
Periclase-chromite refractories are studied after operation under action of acid slags. The refractory microstructure and corrosion mechanism in fayalite melts are demonstrated. Ways of improving refractory stability are proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Refractories in the periclase-chromite (chromite ore) system are used extensively in lining ferrous metal heating units during melting alloyed and special steels, nonferrous metallurgy (reverberatory furnace, copper production converter), and also lining heating furnaces for rolled product, rotary furnaces for cement production, and polymetal manufacture [1,2,3,4].
A common factor governing the selection of periclasechromite refractories in different branches of industry is the
acid nature of melts and primarily slag having a direct effect on the heating unit lining working layer. Therefore, a study of the breakdown of periclase-chromite refractories in acid slag is an important task making it possible to improve refractory quality and correspondingly lining life.
Research Methods
Test material chemical composition was determined by an x-ray fluorescence method in an ARL QUANT’X (Thermo Scientific, USA) energy dispersion spectrometer using a UniQUANT (Rh Kα-radiation, tube power 50 W, voltage range 4 – 50 kV with 1 kV step, current range 0 – 1.98 mA with 0.02 mA step, Si(Li) detector, energy resolution 150 eV). Phase composition was determined in a MiniFlex 6OO (Cu Kα-radiation, λ = 1.541862 Å, recording range 3.00 – 60.00°, scanning pitch 0.02°) Rikagu – Carl Zeiss (Japan) diffractometer with a rotating anode, with programmed control MiniFlex Guidance data collection and a PDXL Basic data processing package. Identification of diffraction maxima was performed using the JSPDS data bank, semiquantitative evaluation of phase content, i.e., using corundum number RIR (Reference Intensity Ratio) by the Chung method [5].
Apparent density, open porosity, and water absorption (for kerosene) were determined according to GOST 2409–2014 “Refractories. Methods for determining apparent density, overall porosity, water absorption.” Petrographic study of refractory objects was conducted in reflected light of an Olympus microscope at 200-fold magnification; a “Siams” system was used during treatment of photographs.
A study was made of the breakdown of Combinat Magnezit refractory grade PCS based on melting powders of periclase and chromite ore (chrome spinelid) under action of an acid slag of fayalite composition (Table 1). Apart from periclase the refractory contains solid solutions of spinelids with the generalized formula (Mg,Fe)O·(Fe,Cr,Al)2O3, silicates in the form of olivine, forsterite, and monticellite, and they exhibit a concreted microcrack structure [6].
A refractory specimen was selected from a lining after operation for 4 months under action of molten fayalite slag, a gas atmosphere with a high amount of CO, CO2, SO3, and water vapor, and also sharp temperature drops in the range 1000 – 1400°C. A refractory specimen after operation is shown in Fig. 1. It is seen that three zones are separated from with melt/skull with thickness from 5 to 10 mm, a transition zone located beyond the working zone with thickness from 20 to 30 mm, and a least changed zone. Adjacent to the least changed zone is an unchanged zone having the same density but differing little from the previous zone with respect to color. At the boundaries of the zones cracks are observed arranged parallel to the lining surface (see Fig. 1). The chemical composition of zones is provided in Table 1. It has been established that the skull at the refractory surface consists of a mixture of refractory (MgO, Cr2O3) and slag (Fe2O3, SiO2, CuO, ZnO, PbO, SO3) with predominance of slag. Within the working zone iron, copper, lead, zinc, alkali metals, sulfur, and quartz compounds are observed. Penetration of copper oxide and sulfur is observed even within the least changed zone. At the same time, the magnesium and chromium oxide content decreases in the direction from the working zone.

PCS-refractory macrostructure after operation.
The phase composition of the edge of the working zone is represented by (wt.%) magnetite FeO. Fe2O3 (60), magnesium fayalite Mg0.26Fe1.74[SiO4] (31), magnesioferrite (Mg0.191Fe0.809)·(Mg0.809Fe1.191)O4 (7), and copper ferrite CuFe5O8 (3); there are also traces of iron periclase (Mg0.985Fe0.042)O (up to 1 wt.%). It is also established that the structure of the zone differs considerably (Table 2).
