrates directly over the IMC layer at the interface. The hardness of the base Al alloy is found to be 65 ± 4 HV and that of base HSLA steel as 235 ± 5 HV. According to [24], the hardness of FeAl and FeAl3 IMCs are 470 and 892 HV, respectively. In all the cases, the hardness observed at the interface is higher than that of the base metals and this observation confirms that in all cases IMC layer exists at the interface. In the SZ of Al side, the hardness shows a zigzag type variation due to the presence of steel remnants with and without IMC layer and IMCs in the SZ. At 5 kN axial force, the hardness observed in the SZ away from the interface is slightly less than that of the base Al alloy. This may be due to the typical softening in the SZ of non-heat treatable and strain hardenable Al alloys as a result of reduction in dislocation density [28, 29]. But, at 9 kN axial force, the hardness at the SZ is significantly more than that of the base Al alloy and this invariably indicates that the typical softening in the SZ of 5xxx series Al alloys is almost completely averted when the heat generation is high.

Microhardness profile across the joint interface at different axial forces.
At 5 kN axial force, the hardness at the steel side nearer to the interface is slightly higher than that of the base HSLA steel. This may be due to the strain hardening effect as a result of stirring action of the FSW tool at relatively low temperatures. The hardness in the SZ of Al side close to the interface is higher than that of the base Al alloy and it also shows a zigzag type variation due to the presence of steel remnants. At 7 kN axial force, also, the hardness at the steel side near the interface is slightly higher than that of the base HSLA steel, probably due to the strain hardening effect, stated above. At SZ of Al side, the hardness values are higher that of the base Al alloy, but while moving towards TMAZ, the hardness reduces and become almost in par with the base Al hardness. This indicates that at 7 kN, the typical softening effect at the SZ may still persist towards the bottom of the joint. At 9 kN axial force, the hardness at the steel side nearer to the interface is only marginally higher than that of the base HSLA steel. This may be due to the reduction in strain hardening effect as a result of increased heat generation at 9 kN. As stated above, throughout the SZ at the Al side, the hardness is higher than that of the base Al alloy, and it also shows a zigzag type variation due to the distribution of steel remnants and IMCs in SZ.
2.3. Tensile Strength of the Joint. The effect of axial force on the tensile strength of the joint is graphically illustrated in Fig. 13. The tensile strengths presented are the average of three near consistent test results of samples welded at the same welding conditions. The peak value of ultimate tensile strength (UTS), 189 MPa (about 90% of UTS of the base Al alloy) is obtained at an axial force of 7 kN. On either side of the peak value, the UTS shows a decreasing trend. On the lower axial force side, the rate of decrease in UTS is very gradual and the minimum value of 149 MPa (about 72% of UTS of the base Al alloy) is obtained at 5 kN. On the higher axial force side, the rate of decrease in UTS is very rapid and the lowest value of 98 MPa (about 47% of UTS of the base Al alloy) is obtained at 9 kN. Below an axial force of 5 kN, the joint produced were having deep tunnel like defect at the Al alloy side (retreating side of the joint). However, above 9 kN, the joint produced were visually defect free but failed during specimen preparation stage itself. It can be seen that axial force in the range of 6–8 kN can produce reasonably good joints with joint strength above 75% of UTS of the base Al alloy.

Effect of axial force on UTS of the joint.
A typical set of fractured tensile specimen is shown in Fig. 14. All the tensile specimens, except for the one welded at 7 kN axial force, were fractured at the joint interface. This observation invariably indicates that in all those welded joints the weak zone is the joint interface. The significant amount of IMC residue observed at the steel side of the fracture surface at 9 kN axial force show that the fracture is at the interface of the IMC layer and SZ at the Al side. The joints produced at 7 kN axial force were fractured partially at the joint interface (towards the top) and mostly at SZ at the Al side nearer to the interface.

