
Information is provided about the thermal conductivity of highly porous refractory specimens prepared using kaolin, clay, combustible, sintering additives, and also foam. Data for the properties of samples of lightweight refractories prepared by different methods are analyzed. The emphasis is on combination of specimen heat insulation and strength properties The thermal conductivity achieved for foam samples is 0.37 W/(m·K) at 650°C in combination with satisfactory compressive strength of 3.8 MPa.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Chamotte lightweight refractories are used extensively for lining industrial furnaces due to low thermal conductivity and chemical stability since they make it possible to reduce heat loss into the environment and also to improve heating unit operation, and to reduce warm-up duration and cooling [1]. During refractory development consideration is given to the availability of clay of different refractoriness, the engineering efficiency of preparing refractories, and also the operating conditions [2].
In order to manufacture heat insulation highly porous refractories from a specific form of raw material research is required concerning optimization of charge composition, adjustment of production regimes, and also evaluation of thermal conductivity for the materials obtained in order to perform a series of heat engineering calculations (for example for a furnace lining). Material thermal conductivity is affected by a multitude of factors: physical condition, presence of crystalline and amorphous phases, chemical composition, impurities, porosity, and operating temperature [1]. Variation of these factors may affect the level of material thermal conductivity to a different extent. It is well known that thermal conductivity of pure oxides is much higher than for materials of complex composition with glass phase and a complex crystal lattice. The thermal conductivity of Al2O3 is 30 W/(m·K) at 100°C, and for porcelain and dense chamotte refractories it is 1.7 and 0.5 W/(m·K) respectively. The dependence of material thermal conductivity on temperature is very important since working temperatures of heat insulation lining materials are quite high. The thermal conductivity of corundum decreases rapidly to 6.2 at 1000°C, and for porcelain and dense chamotte refractory it increases insignificantly to 1.9 and 0.9 W/(m·K) respectively [1, 3].
Another factor affecting material thermal conductivity is porosity. Analysis of published data shows that material porosity reduces its thermal conductivity by almost a linear relationship. This is connected with thermal conductivity of air 0.023 W/(m·K) whose value is the least compared with the thermal conductivity of natural materials. The effect of porosity and connected with it average density is so unambiguous that some researchers calculate thermal conductivity at room temperature by an empirical equation in relation to porosity. In publication [4] an approximate calculation of material thermal conductivity λ, W/(m·K) is presented according to the equation
where ρ0 is material average density, g/cm3.
However, it is complicated to estimate thermal conductivity reliably by calculation due to the number of factors affecting its value. In view of this it is preferable to obtain it by experimental methods especially in studying porous and highly porous refractory materials.
The effect of porosity on thermal conductivity of lightweight refractories has been described by the authors in [5]. Materials were prepared by them using a foam method on the basis of refractory clays having high porosity (up to 68%) and thermal conductivity 0.2 – 0.35 W/(m·K). In this case the estimated thermal conductivity of dense objects based on refractory clay is greater and is 0.7 – 0.82 W/(m·K). Magnesia heat insulation materials have also been prepared with uniform pore size distribution using foaming additives [6]. Materials exhibit high porosity (62 – 71%) and low thermal conductivity, i.e., in the range 0.174 – 0.310 W/(m·K), whereas the thermal conductivity of dense objects is 4.66 – 5.82 W/(m·K). there is information [7] about preparation of low-density carbon materials with density from 650 to 810 kg/m3; in this case their thermal conductivity is within the limits of 2.5 – 3.2 W/(m·K), although the level of thermal conductivity of dense carbon is more than 100 W/(m·K).
In addition, material thermal conductivity depends to some extent on temperature and since the lining of heating units operates at elevated temperatures it is necessary to know the precise dependence of material thermal conductivity on temperature. A study of thermal conductivity at elevated temperatures for chamotte lightweight refractories (refractoriness 1670°C) prepared by pore-forming technology has been provided in publication [8]. The method pore formation with introduction of burn-off additive of foam polystyrene (FPS) makes it possible to prepare materials with thermal conductivity at 600°C of 0.23 W/(m·K) and by the foam method thermal conductivity of 0.34 W/(m·K).
Therefore, by changing refractory physicotechnical properties it is possible to control thermal conductivity. Results are provided in this article for studying the effect of molding method and nature of forming additives on refractory lightweight material based on kaolin clay thermal conductivity.
Experimental Procedure and Materials
Contemporary experimental methods for determining thermal conductivity are divided into two groups: conduction in a steady-state regime and non-steady-state. A non-steady-state regime provides an approximate estimate with operative control. The steady-state method is more precise and measurements may be performed over a wide temperature range, i.e., from 20 to 700°C, but this method is labor intensive. The method of measuring refractory thermal conductivity for industrial equipment is controlled by GOST 12180–86 “Refractories. Steady-state method for measuring thermal conductivity.” In order to determine the thermal conductivity by a steady-state method a series of experimental specimens of different compositions have been formulated (Table 1) corresponding with respect to shape and size of grade No. 5 according to GOST 8691–2018.
Objects for study were: 1) enriched (with a different content of aluminum oxide and alkali) kaolin; 2) kaolinic clay; 3) quartz kaolinite concentrate; 4) plastic secondary and argillaceous clays. In all experiments the ratio of filler and binder in a charge was 60:40. Chamotte based on highly fired kaolin of two types was used (chamotte and chamotte-1) differing in aluminum oxide content (36 and 39 wt.%), and alkali (1.1 and 1.9 wt.%). In selecting a starting material consideration was given to standard documentation for raw material components, and also technical specifications for refractory lightweight ceramic indices according to GOST 5040–2015 “Refractory heat insulation objects.”
In order to reduce the average density of the objects developed a charge was prepared using foam-forming agent and a number of burn-off additives (coke, sawdust, FPS) that made it possible to compare features of their effect object heat insulation properties. In order to increase mechanical strength there was use of bentonite as a sintering additive. Specimens were prepared by semidry compaction and plastic molding (Table 1). The specimen sintering capacity of the compositions developed was evaluated by successive firing in the range 1250 – 1350°C. The main physicomechanical properties of specimens were determined according to specifications of the standard documentation; emphasis was placed on specimen combination of heat insulation and strength properties.
Results and Discussion
Data for the composition of experimental specimens, their molding method, and methods for obtaining a porous structure are provided in Table 1.
Specimens with coke burn-off additive in an amount from 24 to 35 wt.% were prepared by semidry compaction due to variation of the compaction pressure and charge weight in a mold (see Table 1, series 1 – 3). It follows from analysis of the data obtained that complete coke burn-off during specimen firing of the optimum amount in a mix is 30% independent of the type of raw material used. Use of filler in the form of kaolinic clay and a compaction pressure of 10 MPa makes it possible to prepare specimens with apparent density ρapp up to 1000 kg/m3 with ultimate strength in compression σco 4 – 6 MPa (series 3); σco for specimens of chamotte lightweight refractory (series 1) with σco up to 1000 kg/m3 it is 1.3 MPa (Table 2).
In order to prepare chamotte lightweight objects satisfying standard conditions for mechanical strength natural additives of sintering and strengthening action were added to the molding composition, i.e., bentonite clay (series 2). Specimens were formed from a mix based on a composite with a bentonite concentration up to 6.5%. A study of the effect of modifying additive concentration showed that an increase in σco for specimens up 2.5 – 3 MPa may be achieved with introduction of 5 – 6 wt. of bentonite into a charge (Fig. 1). In this case ρapp of specimens varied insignificantly (10 – 15 kg/mm3), and linear shrinkage ∆l was within limits of 2.1 – 3.5%.

