
The literature on preparation methods and signature features of composites based on transition-metal carbides, nitrides, and borides; covalent compounds (SiC, Si3N4); and Al2O3 reinforced with fibers and whisker crystals is reviewed. The main properties of the fibers and whisker crystals are studied.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
High-efficiency materials operating at 1200 – 1800°C are required for use in modern technologies. Such materials are primarily technical ceramics, the main advantages of which are thermal stability, low density, inertness to many aggressive media, and high mechanical properties (elastic modulus, hardness, strength). However, the use of technical ceramics at significant thermal loads is limited because of their brittleness.
Composites reinforced with discrete and continuous fibers represent one of the main solutions to this problem. These composites exhibit nonlinear deformation up to the maximum load, retaining carrying capability with further loading, in contrast with unreinforced ceramics [1,2,3].
Reinforced composites are used in high-temperature protective structures and assemblies for spacecraft, gas turbine and engine parts, automobile braking systems, calibration plates in measurement technology, optical measuring systems, energy-intensive manufacturing structures, cutting tools, armor parts, sand-blasting nozzles, friction bearings, etc. [4,5,6,7,8,9]. However, several problems arise during their fabrication, the most important of which are distributing the reinforcement components uniformly in the matrix, orienting the reinforcement (anisotropic properties), creating the required component interface throughout the composition and structure, and reaching a high density [10].
Continuous or discrete fibers (with a small length-to-diameter ratio) are used to produce reinforced composites. Short fibers can be randomly oriented or oriented primarily in one direction, e.g., unidirectional fibers (packed in one direction) [10].
Matrix material comprises Al2O3, mullite, cordierite, Si3N4, AlN, SiC, C, etc. The reinforcement phase could be oxide, carbide, nitride, and boron fibers (Table 1) [11]. However, SiC and C fibers are of greatest interest to developers [12,13,14,15].
Whisker crystals (WCs) are widely used for reinforcement and include aluminum-oxide, cordierite, and zircon matrices. However, aluminum-oxide matrices typically lose strength rapidly above 1000°C [16]. Fracture toughness K1c increased from 2.2 to 3.8 MPa·m1/2 if WCs SiCw were added to a cordierite matrix. Ceramic based on partially stabilized ZrO2 weakened after adding SiCw although its K1c increased. SiC and Si3N4 matrices are most promising for preparing composites and have the advantage of resistance to oxidation up to 1500 – 1800°C [17,18,19,20]. WCs SiCw and Si3N4w are widely used to reinforce Si3N4 matrices. Fibers Si3N4w become reinforcing only if coated with a barrier (interphase) [21,22,23,24,25]. Boron fibers are prepared by chemical decomposition of gaseous BCl3, after which B atoms deposit on a heated tungsten wire of diameter 30 – 40 μm [26,27,28,29,30,31]. Fibers of Al2O3 are used most often in composites based on metal matrices (Al and its alloys). The method used to produce them was similar to sol-gel technology followed by high-temperature treatment [32,33,34].
SiCf continuous fibers can be produced in two ways, i.e., decomposition of polycarbosilane with deposition of gaseous SiC onto a tungsten wire (cored wires) [11, 35, 36] (Fig. 1a ) and pyrolysis of polydimethylsilane in an autoclave at 100 atm followed by vacuum heat treatment (coreless wires) [11, 37] (Fig. 1b ).

Photomicrographs of cored (a) and coreless SiC fibers (b ).
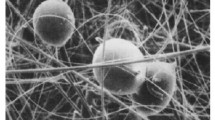
WCs SiCw and Si3N4w usually grew from a supersaturated high-purity gas phase at high temperatures (Fig. 2). Therefore, their composition was cleaner than that of SiCf. The WCs were single crystals and were practically free of impurities. Their properties could reach high values, e.g., tensile strength σten and elastic modulus Eel of 14 – 20 GPa and 700 GPa, respectively. WCs had several drawbacks, e.g., homogeneous materials were difficult to produce from them because they tended to form intertwined agglomerates and the crystals could be oriented as a result of which the material became anisotropic [38,39,40,41,42,43,44,45].

Photomicrographs of whisker crystals SiCw (a) and Si3N4w (b ).
The main advantages of carbon fibers (Cf) were the low density ρ and high thermal stability in an inert medium (up to 2500°C). However, they require special protection if used in an oxidizing medium at temperatures above 400°C [46,47,48,49,50]. Organic fibers, most often cellulose (viscose) and synthetic fibers (polyacrylonitrile), act as raw material for producing Cf (Fig. 3). These fibers are produced by forcing highly viscous polymer through needles followed by thermal decomposition [51]. They are divided according to carbon content into carbonized (<90% C), coal (91 – 98% C), and graphitic (>98% C) [51,52,53]. Cf possessed high σten and Eel values [49, 50, 53]. Their composites were easily worked mechanically.