Since Kombinat Magnezit PCS-object porosity is 14 – 15% (see Table 2) objects after operation in the presence of acid slags are significantly impregnated with readily melting admixtures and are compacted. Very low porosity should be noted for the least changed zone, which with visual examination does not differ from the unchanged zone. The high density of the transition and working zones is caused by impregnation of impurities containing highly dense compounds of iron and nonferrous metals (see Table 1).
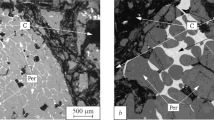
The microstructure of a an original PCS-specimen is shown in Fig. 2a, b. It is seen that the main minerals of the PCS-refractory are sintered periclase of quite good quality and chrome-spinelid. Sintered periclase does not have extraneous inclusions, grains are round in shape, and direct bonds are absent. Silicates are also present in the form of forsterite arranged in the form of thin layers between grains of sintered periclase, monticellite in the form lenses between periclase grains, and also an insignificant amount of bicalcium silicate (larnite) and merwinite are present. Chrome-spinelid has clear boundaries: cracks and pits are absent. Secondary spinels of complex composition are observed in a small amount, arranged over the boundaries of basic phase crystals and finely milled component. Aggregates form from grains of the main phases of periclase and chrome-spinelids, cemented by a fine-grained mixture of complex composition, including fine grains of periclase-chromite, chromite, and silicates. There is a low content of magnesioferrite within a specimen since iron oxides present in the natural raw material are transformed entirely in magnesioferrite, and in this case its content is low.

PCS-refractory macrostructure after operation: 1 ) sintered periclase; 2 ) chrome-spinelid; 3 ) complex composition secondary spinelids; 4 ) forsterite; 5 ) monticellite; 6 ) bicalcium silicate; 7 ) merwinite; 8 ) magnesioferrite; n are pores; m are thermal cracks.
The structure of a specimen is of varied grain size, quite porous, pores n are coarse, and channel in nature. The color of specimen is light brown with bright grains of spinel, and silicate interlayers are light. Presence of fine cracks n should be noted, pointing mainly to disruption of refractory firing technology. Cracks are not over-compacted are mainly located over periclase boundaries. The firing temperature was quite high, which is confirmed by the specimen structure.
The least changed zone (Fig. 3a, b ) is of light brown color, and its porosity is lower than for an object before service, which is a result of some compaction of the structure as a result of sintering under action of temperature and gas atmosphere, and impregnation of slag components. Specimen phase composition is represented by refractory minerals before service. The color of periclase is light brown, and within grains there is a light-brown skin consisting of deposits of complex silicate composition and secondary spinelids. The amount of silicates increases compared with the unchanged zone. A high temperature facilitates migration of readily melting phases from the working surface into the volume of an object and formation of direct bonds 9 in periclase grains. Grains of chrome spinelid (chromite) change shape and structure: the edge of a grain becomes uneven, cracks m appear within them, and at the edges there is an increase in the amount of secondary spinelids of darker color whose grains are also arranged around periclase single crystals. There are oxides in the form of magnesioferrite 8 and magnetite in the form of thin deposits on periclase grains (within pores) and individual inclusions at the edges of chromite grains. Pores n of a specimen during service change form and become discontinuous. Thermal cracks m develop not only within periclase, but also within chrome-spinelid. The role of binder is fulfilled by fine periclase grains, periclase-chromite, and silicates. No marked phase changes are observed within the zone.

Macrostructure of PCS-refractory specimen least changed zone: 1 ) sintered periclase; 2 ) chrome-spinelid; 3 ) complex composition secondary spinelids; 4 ) forsterite; 5 ) monticellite; 6 ) bicalcium silicate; 7 ) merwinite; 8 ) magnesioferrite; 9 ) direct bonds in periclase grain; n are pores; m are thermal cracks.
