
A novel technology is proposed for the production of superdense aluminosilicate refractories with increased slag resistance for thermal disposal of fluorine-containing carbonaceous wastes, based on the aluminosilicate raw materials of the Republic of Kazakhstan. The use of “ceramic” technology provides a structure with water absorption below 1% in both chamotte and refractory products with different Al2O3 contents.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The quality of refractories, including aluminosilicate depends on the selection of appropriate raw materials and the optimal production method to ensure the densest structure of the final products. In the manufacture of refractories based on traditional chamotte technology, mixtures of raw materials are used, comprising a non-shrinking material (chamotte, quartz) and a plastic component (clay or kaolin), which provides the necessary rheological properties of the mass and its sintering.
The disadvantages of traditional chamotte masses for common and dense refractories based on classical aluminosilicate compositions are the low structural density and, consequently, suboptimal thermomechanical parameters, as well as metal and slag resistance. The introduction of various chemical additives (for example, soda and orthophosphoric acid and its salts) to intensify sintering negatively affects the thermomechanical properties of the products [1,2,3,4, – 5]. In addition, the regulation of sintering and the most important operational properties of chamotte products, including metal, slag, and heat resistance, are known to be implemented in two ways [6, 7]:
– optimizing the resulting structural properties, mainly density, due to the production of dense chamotte, its grain composition, and its amount in the charge, as well as the methods for its production and introduction into the mass composition;
– obtaining the densest ceramic structure of the product due to a finely dispersed mixture of the filler and binder matrix, their dense packing during pressing, and complete sintering during the firing.
In multichamotte granular masses with low matrix content (25 – 35%), special attention is paid to a fractional content smaller than 0.063 mm for several reasons. First, it most actively affects the degree of material sintering. Second, plastic clay is present along with the finely ground chamotte fraction (<0.063 mm) in small quantities solely sufficient for the fabrication of thin films that bind larger chamotte grains. In this regard, high thermal resistance of multichamotte products is attributed to the intergranular cracks and the interlayers of glass phase within them, resulting in the low modulus of elasticity of these products and reduced chemical resistance.
All aluminosilicate refractories are currently obtained by method 1, since it provides the optimal ratio between the production cost of the products and their complex physical and chemical properties (strength, density, heat resistance, onset temperature for their deformation under load, and metal and slag resistance). However, this method does not yield products with the maximum density, necessary for successful operation under chemically active corrosives (slag, gaseous atmosphere) in metallurgy, energy engineering, and other industries disposing fluorine-containing industrial wastes.
Method 2 involves the production of aluminosilicate refractories using the ceramic technology and yields refractory products with maximum density (minimum open porosity and water absorption), but with lower thermal stability due to a less fragmented structure and lower porosity. However, for the intended application of high-density aluminosilicate refractories in technologies addressing the disposal of fluorine-containing wastes (production of foundry iron, mineral wool, energy engineering, disposal of municipal solid wastes, etc.), the lining operating period is determined by their resistance to chemical corrosion, but not temperature changes, considering the steady-flow nature of the processes. Therefore, we have developed a new technology for producing high-density aluminosilicate refractories using ceramic technology.
The most important factors in the production of aluminosilicate refractories are the density (water absorption) and the grain composition of chamotte, which can be regulated to change the product properties (strength, metal, slag, and heat resistance). Moreover, the densities (water absorption) of the chamotte and the aggregate grain composition are highly significant and must provide the most compact grain packing.
Another alternative for the most compact refractory structure is fabricating a structure from small, densest grains of chamotte and binder clay/kaolin, pressed and fired for minimum water absorption. To obtain dense chamotte with a water absorption below 1%, clays of the Berlinsky and Arkalyksky mine fields, kaolin of the Alekseevsky mine field (Table 1), and technical alumina grade G-00 of Aluminum of Kazakhstan were used.
Briquettes, in the form of 30-mm high and 30-mm-diameter cylinders, obtained from dried aluminosilicate raw materials with a residual moisture content of 9 – 10%, without additional water or other binders, were pressed into a metal mold using a laboratory hydraulic press at a pressure of 300 kg/cm2. The resulting briquettes were dried at 110°C for 24 – 48 h to a constant weight and fired in laboratory muffle furnaces at temperatures ensuring maximum sintering. The firing temperatures of briquettes made from Arkalyksky clay (mass No. 2), Berlinsky clay (mass No. 1), and Alekseevsky kaolin (mass No. 3) were 1500 – 1520°C, 1320 – 1350°C, and 1350 – 1380°C, respectively; the exposure at the final firing temperature in all cases was 2 h. The temperatures were selected based on the preliminary test data to produce chamotte with water absorption below 1%.
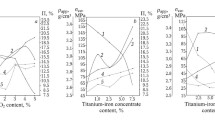
In addition, two special types of chamotte containing 65 wt.% (mass No. 4) and 75 (mass No. 5) wt.% Al2O3 were manufactured. For this purpose, technical alumina was subjected to fine wet grinding in an M-10 laboratory vibrating mill with metal grinding bodies at the spheres to alumina ratio of 6:1 using a grinding accelerator, oleic acid (0.015 wt.% over 100 wt.%) to an average particle size of 5 – 7 microns. The resulting suspension with a moisture content of 50 – 55% was mixed with the clay slip from Arkalyksky clay with a moisture content of 60 – 65%. The ratio of clay to alumina (dry matter) was 61:39 and 41:59 for chamotte containing 65 wt.% and 75 wt.% Al2O3.
The resulting masses were dried in a laboratory oven at 90°C to a residual moisture content of 5 – 7%, followed by molding them into briquettes with a height and diameter of 30 mm, as the previous masses. The briquettes were fired until they were completely sintered (at 1550°C and 1650°C, respectively) in a laboratory muffle furnace with silicon carbide heaters and maintained at the final temperature for 4 h.
The resulting chamotte was crushed using a laboratory jaw crusher to a fraction smaller than 5 mm and subjected to fine grinding in an M-10 laboratory vibration mill with metal spheres at the spheres to chamotte ratio of 5:1 until their complete passage through a sieve with a mesh size of 0.063 mm. Subsequently, Berlinsky clay, Arkalyksky clay, or Alekseevsky kaolin in a dry form (moisture content 9 – 10%) were added in the mill, respectively, to obtain the mass com position of 85 wt.% chamotte, 15 wt.% clay, or 15 wt.% kaolin. For high-alumina masses (Nos. 4 and 5), Arkalyksky clay was used at the high-alumina chamotte to Arkalyksky clay ratio of 85:15. The clay was mixed with chamotte in the form of a clay slip with a moisture content of 50 – 55% with joint wet grinding in a laboratory vibration mill at the spheres to material ratio of 5:1. The resulting masses were dried at 80 – 90°C to a residual moisture content of 5 – 6%, grated through a sieve (mesh size of 0.2 mm), and subjected to magnetic dressing. Samples were pressed under a pressure of 400 kg/cm2 to the height and diameter of 50 mm from press powders without additional water or binders under a pressure of. Optimal firing temperature was selected for each sample series (Table 2) to ensure their complete sintering (water absorption < 1.0%).
Physical and chemical properties of the samples obtained are listed in Tables 3 – 5.
CONCLUSION
The developed technology enabled the following:
– manufacture of aluminosilicate products with a given amount of Al2O3, controlled mullite content, and water absorption below 1%;
– superdense products of chamotte and high-alumina compositions at the same firing temperatures as used in the existing technologies;
– samples obtained from masses Nos. 1 – 3 meet the requirements for ShA-grade products.
According to GOST 390–2018 “Refractory chamotte products. Specifications,” the samples obtained from mass No. 4 meet the requirements for MLU-62-grade products; and samples from mass No. 5 meet the requirements for MKP-72-grade products, according to GOST 24704–2015 “Refractory corundum and high-alumina products. Specifications.”
References
I. D. Kashcheev, K. K. Strelov, and P. S. Mamykin, Chemical Technology of Refractories [in Russian], Intermet Engineering, Moscow (2007).
V. A. Perepelitsyn, Fundamentals of Technical Mineralogy and Petrography [in Russian], Nedra, Moscow (1987).
A. D. Popov, “Chamotte products from clays of the Troshkovsky deposit,” Tr. Vostoch. Inst. Ogneup., No. 6, Metallurgiya, Moscow, 22 – 36 (1966).
A. D. Popov, I. L. Shchetinnikova, V. A. Bron, and V. A. Perepelitsyn, “Regulation of the process of sintering and manufacturing chamotte products from Troshkovsky clays, Tr. Vostoch. Inst. Ogneup., No. 9, Metallurgiya, Moscow, 31 – 42 (1969).
K. K. Strelov, I. D. Kashcheev, Theoretical Foundations of Technology of Refractory Materials [in Russian], Metallurgiya, Moscow (1996).
T. V. Vakalova, A. V. Luzin, V. N. Pachin, and V. I. Vereshchagin, “Improvement of quality of chamotte products from Troshkovsky clays with the use of intensive methods of dispersion,” Kompleks. Ispol’z. Mineral. Syr’ya, No. 11, 81 – 83 (1986).
I. D. Kashcheev, K. G. Zemlyanoy, Production of Refractories [in Russian], Lan’, St. Petersburg (2021).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 5, pp. 75 – 78, May, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sidorina, E.A., Isagulov, A.Z., Kashcheev, I.D. et al. Production and Development of Superdense Slag-Resistant Aluminosilicate Refractories. Refract Ind Ceram 63, 280–282 (2022). https://doi.org/10.1007/s11148-022-00724-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-022-00724-7