Photomicrographs of carbon fibers: continuous Cf (a) and Cf ends (b ).
Destruction of reinforced composites includes several steps, i.e., the start of matrix microcracks, an increase in the number of matrix microcracks, loosening of fibers, and pulling out of fibers [46, 47]. The greatest energy during destruction of reinforced composites is expended to overcome friction as the fibers are extracted from the matrix. This indicates the importance of studying interactions at the fiber—matrix interface. For this, the fiber is coated (interphase) to increase the binding strength to the matrix [54].
The coating used most often for SiCw consists of a thin layer (<1 μm) of anisotropic pyrocarbon deposited on the SiCw surface by chemical vapor deposition [55,56,57,58,59,60,61]. One deficiency of pyrocarbon is its oxidation at 450 – 500°C. The oxidation resistance of SiC–SiCf composites increases if B is added to form B2O3, which can heal matrix microcracks at temperatures of 470 – 1100°C, like SiO2 does at higher temperatures (≥1400°C). Multilayered coatings are also effective.
Oxides, with the exceptions of HfO2 and ZrO2, react with Cf. Therefore, they are unacceptable for protecting it. SiO2 and B2O3 can heal microcracks so that such fibers can be used up to 1400 – 1500°C. Coatings of SiC and TiC, Si3N4 and AlN, and MoSi2 and TiSi2 or combinations of these materials are used at higher temperatures and can protect fibers up to 1700 – 1800°C. SiO2 films on fiber surfaces began to decompose at temperatures 1800°C so that they could not be used further [62, 63].
The most common methods for preparing composites were reviewed [64].
Stir Casting of Component Powders
Powder (≤1 μm, micron or submicron) of matrix component (Al2O3, SiC, Si3N4; Fig. 4a, b, c, respectively) was mixed with SiCw or Si3N4w, formed into blanks, and heat treated [65,66,67,68,69]. Low-melting oxide mixtures, usually eutectics, were used as the sintering additives. The materials with uniformly distributed WCs in the matrix had better mechanical properties than standard materials without WCs (Table 2). The advantages of these materials are the significant mechanical (bending strength σbend, Eel, K1c) and high-temperature properties (heat resistance, thermal and fire stability), chemical resistance, low density, and TCLE. The disadvantages are high brittleness, need to use micron and submicron starting powders, large shrinkage during sintering or hot pressing (up to 20 vol%), and complicated mechanical treatment [21,22,23,24,25].

Microstructure of Al2O3 + 10 vol.% SiCw (a), SiC + 5 vol.% SiCw (b ), and Si3N4 + 20 vol.% Si3N4w (c).
Polymer Impregnation and Pyrolysis (PIP)
The process for preparing composites reinforced by continuous C [70,71,72,73,74,75] or SiC fibers [76,77,78,79,80,81,82,83] appears as follows. A framework of continuous-intertwined fibers is impregnated with polymer melt and pyrolyzed several times at temperatures up to 1000°C. Table 3 presents the properties of the PIP materials. The advantages of PIP materials are the easy production technology, the ability to produce products of various geometries and configurations, and low density ρ and TCLE. The disadvantages are the low mechanical characteristics, the inability to be used at high temperatures (>400°C) without additional thermally stable coatings, and the long processing times to produce items because of the multiple impregnation – pyrolysis cycles.
Liquid Silicon Infiltration (LSI)
SiC powder is mixed with technical soot and reinforced by adding SiCf (Cf). Blanks are prepared and impregnated with liquid Si (Fig. 5). The soot reacts with the Si melt to form secondary SiC between primary grains of SiC [84,85,86,87,88,89,90,91]. The obtained material, an analog of reaction-sintered silicon carbide (SiSiC), has several advantages, e.g., low ρ, high mechanical properties (Table 4), high thermal conductivity, ability to use large starting SiC powders, and low sintering temperature. The disadvantages of reinforced SiSiC materials are the high brittleness, low thermal stability (1200°C), and heat and chemical resistance [92,93,94,95].

Microstructure of reinforced SiSiC materials with added SiCf: 4 (a) and 16 vol.% (b ).
Slurry Impregnation and Hot Pressing (SHIP) [96]
Fibrous carbon fabric is impregnated with a suspension (solution of SiC or Si3N4 powder with oxide additives), dried, and stacked as level sheets on each other. The composite blank is hot pressed (Fig. 6) [97,98,99,100,101,102,103,104,105,106]. The advantages of SHIP materials are the low ρ and TCLE, good workability, higher thermal stability (than PIP materials), increased mechanical properties (Table 5), and high tribological and corrosion properties. The disadvantages are the complicated production process, energy demand, low throughput of hot pressing, and limited shapes and sizes of items.

Microstructure of hot-pressed Si3N4 + 20 vol.% Cf (a) and distribution of ceramic between Cf fibers (b ).