The transition zone (Fig. 4, a – c) has a denser structure than the least changed zone that is due to action of high temperature and gas phase (SO3, CO, CO2, R2O vapor). Pore size n decreases and their shape changes. The main minerals of the transition zone are periclase and coarse grains of chrome-spinelid (chromite). Surface regeneration of periclase continues under action of fayalite slag. Individual chromite grains have a cracked structure with low refractive index, i.e., a result of diffusion of ion cations from slag with formation of iron oxides filling cracks and pores in periclase and chromite crystals. Iron oxides with respect to reflective capacity may be classified as magnetite Fe3O4 (m). Migration of trivalent cations from chrome-spinelid commences and there is a reduction in the amount of them (see Table 1). Presence of high quality chromite within a specimen should be noted whose grains are little subject to change. Coarse grains are cemented by fine grains of a mix of complex composition, including periclase, periclase-chromite, chromite, silicates (forsterite, monticellite), and also secondary spinels of complex composition (Mg, Fe)O·(Al, Fe)2O3 formed during reaction of periclase grains with chrome-spinelid.

Macrostructure PCS-refractory transition zone: 1 ) sintered periclase; 2 ) chrome-spinelid; 3 ) complex composition secondary spinelids; 4 ) forsterite; 5 ) monticellite; 6 ) bicalcium silicate; 7 ) merwinite; 8 ) magnesioferrite; n are pores; m are thermal cracks; a are nonferrous metal oxides; c is carbides; m is magnetite.
Extreme refractory service conditions lead to the start of migration of metal oxides into a lining, which condense over periclase and spinelid grain edges and within pores. There is an increase in the amount of magnetite m inclusions with high reflective capacity, which are arranged over the periphery of crystals of the main components and within pores. There is also iron carbide k, located over the boundaries of crystals and within cracks.
The working zone (Fig. 5) consists of two clearly differing sub-zones: insignificantly impregnated with molten metal and slag (Fig. 5a ), and impregnated (Fig. 5b ). The structure of a significantly impregnated sub-zone continues to change with further action of high temperature and penetration of readily melting components into liquid and gaseous conditions, and also combustion products (SO2 SO3, CO, CO2, R2O). As a result of this the sub-zone becomes loose, there is a change in pore shape, i.e., they become rounded and closed, and decrease in dimensions. The main mass is aggregates of periclase and chrome-spinelid (primary and secondary). Crystals of sintered periclase acquire a loose structure, there is a reduction in dimensions, and at the surface there is formation of a skin of ferrous magnesium silicate. The role of a binder in the insignificantly impregnated sub-zone is fulfilled by fine grains of periclase and periclase-chromite, cemented silicate binder consisting of forsterite, monticellite, and secondary spinels of complex composition (Mg,Fe)O·(Al,Fe)2O3, formed during reaction of periclase with chrome-spinelid components. The SiO2 content increases, and in this case at the surface of periclase grains there is formation of more refractory Ca2SiO4 phase. Dissolution of chrome-spinelid continues, chromite grains become loose, porous, change their shape and outline; there is an increase in the amount of cracks. Extreme refractory service conditions within the working zone lead to active reaction of fayalite with refractory phases and migration of nonferrous metal ferrites and oxides a into the refractory structure. There is an increase in the amount and size of inclusions with high reflective capacity, i.e., magnetite m and metal c.

Macrostructure PCS-refractory working zone: 1 ) sintered periclase; 2 ) chrome-spinelid; 3 ) complex composition secondary spinelids; 4 ) forsterite; 5 ) monticellite; 6 ) bicalcium silicate; 7 ) merwinite; 8 ) magnesioferrite; n are pores; m is structural crack; a are nonferrous metal oxides; f is fayalite; m is magnetite; b are metal beads.
In the impregnated under-zone the process of melt and slag migration (fayalite and silicates) leads to impregnation of refractory (see Fig. 5b ), dissolution of periclase and chromite, and as a consequence to formation of a continuous crack m over the boundary of the impregnated under-zone. Metal beads c appear with high reflective capacity.
Wear of lining in contact with molten metal and slag occurs as a result of their penetration through the pore structure into the volume of refractory within which there is reaction of slag components Fe2O3, SiO2, and R2O with refractory minerals under gas atmosphere (SO3, CO, CO2, O2) conditions with formation of readily melting compounds, again transformed into melt. It is seen from Fig. 5b that the impregnated under-zone is clearly separated by a crack m separating both under-zones and formed due to different thermomechanical properties of under-zones with a drop in temperature in the course of cooling a lining. The impregnated under-zone consists of magnetite, nonferrous metal ferrites and oxides, iron periclase, and individual grains of periclase and chromite. The structure is cemented by readily melting silicate melts.