Effect of bentonite content on sintering capacity at 1300°C for series 2 specimens (see Table 1) prepared by semidry compaction under pressure of 10 MPa.
Of all specimens obtained those selected were specimens that combined the least density with satisfactory strength; their thermal conductivity was measured (see Table 2, series 1 – 3). With use of semidry compaction a mix with FPS it is possible to prepare chamotte lightweight specimens with ρapp of 800 kg/m3 (series 4).
Bearing in mind that molding without pressure makes it possible to prepare effective lightweight objects with lower density, the properties of experimental specimens obtained by plastic molding from finely dispersed chamotte and secondary plastic kaolin clay were studied (see Table 1, series 5). For pore formation an addition was made to a charge in the form sawdust (subsidiary product of woodworking production) in an amount of 18 – 23 wt.%, and in order to regulate strength there was 5 wt.% of bentonite clay. Charge components were dispensed moistened with a relative moisture content of 35% and fired at 1250 – 1350°C. According to test results dependences were constructed for specimen shrinkage on the amount of sawdust and firing temperature (Fig. 2a ). It is seen that shrinkage processes up to 1300°C do not exceed 9 – 12% for specimens containing 18 and 23 wt.% sawdust. The same dependence is also observed for the density of specimens that varies little up to 1300°C and does not exceed 100 kg/m3 (Fig. 2b ). Sintering processes are strongly activated with an increase in temperature that is reflected by an increase in ∆l by a factor of two, ρapp to 1350 kg/m3, and specimen visual deformation.

Sintering curves for series 5 specimens (see Table 1) prepared by plastic molding with burn-off additive in the form of sawdust; figures on curves are amount of additive, wt.%.
Measurement of σco for specimens made it possible to establish that to the greatest extent this index is affected by the amount of sawdust added (see Fig. 2b ). With introduction of 18 wt.% sawdust the σco for specimens reaches 4.4 MPa at 1300°C, and an increase in the amount of sawdust to 23 wt.% leads to a loss of σco by a factor of two. Therefore specimens with the optimum property combination (ρapp 1000 kg/m3, σco 4.3 MPa, ∆l 7%) prepared by plastic deformation for a charge with 18% sawdust and fired at 1300°C was selected for studying thermal conductivity (see Table 2, series 5).
Specimens were prepared using foam technology based on refractory chamotte and secondary plastic kaolin clay (see Table 1, series 6). The amount of foam was varied from 10 to 25 wt.%. Drawing attention to the fact that raw material used in this experiment exhibits the greatest refractoriness, the firing temperature of all specimens was 1350°C. It has been established that with an increase in foam content there is a uniform reduction in σco from 990 to 820 kg/m3 and σco from 2.1 to 1.8 MPa (Fig. 3). The amount of foam affects shrinkage processes to the greatest extent. Whereas with a foam content of 8 wt.% ∆l is 8,5%, with a foam content of 23 wt.% with the same firing conditions ∆l increases by almost a factor of two and is 15%.

Effect of foam content on sintering capacity at 1350°C for series 6 specimens (see Table 1) prepared by plastic molding.
Then specimen thermal conductivity was measured with ρapp, at 900 – 950 kg/m3, prepared on the basis of chamotte with addition of 14 – 18 wt.% foam (see Table 2, series 6).
The effect of firing temperature on specimen properties based on kaolin clay with 15 wt.% foam is shown in Fig. 4. Below 1280°C specimens exhibit an optimum combination of properties: ρapp 800 – 900 kg.m3 and σco 3.8 MPa. A subsequent increase in firing temperature leads to an increase in specimen density.

Sintering curves for series 7 specimens (see Table 1) prepared by foam method with addition of 15 wt.% foam.
Sintering capacity of foam lightweight specimens was studied with replacement of kaolin clay by quartz kaolinite concentrate, chamotte, and chamotte-1 (see Table 1, series 8 – 10) with binder based on carbonaceous clay. Thermal conductivity was measured for specimens of optimum compositions combining the least density with satisfactory strength the (see Table 2).
The dependence of change in thermal conductivity λ on water absorption of lightweight object specimens is shown in Fig. 5. On the whole λ for specimens of all series decreases with an increase in water absorption. At the same time comparative analysis of data showed that thermal conductivity of specimens from different raw material and identical water absorption differ. With water absorption of 83% the thermal conductivity of foam specimens based on chamotte (pint e) and sugar clay (point f) were 0.44 and 0.37 W/(m·K) respectively. This may be connected with the difference in phase and chemical compositions for specimens: kaolin clay as the most lightweight material contains more amorphous phase. It has been revealed that the molding technology with burn-off additive in the form of sawdust (points c, d) worsens specimen thermal conductivity compared with coke burn-off additive: with identical water absorption the increase in thermal conductivity is marked measured at 650°C from 0.505 to 0.524 W/(m·K).

Dependence λ for lightweight object specimens prepared by different methods on their water absorption B: 1, 2) semidry compaction with coke (points a, b with PPS); 3, 4) plastic molding by foam method (points c, d with sawdust; points e, f are specimens based on chamotte and dry clay respectively); 1, 3) at 350°C; 2, 4) at 650°C.
The dependence of thermal conductivity on temperature is identical for aluminosilicate raw material of any refractoriness; thermal conductivity increases with an increase in temperature from 350 to 650°C. A difference is revealed in the increase in thermal conductivity with an increase in temperature from 350 to 650°C for specimens prepared by molding objects with burn-off PFS additive (points a, b) and the foam method. With almost identical water absorption (70 and 70.8%) λ of a foam specimen varies to a lesser extent than for specimens with PFS (23.5 and 27.5% respectively). This may be connected with the different porous microstructure with respect to pore size. Granules of PFS (1 – 1,5 mm) form coarser pores than foam during burn-off.
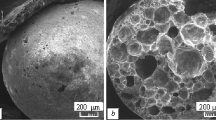
The cleavage surface is shown in Fig. 6 for sintered lightweight specimens prepared by different methods. Within a specimen structure (B = 57%, λ = 0.496 W/(m·K)) with coke burn-off additive a greater volume is occupied by local grains with size of 200 – 300 μm surrounded by extended communicating pores (see Fig. 6a ). in a specimen with foam structure (B = 83%, λ = 0.317 W/(m·K)) conversely a considerable part is occupied by individual pores of regular round shape with a size of 100 – 300 μm surrounded by finely dispersed agglomerates of chamotte solid phase (see Fig. 6b). Coarse pores are distributed uniformly, and within their depth finer pores are seen formed by clay shrinkage processes during thermal action.