Reactive Melt Infiltration (RMI)
The method is based on free penetration of a porous blank by a metal melt. The penetration depth depends on the wetting angle of the matrix by the melt and the blank pore size. Matrix materials that have been used include Al2O3 [107], SiC [108, 109], TiC and TiB2 [109], ZrC [110,111,112,113,114,115], ZrB2 [116], SiBC [117], composites ZrB2–SiC [118,119,120], ZrB2–SiC–ZrC [121], MoSi2–SiC [122], etc. The matrix can contain WCs and fibers. The metal can be Al, Ti, Mo, and others including Si (Fig. 7) [107,108,109,110,111,112,113,114,115,116,117,118,119,120,121,122]. This process can produce items of complicated shapes practically without mechanical treatment. RMI materials have high mechanical (Table 6) and tribological properties. The disadvantages of these materials are the high ρ of several composites, poor corrosion properties, and low heat resistance and thermal stability (operating temperature less than 0.8 of the metal melting point).

Microstructure of 80 vol.% SiC + 10 vol.% Ti + 10 vol.% Bf.
Chemical Vapor Infiltration (CVI)
The CVI method is used to produce Bf, SiCf, SiCw, and Si3N4w [123, 124] and to coat fiber surfaces. However, it is also used to produce composites (the matrix is a framework of carbon-carbon material) [125] from biomorphic porous ceramics based on SiC [126, 127] including or based on carbides (B4C, SiC, TaC, and TiC) [128,129,130,131], nitrides (BN and Si3N4) [129, 132], borides (TiB2, ZrB2) [133, 134], or Al2O3 [135]. The advantages of CVI materials are the ability to produce items of various geometries and configurations, low ρ and TCLE, significant mechanical characteristics (Table 7), and broad range (up to 1000 – 1100°C) of operating temperatures (as compared with PIP materials). The disadvantages are the complicated and long production process, low heat resistance, thermal stability, and corrosion resistance.
Self-Reinforcement During Sintering of Silicon Carbide and Nitride Ceramics
Sintered (SSN) and hot-pressed silicon nitride (HPSN). Ceramics are sintered by compacting particles as they rotate and slide relative to each other in a liquid phase of low viscosity that wets well the surface of Si3N4 particles. The oxide melt spreads as a thin layer over the Si3N4 particle surface owing to surface tension forces. Capillary forces ensure that all pore spaces between Si3N4 particles are filled. Mass transfer of material in the liquid phase facilitates its higher compaction. α-Si3N4 particles are transformed during high-temperature sintering into more stable β-Si3N4. This is associated with growth in the structure of elongated plate-like Si3N4 grains (Fig. 8) that reinforce the material. Micron Si3N4 powder (d0.5 ≤ 1 μm) consisting of a mixture of α- and β-Si3N4 and eutectic oxide compositions, which are used as the activating sintering additives, are the starting components. Tables 8 and 9 present the properties of SSN and HPSN materials [136,137,138,139,140,141].

Microstructure (a) and diffraction image (b ) of sintered 85 mass% Si3N4 + 15 mass% YAG.
The advantages of these materials are the increased mechanical characteristics, in particular K1c, uniform distribution of reinforcement grains throughout the material bulk, high thermal stability and heat resistance, and corrosion and wear resistance of the composites.
The disadvantages of these materials are the high sintering temperature, large shrinkage during liquid-phase sintering, low throughput, and inability to produce items with complicated shapes during hot pressing.
Reaction-bonded silicon nitride (RBSN). The starting components for RBSN are Si3N4 particles, sometimes an Si3N4–SiC composite, and Si powder. Prepared blanks are sintered in an N2 atmosphere that reacts with the Si in the materials to form elongated grains of secondary Si3N4 by analogy with WCs that crystallize in intergrain gaps between particles of primary Si3N4 (Fig. 9) and enhance the mechanical characteristics of the material. Primary α-Si3N4 grains transform into the stable β-Si3N4 phase during sintering. This is associated with grain growth [142,143,144,145,146,147]. Small amounts (up to 5 mass%) of oxide additives are often added to the composition, which is sintered again at 1800 – 1900°C, further compacting the material (Table 10). In the final step, RBSN material is impregnated with ethylsilicate solution to reduce the surface porosity. The advantages of these materials are the low shrinkage during sintering, ability to produce large items by cold and hot slip casting, small amounts of additives, relatively low sintering temperature, use of large-sized starting Si3N4 powders, uniform distribution of reinforcement grains throughout the material bulk, and high thermal stability and corrosion resistance. The disadvantages are the long sintering process, high P of the final items, and low mechanical characteristics (Table 10).

Microstructure of reaction-bonded Si3N4.