A typical set of fractured tensile specimens.
As stated above, in FSW of dissimilar Al alloy and steel, the axial force has direct influence on the heat generation, material coalescence and formation and growth of IMC layer. In FSW process, the heat generation will be the sum of heat generation due to both the frictional and deformation mechanisms at the tool shoulder, at the tool pin side surface and at the tool pin tip surface [27, 29, 30]. The frictional component of heat generation is greatly influenced by the change in axial force and when the axial force increases the heat generation increases, and vice versa. As both the axial pressure and heat generation augment the formation and growth of IMC layer, there will be rapid growth in the IMC layer thickness when the axial force increases.
As discussed above, at 7 kN axial force, the IMC layer formed at the interface is thin and almost uniform in thickness throughout the joint cross section. Given that a thin layer of IMC at the Al/Fe interface is crucial for the weld strength, the very thin IMC layer with near uniform thickness across the joint cross section confirms the cause for higher joint strength at 7 kN axial force. The location of fracture at the SZ of Al side, towards the bottom of the joint indicates that SZ is weak towards the bottom, probably due to the fact that the typical softening of SZ persists towards the bottom. When the axial force decreases, the heat generation and forging pressure both decreases and the resulted lack of proper metallic bonding at the joint interface for the entire joint cross section might be the cause for the reduction in joint strength at lower axial forces.
At higher axial forces, the increased heat generation together with the high forging pressure cause the formation of very thick IMC layer at the interface. With increased IMC layer thickness, the joints become increasingly brittle causing fracture at the joint interface. Similar observations were reported by [10, 24] and the interface failure was attributed to the formation of pores at the Al/IMC layer interface called the Kirkendall porosity. Despite the increased brittleness of the IMC layer, the observation that the joints produced at 9 kN were fractured at the IMC layer/Al interface rather than within the IMC layer may be due to the influence of Kirkendall porosity formation. Therefore, it can be concluded that the drastic reduction in joint strength at 9 kN axial force may be attributed to the formation of Kirkendall porosity at the IMC layer/Al interface.
2.4. Fracture Surface Analysis. Figure 15 shows the SEM images of the fracture surface of tensile specimens at different axial forces. Referring to Fig. 15a, it can be seen that the joint interface is simply detached without any sign of deformation and this is a clear indication of the weak bonding at the interface. Therefore, the nature of fracture surface confirms the fact that the low UTS of the joints at lower axial force is the result of lack of proper bonding throughout the joint interface. Figure 15b shows the SEM images of the fracture surface at 9 kN axial force. The presence of large cleavage features is a clear indication of the brittle nature of fracture. The very nature of the fracture surface confirms intense mutual diffusion and the formation of very thick IMC layer at the interface. Therefore, the location and nature of fracture surface confirm that the formation of extremely thick IMC layer, particularly towards the top of the joint, will be the probable cause for the weak joint interface.