The working zone slag skin (skull, Fig. 6a, b ) forms as a result of reaction of refractory with migrating slag oxides, metal, and the gas phase; closed pores of circular shape are present. The zone structure is dense, and consists of magnetite, magnesium ferrites, silica, and nonferrous metals, iron and nonferrous metal oxides a. Presence should also be noted of individual shape changed grains of spinelids represented by a conglomerate of primary and secondary chromespinelids. The cementing phase is represented by readily melting silicate melts.

Slag skin working zone (skull) microstructure: 1 ) ferrite and magnetite; 2 ) fayalite; 3 ) sulfoferrite; n are pores; a are nonferrous metal oxides; b are metal beads.
Therefore, this research has shown that action on PCS refractory of acid slags, readily melting mixtures, and gases (CO, SO3) leads to formation of refractory zonal structure. Zones differ significantly with respect to chemical and phase composition, structure, and physical properties, and in particular with respect to LTEC. As a result of variation in temperature during operation of a heating unit thermal stresses arise at the boundaries of zones leading to crack formation directed towards the lining surface, and to impregnation of refractory with melts and gases. Crack development leads to spalling of material layers and a reduction in thickness. This thermal spalling is mainly a mechanism of periclase-chromite lining breakdown.
It should be noted that during impregnation of melts there is separation into fractions with respect to melting temperature (“chemolysis” of a melt) and more readily melting impurities penetrate almost the whole thickness of a lining. Even the least changed zone, which appears visually undamaged, is saturated with sulfate compounds and nonferrous metals. This is confirmed by the low porosity of this zone (much lower than for the original refractories, see Table 2).
An understanding of the PCS refractory corrosion mechanism under the action of acid slags is fundamental for determining ways of improving refractory life. Since refractory breakdown in the first stage occurs due to impregnation through pores, it should exhibit low porosity. Coarse pores (>10 μm) are especially dangerous, since impurities readily penetrate them. In contrast, fine pores facilitate stress relaxation with a drop in temperature during lining operation. Independent of pore size there is a considerable importance in their reciprocal position and bonding into a single system specifying gas permeability, which should be at a minimum. The porosity of refractory objects also depends on mixture grain size composition, compaction conditions, firing temperature, raw material composition, etc. It is quite complicated and expensive to reduce refractory porosity due to a change in production parameters: in this case periclase-chromite object porosity may only be reduced by several percent. Research [7,8,9,10] has confirmed that it is possible to reduce open porosity considerably in order to improve life with consideration of the refractory wear mechanism mentioned above due to penetration of refractory by compounds breaking down during heating with separation of finely dispersed refractory phases (for example magnesium sulfate, chromium and zirconium oxides, carbon). It should be noted that coarse pores are more readily subject to impregnation than fine pores. Other research [11, 12] also shows a considerable effect of magnesium sulfate on a number of refractory properties, including periclase-chromite materials.
An increase in PCS refractory resistance towards acid slags is possible by planning the composition and structure of refractory objects especially for operation under conditions of action of low-viscosity (as a result of high content of readily melting compounds) acid slags for which it is necessary:
-
to reduce the amount of free magnesium oxide within objects;
-
to organize search and selection of phases with good corrosion resistance with respect to melts in the FeO–SiO2–CuO–PbO–SO3–ZnO–R2O system;
-
to reduce open porosity and average pore size of refractory objects due to:
selection of grain and substance composition of a charge providing the maximum lay-up density and degree of original powder sintering;
selection of firing regime for forming a large number of direct growths of crystals and closed porosity, and also a reduction in the amount of glass phase;
a reduction in the amount and size of open pores (10 μm) and also modification of their surface with materials reducing wetting of refractory by iron-containing melts due to their saturation with solutions/melts of precursors, which during decomposition fill the pores of refractory phases.
Conclusion
-
1.
The main reason for corrosion of PSC refractory in acid fayalite slags is their impregnation through the pore structure by liquid and gaseous products of a melt, increasing the area of chemical reaction of corrosive agents with refractory. Nonferrous and alkali metals present in melt products considerably reduce melt viscosity and accelerate impregnation.
-
2.
Chemical corrosion of PSC refractories in fayalite slags proceeds rapidly through silicate glass phase and the finely dispersed part of a charge (sintered periclase) with complete transformation into iron-silicate-magnesia glass phase. Coarse chromite grains have the slowest dissolution rate that proceeds by a diffusion mechanism from grains of iron cations and accelerates in the presence of a gas phase of sulfur compounds and alkali metals.
-
3.
Corrosion processes combined with a temperature gradient through a refractory object thickness lead to formation of zones with different chemical composition and thermophysical properties. The zone thickness depends on concentration and temperature gradients over whose boundaries there is thermal spalling of refractory with drops in temperature during lining operation.
-
4.
Formation within a slag skin of sulfoferrite compounds of variable composition has been established.
-
5.
Ways have been proposed for improving PSC refractory resistance to the action of fayalite slags.
References
I. D. Kashcheev, M. G. Ladygichev, and V. L. Gusovskii, Catalog- Handbook. Refractory Materials, Objects, Properties and Applications, in 2 books, book 1 [in Russian] Teploenergetik, Moscow (2003).
I. D. Kashcheev, M. G. Ladygichev, and V. L. Gusovskii, Catalog-Handbook. Refractory Materials, Objects, Properties and Applications, in 2 books, book 2 [in Russian] Teploenergetik, Moscow (2003).
I. D. Kashcheev, Properties and Use of Refractories: reference edition [in Russian], Teploenergetik, Moscow (2004).
M. N. Izhorin and Yu. P. Storozhkov, Industrial Furnace Construction, Vol. 2. Furnace Building [in Russian] Teploenergetik, Moscow (2006).
C. R. Hubbard, E. H. Evans, and D. K. Smith, “The reference intensity ratio for computer simulated powder patterns I,” J. Appl. Cryst., 169(9), 169 – 174 (1976).
I. D. Kashcheev, K. K. Strelov, and P. S. Mamykin, Refractory Chemical Technology [in Russian], Intermet Inzhiniring, Moscow (2007).
P. K. Church and O. J. Knutson, USN patent 3789096. Method of impregnating porous refractory bodies with inorganic chromium compound, Filing date 12.28.1967.
V. V. Koleda, V. M. Svistun, L. V. Doroshenko, et al., “Strengthening silicon nitride ceramic by impregnation,” Coll. work. Sci. Conf. “Construction and technology for preparing objects of nonmetallic materials. Heat-resistant ceramic materials” VNIIMI, Moscow (1990).
I. D. Kashcheev and P. S. Mamykin, “Effect of impregnating magnesite refractories on their slag resistance,” Trudy VostIO No. 11, Metallurgiya, Moscow (1971).
I. D. Kashcheev, P. S. Mamykin, V. A. Perepelitsyn, and L. Ya. Dolgushina, “Effect of soluble chromium slats on magnesium oxide sintering,” Coll. works UPI “Ceramics, refractories, and slags”, No. 199, Sverdlovsk (1971).
I. B. Wang, R. Yu, and S. Shi, “Influence of impregnation by magnesium sulfate solution on properties of magnesia – chrome bricks,” Naihuo Cailiao/Refractories, 42(4), 279 – 281 (2008).
D. Yong-Yue, W. HouZhi, and Z. Hui-Zhong, “Influence of chrome-bearing sols vacuum impregnation on the properties of magnesia-chrome refractory,” Ceram. Int., 34(3), 573 – 580 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 5, pp. 5 – 11,May, 2020.
Rights and permissions
About this article

Cite this article
Zemlyanoi, K.G., Serova, L.V. Mechanism of Periclase-Chromite Refractory Breakdown Under Acid Slag Action. Refract Ind Ceram 61, 235–240 (2020). https://doi.org/10.1007/s11148-020-00463-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-020-00463-7