Liquid-phase sintered silicon carbide (LPSSiC). The activating additives for LPSSiC materials are oxides uniformly distributed throughout the material bulk. β-SiC grains transform into thermodynamically stable α-SiC grains during prolonged sintering (>4 h) if modified α- and β-SiC powders are used. The β → α-SiC phase transition is associated with growth of needle-like grains (Fig. 10) primarily perpendicular to the formation axis of blanks [148] that reinforce the composite by increasing its mechanical characteristics (Table 11) [149,150,151,152,153,154]. The advantages of these materials are the increased K1c, uniform distribution of reinforcement grains throughout the material bulk, high thermal stability and heat resistance, and corrosion and wear resistance. The disadvantages are the high sintering temperature, lack of domestically produced cubic SiC powders (β-SiC), significant reduction of several mechanical characteristics (Eel, σbend) as the amount of starting β-SiC powders is increased (50 vol%), and prolonged sintering (Table 11).

Microstructure of liquid-phase-sintered 85 mass% β-SiC + 15 mass% YAG with various high-temperature delays: 1 (a) and 8 h (b ).
Conclusion
Production methods, signature features, advantages, and disadvantages of composites based on transition-metal carbides, nitrides, and borides; covalent compounds (SiC, Si3N4); and Al2O3 and reinforced by Cf, SiCf, SiCw, and Si3N4w were reviewed. The properties of Cf, Bf, SiCf (cored and coreless), oxide fibers, and WCs were studied. Production methods of reinforced composites including powder metallurgy, polymer impregnation and pyrolysis, infiltration by a chemically active metal, impregnation by a suspension, gas-phase saturation, and self-reinforcement during sintering were analyzed.
References
A. A. Bataev and V. A. Bataev, Composites. Structure. Preparation. Application [in Russian], Logos, Moscow, 2006, 400 pp.
N. I. Baurova, “Use of carbon fibers in monitoring systems for metal structures,” Remont Vosstanov. Modernizatsiya, No. 8, 12 – 15 (2008).
S. T. Mileiko, “Composites and nanostructure,” Kompoz. Nanostrukt., No. 1, 6 – 37 (2009).
T. D. Karimbaev, “Fibers and composite materials on their basis for the perspective engines creation,” Konvers. Mashinostr., No. 5, 74 – 78 (2000).
V. I. Kostikov, “Carbon-based construction materials in modern technology,” in: Current Problems of Carbon Product Manufacturing and Use: Collection of Scientific Works [in Russian], 2000, pp. 8 – 11.
V. I. Kostikov and A. N. Varenkov, Ultrahigh-temperature Composites [in Russian], Intermet Inzhiniring, Moscow, 2003, 560 pp.
D. I. Kogan, Yu. O. Popov, A. V. Khrul’kov, and V. V. Krivonos, “Promising composites for fabricating load-bearing helicopter parts,” in: Current Problems in Aerospace Science and Technology (SPAN-2004) [in Russian], pp. 25, 26.
E. N. Kablov, D. V. Grashchenkov, N. V. Isaeva, et al., “Perspective high-temperature ceramic composite materials,” Ross. Khim. Zh., 54(1), 20 (2010).
D. V. Grashchenkov and L. V. Chursova, “Strategy for developing composites and functional materials,” Aviats. Mater. Tekhnol., No. 5, 231 – 242 (2012).
D. A. Ivanov, A. I. Sitnikov, and S. D. Shlyapin, in: Dispersion-resistant Fibrous and Layered Inorganic Composites: Study Guide [in Russian], A. A. Il’in (ed.), MGIU, Moscow, 2010, 230 pp.
F. L. Matthews and R. D. Rawlings, Composite Materials: Engineering and Science, CRC Press, Boca Raton, Fla., 2008 [Russian translation, Tekhnosfera, Moscow, 2004, 408 pp].
T. A. Chernyshova, L. I. Kobeleva, and P. Sheboyu, Reaction of Metallic Melts with Reinforcing Fillers [in Russian], Nauka, Moscow, 1993, 272 pp.
S. V. Mikheev, G. B. Stroganov, and A. G. Romashin, Ceramic and Composite Materials in Aviation Technology [in Russian], Al’teks, Moscow, 2002, 276 pp.
E. N. Kablov, “Materials and chemical technologies for aviation technology,” Vestn. Ross. Akad. Nauk, 82(6), 520 (2012).
E. N. Kablov, D. V. Grashchenkov, N. V. Isaeva, et al., “High-temperature construction composites based on glass and ceramics for potential aviation technology products,” Steklo Keram., No. 4, 7 – 11 (2012).
V. Ya. Shevchenko and S. M. Barinov, Technical Ceramics [in Russian], Nauka, Moscow, 1993, 187 pp.
N. V. Afanas’ev and O. F. Shlenskii, Brief Heat-treatment of Nonmetallic Materials [in Russian], SPbGTU, St. Petersburg, 1995, 282 pp.