SEM fractographs of tensile specimens of FS welded joints: (a) at 5 kN axial force – steel side; (b) at 9 kN axial force – steel side; (c) at 7 kN axial force – SZ.
The SEM images of the fracture surface of the tensile specimen at 7 kN is shown in Fig. 15c. The presence of dimples and brittle cleavages at the fracture surface clearly indicates that the fracture is a blend of ductile and brittle mechanisms. The location of fracture at the SZ of Al side towards the bottom of the joint indicates that the typical softening at SZ is not completely alleviated at 7 kN. Also, visual examination of the fractured specimen revealed that the fracture is initiated at SZ and propagated to the interface towards the top. This is a clear indication that the joint interface is stronger due to proper bonding for the entire interface as a result of near optimal heat generation and forging pressure at 7 kN axial force.
Conclusions. In the present work, 3 mm thick Al alloy AA5052-H32 and HSLA steel IRS-M42-97 were successfully butt welded using FSW technique. The trials were carried out by varying the axial force from 4 to 9 kN while keeping the other FSW parameters constant. Highest joint strength of 189 MPa (about 90% of the UTS of the base Al alloy) is obtained at 7 kN axial force. The range of axial force that could produce joints with good joint strength (above 75% of UTS of the base Al alloy) is very narrow. EDS and XRD analysis suggests that the IMC layer formed at the interface is consistent with FeAl3 and FeAl at lower and higher axial forces, respectively. Metallographic studies show that lack of proper bonding at low axial loads and formation of very thick intermetallic compound (IMC) layer at higher axial loads are the probable cause for the decreased joint strength. Thus, the thickness of IMC layer formed at the interface is critical for the joint performance.
References
U. Dilthey and L. Stein, “Multimaterial car body design: challenge for welding and joining,” Sci. Technol. Weld. Joi., 11, No. 2, 135–142 (2006).
R. Borrisutthekul, T. Yachi, Y. Miyashita, and Y. Mutoh, “Suppression of intermetallic reaction layer formation by controlling heat flow in dissimilar joining of steel and aluminum alloy,” Mater. Sci. Eng. A, 467, Nos. 1–2, 108–113 (2007).
P. Peyre, G. Sierra, F. Deschaux-Beaume, et al., “Generation of aluminum–steel joints with laser-induced reactive wetting,” Mater. Sci. Eng. A, 444, Nos. 1–2, 327–338 (2007).
L. Agudo Jácome, S. Weber, A. Leitner, et al., “Influence of filler composition on the microstructure and mechanical properties of steel–aluminum joints produced by metal arc joining,” Adv. Eng. Mater., 11, No. 5, 350–358 (2009).
H. Springer, A. Kostka, E. J. Payton, et al., “On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys,” Acta Mater., 59, No. 4, 1586–1600 (2011).
R. S. Mishra, and Z. Y. Ma, “Friction stir welding and processing,” Mater. Sci. Eng. R Reports, 50, Nos. 1–2, 1–78 (2005).
C. M. Chen and R. Kovacevic, “Joiing of Al 6061 alloy to AISI 1018 steel by combined effects of fusion and solid state welding,” Int. J. Mach. Tool. Manu., 44, No. 11, 1205–1214 (2004).
H. Uzun, C. Dalle Donne, A. Argagnotto, et al., “Friction stir welding of dissimilar Al 6013-T4 To X5CrNi18-10 stainless steel,” Mater. Design, 26, No. 1, 441–469 (2005).
W.-B. Lee, M. Schmuecker, U. A. Mercardo, et al., “Interfacial reaction in steel– aluminum joints made by friction stir welding,” Scripta Mater., 55, No. 4, 355–358 (2006).
H. Springer, A. Kostka, J. F. dos Santos, and D. Raabe, “Influence of intermetallic phases and Kirkendall-porosity on the mechanical properties of joints between steel and aluminum alloys,” Mater. Sci. Eng. A, 528, Nos. 13–14, 4630–4642 (2011).
R. S. Coelho, A. Kostka, J. F. dos Santos, and A. Kaysser-Pyzalla, “Friction stir dissimilar welding of aluminum alloy to high strength steels: Mechanical properties and their relation to microstructure,” Mater. Sci. Eng. A, 556, 175–183 (2012).
K. Kimapong and T. Watanabe, “Friction stir welding of aluminum alloy to steel,” Weld. J., 83, No. 10, 277–282 (2004).
T. Watanabe, H. Takayama, and A. Yanagisawa, “Joining of aluminum alloy to steel by friction stir welding,” J. Mater. Process. Tech., 178, Nos. 1–3, 342–349 (2006).
HanSur Bang, HeeSeon Bang, GeunHong Jeon, et al., “Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel,” Mater. Design, 37, 48–55 (2012).
S. Kundu, D. Roy, R. Bhola, et al., “Microstructure and tensile strength of friction stir welded joints between interstitial free steel and commercially pure aluminum,” Mater. Design, 50, 370–375 (2013).
T. Yasui, M. Tsubaki, M. Fukumoto, et al., “High speed weldability between 6063 and S45C by friction stir welding. Study of welding of dissimilar metals by friction stir welding,” Weld. Int., 20, No. 4, 284–289 (2006).
M. Dehghani, A. Amadeh, and S. A. A. Akbari Mousavi, “Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel,” Mater. Design, 49, 433–441 (2013).
M. Fukumoto, M. Tsubaki, T. Yasui, and Y. Shimoda, “Joining of ADC12 and SS400 by means of friction stir welding,” Weld. Int., 19, No. 5, 364–369 (2005).
T. P. Chen, “Process parameters study on FSW joint of dissimilar metals for aluminum–steel,” J. Mater. Sci., 44, No. 10, 2573–2580 (2009).
T. P. Chen and W.-B. Lin, “Optimal FSW process parameters for interface and welded zone toughness of dissimilar aluminum–steel joint,” Sci. Technol. Weld. Joi., 15, No. 4, 279–285 (2010).
T. Tanaka, T. Morishige, and T. Hirata, “Comprehensive analysis of joint strength for dissimilar friction stir welds of mild steel to aluminum alloys,” Scripta Mater., 61, No. 7, 756–759 (2009).
X. Liu, S. Lan, and J. Ni, “Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel,” Mater. Design, 59, 50–62 (2014).
M. Yýlmaz, M. Çöl, and M. Acet, “Interface properties of aluminum/steel friction welded components,” Mater. Charact., 49, No. 5, 79–86 (2002).
M. Rathod and M. Kutsuna, “Joining of aluminum alloy 5052 and low carbon steel by laser roll welding,” Weld. J., 83, No. 1, 16–26 (2004).
W. S. Miller, L. Zhuang, J. Bottema, et al., “Recent development in aluminum alloys for the automotive industry,” Mater. Sci. Eng. A, 280, No. 1, 37–49 (2000).
K. K. Ramachandran, N. Murugan, and S. Shashi Kumar, “Effect of tool axis offset and geometry of tool pin profile on the characteristics of friction stir welded dissimilar joints of aluminum alloy AA5052 and HSLA steel,” Mater. Sci. Eng. A, 639, 219–233 (2015).
Vijay Shivaji Gadakh and Kumar Adepu, “Heat generation model for taper cylindrical pin profile in FSW,” J. Mater. Res. Technol., 2, No. 4, 370–375 (2013).
L. N. Larikov, Diffusion, in: J. H. Westbrook and R. L. Fleischer (Eds.), Intermetallic Compounds. Principles and Practice, Vol. 1: Principles, John Wiley & Sons, Chichester (1995), pp. 757–770.
H. Jin, S. Saimoto, M. Ball, and P. L. Threadgill, “Characterisation of microstructure and texture in friction stir welded joints of 5754 and 5182 aluminium alloy sheets,” Mater. Sci. Technol., 17, No. 12, 1605–1611 (2001).
H. Schmidt, J. Hattel, and J. Wert, “An analytical model for the heat generation in friction stir welding,” Model. Simul. Mater. Sc., 12, No. 1, 143–157 (2004).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Problemy Prochnosti, No. 2, pp. 153 – 170, March – April, 2019.
Rights and permissions
About this article

Cite this article
Ramachandran, K.K., Murugan, N. Influence of Axial Force on Tensile Strength and Microstructural Characteristics of Friction Stir Buttwelded Aluminum Alloy/Steel Joints. Strength Mater 51, 300–316 (2019). https://doi.org/10.1007/s11223-019-00076-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11223-019-00076-7