
The paper considers the determining factors in the structural strength of heat-strengthened glass. The values of residual stress were obtained experimentally at different points on the surface of specimens of heat-strengthened, HS-glass and fully tempered, FT-glass using a SCALP-4 laser scanning polarimeter. The distribution of residual stresses is determined over the area of specimens. It is found that the standard methods of in-process control of the degree of strengthening that involve the determination of compressive stresses only at several points, give a fairly rough estimate of the average level of induced residual stresses in glass structural elements and do not determine their real significance near the fracture origins. The necessity of using the methods of more comprehensive in-process control of residual stresses is justified in order to obtain data on their statistical distribution and optimize the heat strengthening modes according to special requirements to building glazing and new engineering products. As shown by the analysis of the investigations dealing with determination of “the strengthening effect” during heat treatment of glass, it does not exceed the level of residual stresses. Due to the statistical nature of glass strength and residual stresses, the determination of the empirical coefficient, which traditionally considers the increasing contribution of residual stresses to the strength value of heat-strengthened glass, presents great difficulties. Based on the sampling of the bending strength values for glass in the initial, as-received state and after heat strengthening using the mathematical statistics methods, the calculated distribution of stress values that characterize the strengthening effect is determined. The influence of the combination of heat strengthening and etching on the strength characteristics of glass is investigated. It is found that the enhancement of the strength of glass and glass products strengthened using combined techniques is accompanied by a significant increase in the scatter of the tensile strength values, and the influence of the combined treatment on the tensile strength of glass is not additive.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction. Glass as a structural material has found widespread use in the construction, aircraft and transport industries and in new engineering products operating under extreme conditions. The fundamental difference between glass and other structural materials is its linear elastic deformation behavior, brittle fracture and significantly higher fracture resistance under compressive stresses than under tensile ones. These features were decisive in defining the traditional and advanced applications of glass. Thus, the area of research involving the study of the structural strength of glass for components of constructions operating under extreme conditions was created under the guidance of Academician G. Pisarenko at the Institute of Problems of Strength of the National Academy of Sciences of Ukraine. The rationale for this research was based on the concept that “… as to the class of brittle materials such as glass and glass ceramics having, in contrast to such traditional material as steel, a number of specific features, a significant limitation due to the fact that it may be dealing with structural elements subjected to compressive stresses during operation, should be imposed when determining the structural strength” [1]. This problem statement stipulated that due to the brittleness and low strength of glass in tension and extremely high strength in compression, its use as a specific structural material is promising for such engineering structures where, at the cost of operating conditions and a comprehensive set of special technical decisions, the performance under compressive stresses is ensured. This idea was efficiently implemented in the creation of different kinds of shells for deep water vessels operating at high omnidirectional hydrostatic pressure. A local strength of this type of vessels at the points of action of significant tensile stresses, particularly, in the area of joints, was ensured with the help of heat strengthening and ion-exchange techniques, the basis for which is using the high strength of glass in compression to retard the surface crack growth by generating high-level compressive residual stresses.
The development of scientific fundamentals for the structural strength of brittle materials has led to the extension of their scope of application, the progress in the field of production processes, strengthening of float glass and large-size float glass products, as well as to the basic achievements in the design of transparent architectural structures, aircraft and transport glazing and other products that operate under conditions where tensile stresses are an integral part of their stressed state under static and dynamic loading. Under these conditions, it is necessary to take into account the following features of glass as a structural material: its ultimate limit state is much more sensitive to microscopic crack-like defects than to intrinsic defects; due to the extremely low level of fracture toughness (KIc=0.5–0.7 MPa·m1/2), the critical defect size for glass structures can be as low as 20 to 30 μm, which is lower by several orders than those for metallic structures; the strength characteristics vary in a wide range (for industrial glass in the initial state, the bending strength can be from 10 to 200 MPa, for heat strengthened glass it is between 70 to 300 MPa); the bending and tensile strength testing results for glass are statistically non-uniform; in contrast to the majority of structural materials, it is impossible to determine the value of the structural strength of glass using the correction coefficients and to guarantee it by introducing the safety factor if the manufacturer’s data or literature data are taken as the reference value of the strength characteristic. Thus, the manufacturer guaranteed values of the structural strength for the glass are not available, and the problems of ensuring the reliability and operating life of structures are solved by specialists in different branches of industry depending on the field of application.
The effective methods for enhancing the strength of glass are to reduce the presence of defects in the surface layer by way of machining and etching and to induce compressive stresses in the surface layer by way of heat treatment and ion exchange. Despite good results in glass strengthening using the ion-exchange process, the heat treatment still remains the basic method of ensuring the strength and lifetime of architectural glass, aircraft glazing and products for extreme operating conditions. A practical adoption of the processing methods for heat strengthening of float glass using special-purpose equipment for efficient mass production is of paramount importance for improving the reliability of industrial glass and its wide use in engineering structures and new engineering products intended for complicated and extreme operating conditions.
The pressing problems in developing the processing methods of heat strengthening of glass products are to ensure the required level of strength and type of fracture depending on the operating conditions. The strength of fully tempered FT-glass is regulated by Standard EN 12150-2:2004 [2] and is restricted to be not less than 120 MPa. Due to a high level of internal tensile stresses and a significant accumulation of elastic deformation energy during loading, multilayer laminated structural elements of this glass break into small pieces of layers at breakage, which results in the loss of the optical properties of glazing and degradation of its strength (Fig. 1). The tensile strength of HS-glass, strengthened by less-intensive modes of heat treatment, should be no less than 70 MPa. A much lower level of internal tensile stresses leads to the breakage of elements of this kind of glass to form a network of a small number of slowly growing cracks and fragments considerably larger than those in FT-glass. Here, in contrast to fully tempered glass, the transparency of damaged multilayer building and aircraft glazing is retained and their residual post-fracture strength increases during breakage of a certain part of glass layers under complex and extreme operating conditions [3]. Figure 2 illustrates the long-term fatigue fracture behavior of the heating layer of heat-strengthened HS-glass in a multilayer aircraft glass slab with the level of residual compressive stresses required to retain its transparency under complex operating conditions. The investigations on the conditions of fracture of heat-strengthened glass elements have shown that under the influence of processing and design factors, their actual strength values can differ (be much lower or higher) from those available in standards and specifications for new engineering products.

Breakage of fully tempered FT-glass.

Retained transparency of HS-glass.
Table 1 summarizes the strength parameters of the initial parent glass and heat-strengthened building glass subjected to different degrees of heat treatment, which are obtained based on the data generalization for the four-point bend tests according to the standard [2] for 4 to 12 mm-thick specimens of length 1100 mm and thickness 350 mm from 15 architectural glass tempering lines [4, 5]. The pure bending zone is 200 mm long. Residual stresses σres were determined at five points – in the center and four corners of specimens at a distance of 50 mm from the edge – using a laser GASP surface stress polarimeter according to [2]. To obtain a residual stress level of 35 to 60 MPa for HS-glass, it is necessary to apply less intense cooling conditions as compared to FT-glass. However, the test results have shown a mean value of the bending strength as high as 120 MPa, with the minimum value of 80 MPa. The highest value of the bending strength of HS-glass is not restricted by standards. The maximum value of the bending strength for HS-glass reaches 165 MPa. This level is too high and approaches the middle level of FT-glass, resulting in its inadmissibly small fragmentation. Therefore, the problem of a more detailed control of the level of residual stresses in HS-glass structural elements (as compared to the standard [2]), upon which special requirements are imposed with regard to their strength and transparency, is pressing.
An analysis of the causes of fracture of HS-glass shows that in-service damage to the surface, insufficient strength, violation of operating conditions and extreme modes of thermomechanical loading can lead to premature and unforeseen fracture of aircraft and other types of glazing. For example, an uncontrolled increase in the level of tempering can be the cause for not only the loss of transparency, but also insufficient impact resistance of protection glass under multiple loading. Figure 3 shows the fracture pattern of bullet-resistant glass in the event of using the optimal modes of thermal treatment of HS-glass. The mechanical behavior of the slab of tempered armored glass is distinguished by too small size of fragments and insufficient impact resistance (Fig. 4). The transparency of the slab is lost after the first impact loading. In subsequent testing, the resistance becomes problematic.

Fracture of the slab of protective HS-glass.

Slab of protective FT-glass.
Thus, to ensure a given level of strength and to predict the functional capability of structural elements of heat-strengthened glass is important. These problems in relation to architectural glass have been studied and solved over the years at the Pisarenko Institute of Problems of Strength of the National Academy of Sciences of Ukraine in scientific cooperation with the Delft Technical University (hereinafter, TU Delft) [6, 7], with consideration being given to a number of aspects on the actual contribution of the determining in terms of structural strength and processing factors, namely: the strength of the initial parent glass; change in the physico-mechanical properties of its surface layers under heat strengthening conditions; the level of residual stresses induced during heat strengthening; statistical distribution of these characteristics and also the kind and degree of damages in glass in the initial as-received state and after heat treatment that have been insufficiently studied up to now.
The goal of this study is to investigate the influence of the determining factors on the strength of the heat-strengthened glass based on the instrumented measurement of residual stresses and consideration of changes in the resistance to tensile stresses due to peculiarities in the physical-mechanical state of the surface layer of the treated glass.
Residual Stresses in the Tempered and Heat-Strengthened Glass. Their measurement, in accordance with traditional approaches, involves the determination of the bending tensile strength σts of heat strengthened glass based on two averaged parameters – the tensile strength of glass in the initial as-received state σ0 and the level of residual compressive stresses σres – by the formula
where k is an empirical coefficient that takes into account the influence of other effects of glass heat treatment and formation of residual stresses depending on the design and state-of-the-art of the equipment to produce heat strengthened glass products.
The strength of glass in the initial as-received state is controlled by bending testing glass specimens with consideration of the operating conditions and influence of processing factors on the presence of defects on the surface of glass products. Much more difficult is the question of controlling the level of residual stresses σres and assessing the significance of the coefficient k to ensure a certain level of strength and fracture pattern of heat-treated products made of HS- and FT-glass under conditions of mass-production.
Modern standard methods of in-process control of the degree of strengthening that involve the control of compressive stresses only at several points give a fairly rough estimate of the average level of induced residual stresses in glass structural elements and do not determine the real significance of compressive stresses σres near the fracture origins, such as microcracks on the glass surface, with consideration of the statistical distribution of local stresses on the surface of structural elements under different modes of their heat strengthening [5, 6, 8].
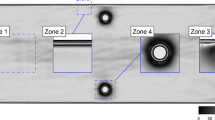
The actual level and features of dependence of the statistical distribution of local compressive stresses at different locations of the surface of heat-strengthened glass on the heat treatment conditions were determined by the experimental methodology developed at the TU Delft to investigate residual stresses on special specimens using a SCALP 4 laser scanning polarimeter (Fig. 5).

Measurement of residual stresses σres in the plate of heat-strengthened glass by the polarization optical method using a Scalp 4 laser scanning polarimeter.
Stresses were measured in the longitudinal \( {\upsigma}_l^{res} \) and transverse \( {\upsigma}_t^{res} \) directions of the head of the SCALP 4 stress meter to determine the components of the biaxial stress state and to assess their nonuniformity. Specimens of FT-glass of dimensions 600 × 400 × 5 mm and HS-glass of dimensions of 800 × 600 × 4, 6, 8, 10, and 12 mm were used as objects of investigation. The measurements were taken in 100 × 100 mm squares into which the plates were partitioned.
It was found that the level of compressive stresses is appreciably inhomogeneous for both FT-glass and HS-glass (Fig. 6). Figure 6a shows the Weibull probability plot for distribution of residual stresses in the specimen of FT-glass. The values of residual stresses of fully tempered glass are in the range from 28.0 to 112 MPa, with their average being 77.8 MPa. For HS-glass, the range of residual stresses for the pooled sample of 4–12 mm-thick specimens is 28 to 73.5 MPa (Fig. 6b).

Dependence of the multimodal Weibull distribution for FT- (a) and HS-glass (b).
Table 2 summarizes the minimum and maximum stress values for heat-strengthened glass of different thicknesses measured in the longitudinal \( {\upsigma}_l^{res} \) and transverse \( {\upsigma}_t^{res} \)directions. It was found that the average value \( {\overline{\upsigma}}^{res} \) of residual stresses in HS-glass is quite stable for glass of various thickness.
The experimental Weibull plots of residual stresses for FT- and HS-glass presented in Fig. 6a are multimodal and are composed of three parts. For FT-glass, the lower part of the experimental plot corresponds to the stresses < 70 MPa, a middle part to those of 70 to 87 MPa, and the upper part to those > 90 MPa. For HS-glass, the lower part of the experimental plot corresponds to the stresses < 45 MPa, a middle part to those of 45 to 60 MPa, and the upper part to those > 60 MPa (Fig. 6b).
To ensure the reliability of elements, the lower part of the curves, which can be used for prediction of the required minimum level of residual stresses for a given low confidence probability of glass breakage, is more significant.
For HS-glass, the compressive residual stress \( {\sigma}_{0.01}^{res}=-35\;\mathrm{MPa} \) , accounting for about 70% of its average value, corresponds to the confidence probability of 0.01. For FT-glass, \( {\sigma}_{0.01}^{res}=-30\;\mathrm{MPa} \), which accounts for about 40% of the average value. It is worth noting that for both of the heat strengthening conditions, the minimum values of the experimentally obtained residual stresses practically coincide. This indicates that the increase in the intensity of the tempering process does not exclude the probability of obtaining low values of tempering, which may be due to the manufacturing deficiencies and inadequate monitoring of the technical condition of the corresponding equipment components.
Thus, the results of the careful measurement of residual stresses for both of the heat strengthening modes have shown that in the absence of their continuous in-process control, the industrial equipment does not ensure the uniform distribution of the degree of tempering at separate locations on the surface of components, and a standard methodology for measurement of these stresses according to the European EN regulatory requirements gives uncertain estimate of the degree of strengthening of flat glass components.
Strengthening Effect of Glass. According to Eq. (1), the strength of heat-strengthened glass is defined as the sum of the material resistance against tensile stresses in the absence of residual stresses and the strengthening effect during heat treatment and formation of tempering residual stresses σres, with the strength test results for the initial parent glass before heat treatment σ0 being taken as the tensile stress resistance characteristic of the material in the absence of residual stresses. The average strength value of glass after heat treatment is considered as the sum of the mean initial strengths and residual stresses. An additional effect of heat treatment and formation of residual stresses of a specific level is taken into account by the coefficient k (1) determined experimentally. From the test results for industrial heat-strengthened and tempered glass (Table 1) and linear relationships for assessment of its mean bending strength level \( {\upsigma}_{mean}^{ts} \) after heat strengthening or tempering based on the mean strength in the initial, as-received state σ0mean, the experimentally substantiated equation was put forward [4] that fits a straight line 1 in Fig. 7:

Experimental dependence of the bending tensile strength of heat-treated glasses of the following types: HS-glass (σres = 35 to 60 MPa) and FT-glass (σres = 80 to 110 MPa) on the residual stresses σres.
In this equation, the strengthening effect is determined by the average values of the component 1.21 σres where 1.21 is the value of the coefficient k.
To take into account the scatter in test results for a large number of specimens of various thicknesses produced by different manufacturers, the lower and upper bounds of the experimental data approximated by straight lines 2 and 3 (Fig. 7) were determined that are described by the equations
where the minimum bending strength of glass in the initial as-received state reaches 40 MPa, and the maximum one reaches 80 MPa. The value of the coefficient k that takes into account the influence of other processing effects of heat treatment on the strength of the heat-strengthened glass is not constant and increases twice from 0.9 for the minimum values of the probability of fracture (minimum strength level) to 1.8 for the maximum fracture probability level for glass products. The coefficient k is a key quality indicator of production processes for fabrication of tempered and heat-strengthened glass as well as products with special requirements for the level of residual stresses and fracture pattern of glass elements. Therefore, the determination of this parameter is an urgent task to improve the strengthening processes of glass structural elements and to enhance the performance of new engineering products intended for use under complex and extreme conditions of loading.
To assess the effect of the scale factor and control of residual stresses on the mechanical behavior of heatstrengthened and tempered sheet glass elements, the transverse four-point bend tests were conducted for 10 mm-thick plate-type specimens of 300 × 100 mm cut out of a sheet of glass using a qualitative grinding and edge polishing by special-purpose automatic equipment in accordance with industrial heat treatment conditions. The specimens were tested in the initial annealed state, after heat strengthening and tempering. The small size of specimens gives a more uniform distribution of compressive stresses. Therefore, their level was controlled in the center of the gage length of each specimen with a SCALP 3 device. The distance between the lower supports was 270 mm, and between the upper ones was 90 mm. The test results are presented in Fig. 8.

Experimental dependence of the tensile strength for small-size specimens of heat-treated glass on the residual tresses σres: (●) initial state; (▲) HS-glass; (■) FT-glass [(○, △, □) correspond to root-mean-square values].
For specimens of glass in the initial state, the average value of the bending strength of 65 MPa practically agreed with the data for standard specimens, whereas the scattering of the values increased from 28 to 90 MPa (the difference is 62 MPa). The results show that the scatter of the strength values of smaller-size heat-strengthened specimens is also dependent on the strength scatter of initial parent glass and residual stresses. The scatter in the experimental residual stresses is close to the results obtained for standard specimens and ranges from 30 to 55 MPa (the difference is 25 MPa) for heat-strengthened specimens and from 90 to 120 MPa (the difference is 30 MPa) for fully tempered ones.
For average strength values of heat-strengthened specimens, the experimental equation for a linear relationship differs from that obtained based on the slope angle test results for standard specimens (Fig. 8), since the coefficient k was increased by 40% and is 1.65:
In Fig. 8, the lower and upper bounds of the experimental data are shown by the dashed lines that are approximated, relatively, by the equations:
where the minimum bending strength value for glass in the initial state is σ0 = 28 MPa, the maximum value is 90 MPa. The results are indicative that the heat strengthening effect of small-size elements is much greater. The reason for this may be the increase in the actual intensiveness of the air cooling in the central part of the surfaces of these products due to approaching the edge effect consisting in that the residual stress values at the edges are higher than those at the center of the plates. The scatter in the strength values of small-size heat-strengthened specimens decreased by a factor of 2.5 times – down to 30 MPa (from 120 to 150 MPa), and for tempered specimens was 70 MPa (from 200 to 270 MΠa) instead of 120 MPa for standard ones. The results obtained for one tempering line have shown that the scale factor and instability of the heat strengthening modes of the processing equipment used by different manufacturers lead to a significant uncertainty of the actual strength parameters of glass products, which is also greatly due to the absence of the in-process control of residual stresses with modern laser devices. An increase in the coefficient k from 1.6 for the minimum strength values of heat-strengthened glass to 1.75 for the maximum ones confirms the statistical dependence of the heat strengthening effect determined in the analysis of the test results for standard specimens (Fig. 7).
Thus, the derived empirical equations indicate that in order to consider the statistical nature of glass strength in assessing the durability of structural elements made of heat-strengthened glass, it is necessary, depending on the degree of their criticality and requirements to the safety, to determine the actual strength of products taking into account the prescribed probability of their fracture under certain loading conditions.
The strengthening effect of glass was assessed with consideration of the statistical nature of its strength. For this purpose, based on the experimental results (pooled samples of size 52) obtained from the axisymmetric bending tests using the ZD-40 equipment, the normal distribution curves (curves 1 and 3) for the strength of glass with dimensions of 80 × 80 × 4 mm, 120 × 120 × 6 mm, 160 × 160 × 8 mm, 200 × 200 × 10 mm, and 240 × 240 × 12 mm after fully tempering and in the initial state and the Weibull distribution curves (curves 2 and 4) for the strengths of tempered glass (curves 1 and 2) and in the initial state (curves 3 and 4) were constructed in Fig. 9. For the samples for the glass in the initial state and the fully tempered glass, the average bending strengths were \( {\overline{\upsigma}}_0=67\;\mathrm{MPa} \) and \( {\overline{\upsigma}}^{ts}=182\;\mathrm{MPa} \) , respectively. A comparison between the distribution curves indicates that for the samples under examination, the Weibull distribution is close to the normal one.

Statistical normal strength distribution curve (1) and Weibull strength distribution curve (2) for tempered glass, the same curves of normal distribution (3) and Weibull distribution (4) for glass in the initial state, and the calculated distribution of stresses characterizing the effect of strengthening [(5) mixture (difference) of normal distributions and (6) mixture (difference) of Weibull distributions].
The experimental bending strength values of tempered glass and glass in the initial state are denoted as random variables X and Y. Let the distribution density X and Y : f (x) and f ( y) be known.
The difference between these quantities Z = X − Y is the “strengthening effect.”
The distribution function Z looks like this
where the integration domain D is the half-plane above the line y = x z in the Cartesian coordinate system,
F (y) is a function of distribution of the random variable Y.
Provided that X and Y are normally distributed variables, the variable Z = X − Y, according to the property of a stable normal distribution is also normally distributed. The parameters of the normal distribution law – mathematical expectation and dispersion – are found by the addition theorem of mathematical expectation m and dispersion D.
Root-mean-square deviation
If the independent random variables X and Y are distributed as Weibull and, in view of (8) and (9), the distribution function of random variable Z looks as follows:
where λ and λ1 are the scale factors and δ and δ1 are the form factors of the Weibull distribution of the random variables X and Y , respectively.
Considering that in contrast to the normal distribution, the Weibull distribution is not stable, the obtained distribution function is not a Weibull function.
The calculated distribution of stresses describing the strengthening effect of tempered glass is illustrated by curves 5 and 6 in Fig. 9. In determining the minimum and maximum values of the strengthening effect level, the difference between the results obtained for the two distributions, is significant. Thus, for a confidence probability of 0.05, the minimum level of the strengthening effect is 80 MPa provided the normal distribution, and is lower by a factor of 1.4, provided the distribution function of (1). With the decrease in the confidence probability to 1%, the strengthening effect level for critical components reaches about 40 MPa with the distribution function of (12) and 70 MPa with the normal distribution.
The analysis of the investigations on the determination of the strengthening effect has shown that it can exceed the level of residual stresses. Both a statistical nature of the strength of glass and residual stresses give rise to considerable difficulties in defining the coefficient k in formula (1). Besides, the uncertainty of the factors contributing to this effect requires more refinements.
The use of Eq. (1) involves that under loading by tensile forces, the compensation of these forces by compressive residual stresses multiplied by the coefficient k occurs initially, and with further increase in the operating tensile stresses, the ultimate limit state is determined by the strength of the initial parent glass.
During heat strengthening of glass, its structure, physical-mechanical state and defect level of surface layers undergo considerable and undetermined changes. At present, there are no experimental methods for estimating the true fracture resistance level for heat-strengthened glass under tensile stresses σfs. Equation (1) is not useful for its determining. The level of residual stresses is measured with present-day laser devices. Therefore, to assess opportunities for further improvement in the strength of glass products by using the combined technologies based on heat strengthening of glass, which include, for example, process steps to reduce the defect level of its surface, Eq. (1) can be written in the form that makes it possible to take into account the degradation effects or further increase in fracture resistance of glass structural elements in bending and tension for the operational stresses higher than σres:
where σfs is the tensile strength of heat-strengthened glass which can be lower or higher than that of the initial parent glass under tensile stresses.
In order to calculate σfs, it is proposed to use the equation
where σ0 is the tensile strength of glass in the initial (as-delivered) state, ψ is the coefficient of mechanical or chemical strengthening of specimens, and β is the coefficient of effectiveness of heat strengthening.
Combined Strengthening of Glass. An increase in the strength of elements made of glass is achieved by reducing its surface defect level [7]. By way of grinding and qualitative polishing, the tensile strength of small-size specimens of 2.5 mm-thick plate glass under axisymmetric bending can be increased, on average, to 200 MPa with the scatter ranging from 150 to 400 MPa. By using etching under standard conditions, without reliable protection of glass surface against damages, it is possible to increase the strength under axisymmetric bending, on average, to 500 MPa, with the instability of results increasing significantly. The minimum value of strength is 100 MPa, the maximum value is 1500 MPa. By using special techniques of etching and protection of specimen surfaces against abrasion damages, the average level of bending strength was raised to 2300 MPa and the scatter of results was reduced from 1400 down to 1000 MPa, with a significant increase of the minimum (1700 MPa) and maximum (2700 MPa) values [9]. Thus, the use of high-strength glass with the coefficient of influence of the additional heat treatment ψ = 10 and higher can be comparable with the compressive stress level and even can exceed it significantly with the combined technologies of glass modification based on tempering processes.
A combined heat-strengthened glass is widely used in impact-resistant multilayer laminated glass slabs under dynamic local loading. In order to assess the degree of heat strengthening of float glass plates of different thicknesses under localized loading and different techniques for strengthening of glass products, the strength characteristics of 5 to 10 mm-thick specimens of glass were investigated in axisymmetric bending. Specimens of sheet glass measuring 120 × 120 × 5 mm, 160 × 160 × 6 mm, 180 × 180 × 8 mm, and 200 × 200 × 10 mm were tested in the initial (as-received) state, after different methods and strengthening modes (heat treatment, etching, combination of heat treatment and etching), using 10 specimens for each type. The tests were performed on a testing machine ZD-40. To take into account the peculiarities in a local character of in-service loading, the radius of the upper die was chosen such that the loading is as localized as possible, namely, r = 7.5 mm. The radius of the lower ring support was 15 to 50 mm depending on the plate thickness. The maximum biaxial tensile stresses in bending were within the center of the specimens under the upper die. The minimum, mean and maximum values of the bending strength obtained from the axisymmetric bending test results for glass plates of different ratings with surface modification are presented in Fig. 10.

Experimental bending strength diagrams for 5 (a), 6 (b), 8 (c), and 10 mm-thick (d) float glass in the initial state and heat-treated according to different technologies: (■) minimum, (●) mean, and (▲) maximum values. [The numbers on the abscissa axis correspond the the state of specimens: (1) initial state; (2) after heat strengthening; (3) after chemical etching of the glass surfaces; (4) result of the combined treatment by way of heat strengthening and chemical etching.]
The mean value of the bending strength of glass in the initial state under localized loading is 120 MPa, which is by a factor of 1.85 times higher than that of 300 × 100 × 10 mm size glass specimens under four-point bending. The scattering range is from 110 to 131 MPa. The strengthening coefficient in formula (14) is ψ 1.85.
It has been found that the strengthening level of the specimens of different thickness is not constant, which is indicative that heat strengthening was carried out using different modes. The level of residual stresses was roughly estimated using Eq. (1) with consideration of the peculiarities in the heat treatment depending on specimen thickness. The root-mean-square value of their bending strength varied from 132 MPa for 10 mm-thick glass, which is typical of the minimum values of HS-glass (Fig. 8), to 235 MPa for 8 mm-thick glass, which meets the minimum values of FT-glass. Considering that the specimen dimensions are much smaller than the standard size and are comparable to 300 × 100 × 10 mm size specimens, the experimental dependence of the tensile strength of small-size specimens of heat-strengthened glass on the residual stresses is shown in Fig. 8, while the value of the coefficient k = 1.65 and the equation below were adopted as the basis for calculation of σres:
The following values were obtained: σres = 27 MPa for 5 mm-size glass specimens, 57 MPa for 6 mm-size specimens, and 72 MPa for 8 mm-size specimens. The level of strengthening of 10 mm-thick specimens was low and did not exceed 13 MPa.
The glass strengthening by way of reducing the surface defects was attained due to chemical removal of the superficial fissured layer. The strengthening effect decreased with increasing thickness of float glass. The most significant strengthening effect was obtained for 5 mm-thick glass specimens. The mean values of the circumferential bending strength were 484 MPa, the minimum value was 210 MPa, and the maximum was 800 MPa. For 5 and 6 mmthick specimens, the values of the strength decreased by a factor of 1.7 тa 1.3 times and were 303 and 344 MPa. The effectiveness of the chemical strengthening of 10 mm-thick glass was even lower, the mean value being equal to 254 MPa. A stable regularity in the decrease of the minimum values of the strength from 210 MPa down to 100 MPa was found. These results have shown that the combined technology – including the process steps of chemical etching and heat strengthening – can contribute to further increase in the glass strength.
The test results for specimens of glass of all ratings strengthened according to the combined technology, indicate that their strength increases significantly: the mean value of the tensile strength of the 5 mm-thick glass treated with a combined treatment increased by a factor of 4 times as compared to the initial strength, that of the 6, 8, and 10 mm-thick glass increased by a factor of 5.6, 3.4, and 6.6 times, respectively, as compared to tempered glass (Fig. 10). The maximum value of the tensile strength of glass strengthened using a combination of the techniques of etching and tempering is observed for the 6 mm-thick glass tempered by the combination of the etching and tempering techniques (~1,5 GPa). The comparison of the level of combined strengthening and the strength of the etched glass shows that the great and insufficiently defined changes in the mechanical condition of the surface layer of glass elements, which more efficiently increase the tensile strength of glass subjected to tensile stresses under the localized loading – rather than residual compressive stresses, which do not exceed, in order of magnitude, the requirements to HS-glass in the investigated specimens – form the basis of the obtained effect. It has been revealed that the influence of the combined treatment on the tensile strength of glass of all thicknesses is not additive: the cumulative effect of using two technologies of strengthening exceeds that of using them individually. It has been found that due to insufficient control of strengthening modes at certain process steps, the obtained results have a large scatter, which requires a step-by-step production control of the strength to ensure needed quality of products.
The performed investigations point to the necessity of specifying the influence of a comprehensive set of determining factors affecting the structural integrity of glass (the degree of the surface defects, statistic nature of strength, the change in the defect level and physico-mechanical characteristics of the surface layer taking place during the heat strengthening process, the scale factor and the level and character of the statistical distribution of compressive residual stresses) on the tensile strength of elements.
Conclusions
-
1.
The structural strength of heat-strengthened glass in new engineering products intended for use under conditions where tensile stresses under static and dynamic loading are an integral part of their stressed state, can be significantly improved due to the development of modern technologies for strengthening glass combined with other methods of modifying its surface.
-
2.
The use of the procedures for comprehensive in-process control of residual stresses with scanning laser polarimeters makes it possible to improve the quality of products made of heat-strengthened glass, to reduce the scatter in the bending strength values and to optimize the heat strengthening modes according to special requirements to building glazing and new engineering products with respect to the level of residual stresses and fracture nature under complex and extreme operating conditions.
-
3.
It has been found that the increase in the strength of heat-strengthened glass and products strengthened using the combined technologies is accompanied by a significant increase in the scatter of the strength values, and the influence of the combined treatment on the tensile strength of glass is not additive.
-
4.
The analysis of a great number of results of the experimental investigations and the use of the mathematical statistics methods to determine the strengthening effect of heat-strengthened glass point to the necessity of further investigations into the influence of the determining factors on its strength.
-
5.
For purposes of determining the strength and service life of new engineering systems, it was proposed to take into consideration the peculiarities of the change in the tensile strength of elements of heat-strengthened glass subjected to tensile stresses due to the contribution of residual stresses and the influence of heat treatment and special methods of modifying its surface layer on the physical-mechanical state with reference to the initial glass.
References
G. S. Pisarenko, Selected Works (Ed. by V. T. Troshchenko) [in Russian], Naukova Dumka, Kiev (2010).
EN 12150-2. Glass in Building – Thermally Toughened Soda Lime Silicate Safety Glass. Part 2: Evaluation of Conformity/Product Standard, BSI, London (2004).
F. Bos, “The integrated approach to structural glass safety applied to glass beams,” in: Challenging Glass 2, F. Bos C. Louter, and F. Veer (Eds.), WPS, Zutphen (2010), pp. 297–308.
M. Schiavonato, E. Mognato, and A. S. Redner, “Stress measurement, fragmentation and mechanical strength,” in: Glass Processing Days 2005, Tamglass Ltd., Tampere (2005), pp. 92–95.
E. Mognato, S. Brocca, and F. Comiati, “Which is the right reference surface compression value for heat treated glass?” in: Challenging Glass 6, F. Bos, C. Louter, and F. Veer (Eds.) (2018), pp. 703–712, https: //doi.org/10.7480/cgc.6.
F. A. Veer and Y. M. Rodichev, “The relation between pre-stress and failure stress in tempered glass,” in: Challenging Glass 4 and COST Action TU0905 Final Conference, C. Louter, F. Bos, J. Belis, and J.-P. Lebet (Eds.), CRC Press, Leiden (2014), pp. 731–738.
F. A. Veer and Y. M. Rodichev, “Improving the engineering strength of heat strengthened glass,” Heron, 61, No. 2, 121–138 (2017).
J. H. Nielsen, “Experimental investigation of residual stresses in toughened glass,” in: Challenging Glass 1, F. Bos, C. Louter, and F. Veer (Eds.), Delft University Press, Amsterdam (2008), pp. 387–398.
G. M. Bartenev, Super-Strength and High-Strength Inorganic Glasses [in Russian], Stroiizdat, Moscow (1974).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Problemy Prochnosti, No. 4, pp. 85 – 100, July – August, 2018.
Rights and permissions
About this article

Cite this article
Rodichev, Y.M., Veer, F.A., Soroka, O.B. et al. Structural Strength of Heat-Strengthened Glass. Strength Mater 50, 584–596 (2018). https://doi.org/10.1007/s11223-018-0004-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11223-018-0004-8