Microstructure of sintered porous specimens molded by semidry compaction with burn-off additive of coke (a) and by foam method (b).
By analyzing the data obtained it may be concluded that on the whole refractory materials have thermal conductivity that corresponds to GOST 5040–2015 “Refractory and highly refractory lightweight heat insulation objects.” Not all objects have sufficient strength: specimens based on chamotte and secondary clay with satisfactory thermal conductivity exhibit low strength (see Table 2, series 1 and 6). Introduction into the binder of 5 – 6% of bentonite balances the loss of strength on firing coke and makes it possible to prepare objects exhibiting σco of 3 MPa with retention of low density and as a consequence the required thermal conductivity (series 3). The porous structure of specimens obtained by burn-off addition of sawdust somewhat worsens thermal conductivity (series 5) in spite of a reduction in strength to 1000 kg/m3.
Conclusion
It has been demonstrated that density of refractories for heat engineering purposes is the main governing property. It has been established that alongside apparent density and water absorption their thermal conductivity is considerably affected by preparation method and molding mix composition.
From results of comprehensive research objects have been prepared by the foam method with apparent density up to 800 – 900 kg/m3 with thermal conductivity 0.37 – 0.48 W/(m·K) at 650°C that corresponds to the specifications laid down for chamotte lightweight materials of this class. The best indices for thermophysical properties are exhibited by foamed materials based on compositions including filler and binder in the form of kaolinic and carbonaceous clays.
As a result of these studies data have also been obtained for thermal conductivity of lightweight materials based on aluminosilicate raw material at elevated temperature. The range of thermal conductivity for the test materials determined by a steady-state method at 300 and 650°C is 0.317 – 0.567 W/(m·K).
References
Yu. P. Gorlov, Technology of Heat Insulation and Acoustic Materials and Objects [in Russian], Vysshaya Shkola, Moscow (1989).
Y. Guzman, “Certain principles of formation of porous ceramic structures. Properties and applications (review),” Glass Ceram., 60, 280 – 283 (2003).
G. V. Samsonov, A L. Borisova, T. G. Zhidkova, et al., (G. V. Samsonov, editor), Physicochemical Properties of Oxides: Handbook [in Russian], Metallurgiya, Moscow 91978).
V. G. Mikul’skii, editor, Building Materials [in Russian], ASV, Moscow 92000).
E. M. Dyatlova, R. U. Popov, and E. Yu. Bogdan, “Heat insulation ceramic materials based on refractory and clay refractory raw material of the Belarus republic,” Ogneupor. Tekhn. Keram., No. 6, 3 – 8 (2018).
Li Meiting, Luo Xudong, Zhang Guodomg, et al., “Effect of blowing-agent addition on the structure and properties of magnesia porous material,” Refract. Ind. Ceram., 58(7), 60 – 64 (2017). https://doi.org/10.1007/s11148-017-0054-7.
M. S. Manylov, S. V. Filimonov, O. N. Shornikova, et al., “Thermophysical properties of carbon-carbon materials based on graphite foam,” Refract. Ind. Ceram., 58(1), 113 – 116 (2017). https://doi.org/10.1007/s11148-017-0064-5.
V. N. Sokov, V. V. Sokov, and A. É. Beglyarov, “Theory and practice of creating composite chamotte heat-resistant heat insulation,” Internet-vestnik VolgGASU, Ser. Politem, No. 1(15). www.vestnik.vgasu.ru.
I. D. Kashcheev (editor) Refractories for Industrial units and Boilers: Handbook, in 2 Vol., Vol. 1 [in Russian], Intermet Inzhiniring, Moscow (2000).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 5, pp. 126 – 131, May, 2021.
Rights and permissions
About this article

Cite this article
Urazaeva, E.M., Rumi, M.K., Nurmatov, S.P. et al. Influence of Production Factors on Lightweight Refractory Thermal Conductivity. Refract Ind Ceram 62, 299–304 (2021). https://doi.org/10.1007/s11148-021-00597-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-021-00597-2