P. Pettersson, Z. Shen, M. Johnsson, and M. Nygren, “Thermal shock resistance of α/β sialon ceramic composites,” J. Eur. Ceram. Soc., 21(8), 999 – 1005 (2001).
S. A. Suvorov, N. V. Dolgushev, A. I. Ponikarovskii, et al., “Sintered heat-resistant sialon materials,” Ogneupory Tekh. Keram., No. 3, 2 – 5 (2006).
S. A. Suvorov, N. V. Dolgushev, and A. I. Ponikarovskii, “Sintered heat-resistant materials based on sialon and silicon carbide,” Ogneupory Tekh. Keram., No. 5, 3 – 8 (2007).
I. Yu. Kelina, N. I. Ershova, and L. A. Plyasunkova, “Effect of reinforcing of silicon-nitride matrix with whisker crystals of silicon carbide,” Refract. Ind. Ceram., 41(9/10), 300 – 305 (2000).
D. S. Park, T.W. Roh, B. D. Han, et al., “Microstructural development of silicon nitride with aligned β-Si3N4 whiskers,” J. Eur. Ceram. Soc., 20(14), 2673 – 2677 (2000).
Yu. F. Kargin, S. N. Ivicheva, A. S. Lysenkov, et al., “Preparation of silicon carbide whiskers from silicon nitride,” Neorg. Mater., 45(7), 820 – 828 (2009).
D. S. Park, T. W. Roh, B. J. Hockey, et al., “Two cores in one grain in the microstructure of silicon nitride prepared with aligned whisker seeds,” J. Eur. Ceram. Soc., 23(3), 555 – 560 (2003).
S. H. Kim, Y. W. Kim, and M. Mitomo, “Microstructure and fracture toughness of liquid-phase-sintered β-SiC containing β-SiC whiskers as seeds,” J. Mater. Sci., 38 1117 – 1121 (2003).
S. Ochiai, K. Abe, and K. Osamura, “Preparation of boron fiber-reinforced aluminum matrix composites and their deformation and fracture behavior,” J. Jpn. Inst. Met., 48(10), 1028 – 1034 (1984).
S. Ochial, K. Osamura, and K. Abe, “A study on tensile behaviour of boron fibre-reinforced aluminium sheet in terms of computer simulation,” Z. Metallkd., 76, 402 – 408 (1985).
M. E. Buck and R. J. Suplinskas, “Continuous boron fiber MMCs,” in: Engineered Materials Handbook, ASM International, 1987, Vol. 1, pp. 851 – 857.
L. Hwan, S. Suib, and F. Galasso, “Silicon carbide-coated boron fibers,” J. Am. Ceram. Soc., 72(7), 1259 – 1261 (1989).
A. A. Berlin, “Modern polymer composites (PCs),” Stal’, No. 35, 57 – 65 (1995).
H. L. Belvin, R. J. Cano, N. J. Johnston, and J. M. Marchello, US Pat. 6,500,370, Dec. 31, 2002, “Process of making boron-fiber reinforced composite tape.”
T. Fan, B. Sun, J. Gu, D. Zhang, and L. W. Lau, “Biomorphic Al2O3 fibers synthesized using cotton as bio-templates,” Scr. Mater., 53(8), 893 – 897 (2005).
C. Cerecedo, V. Valcarcel, M. Gomez, et al., “New massive vapor–liquid–solid deposition of α-Al2O3 fibers,” Adv. Eng. Mater., 9(7), 600 – 603 (2007).
T. Wang, S. Kong, Y. Jia, et al., “Synthesis and thermal conductivities of the biomorphic Al2O3 fibers derived from silk template,” Int. J. Appl. Ceram. Technol., 10(2), 285 – 292 (2013).
T. F. Cooke, “Fibrous composites: thermomechanical properties,” in: Concise Encyclopedia of Composite Materials, 1995, 378 pp.
K. K. Chawla, Fibrous materials, Cambridge University Press, 1998, 309 pp.
T. L. Apukhtina, G. I. Shcherbakova, D. V. Sidorov, et al., “Reinforcing silicon carbide fibers with protective glass-ceramic coatings,” Neorg. Mater., 51(8), 872 – 877 (2015).
S. Bai, H. Cheng, G. Su, et al., “Microstructure of dumbbell-shaped biomimetic SiC whiskers,” Chin. J. Mater. Res. (China), 14(5), 469 – 474 (2000).
J. Zheng, M. J. Kramer, and M. Akinc, “In situ growth of SiC whisker in pyrolyzed monolithic mixture of AHPCS and SiC,” J. Am. Ceram. Soc., 83(12), 2961 – 2966 (2000).
J. I. N. Zhi-liang, L. Sheng-li, and L. I. Wu, “Performance and application of the complex material reinforced by whiskers,” J. Salt Lake Res., 4, 10 – 21 (2003).
S. A. Baldacim, C. Santos, O. M. M. Silva, and C. R. M. Silva, “Mechanical properties evaluation of hot-pressed Si3N4–SiCw composites,” Int. J. Refract. Met. Hard Mater., 21(5/6), 233 – 239 (2003).
S. A. Baldacim, C. Santos, K. Strecker, O. M. M. Silva, and C. R. M. Silva, “Development and characterization by HRTEM of hot-pressed Si3N4–SiCw composites,” J. Mater. Process. Technol., 169(3), 445 – 451 (2005).
L. J. Neergaard and J. Homeny, “Mechanical properties of beta-silicon nitride whisker/silicon nitride matrix composites,” in: 13th Annual Conference on Composites and Advanced Ceramic Materials, Part 2 of 2, John Wiley & Sons, 2009, Vol. 118, pp. 1049 – 1062.
H. Zhang and B. W. Darvell, “Synthesis and characterization of hydroxyapatite whiskers by hydrothermal homogeneous precipitation using acetamide,” Acta Biomater., 6(8), 3216 – 3222 (2010).
B. Bertram and R. Gerhardt, “Properties and applications of ceramic composites containing silicon carbide whiskers,” in: Properties and Applications of Silicon Carbide, InTech, 2011, pp. 197 – 230.
J. D. Buckley and D. D. Edie, “Carbon-carbon materials and composites,” William Andrew, 1993, Vol. 1254, 280 pp.
S. Chand, “Review carbon fibers for composites,” J. Mater. Sci., 35(6), 1303 – 1313 (2000).
B. Vigolo, A. Penicaud, C. Coulon, et al., “Macroscopic fibers and ribbons of oriented carbon nanotubes,” Science, 290(5495), 1331 – 1334 (2000).
P. Morgan, Carbon Fibers and Their Composites, CRC Press, 2005, 1132 pp.
D. D. L. Chung and D. Chung, Carbon Fiber Composites, Butterworth-Heinemann, 2012, 216 pp.
L. Rubin, “Applications of carbon-carbon,” in: Carbon–Carbon Materials and Composites, 1993, pp. 267 – 281.
S. D. Gardner, C. S. K. Singamsetty, G. L. Booth, et al., “Surface characterization of carbon fibers using angle-resolved XPS and ISS,” Carbon, 33(5), 587 – 595 (1995).
G. Savage, Carbon-carbon Composites, Springer Science & Business Media, 2012, 388 pp.
S. M. Barinov and V. Ya. Shevchenko, Strength of Technical Ceramics [in Russian], Nauka, Moscow, 1996, 159 pp.
R. Naslain, The Concept of Layered Interphases in SiC/SiC, American Ceramic Society, Westerville, OH, USA, 1995, No. 58, pp. 23 – 39.
R. R. Naslain, “Interphases in ceramic matrix composites,” Ceram. Trans., 79, 37 – 52 (1996).
R. J. Kerans, “Issues in the control of fiber-matrix interface properties in ceramic composites,” Scr. Metall. Mater., 31(8), 1079 – 1084 (1994).
T. Taguchi, T. Nozawa, N. Igawa, et al., “Fabrication of advanced SiC fiber/F-CVI SiC matrix composites with SiC/C multi-layer interphase,” J. Nucl. Mater., 329, 572 – 576 (2004).
Y. Katoh, T. Nozawa, and L. L. Snead, “Mechanical properties of thin pyrolytic carbon interphase SiC-matrix composites reinforced with near-stoichiometric SiC fibers,” J. Am. Ceram. Soc., 88(11), 3088 – 3095 (2005).
H. Liu, H. Cheng, J. Wang, and G. Tang, “Effects of the single layer CVD SiC interphases on the mechanical properties of the SiCf/SiC composites fabricated by PIP process,” Ceram. Int., 36(7), 2033 – 2037 (2010).
H. Liu, H. Cheng, J. Wang, and G. Tang, “Dielectric properties of the SiC fiber-reinforced SiC matrix composites with the CVD SiC interphases,” J. Alloys Compd., 491(1/2), 248 – 251 (2010).
P. Baldus, M. Jansen, and D. Sporn, “Ceramic fibers for matrix composites in high-temperature engine applications,” Science, 285(5428), 699 – 703 (1999).
E. Wuchina, E. Opila, M. Opeka, W. Fahrenholtz, and I. Talmy, “UHTCs: ultra-high temperature ceramic materials for extreme environment applications,” Electrochem. Soc. Interface, 16(4), 30 – 36 (2007).
L. A. Plyasunkova, “Microstructure and properties of reinforced ceramic matrix composites with Si3N4 and SiC matrices,” Candidate Dissertation in Technical Sciences, 2012, 159 pp.
R. A. Gerhardt and R. Ruh, “Volume fraction and whisker orientation dependence of the electrical properties of SiC whisker reinforced mullite composites,” J. Am. Ceram. Soc., 84(10), 2328 – 2334 (2001).
W. D. Fei, M. Hu, and C. K. Yao, “Thermal expansion and thermal mismatch stress relaxation behaviors of SiC whisker reinforced aluminum composite,” Mater. Chem. Phys., 77(3), 882 – 888 (2003).
V. Garnier, G. Fantozzi, D. Nguyen, et al., “Influence of SiC whisker morphology and nature of SiC/Al2O3 interface on thermomechanical properties of SiC reinforced Al2O3 composites,” J. Eur. Ceram. Soc., 25(15), 3485 – 3493 (2005).
W. Nakao, M. Ono, S. K. Lee, et al., “Critical crack-healing condition for SiC whisker reinforced alumina under stress,” J. Eur. Ceram. Soc., 25(16), 3649 – 3655 (2005).
X. Zhang, L. Xu, S. Du, et al., “Thermal shock behavior of SiC-whisker-reinforced diboride ultrahigh-temperature ceramics,” Scr. Mater., 59(1), 55 – 58 (2008).
J. Suo, Z. Chen, J. Xiao, and W. Zheng, “Influence of an initial hot-press processing step on the mechanical properties of 3D-C/SiC composites fabricated via PIP,” Ceram. Int., 31(3), 447 – 452 (2005).
K. Jian, Z. H. Chen, Q. S. Ma, et al., “Effects of pyrolysis temperatures on the microstructure and mechanical properties of 2D-Cf/SiC composites using polycarbosilane,” Ceram. Int., 33(1), 73 – 76 (2007).
K. Jian, Z. H. Chen, Q. S. Ma, et al., “Effects of polycarbosilane infiltration processes on the microstructure and mechanical properties of 3D-Cf/SiC composites,” Ceram. Int., 33(6), 905 – 909 (2007).
Y. Z. Zhu, Z. R. Huang, S. M. Dong, et al., “Correlation of PyC/SiC interphase to the mechanical properties of 3D HTA C/SiC composites fabricated by polymer infiltration and pyrolysis,” New Carbon Mater., 22(4), 327 – 331 (2007).
Y. Zhu, Z. R. Huang, S. M. Dong, et al., “Manufacturing 2D carbon-fiber-reinforced SiC matrix composites by slurry infiltration and PIP process,” Ceram. Int., 34(5), 1201 – 1205 (2008).
Z. Luo, X. Zhou, J. Yu, and F. Wang, “High-performance 3D SiC/PyC/SiC composites fabricated by an optimized PIP process with a new precursor and a thermal molding method,” Ceram. Int., 40(5), 6525 – 6532 (2014).
S. M. Dong, Y. Katoh, A. Kohyama, et al., “Microstructural evolution and mechanical performances of SiC/SiC composites by polymer impregnation/microwave pyrolysis (PIMP) process,” Ceram. Int., 28(8), 899 – 905 (2002).
R. Dong, Y. Hirata, H. Sueyoshi, et al., “Polymer impregnation and pyrolysis (PIP) method for the preparation of laminated woven fabric/mullite matrix composites with pseudoductility,” J. Eur. Ceram. Soc., 24(1), 53 – 64 (2004).
S. G. Lee, J. Fourcade, R. Latta, and A. A. Solomon, “Polymer impregnation and pyrolysis process development for improving thermal conductivity of SiCp/SiC–PIP matrix fabrication,” Fusion Eng. Des., 83(5/6), 713 – 719 (2008).
J. Yin, S. H. Lee, L. Feng, et al., “The effects of SiC precursors on the microstructures and mechanical properties of SiCf/SiC composites prepared via polymer impregnation and pyrolysis process,” Ceram. Int., 41(3), 4145 – 4153 (2015).
A. Kohyama, M. Kotani, Y. Katoh, et al., “High-performance SiC/SiC composites by improved PIP processing with new precursor polymers,” J. Nucl. Mater., 283, 565 – 569 (2000).
M. Kotani, A. Kohyama, and Y. Katoh, “Development of SiC/SiC composites by PIP in combination with RS,” J. Nucl. Mater., 289(1/2), 37 – 41 (2001).
Y. Katoh, M. Kotani, H. Kishimoto, et al., “Properties and radiation effects in high-temperature pyrolyzed PIP–SiC/SiC,” J. Nucl. Mater., 289(1/2), 42 – 47 (2001).
S. Zhao, X. Zhou, J. Yu, and P. Mummery, “Effect of heat treatment on microstructure and mechanical properties of PIP–SiC/SiC composites,” Mater. Sci. Eng., A, 559, 808 – 811 (2013).
F. H. Gern and R. Kochendorfer, “Liquid silicon infiltration: Description of infiltration dynamics and silicon carbide formation,” Composites, Part A, 28(4), 355 – 364 (1997).
R. Kochendprfer and N. Lutzenburger, “Applications of CMCs made via the liquid silicon infiltration (LSI) technique,” in: High Temperature Ceramic Matrix Composites, 2001, pp. 275 – 287.
J. C. Margiotta, D. Zhang, D. C. Nagle, and C. E. Feeser, “Formation of dense silicon carbide by liquid silicon infiltration of carbon with engineered structure,” J. Mater. Res., 23(5), 1237 – 1248 (2008).
J. C. Margiotta, D. Zhang, and D. C. Nagle, “Microstructural evolution during silicon carbide (SiC) formation by liquid silicon infiltration using optical microscopy,” Int. J. Refract. Met. Hard Mater., 28(2), 191 – 197 (2010).
H. Zhou, S. Dong, Y. Ding, Z. Wang, and D. Wu, “Friction and wear properties of 3D carbon/silicon carbide composites prepared by liquid silicon infiltration,” Tribol. Lett., 37(2), 337 – 341 (2010).
Z. Li, P. Xiao, X. Xiong, and B. Y. Huang, “Preparation and tribological properties of C fibre reinforced C/SiC dual matrix composites fabrication by liquid silicon infiltration,” Solid State Sci., 16, 6 – 12 (2013).
X. Fan, X. Yin, L. Wang, L. Cheng, and L. Zhang, “Processing, microstructure and ablation behavior of C/SiC–Ti3SiC2 composites fabricated by liquid silicon infiltration,” Corros. Sci., 74, 98 – 105 (2013).
X. Fan, X. Yin, X. Cao, L. Chen, et al., “Improvement of the mechanical and thermophysical properties of C/SiC composites fabricated by liquid silicon infiltration,” Compos. Sci. Technol., 115, 21 – 27 (2015).
O. Dezellus, S. Jacques, F. Hodaj, and N. Eustathopoulos, “Wetting and infiltration of carbon by liquid silicon,” J. Mater. Sci., 40(9/10), 2307 – 2311 (2005).
W. Krenkel, “Cost effective processing of CMC composites by melt infiltration (LSI-process),” Ceramic Engineering and Science Proceedings, 2009, pp. 443 – 454.
S. Kumar, A. Kumar, R. Devi, A. Shukla, and A. K. Gupta, “Capillary infiltration studies of liquids into 3D-stitched C–C preforms: Part B: Kinetics of silicon infiltration,” J. Eur. Ceram. Soc., 29(12), 2651 – 2657 (2009).
M. Patel, K. Saurabh, V. B. Prasad, and J. Subrahmanyam, “High temperature C/C–SiC composite by liquid silicon infiltration: A literature review,” Bull. Mater. Sci., 35(1), 63 – 73 (2012).
R. Naslain, “Materials design and processing of high temperature ceramic matrix composites: State of the art and future trends,” Adv. Compos. Mater., 8(1), 3 – 16 (1999).
K. Yoshida, M. Imai, and T. Yano, “Processing and microstructure of silicon carbide fiber-reinforced silicon carbide composite by hot-pressing,” J. Nucl. Mater., 258, 1960 – 1965 (1998).
T. Yano, K. Budiyanto, K. Yoshida, and T. Iseki, “Fabrication of silicon carbide fiber-reinforced silicon carbide composite by hot-pressing,” Fusion Eng. Des., 41(1/4), 157 – 163 (1998).
I. Yu. Kelina, N. I. Ershova, L. A. Plyasunkova, et al., “Behavior of discrete and continuous SiC and C fibers in silicon nitride matrix under conditions of hot pressing,” Refract. Ind. Ceram., 41(11/12), 405 – 411 (2000).
I. Yu. Kelina, L. A. Plyasunkova, and L. A. Chevykalova, “High-temperature oxidation resistance of ceramic matrix Si3N4/Cf composites,” Powder Metall. Met. Ceram., 42(11/12), 592 – 595 (2003).
V. P. Paranosenkov, A. S. Shatalin, A. A. Chikina, et al., “Composite SiC–Cf with a coating of SiC on carbon fibers,” Perspekt. Mater., No. 5, 20 – 24 (2003).
S. Dong, Y. Katoh, and A. Kohyama, “Preparation of SiC/SiC composites by hot pressing, using tyranno-SA fiber as reinforcement,” J Am. Ceram. Soc., 86(1), 26 – 32 (2003).
I. Yu. Kelina, L. A. Plyasunova, and L. A. Chevykalova, “Resistance of Si3N4/Cf ceramic-matrix composites to high-temperature oxidation,” Refract. Ind. Ceram., 44(4), 249 – 253 (2003).
L. A. Playsunkova, V. P. Paranosenkov, V. N. Rudykina, and I. Yu. