
Abstract
Optimising available resources and minimising production costs and throughput time is vital for first-tier suppliers in the worldwide automotive sector. To develop this type of optimisation and efficiency, MAHLE applied Action Research (AR) in one of its factories located in Spain. A multidisciplinary collaborative work team was created with the aim of deploying the AR initiative in combination with Lean Manufacturing and Six Sigma tools. Four improvement and learning cycles were deployed and key performance metrics were defined to collect and measure data in order to analyse the improvements achieved. The application of the AR initiative in the production line of a power filter device enabled improvements in both production times and quality indicators in the manufacturing process. The most outstanding results were the improvements made in the decrease in initial throughput time (34.78%) and in average daily rejections (73.53%). In addition, the AR initiative generated practical and theoretical contributions for business and academia, allowing the AR initiative to be applied in other areas of the company, and contributing to the current state of the art in the industrial application of this methodology.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The development and industrialisation needs of the modern world have become increasingly demanding in recent years, with tight delivery times needing to be met and adequate quality guaranteed (Avelar-Sosa et al. 2018; Caldas-Miguel et al. 2020). Therefore, mechanisms must be established for correct communication between company departments to coordinate all manufacturing and management processes in the most efficient ways (Barclay et al. 2021).
The automotive industry is a strategic sector in the Spanish economy and has become one of the pillars of the country’s industry. According to the Spanish Association of Automotive Suppliers (Sernauto 2020), the sales of the automotive sector in Spain were 69,500 M€ in 2019, representing 5.58% of gross domestic product (GDP) (ANFAC 2020). This sector is characterised by strong investment from the market’s leading groups and high employability. However, the automotive industry is currently undergoing a process of restructuring, as connectivity and digitisation are the main trends among leaders in the sector. In addition, as future restrictions on use depending on energy source are currently unclear, consumers are uncertain about options when purchasing vehicles. This restructuring and variation in the number of vehicle sales means that first-tier suppliers have to demonstrate their ability to incorporate the necessary changes taking into account the diversity that each environment or manufacturer may demand (Pavlínek 2020).
Therefore, in order for this environment to remain profitable, it is necessary for first-tier suppliers to improve production processes and to increase the industry’s competitive capacity (Dwaikat et al. 2018). Thus, it is essential to exploit the capacities and resources of the production chain so production costs can be rationalised and the demands of manufacturers in the sector can be met (Marodin et al. 2019). Considering this demand, the present study focuses on the implementation of continuous improvement tools in the manufacturing process of a factory belonging to the multinational company MAHLE, a first-tier supplier for the leading car manufacturers that it is laying the basis for the worldwide introduction of electric mobility (MAHLE 2020). We chose Action Research (AR) (Coughlan and Coghlan 2002), combined with Lean Manufacturing (LM) (Womack et al. 1990; Marin-Garcia and Bonavia 2011a) and Six Sigma (SS) (Prabhushankar et al. 2008; Alhuraish et al. 2017) as the methodology. AR is an approach with important positive implications, in which the researcher is immersed in the object under investigation, which gives him a privileged point of view on the question to be investigated (Chen et al. 2018; Surendra and Nazir 2019). AR is emerging as a dominant methodology (Gibbons and Burgess 2010; Battistella et al. 2015 as it involves a process of permanent adjustment with the aim of making progress in continuous improvement (Larrea 2019). In this sense, AR allows us to cover the gap between academic research and the real needs of the company (MacDonald 2012; Eden and Ackermann 2018). In addition, LM is a methodology that seeks the systematic elimination of waste in order to improve process performance (Ohno 1988; Bhasin and Burcher 2006), while SS is an approach that strives to achieve the maximum possible defect reduction (Linderman et al. 2003; Aboelmaged 2010).
In addition to the reasons described above, the decision to carry out an improvement project of this magnitude was mainly motivated by the rapid growth of the factory. As one of the multinational’s important production centres, dedicated to the manufacture of electrical and electromechanical components for the automotive sector, it organised production lines without taking into account the maximum use of space or the possible saving in operating times to reduce the cycle time of the product. Further, it failed to sufficiently train employees in the elimination of waste and too much time was dedicated to activities that added no value to the final product, resulting in bottlenecks above the cycle time, unnecessary stock, etc. Thus, it was necessary to rationalise and optimise resources, focusing on growing efficiently, and guaranteeing the adequate quality of processes and products.
Continuous improvement can be defined as a stable and learned pattern of collective activity through which the organisation systematically generates and modifies its operational routines to improve effectiveness. Although continuous improvement is widely practised, organisations exhibit difficulties in its implementation, largely due to a poor understanding of change management in continuous improvement initiatives (Butler et al. 2018). A better understanding of the practices involved in these continuous improvement processes would help to eliminate uncertainty about them. AR, which can be defined as a research approach in which members of the organisation become co-researchers by participating in the transformation of theory into an active research process (Butler et al. 2008), is helpful in achieving this understanding. The main goal of AR is to help improve conditions that are unsatisfactory for agents. AR is useful in explanatory studies focusing on the analysis of cause-effect relationships, as well as in the implementation of change, and is therefore often used in organisations with the aim of improving their strategies, practices and processes (Collatto et al. 2018; Tiwari and Khan 2019). In this sense, it is necessary for the researcher to know the intended outcomes as well as the rationale for achieving them (Surendra and Nazir 2019). Therefore, this work adds to the existing literature on the development of continuous improvement activities under the AR approach, which contributes to greater efficiency of improvements and a better understanding of the processes underlying them. Thus, this work contributes to the state of the art with a methodological framework that combines AR with other continuous improvement initiatives, particularly Lean Six Sigma (L6S) and its actual application to the operational improvement of a production process in a company in the automotive industry.
With this background, the need to implement and develop an continuous improvement (CI) initiative to optimise resources and improve the production process is justified. Furthermore, this study provides theoretical and practical contributions to the current state of the art showing the potential that the AR methodology combined with continuous improvement tools can provide in a first-level supplier.
The Lean Manufacturing initiative is based on production efficiency through the elimination of waste (Ohno 1988). In relation to its scope of application, the Lean philosophy is potentially applicable to all areas of an organisation, although in general, it is usually associated with the operations area (Möldner et al. 2020). The Six Sigma methodology is an improvement philosophy embedded in the organisation and focused on reducing variation in processes or services (Indrawati and Ridwansyah 2015). The combination of both initiatives results in Lean Six Sigma (L6S), which has been shown to be a useful management strategy that helps organisations operate more efficiently. Therefore, in conducting this work, we have chosen this combination of continuous improvement practices because it allows companies to achieve substantial improvements in meeting their objectives through the achievement of near-perfect quality levels, as well as a significant reduction in waste and process variability, resulting in higher customer satisfaction and significant cost reductions (Gupta et al. 2020). In addition, we have chosen L6S because its principles initially address the elements that are critical for customer quality and the causes of the longest process cycle times (Raval et al. 2018), which are essential for the company under analysis.
Therefore, the main aim of the paper is to present a framework of analysis to apply continuous improvement tools under AR methodology in a first-tier automotive supplier factory. In particular, the model was implemented in the production line of a power filter device, a key component of the electric vehicle (EV). This production line showed many inefficiencies, resulting in low productivity and high rejection rates. The main contributions of the research are summarised as follows. First, the proposed methodology improves the state of the art in the combined use of AR with continuous improvement procedures, providing the automotive industry with a powerful tool to identify inefficiencies and apply continuous improvement methods, allowing the efficiency of production lines in the automotive sector to be enhanced. Second, the methodology was conducted and applied in a real manufacturing site using the power filter device, a key component for the EV’s propulsion system, as the case study. This allowed us to obtain more realistic outcomes that are cumulatively improved depending on the learning cycles involved. Third, the work generates knowledge for both academia and industry in terms of lessons learned, helping improve understanding in the application of advanced continuous improvement initiatives in other sectors and facilitating the application of the designed initiative in other areas of the factory.
The paper is structured as follows. The next section provides an overview of the main topics and areas of knowledge addressed in this research. The methodology is then defined and the case study presented. Next, the implementation of the CI initiative is described. Finally, results, managerial implications and conclusions complete the paper.
Literature Review
The Role of First-Tier Suppliers in The Automotive Industry
The automotive industry is currently a strategic sector in the world economy. In recent years, vehicle production had been growing until 2017, although there was a period of decline between 2008 and 2009 due to the global financial crisis (ACEA 2020a). At the start of 2018, the global car market was almost flat. However, in the second half of the year, sales in the sector fell. Since the beginning of 2019, there has been less vehicle demand in most countries as economies have slowed and business and customer confidence has stagnated (Leighton 2020). According to total figures for the market, there was a global drop in sales from 94,416 million units in 2018 to 90,266 million in 2019 LMCautomotive (2020).
In Europe, there was a 2.5% drop in sales in the automotive market at the beginning of 2019. Production in Germany, one of the engines of the automotive industry, is stagnated. Italy was close to recession and other countries also saw sales fall as a response to uncertain conditions. Such uncertainty was influenced by economic motives, such as Brexit, but also by the direction of fuel policies. In fact, sales of diesel-fuelled vehicles are currently falling, and end customers are postponing the purchase of a new vehicle due to uncertainty about future policies and which vehicle energy sources will be dominant in the future, in regulatory and fiscal terms (Leighton 2020). Furthermore, the effect of the COVID-19 pandemic on the automobile industry is unprecedented. Most vehicle manufactures had to stop production and development sites for months along 2020. Although the exact impact of this situation in the full-year 2020 is unknown, (ACEA 2020b) reports that more than 1.1 million of workers in the automotive sector were affected by halts in production during the lockdown period, and that the production losses in the European Union (EU) were more than 2.4 million vehicles just between March and May 2020. This represents 13% of total production in 2019. This trend is also causing the leading car manufacturers to produce most of their models in multiple variants according to energy source. In this way, they launch different vehicle variants to the market with the possibility of choosing the type of fuel depending on the vehicle variant, namely diesel, petrol, electricity or natural gas, among others (Leighton 2020).
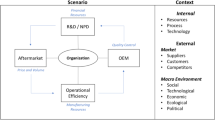
An OEM (Original Equipment Manufacturer) is the company that manufactures the car, being the first-tier suppliers key factors in the OEM supply chains. First-tier suppliers must have the necessary skills and resources to supply on time critical components to the OEMs and with the expected quality, based on robust agreements and usually running over several years for each project. Thus, first-tier suppliers must decide strategies in order to deal with this transformation of the automotive industry. Below are five points that describe the current situation of first-tier suppliers (Berger 2019):
-
(1) Several projected changes in the automotive industry are fast becoming reality. Therefore, serial manufacturing assembly lines must be conscientiously designed with Lean concepts in order to be easily modified in case of future need.
-
(2) All these changes affect products, customers, employees and the legislative framework. A continuous improvement mindset is needed in all organization levels, since the aforementioned changes during product lifetime generate several improvements in assembly lines.
-
(3) There is little time to prepare for action in response to changes. Taking into account the speed and frequency of the changes, rigorous monitoring of the assembly line indicators is needed in terms of performance but without forgetting quality. Therefore, Lean Six Sigma is an important methodology to follow up process capability.
-
(4) All suppliers are obliged to deal with the same market environment but need individual response measures. In order to create a clear differentiation in this changing market, Lean philosophy once again plays a fundamental role during assembly line design.
-
(5) Each automotive supplier needs to identify the changes in the market that most affect them. These changes must be addressed with a focus on improvements in the current product and process, following the continuous improvement of the whole.
In most contracts between OEMs and first-tier suppliers, suppliers not only commit themselves by contract to manufacture components for the OEM in serial production, but it is typically stipulated that they must supply components for a certain number of years after the end of serial production of the product, as replacement components. Similarly, the contract also usually includes the first-tier supplier, in the case of specific customer requirements, being responsible for the design and development product stages, so that once the entire process is validated, serial production starts (Eber et al. 2019).
In the automotive sector, the time to market is usually long. Months or even years may pass between project acquisition and transition to serial production. This situation can be explained because not only does the project have to be analysed initially to accept the requirements of the OEMs, but the product also has to follow several phases of prototyping, validations and customer audits until the serial production (Tolmay 2017). All these stages are standardised and well defined by rules, which are followed by the leading OEMs, either literally, or by extending or specifying them to their own ways of managing project milestones (Volpato 2004). In this way, the phases of an automotive project are divided into stages and the quality personnel of OEMs must be coordinated with their counterparts in the first-tier suppliers to supervise and approve the each step (Balakrishnan and Suresh 2019).
Lean Six Sigma
The term “Lean Manufacturing” (LM) or “Lean Production” was first used by Womack et al. (1990) in their book “The Machine that Changed the World”. However, its principles were developed in the mid-20th century by Taiichi Ohno at the Toyota Motor Company.
LM was popularised by the International Motor Vehicle Programme (IMVP), formed by researchers at the Massachusetts Institute of Technology (MIT). This organisation defines Lean as a philosophy that, when implemented, reduces the time from customer order to delivery by eliminating sources of waste in the production flow (Antony et al. 2021). Lean thinking is based on doing more with less, i.e. providing more value using fewer resources. To this end, a series of tools are used to manage the organisation more effectively, eliminating non-value-added operations and focusing activity on what customers perceive as the value of the service they demand (Abdulmalek and Rajgopal 2007; Bai et al. 2019). Since the collapse of the financial markets in 2008 and the subsequent recession, individuals and businesses have been forced to learn to achieve more with less. In this sense, a large number of organisations have started to implement Lean theory in order to introduce ways and means to reduce time and costs, and to make organisations provide goods and services with higher quality and lower cost that in the past (Psomas 2021).
Meanwhile, the Six Sigma concept was developed in the 1980s by the US Motorola Company, after its managers became aware of the threat posed by Japanese products, characterised by high levels of quality and very low levels of defects (Linderman et al. 2003). The Six Sigma methodology is an improvement philosophy embedded in the organisation and focused on reducing variation in processes or services (Puram and Gurumurthy 2021). Six Sigma is a path to excellence that differentiates itself by having an organisational structure dedicated to the improvement methodology, with a team specially trained to search for improvement opportunities and their subsequent implementation. It follows an orderly method and establishes measurable objectives using a wide range of improvement tools to reduce variability (Qayyum et al. 2021). Six Sigma philosophy, beyond its statistical significance, has become a measure of quality that is part of the company culture and seeks to increase effectiveness and efficiency in organisations (Widodo and Soediantono 2022).
The combination of Lean Manufacturing and Six Sigma results in the L6S philosophy, which is a process improvement programme that combines tools to reduce the time required to provide products or services with techniques for improving quality, contributing substantially to increased customer satisfaction (Arumugam et al. 2014; Pereira et al. 2019). At first glance, their approaches differ, which sometimes leads us to question their compatibility, but if we understand their fundamental principles, a perfect complementarity between the two can be achieved (Cheng and Chang 2012; Zhu et al. 2018; Araman and Saleh 2022). The application of this combination is particularly appropriate to the case study selected in this work, since the problems detected in the production process require tools that make time reduction compatible with the elimination of errors and quality improvement. As the combination of these two systems, L6S is a proven management strategy that helps organisations to operate more efficiently (Patel and Patel 2021). According to many business analysts and quality improvement experts, L6S is the most popular business performance improvement methodology in the history of business development (de Mast et al. 2022). Table 1 shows the main tools of the L6S approach.
The L6S philosophy is developed through small transformations in the form of projects, which will be based on a number of fundamental principles: 1)focusing the organisation on customer and their needs, 2) increasing the speed of processes by eliminating downtime, 3) ensuring that processes are under control and conform to customer specifications, 4) designing services to meet customer needs, 5) implementing change actions and 6) ensuring that the results achieved are sustained over time.
Continuous Improvement
Continuous improvement refers to actions focused on obtaining high-quality products, process and services (Sunder and Prashar 2020; Kang et al. 2016; Doshi and Desai 2019). Large companies typically have a dedicated continuous improvement department in order to improve these issues, which generates cost and time optimisation, resulting in better performance and efficiency (Pereira et al. 2019). The continuous improvement philosophy is not only a quality tool for improving a process, but also the renewal of organisational efforts to prevent stagnation. Continuous improvement comprises tasks conducted by all employees and not only by experts, like other philosophies designed to achieve improvements (Cole 2001). Moreover, the idea of an organisation proactively and continuously looking to solve strategic problems has become a major objective as a manufacturing best practice (Delbridge and Barton 2002).
According to Marin-Garcia and Bonavia (2011b), there are currently two main types of strategic production priorities, 1) strategies only focused on the efficiency costs (reduction of inventories, investments and production costs) and 2) strategies that, going further, also seek the differentiation of the company through the quality of its products (reduction of errors and improvement of the quality perceived by the customer), in flexibility (different types of products, modification of the volume of production or design modifications), or in delivery of the final product (time to market). It can be difficult for a company to satisfy several priorities at the same time, and even more when priorities seem incompatible. It is therefore necessary to make efforts to use tools and techniques that allow companies to confront such priorities efficiently. Moreover, some companies may apply differentiation techniques to improve their situation but after adopting the methodology, they consciously stop using it Marin-Garcia et al. (2009).
Therefore, continuous improvement of production and quality is necessary to identify and prioritise existing problems, eliminate or reduce activities that add no value to the product, reduce cycle time, or eliminate errors, among others. All these activities are the basis of techniques included in the philosophy of LM (Jack-Kie et al. 2019), such as 5S or Value Stream Mapping (VSM). 5S are based on strategies to keep the shop floor clean and tidy. However, its function goes further, since apart from being a tool with a specific application, its objective is to implement a standard of workplace Lean practices (Agrahari et al. 2015). A VSM is a Lean technique used for schematic description of material flows in a process, in order to determine and eliminate wastes (unnecessary times and/or activities) that do not provide added value to the final product (Shou et al. 2017). In the same way that LM focuses on the elimination of times that add no value, there also exist techniques built on the analysis of data and statistics that focus on the elimination of errors, being a great contribution to the improvement of quality, such as the study of rejection rates using Pareto analysis. These techniques make up the SS philosophy and, used in combination with LM techniques, result in the Lean Six Sigma (LSS) methodology.
Methodology
AR is a methodological process for carrying out improvement activities by maintaining what has already been improved. According to Fu-quan and Huang (2012), and Chen et al. (2018), AR is emerging as the dominant methodological orientation for the near future. It is a permanent process of adjustment, whose objective is to advance along the path of continuous improvement (Larrea 2019). The underlying theme in AR is the ability for individuals to learn from one another, which suggests that co-created learning is at its core (Tossavainen 2017). In general, the aim of AR is not only to discover facts, but also to help change certain conditions considered unsatisfactory by the community. In this way, the researcher must know the results they intend to achieve and why they should be achieved (Naslund and Norrman 2019; Surendra and Nazir 2019).
Following (Baskerville and Myers 2004) and (Butler et al. 2008), we can define AR as a research approach in which members of the organisation become co-researchers as they help to translate theory into an active research process. The application of AR assumes that the responsibility for theorising lies with researchers and members of the organisation (Battistella et al. 2015). In general, all actors involved in the process of AR agree that its development is an enriching experience (Cap et al. 2019).
AR has this positive effect for many reasons. The most important is that AR is always relevant to the participants. Relevance is guaranteed because the focus of each research project is determined by the researchers, who are in turn the main client of the results obtained. AR can be of great use in the field of business management since it analyses a phenomenon from within the company, which makes it possible to cover the gap between academic and research work in this field and the activities and needs of the company. In this sense, it is a methodology that enables a response to research needs in business management: interdisciplinary research, practical research, research related to the real world, and the use of new methods (Carr 2007; MacDonald 2012; Eden and Ackermann 2018).
In addition, AR is useful in explanatory studies focused on the analysis of cause-effect relationships, as well as in the implementation of changes (it promotes the success of a certain intervention). Thus, it is often used in organisations with the aim of improving strategies, practices and processes (Collatto et al. 2018; Tiwari and Khan 2019).
AR is also used in other areas, such as institutions (Kregel and Coners 2018), education (Liu and Li 2020), healthcare (Prasad et al. 2018), or aeronautical applications (Brookes et al. 2007). Evidence of this is found in the work by Garrido-Vega et al. (2016), with the application of AR to solving problems in the final painting of aerostructures by a local supplier with limited experience in the use of continuous improvement projects. Thanks to the application of AR combined with Six Sigma techniques, the quality of the product was improved, the time and cost of rework operations was reduced, and the number of non-conforming products decreased (Garrido-Vega et al. 2016). Another example is found in McManners (2016), in which the author applied AR in order to analyse the relationship between the aviation industry and its stakeholders and environmental factors. This study was developed in three phases. Phase 1 was a comprehensive analysis of aviation, phase 2 was about seeking ideas from the car industry because it is a related sector facing similar challenges, and phase 3 consisted of interviews across stakeholder groups. Its main conclusion was that the active engagement with people provided by AR can be the key to brokering solutions to economic and technical challenges, which can be extended to the car industry because of the aforementioned parallelism.
AR was chosen as the methodology in this case of study for three main reasons. First, there is considerable theoretical and practical interest involved in applying such a complex methodology and contributing to the state of the art by seeking improvements in a real production process (Kerr et al. 2019). Secondly, it is important to highlight the instructive generation of cooperative or participatory work that involves applying the tools used within this methodology to obtain improved solutions. Finally, it should be highlighted that the first author of this paper has been involved in all the practical work developed in this study and has acted as the main researcher on the project.
According to Susman and Evered (1978); Coughlan and Coghlan (2002); McManners (2015), and Garía-Navarro et al. (2019), AR takes place in seven stages: 1) Preparatory research, 2) Action research planning, 3) Data collection, 4) Data analysis and action planning, 5) Action implementation, 6) Action evaluation, and 7) Learning. Furthermore, and following (Baker and Jayaraman 2012), the Action Implementation stage is deployed in several improvement and learning cycles, with each one being divided into five steps: Diagnosing, Action Planning, Action Taking, Evaluation, and Specifying Learning.
Figure 1 shows a general view of the proposed AR methodology. The first step of the project involves the preparatory research, in which a comprehensive and accurate picture of the problem to solve is created (McManners 2015.) This is followed the Action Research Planning stage, where the first action steps in the applicability of AR are detailed, such as the selection of the case to be studied and the AR team. Next is the Data Collection stage, where the main data and information sources collected in the field to improve the process are described. Subsequently, in the Data Analysis and Action Planning stage, an in-depth analysis of the information collected is performed. This is followed by the preparation of the implementation stage. Within the Action Implementation stage, several AR improvement and learning cycles are developed, consisting, in turn, of the five stages of Diagnosing, Action Planning, Action Taking, Evaluation, and Specifying Learning. After this is the Action Evaluation stage, in which the results obtained and improvements achieved are analysed. Finally, in the Learning stage, the contribution to academia and industry is defined. Within the Action Implementation stage, the Diagnosing phase evaluates the information available from the field. In the Action Planning phase, the techniques to be used and the key performance variables to be measured are defined. In the Action Taking phase, the previously selected tools are put into practice. In the Evaluation phase, the results obtained after applying the improvement tools are analysed. Finally, in the Specifying Learning phase, an overview of the learning cycle is generated, as well as its contribution to both industry and academia, with this being a key factor in the application of the AR methodology (Cap et al. 2019). This structure is repeated if further improvements are sought in the resulting process.

Reliability, Validity and Generalizability
In relation to reliability, in qualitative research, this refers to, and underlies, the consistency of the research (Grossoehme 2014). In our case, since the data was extracted from the original source, we verified the accuracy in terms of form and context by comparing the answers obtained among the different workers (a form of triangulation) with constant comparison. In addition, the scope and analysis of the data performed by the AR team was complete, including all the agents involved in the process.
In terms of validity, in qualitative research, this concept refers to the appropriateness of the tools, processes and data used in the study (Leung 2015). In this sense, through the comparison with similar previous studies, we verified that the research question is valid to achieve the proposed objective, that the methodology is appropriate to answer the research question, and that the research design is valid for the methodology used. Finally, we checked the validity by testing that the results and conclusions are valid according to the sample and the context.
With regard to generalisability, although this is not an expected attribute of qualitative research (Leung 2015), a pragmatic approach to assessing generalisability would be to adopt the same criteria as for validity, using triangulation and constant comparison. According to (Kvale and Brinkmann 2009), applying the proximal similarity model, the generalisability of our study would be similar to others in time, place, population and social context.
Case Study
MAHLE Company
MAHLE (MAHLE 2020) is a multinational company in the automotive sector; it acts as a first-tier supplier for the leading car manufacturers, and is known as one of the main pioneers and technological drivers for the future of mobility. The company was created in 1920 with an innovative mission: the use of internal combustion pistons for cars made of light alloy instead of heavy cast iron. After its first success, the company has grown constantly; one of every two vehicles in the world today has a component made by MAHLE. The company is committed to making transport more efficient, more environmentally friendly and more comfortable. The multinational is involved in continuous optimisation of the combustion engine, but also promotes the use of alternative fuels and is laying the basis for the worldwide introduction of electric mobility. Therefore, MAHLE has a broad product portfolio, addressing fields related to powertrain and air conditioning technology, but also those related to electrical and electronic systems of all kinds. In addition, MAHLE has always had a significant presence in the motor racing world, and has been involved in systems related to mobile machinery, rail transport, and marine applications.
MAHLE has an important production centre in Motilla del Palancar (Cuenca, Spain), which is also close to the company’s research, development and innovation centre (R &D) in Paterna (Valencia, Spain). The production plant in Motilla del Palancar manufactures a wide variety of products, including control units and power electronics for electric auxiliary components and thermal management systems, as well as power converters for e-mobility solutions. For all these reasons, the plant is an expert in mechatronic systems for the automotive industry. One of the main projects at this plant is the Power Filter Device (PFD) with some operations in a critical situation mainly in terms of lead-time and quality. This product is described in detail in the next section.
Power Filter Device
The PFD is a key component for the management of the battery charge in EV engines. It is an Electromagnetic Compatibility (EMC) filter that works to avoid the emission of harmonics to the electrical network and possible leakage currents in both alternating and direct current. It shows the best properties to reduce energy leaks and electromagnetic interference and to preserve the life of the electric engine (citealtelectronicdesign). Figures 2(a) and 2(b) show a general view of the PFD and its position in the motor of a vehicle.

Power filter device
In order to demonstrate the use of this element in relation to other components of the EV, it should be noted that the inverter is an essential component that transfers the energy provided by the batteries in direct current, modifying the signal to provide alternating current to the motor. A rectifier transforms the energy obtained by the regenerative brake or from an external charger in the same way to power the battery. Currently, investments are being made in multiple transistors generating different voltages. These components can give rise to the harmonic distortions mentioned above, which also cause heating of the other electrical components and it is here that filters are needed to reduce these negative effects.
PFD Assembly Line
The production assembly line needed to manufacture the PFD requires rigorous product and process quality compliance, in order to satisfy customer requirements, which, in the automotive world, are very high. In addition to controls needed to avoid defects, it is necessary to have the controls to detect such possible errors. Taking into account the necessary production operations and the associated controls, there is still a need to satisfy very tight production times, expressly agreed to yield competitive results in line with the current situation of need of customers, namely, major vehicle manufacturers, which are to be adapted to the e-mobility of the future.
The manufacturing process of the PFD requires multiple types of materials, previous operations of sub-assembly and several electronic circuits already built with surface mounted devices (SMD) and through-hole components (THC). These last two elements constitute the printed circuit board assembly (PCBA). All of these stages are undertaken in the MAHLE factory in Motilla del Palancar (Spain). However, the most critical operations are the coil assembly operations (with a total of 15 different operations), when the mechanical elements of the product are connected, measured and validated with the electronic components, leaving the product ready to be completed with the final operations and managed by logistics to be sent to the customer.
The critical part of the PFD production process is the coil assembly line, which was initially highly inefficient, with a multitude of errors in different operations, and with production times far from the cycle time needed to fulfil customers’ orders. Changes and improvements were urgently needed to make the product manufacturing process profitable, which was the key for compliance with the customer and the commitment to the continuity of manufacturing new versions of the PFD at MAHLE. Table 2 shows the main operations involved in the manufacturing process of the coil assembly line.
These operations names shown in Table 2 and description are defined by the authors and company production leaders, taking into account the steps needed to build the Power Filter Device, customized product of the company, so it comes from the company know-how.
Given the critical status of the project and that the researcher was working at the MAHLE production centre as a Project Quality Engineer, the possibility of creating an improvement methodology to tackle the line problems was considered. In addition, this would serve as a pilot line to prove the effectiveness of this methodology, which could then be applied in future production assembly line projects and, with the knowledge generated contributing to the current state of the art. Working inside the company, the researcher was able to propose that one of the fundamental pillars of this new methodology could be AR. In this way, the desired methodology would emerge from the combination of AR techniques and continuous improvement techniques.
Deployment of The AR Initiative
This section details the deployment of the phases carried out to complete the AR initiative. The schedule followed for its application was: Kick-off (June 2019), Action Research Planning (June 2019 to September 2019), Data Collection (October 2019 to March 2020), Data Analysis and Action Planning (April 2020), Action Implementation (May 2020 to August 2020), Action Evaluation (September 2020) and Learning (From October 2020).
Stage 1. Preparatory Research
Most MAHLE production plants are of a mechanical nature. A plant with production totally focused on electromechanical components for EVs represents a great contribution to renewal and improved ecological contribution. The plant in which the researcher and first author of this paper works meets these requirements, and the PFD, being one of the main products of the factory, requires an optimal production process with quality and ideal production times in order give MAHLE an advantageous position in the market, and to develop a competitive advantage that allows it to continue growing in the automotive industry of the future. In this way, an optimisation of the manufacturing of the PFD is key. An AR application can take this optimisation to the highest level and can also ensure learning not only for the company but also for the current state of the art of the practical application of this methodology in the current automotive industry.
Stage 2. Action Research Planning
In this stage, there were two main issues to be solved: the selection of the case study and the selection of the AR team. As regards the case study, as mentioned, one of the factory’s key projects was in a critical situation. Specifically, the coil assembly line showed low performance with a negative effect on the quality, cost and production times. Therefore, it was selected to be the project in which to implement this methodology. Regarding the AR team, it was necessary to select a multidisciplinary team with which to guarantee the success of the CI initiative. In this sense, the group was selected with the first author of this paper as the head of the AR team and the quality team responsible for the pilot project within the company. In addition, the team included a manager for the industrialisation of the project, the person in charge of project production giving active support for the line improvement approach, and the quality and industrialisation managers providing resources to implement the improvement proposals.
Stage 3. Data Collection
The data collection stage performed between October 2019 to March 2020 was a key step for the AR deployment, based on information collected in different ways:
-
Meetings: more than thirty meetings were held in order to present the project to the key people, to collect all the data needed to continue through the different AR stages, and to have dedicated follow-ups with the AR team.
-
Interviews: fifteen interviews (30 min per interview) were conducted with Management (Plant Manager, Quality Manager, Production Manager, Project Manager), Middle managers (Project Quality Engineer, Production Engineer, Process Engineer, Production Administrator, Quality Factory Engineer, Team Leader) and operators on the line. These interviews were conducted to understand the global structure of the line and product, as well as the way of recording data and the day-to-day work of the assembly line. Moreover, direct observation by the author of the present article was also important to understand said day-to-day work. Data sources. Registers of controls, production and quality from the beginning of production were collected by different means: company intranet, Enterprise Resource Planning software (ERP) and rejection indicators included in the line wall local servers that are part of the Shop Floor Management (SFM).
Thus, we were able to establish the initial situation of the pilot line, as a base from which to identify the points of improvement necessary as an application of AR methodology. The data collection process led the AR team to better understand the production line issues, the complexity of the operations, and all the difficulties hindering the improvement of these processes. Quality documentation based on process control plans, flow chart diagrams, and Process Failure Mode and Effects Analysis (PFMEA) analyses was revised. In addition, the AR team selected and collected several Key Performance Indicators (KPIs) taking into account needs of improvement in the assembly line. Additionally, the AR team defines below each of these KPIs according to the existing data of the line:
-
Throughput time (TpT). Total time required by a product to cover the entire productive process, from the raw material (input) to the final product (output).
-
Total production. Total number of finished parts ready to be sent to the customer. This is composed of the reworked parts plus the first time good parts. It is measured in parts per day.
-
Rejections. This shows the number of bad parts in the production process and is composed of the reworked parts rate and the non-reworked parts. The reworked parts are called NRFT (Not Right First Time) parts and the non-reworked as “scrap” parts. Taking into account quality objectives (maximum rejection rate), it is easy to see whether the line meets the quality goal. On occasions, the only method to improve quality is to learn from mistakes, and so it is important not only to measure quality, but also to establish containment actions in response to problems and seek the root causes in order to solve them and avoid them reoccurring.
-
Good parts produced per day. These are the parts correctly manufactured first time. It is measured in parts per day.
-
Overall Equipment Efficiency (OEE). This indicator measures industrial machinery effectiveness and is used as a tool within the continuous improvement philosophy. It is measured as a percentage in order to clearly show process performance.
-
Number of operators. This is the total number of operators needed to be working on the line to achieve the production goal.
-
Customer Returns. This is an important KPI in manufacturing, as a claim with a customer return can cost a great deal of money and loss of confidence. Despite the negative nature of this point, it can help the manufacturer determine problems in the production line when customer returns are analysed. The goal of this KPI must be 0.
-
Rejection costs. This indicator allows non-quality costs to be quantified.
-
Productivity. This serves to analyse the productive capacity of the line. It is measured as the ratio between the good parts manufactured per day and the hours worked per day.
Stage 4. Data Analysis and Action Planning
Once the data were collected, all the information was analysed. Four main types of problems were detected, taking into account cost saving, time optimisation, and high performance assurance, as follows:
-
High rejection rates in different operations. This is extremely important, taking into account that unnecessary costs are created and time needs to be invested when parts leave the line with specific rejection analysis tasks and containment and corrective actions tasks that usually require costs dedicated to putting them in place. For example, depending on the issue and the action, the quality department acts as moderator in the analysis and industrialization needs to introduce more testing stages, Poka-yoke jigs in the line, etc.
-
TpT values higher than specified. The level of optimization of the operations was underestimated, and operation times were unbalanced, with this directly affecting the profitability of the line.
-
Customer claims. Related to the first point, having quality issues negatively affects the line (cost, time, etc.) but customer claims are even more serious, since they are quality issues that were not detected in the plant, and, therefore, cause issues in the assembly of the car, or in the worst case, for the final user of the car. In conclusion, these types of issues are wholly related to time and cost, since deeper analysis of the issues is required, with containment and corrective actions. Sorting activities at customer level are also typically required in order to find all parts that may also be affected before the break point of the issue.
-
Low productivity and OEE. All the above mentioned issues that affect time and cost decrease the productivity of the line. Moreover, related to the rapid deployment of the line, Overall Equipment Efficiency is badly affected, and, therefore, both of these are also key issues to be prioritized within the improvements needed in the assembly line.
Based on this analysis, the AR team agreed on the following plan:
-
Deploying the implementation of the CI initiative through four improvement and learning cycles of diagnosing, action planning, action taking, evaluation and specify learning.
-
The first cycle was to consist of the analysis of the initial situation, the improving of throughput times and OEE using tools such as PFMEA, PCP, a rejection rate study and performing an initial VSM. The second cycle was to focus on quality improvement, to reduce the rejection rate, thus improving productivity and OEE. To this end, 5S and Pareto diagrams were used. In the third cycle, the continuous improvement of quality and operation times was to continue, improving total production and reducing rejections. To do this, layer audits and Reverse Failure Mode and Effects Analysis (RFMEA) were to be applied. Finally, the fourth cycle consisted of optimising the line and reducing the number of operators. Thus, improvements were achieved in throughput time, productivity, rejections, OEE and productivity, using line balancing.
-
Specifying learning for each cycle, from the perspective of both industry and academia, in the form of scientific contributions to the current state of the art being one of the priorities of the CI initiative.
Stage 5. Action Implementation
Cycle 1
-
Diagnosing. In order to have an overview of the line to be improved, the critical part of the assembly, the coil assembly line (15 operations) was highly inefficient, with a multitude of errors in different operations, and with production times far from the cycle time required to fulfil customers’ orders. Changes and improvements were urgently needed to make the product manufacture profitable, which is key for compliance with customers and for the commitment compliance with the customer and the commitment to the continuity of manufacturing new versions of the PFD at MAHLE. Once the line status had been established, it was time to set the roles of the AR team.
-
Action Planning. In this stage, the working plan for Cycle 1 was defined. Additionally, this stage involved the analysis of the Voice of Customer (VOC) and definition of the methodology to apply the 5S Lean concept. Moreover, the proposal of Key Performance Indicators (KPIs) and their measurement procedures was carried out.
-
Action Taking. During this phase, we performed the technical analysis of the production line, taking times and operation videos. With all this information, the initial VSM shown in Fig. 3 was built. VSM was performed in order to identify the different levels and phases of the process and assign the operation times to the operations described in Table 2. As shown in this initial VSM, the initial throughput time was 21.27 minutes, with most operations being unbalanced and some having a high rejection rate. All this prevented the desired cycle time (120 seconds) being reached and the required quality level of the product manufactured. Note regarding Fig. 3:
-
TT is the takt time, defined as the amount of time an item needs to be completed if a customer’s on-time delivery deadline is met. It is measured in seconds.
-
C/T is the cycle time, defined as the amount of time each part takes to complete a specific task from start to finish. It can change depending on each operation but cannot be higher than the TT. It is measured in seconds.
-
C/O is the operators per cycle/operation. This variable is included in the format but is not used since the number of operators is already included on top of each operation in Fig. 3 (in the yellow circles).
-
OEE/Util: Overall Equipment Efficiency already described in point 5.3: this indicator measures industrial machine effectiveness and is used as a tool within the continuous improvement philosophy. It is measured as a percentage, in order to clearly show process performance.
Fig. 3 
’As Is’ or current state VSM for coil assembly line
Moreover, in this cycle stage, the current rejection rate was determined, which was a goal to improve and to take into consideration in the PFMEA, which treats the 10 most critical risks previously identified. In the PFMEA analysis, it was necessary to consult all the auxiliary tools necessary to understand and locate each risk on the line. These tools are the process flow diagram and the Process Control Plan (PCP).
-
-
Evaluation. This phase consisted of the revision of all the main strengths and weaknesses of the coil assembly line, using as initial data the VSM performed and the documentation analysed. It was the starting point for a continuous improvement action plan with the possible improvements to the line.
-
Specify learning. It was found that the company had valuable data from which to start an improvement plan of this level. The practical application of a methodology of this type, with field data and known tools, makes this work a major contribution to case studies in different fields in the current state of the art.

Cycle 2
-
Diagnosing. The previous cycle addressed the tools needed to determine the initial coil assembly line status. In this cycle, the tools to be applied focused on improving quality, acceptable parts rate and productivity KPIs by using 5S and the Pareto diagram to reduce the non-added value tasks and the current quality rejection rate.
-
Action Planning. In order to reduce the non-added value tasks, the 5S audits were planned and implemented on the line.
-
Action Taking. With the aim of improving the current quality rejection rate, a Pareto diagram was performed. The diagram makes it simple to identify the most common mistakes.
-
Evaluation. This stage established actions to prevent and avoid the occurrence of the most common failures identified in the Pareto diagram. These actions were included in the continuous improvement action plan.
-
Specify learning. This cycle focused on establishing the effectiveness provided by the prioritisation of the defects of a production line, requiring the investment of time in cataloguing defects in order to invest more resources in the most critical areas, avoiding the waste of resources by prioritizing other less important areas. This evidence demonstrated at a practical level is applicable to all types of fields, not only to the automotive industry.
Cycle 3
-
Diagnosing. In this cycle, the steps focused on continuous improvement of KPIs related to process quality. In this way, this cycle was characterised by the implantation of layered audits and the use of a RFMEA.
-
Action Planning. In order to improve the KPIs related to process quality, the layer audits were planned and implemented on the line.
-
Action Taking. With the aim of detecting failure modes not considered in a first stage with the PFMEA, a RFMEA was performed on the line. This tool is supported by complementary tools like 8D, Failure Tree Analysis (FTA), 5Whys and the Ishikawa diagram. Like the PFMEA, the RFMEA is also a line sequence organisation marked with the flow diagram and the PCP of the coil assembly line.
-
Evaluation. The RFMEA was reviewed and, for the critical risk not previously considered, actions were established with managers and dates in order to reduce or completely avoid the risks. These actions were included in the continuous improvement action plan.
-
Specify learning. The RFMEA is a good example of a quality tool but also of a continuous improvement tool, because it is the re-evaluation of an already established process that achieved improvements, with which to protect the quality of the product and adjust productive times. Therefore, it is a significant contribution to the company, being a tool not previously used in the other projects. In the same way, for the state of the art of this tool, a possible development path could be generated only for its application in projects of all types and fields, since it has proven to be a tool of great value.
Cycle 4
-
Diagnosing. Firstly, it is worth noting that, between Cycle 3 and Cycle 4, the actions included in the continuous improvement action plan to improve all the KPIs were implanted and closed. Therefore, in Cycle 4, quality risk in the coil assembly line was reduced or eliminated and the operation times were reduced, enabling line balancing to improve the cycle time.
-
Action Planning. In order to apply line balancing, it is important to first take the new operation times, which are the result of having applied the improvements of previous cycles. After that, it is simple to use algorithms to balance the operation times.
-
Action Taking. New times taken in the coil assembly line. Line balancing was performed with the new times. After line balancing, the final operation times were taken and the final VSM performed.
-
Evaluation. This stage considers the evolution of the KPIs after the application of improvements and also analyses the new results of the 5S and layered audits.
-
Specify learning. In this cycle, the effectiveness of a good structuring of actions was demonstrated. At the beginning of this article, it was highlighted that production and quality times entail a competitive advantage in the sector and can be the key to a company’s success, and in many fields, such as the automotive industry, this is of vital importance. Hence, the development, monitoring and achievement of all the proposed improvements are a clear contribution of this work both for the company to learn, and to enhance the current state of the art in terms of practical application.
To summarise, Table 3 below shows the objectives achieved in each of the 4 cycles, the KPIs improved and the tools used for this.
Stage 6. Action Evaluation
Following the action implementation stage, it is necessary to perform a general assessment of the whole process implemented. The AR methodology was deployed thanks to the support and resources of the plant management. The minor difficulties found during the CI initiative implementation were as follows:
-
When the initiative was proposed, the initial dedication time was limited due to the great workload of all the factory projects. However, step by step, all the cycles were performed and the AR team were able to capture the results.
-
When the AR project started, several variables, such as production times, made it difficult to collect field data. However, with proper organisation, representative data could be collected without interfering with production, a necessary factors, due to the high demand of customer orders.
-
The improvements implemented required the adaptation of the operators, since the structure and order of some of the operations were modified. However, with training and the established manufacturing guidelines, this change could be resolved.
Stage 7. Learning
The CI initiative first generated practical and theoretical contributions within the organisation’s own system, since the methodology used generated a way of working that can be extrapolated to the preparation and optimisation of other production lines in the factory. Additionally, an important contribution has been made to the state of the art, in terms of demonstrating the applicability of this type of improvement projects in the industry of first-level suppliers to the automotive industry.
Results
The application of the AR methodology allowed the AR team to achieve significant improvements in the CI initiative in relation to the key metrics defined. In each of the four improvement cycles carried out during the implementation of the methodology, variables were applied in each cycle, and the design of the operations was modified as shown in Table 4.
A ‘To be’ or future VSM of the coil assembly was defined in order to organise the production times with the improved operations as shown in Fig. 4, with the throughput time being reduced from 23 to 15 minutes.

’To be’ or future VSM
The key metrics were measured and analysed in order to examine their evolution. Table 5 summarises the progression of each variable as well as its cumulative value in order to see the total impact of each one at the end of the improvement project. The explanation of the improvement in each key metric throughout the improvement cycles is presented below.
Reduction of TpT
The total time in which a product is fully assembled on the coil assembly line was partially reduced in the first cycle (7.52%), thanks to the development of an initial VSM and with a quick preliminary re-organisation of the existing operations. Finally, in the fourth cycle, after applying all the improvements related to line balancing, a cumulative total time reduction of 34.78% was achieved, going from initially having a throughput time of 23 minutes to one of 15 minutes after the implementation of the improvements. This balancing was also possible due to the achievement of an improvement action plan focused on both the ergonomics of each process and the reduction of times of certain operations with actions that generates no added value to the product.
Increased Total Production Per Day
Total production benefited practically throughout the implementation of the improvement cycles. Although it is true that during the first cycle there was no improvement, in Cycle 2 there was an improvement of 3.07% mainly due to the implementation of 5S audits, with which, in a few days, all the elements of the production line were much better organised, and operators wasted no time in searching for them when they were in the wrong locations. In the third cycle, total production increased by 10.96%, since by reducing the rejection in parallel, the downtime of operations was reduced in terms of the identification and extraction of defective parts from the line. Finally in the fourth cycle, the improvement of production times with the application of line balancing once all the previous improvements were implemented made it possible to increase the productivity of the line and increase the number of total parts manufactured per day by 22.13%, reaching a cumulative improvement of this key metric of 35.53% compared to the starting situation, which represents an increase in production from 456 to 618 parts per day.
Reduction of Rejections Per Day
In the case of rejections, this key metric began to improve in the second cycle (14.71%), due to the elaboration of a Pareto diagram and the quick action error sources detected in TOP5. However, the improvement was even greater in the third cycle (41.18%), as strong quality improvement measures were implemented, from the implementation of layered audits to the development of a RFMEA. These fed into an action plan with managers and dates that led to the elimination of several failure modes not taken into account during the start situation of the project in the PFMEA. Part of these actions required changing the order of some operations, being implemented in the fourth cycle with the line balancing strategy. Thus, in the last cycle, an improvement of 55%, was achieved yielding a total cumulative improvement in this variable during the implementation of the AR methodology of 73.53%, with average daily rejection being reduced from 68 to 18 parts.
Increased Good Parts Produced Per Day
The number of good parts produced per day started to grow in the second cycle for the same reason as the fall in the key metric of rejections. All this was due to the improvements implemented in terms of process quality. An improvement of 5.13% was achieved in the second cycle, of 19.49% in the third cycle, and of 28.76% in the fourth cycle, achieving a cumulative total improvement with respect to the initial situation of 53.85% (from 390 to 600 good parts produced per day).
Increased OEE
The OEE clearly improved throughout the implementation cycles, since both the LM measures to eliminate activities that added no value, and the SS improvements in quality improvement, enhanced the total efficiency of the production line. A total cumulative improvement of 92.86% was achieved, going from just 42% of initial OEE to 81%.
Reduction in Number of Operators
Regarding the number of operators, despite the improvements produced throughout the first cycles implemented, it was in the last cycle through the application of line balancing that the number of operators required on the line was reduced. The number fell from 13 to 9, thus achieving an improvement of 30.77%.
Reduction in Customer Returns
Receiving a customer claim is critical in the automotive industry. In 2019, there was an average number of claims per month of 1.33. At the end of the AR implementation, the average was 1.08, accounting for an improvement of 18.80%.
Reduction of Rejection Costs
Taking into account an average cost for each claim, with the tools focused to reducing errors in the line, a total improvement of 18.80% was achieved, with the average cost of claims going from 465.5 €/month to 378.0 €/month.
Increased Productivity
In terms of productivity, understanding this key metric as the goods manufactured per hour of work, the production line started with a productivity level of 16.25 parts produced per hour of work. After the development of the second cycle, with the improvements achieved in terms of time saved (5S) and reduction in rejects (Pareto analysis), productivity increased by 5.13%. Subsequently, with the actions on the line resulting from the RFMEA analysis during the third cycle, it was possible to increase productivity by 19.49%. Finally, in the fourth cycle, with the balancing of the production line, productivity increased another 28.76%. Thus, a cumulative improvement of 53.85% was achieved, giving rise to a final rate of 25 pieces produced per hour worked.
Discussion
The main findings of the study can be summarised as follows. First, in developing this study, we achieved the proposed aims. We presented a framework of analysis to apply continuous improvement tools under the AR methodology in a first-tier automotive supplier factory: MAHLE case. The model was implemented in the production line of a power filter device, a key component of electric vehicles. The AR methodology at a practical level was proposed in four improvement and learning cycles of diagnosis, action planning, action taking, evaluation and learning. The learning achieved in each cycle was used to make the decisions with which to act in the following cycles. All the planning previously studied, together with the support of the management staff and other personnel from the production line, led to all the key performance metrics defined evidencing a significant improvement.
Second, the results obtained show that the inefficiencies identified in the production line were reduced, resulting in higher levels of productivity and lower rejection rates. The productivity of the line was increased after the third cycle, both by increasing the number of total good parts (53.85%) and reducing the number of rejections per day (-73.53%). By balancing the line operating times, the throughput time was also reduced (-34.78%), as was the number of operators needed on the line (-30.77%). In addition, the OEE of the production line increased by 92.86% and customer perception was improved, evidenced by customer returns falling by 18.80%.
Third, as a result of this project, the MAHLE organisation, which not only sought the individual improvement of the pilot line where the AR methodology was applied, but also the creation of a work philosophy in the company itself, developed a learning process that can be applied to all the production lines in the factory and in their other manufacturing plants, where these process improvements will be required.
Conclusion
Theoretical Contribution
We can highlight three main contributions of the study. First, with regard to how the main findings of this study contribute to the existing literature in Production & Operations Management, we can affirm that this work adds the development of continuous improvement activities under the AR approach, which contributes to greater efficiency of improvements and a better understanding of the processes underlying them. This links, on the one hand, to the current interest in applying such a complex methodology and contributing to the state of the art by seeking improvements in a real production process (citealtkerr2019customising) and, on the other hand, to the instructive generation of cooperative or participatory work that involves applying the tools used within this methodology to obtain improved solutions. Second, this study expands the existing literature by proposing a methodological framework that combines AR with other continuous improvement initiatives, particularly Lean Six Sigma (L6S), and by applying it to the operational improvement of a production process in an actual company, using a case study based on a latest generation product, such as an electric vehicle component. Third, new lessons can be obtained from this study. The knowledge generated for both academia and the industry contributes to improving the understanding of the application to continuous improvement initiatives in other sectors. The proposed methodology enables a response to research needs in business management, such as interdisciplinary research, practical research, research related to the real world, and the use of new methods (citealtcarr2007philosophy,macdonald2012understanding,eden2018theory). In addition, the methodology is useful in studies focused on the analysis of cause-effect relationships, as well as in the implementation of changes (it promotes the success of a specific intervention). Thus, it is often used in organisations with the aim of improving strategies, practices and processes (citealtcollatto2018action,tiwari2019action). Fourth, the main findings are in line with previous studies, such as the work by Garía-Navarro et al. (2019), enhancing the operational efficiency of public institutions; the work by Garrido-Vega et al. (2016), applying AR to solving problems in the final painting of aerostructures by a local supplier with limited experience in the use of continuous improvement projects; or several works applied to other areas like municipalities (citealtkregel2018introducing), education (citealtliu2020action), healthcare (citealtprasad2018action), or aeronautical applications(citealtbrookes2007analyzing).
Managerial Implications
Managerial implications can be deduced from the experience of deploying the CI initiative and the reported results. The AR team noted significant interaction and an effective response between the researchers and the management staff, the different team leaders and the operators that work on the assembly line. This collaboration was indispensable and favoured the understanding of the problems of this production line at the beginning of the project. In addition, the factory took a highly positive attitude to the application of this methodology on the coil assembly line of the PFD project as a pilot line, from which to learn and be able to create a method for improvement applicable to other projects in the factory.
From the knowledge generated with this study, we can propose the following managerial implications:
-
Operators have to be active participants throughout the CI initiative implementation. In this sense, in every CI initiative, the employees have to be part of the improvement project, and their roles and responsibilities should be previously specified, which will be a key factor in the success of the AR project (citealtGarciaspsUnanue2014,paes2016).
-
Operators have to be aware of the benefits they could generate through the developed initiatives. Thus, it will be possible to eliminate their usual initial reluctance to change the way they work, which might involve using CI tools such as 5S or layered audits, and their support will be key in the implementation of each improvement.
-
Clear planning through the different learning cycles of the AR initiative is required. Thus, it will be possible to demonstrate the potential benefits and the acceptance of the improvement plans proposed by the AR team will be greater. We recommend a diagnosis of the current status at the beginning of each cycle, and the establishment of improvement actions, which will generate important learning. In this way, the mistakes will not be replicated in the following cycle.
-
Finally, we also recommend that the improvements proposed in each cycle of the AR methodology feed into a global action plan to be shared with the management staff. When positively conceived, the management staff will understand the importance of applying a methodology of this type. Moreover, it is important to emphasise that the lessons learned and the methodological applications can be extrapolated to other areas of the company, with subsequent benefits.
Limitation and Directions for Future Studies
As possible limitations of the work, it can be highlighted that the use of many other improvement tools, such as other Lean and Six Sigma tools, would also have had great potential. However, this does not mean that better results would have been obtained with other tools, but rather a comparative analysis of other development pathways could have been conducted. In any event, this comparative analysis was not the objective of this work, but may be interesting for future developments.
Future works could extend the use of the methodology applied in this work to other manufacturing processes of MAHLE products, and to the manufacturing processes of other firs-tier suppliers of the automotive industry. The rapid dynamism of this sector, especially after the emergence of the electric car, makes it necessary to apply these methodologies to improve operational efficiency in manufacturing.
Data Availability
Data sharing are not applicable to this article as no datasets were generated or analysed during the current study.
References
Abdulmalek FA, Rajgopal J (2007) Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study. Int J Prod Econ 107(1):223–236
Aboelmaged MG (2010) Six sigma quality: a structured review and implications for future research. International Journal of Quality & Reliability Management
ACEA (2020a) European automobile manufacturers association. Tech. rep. www.acea.be. Accessed 10 Feb 2020
ACEA (2020b) The automobile industry pocket guide 2020 2021. Tech. rep., ACEA. www.acea.be. Accessed 31 Aug 2020
Agrahari R, Dangle P, Chandratre K (2015) Implementation of 5s methodology in the small scale industry: a case study. Int J Adv Res 3(1):130–137
Alhuraish I, Robledo C, Kobi A (2017) A comparative exploration of lean manufacturing and six sigma in terms of their critical success factors. J Clean Prod 164:325–337
Leighton A (2020) just-auto. Tech. rep. www.just-auto.com. Accessed 20 Feb 2020
ANFAC (2020) Asociación española de fabricantes de automóviles y camiones. Tech. rep., www.anfac.com. Accessed 28 July 2020
Antony J, Psomas E, Garza-Reyes JA, Hines P (2021) Practical implications and future research agenda of lean manufacturing: a systematic literature review. Prod Plan Control 32(11):889–925
Araman H, Saleh Y (2022) A case study on implementing lean six sigma: Dmaic methodology in aluminum profiles extrusion process. The TQM Journal
Arumugam V, Antony J, Linderman K (2014) A multilevel framework of six sigma: A systematic review of the literature, possible extensions, and future research. J Qual Manag 21(4):36–61
Avelar-Sosa L, Mataveli M, García-Alcaraz J (2018) Structural model to assess the relationship of manufacturing practices to delivery time in supply chains. S Afr J Ind Eng 29(4):218–229
Bai C, Satir A, Sarkis J (2019) Investing in lean manufacturing practices: an environmental and operational perspective. Int J Prod Res 57(4):1037–1051
Baker T, Jayaraman V (2012) Managing information and supplies inventory operations in a manufacturing environment. Part 1: An action research study. Int J Prod Res 50(6):1666–1681
Balakrishnan A, Suresh J (2019) A conceptual framework for impact of automotive engineering changes in new product development. Int J Logist Syst Manag 32(1):25–48
Barclay RC, Cudney EA, Shetty S, Antony J (2021) Determining critical success factors for lean implementation. Total Qual Manag Bus Excell pp 1–15
Baskerville R, Myers MD (2004) Special issue on action research in information systems: making is research relevant to practice: foreword. MIS quarterly pp 329–335
Battistella C, De Toni AF, Pillon R (2015) The extended map methodology: Technology roadmapping for smes clusters. J Eng Technol Manag 38:1–23
Bhasin S, Burcher P (2006) Lean viewed as a philosophy. J Manuf Technol Manag
Brookes NJ, Morton SC, Grossman S, Joesbury P, Varnes D (2007) Analyzing social capital to improve product development team performance: Action-research investigations in the aerospace industry with trw and gkn. IEEE Trans Eng Manag 54(4):814–830
Butler M, Szwejczewski M, Sweeney M (2018) A model of continuous improvement programme management. Prod Plan Control 29(5):386–402
Butler T, Feller J, Pope A, Emerson B, Murphy C (2008) Designing a core IT artefact for Knowledge Management Systems using participatory action research in a government and a non-government organisation. J Strat Inf Syst 17(4):249–267
Caldas-Miguel J, Carvallo-Munar E, Leon-Chavarri C, Raymundo C, Mamani-Macedo N, Dominguez F (2020) Purchasing and quality management lean manufacturing model for the optimization of delivery times in smes in the food sector. In: International Conference on Applied Human Factors and Ergonomics, Springer, pp 478–485
Cap JP, Blaich E, Kohl H, von Raesfeld A, Harms R, Will M (2019) Multi level network management-a method for managing inter-organizational innovation networks. J Eng Technol Manag 51:21–32
Carr W (2007) Philosophy, methodology and action research. In: The quality of practitioner research, Brill Sense, pp 29–42
Chen S, Huang F, Zeng W (2018) Comments on systematic methodologies of action research in the new millennium: A review of publications 2000–2014. Action Res 16(4):341–360
Cheng CY, Chang PY (2012) Implementation of the Lean Six Sigma framework in non-profit organisations: A case study. Total Qual Manag Bus Excell 23:431–447. https://doi.org/10.1080/14783363.2012.663880
Cole RE (2001) From continuous improvement to continuous innovation. Qual Manag J 8(4):7–21
Collatto DC, Dresch A, Lacerda DP, Bentz IG (2018) Is action design research indeed necessary? Analysis and synergies between action research and design science research. Syst Pract Action Res 31(3):239–267
Coughlan and Coghlan (2002) Action research for operations management. Int J Oper Prod Manag 22(1995):220–240
Delbridge R, Barton H (2002) Organizing for continuous improvement. Int J Oper Prod Manag
Doshi JA, Desai DA (2019) Measurement system analysis for continuous quality improvement in automobile smes: multiple case study. Total Qual Manag Bus Excell 30(5–6):626–640
Dwaikat NY, Money AH, Behashti HM, Salehi-Sangari E (2018) How does information sharing affect first-tier suppliers’ flexibility? evidence from the automotive industry in sweden. Prod Plan Control 29(4):289–300
Eber L, Vega D, Grant DB (2019) Using key supplier relationship management to enable supply chain risk management in the automotive industry. J Supply Chain Manag: Res Pract 13(1):14–14
Eden C, Ackermann F (2018) Theory into practice, practice to theory: Action research in method development. Eur J Oper Res 271(3):1145–1155
Fu-quan H, Huang Z (2012) The contemporary action research: The liberal turn towards holism. J Educ Stud(1):7
Garía-Navarro J, Ramírez FJ, Ruíz-Ortega MJ (2019) Using action research to implement an operating efficiency initiative in a local government. Syst Pract Action Res 32(1):39–62
García-Unanue J, Felipe JL, Gallardo L (2014) Using action research to achieve the implementation of cost accounting: The case of the public sports organizations at local level. Syst Pract Action Res pp 111–123
Garrido-Vega P, Sacristán-Díaz M, Magaña-Ramírez LM (2016) Seis sigma en Pymes con bajo volumen de produccion. Una experiencia de exito en aeronautica. Universia Bus Rev0 (51)
Gibbons PM, Burgess SC (2010) Introducing oee as a measure of lean six sigma capability. Int J Lean Six Sigma
Grossoehme DH (2014) Overview of qualitative research. J Health Care Chaplain 20(3):109–122
Gupta S, Modgil S, Gunasekaran A (2020) Big data in lean six sigma: a review and further research directions. Int J Prod Res 58(3):947–969
Indrawati S, Ridwansyah M (2015) Manufacturing continuous improvement using lean six sigma: an iron ores industry case application. Procedia Manufacturing 4(Iess):528–534
Jack-Kie C, Khalif Hassan A, Mohd Aripin N, Mohd Yunus R (2019) An analytic hierarchy process approach in decision-making for material selection in an automotive company: A case study. KnE Social Sciences 3(22):472–484
Kang N, Zhao C, Li J, Horst JA (2016) A hierarchical structure of key performance indicators for operation management and continuous improvement in production systems. Int J Prod Res 54(21):6333–6350
Kerr C, Phaal R, Thams K (2019) Customising and deploying roadmapping in an organisational setting: The lego group experience. J Eng Technol Manag 52:48–60
Kregel I, Coners A (2018) Introducing lean six sigma to a german municipality: an action research report. International Journal of Lean Six Sigma
Kvale S, Brinkmann S (2009) Interviews: learning the craft of qualitative research interviewing. Sage
Larrea M (2019) Systemic action research as a strategy to face the institutionalization of participatory approaches: a case study in the basque country. Syst Pract Action Res 32(6):645–662
Leung L (2015) Validity, reliability, and generalizability in qualitative research. J Fam Med Prim Care 4(3):324
Linderman K, Schroeder RG, Zaheer S, Choo AS (2003) Six Sigma: A goal-theoretic perspective. J Oper Manag 21(2):193–203
Liu RL, Li YC (2020) Action research to enrich learning in e-tutoring for remote schools. Syst Pract Action Res 33(1):95–110
LMCautomotive (2020) LMC Automotive. Tech. rep.www.lmc-auto.com (Accessed:21.Aug.2020)
MacDonald C (2012) Understanding participatory action research: a qualitative research methodology option. Can J Res 13(2):34–50
MAHLE GmbH (2020) MAHLE. Tech. rep. www.mahle.com (Accessed:20.May.2020)
Marin-Garcia JA, Bonavia T (2011a) Strategic priorities and lean manufacturing practices in automotive suppliers. Ten years after. New Trends and Developments in Automotive Industry pp 123–136
Marin-Garcia JA, Bonavia T (2011b) Strategic priorities and lean manufacturing practices in automotive suppliers. ten years after. In: Chiaberge M (ed) New trends and developments in automotive industry, intechOpen, Rijeka, chap 8
Marin-Garcia JA, Garcia-Sabater JJ, Bonavia T (2009) The impact of kaizen events on improving the performance of automotive components’ first-tier suppliers. Int J Automot Technol Manag 9(4):362–376
Marodin GA, Frank AG, Tortorella GL, Fetterman DC (2019) Lean production and operational performance in the brazilian automotive supply chain. Total Qual Manag Bus Excell 30(3–4):370–385
de Mast J, Does RJ, de Koning H, Lameijer BA, Lokkerbol J (2022) Operational excellence with lean six sigma: handbook for implementing process improvement with lean six sigma. Van Haren
McManners P (2015) The action research case study approach: A methodology for complex challenges such as sustainability in aviation. Action Res 1(16)
McManners P (2016) The action research case study approach: A methodology for complex challenges such as sustainability in aviation. Action Res 14(2):201–216
Möldner AK, Garza-Reyes JA, Kumar V (2020) Exploring lean manufacturing practices’ influence on process innovation performance. J Bus Res 106:233–249
Naslund D, Norrman A (2019) A performance measurement system for change initiatives. Bus Process Manag J
Ohno T (1988) Toyota production system: beyond large-scale production. crc Press
Paes CE, Bernardo M, da Silva Lima R, Leal F (2016) Management of waste electrical and electronic equipment in brazilian public education institutions: implementation through action research on a university campus. Syst Pract Action Res pp 1–17
Patel AS, Patel KM (2021) Critical review of literature on lean six sigma methodology. International Journal of Lean Six Sigma
Pavlínek P (2020) Restructuring and internationalization of the european automotive industry. J Econ Geogr 20(2):509–541
Pereira J, Silva F, Sá J, Bastos J (2019) Reducing the scrap generation by continuous improvement: A case study in the manufacture of components for the automotive industry. In: European lean educator conference, Springer, pp 231–240
Prabhushankar GV, Devadasan SR, Shalij PR, Thirunavukkarasu V (2008) The origin, history and definition of Six Sigma: a literature review. Int J Six Sigma Compet Advant 4(2):133–150
Prasad S, Sundarraj R, Tata J, Altay N (2018) Action-research-based optimisation model for health care behaviour change in rural india. Int J Prod Res 56(21):6774–6792
Psomas E (2021) Future research methodologies of lean manufacturing: a systematic literature review. Int J Lean Six Sigma
Pulomena J (2008) Integrate emc filters and power converters in your ev powertrain. https://www.electronicdesign.com (Access 13.June.2020)
Puram P, Gurumurthy A (2021) Celebrating a decade of international journal of lean six sigma–a bibliometric analysis to uncover the “as is” and “to be” states. Int J Lean Six Sigma
Qayyum S, Ullah F, Al-Turjman F, Mojtahedi M (2021) Managing smart cities through six sigma dmadicv method: A review-based conceptual framework. Sustain Cities Soc 72(103):022
Raval SJ, Kant R, Shankar R (2018) Revealing research trends and themes in lean six sigma: from 2000 to 2016. Int J Lean Six Sigma
Berger R (2019) Global automotive supplier study. Tech. rep., Roland Berger/Lazard. https://www.rolandberger.com/ (Accessed 12.June.2020)
Sernauto (2020) Asociación Española de Proveedores de Automoción. Tech. rep..www.sernauto.es (Accessed:28.July.2020)
Shou W, Wang J, Wu P, Wang X, Chong HY (2017) A cross-sector review on the use of value stream mapping. Int J Prod Res 55(13):3906–3928
Sunder MV, Prashar A (2020) Empirical examination of critical failure factors of continuous improvement deployments: stage-wise results and a contingency theory perspective. Int J Prod Res 58(16):4894–4915
Surendra NC, Nazir S (2019) Creating “informating” systems using Agile development practices: an action research study. Eur J Inf Syst 28(5):549–565
Susman GI, Evered RD (1978) An assessment of the scientific merits of action research. Adm Sci Q23(4):582–603
Tiwari K, Khan MS (2019) An action research approach for measurement of sustainability in a multi-echelon supply chain: Evidences from indian sea food supply chains. J Clean Prod 235:225–244
Tolmay AS (2017) The correlation between relationship value and business expansion in the south african automotive supply chains. Transp Supply Chain Manag 11(1):1–8
Tossavainen PJ (2017) Co-create with stakeholders: Action research approach in service development. Action Res 15(3):276–293
Volpato G (2004) The OEM-FTS relationship in automotive industry. Int J Automot Technol Manag 4(2–3):166–197
Widodo A, Soediantono D (2022) Benefits of the six sigma method (dmaic) and implementation suggestion in the defense industry: A literature review. Int J Soc Sci Manag stud 3(3):1–12
Womack JP, Jones DT, Roos D (1990) Machine that changed the world. Simon and Schuster
Zhu Q, Johnson S, Sarkis J (2018) Lean six sigma and environmental sustainability: a hospital perspective. Supply Chain Forum: An International Journal, Taylor & Francis 19:25–41
Acknowledgements
This work was partially supported by the Spanish “Ministry of the Economy and Competitiveness” and the European Union (FEDER funds), ECO2016-75781-P project, and MCIN/AEI/10.13039/501100011033 with Grant PID2020-117398GB-I00. The authors would also like to thank the managerial staff of MAHLE and members of the AR team for their help with the successful implementation of this Action Research initiative.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tébar-Rubio, J.V., Ramírez, F.J. & Ruiz-Ortega, M.J. Conducting Action Research to Improve Operational Efficiency in Manufacturing: The Case of a First-Tier Automotive Supplier. Syst Pract Action Res 36, 427–459 (2023). https://doi.org/10.1007/s11213-022-09616-w
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11213-022-09616-w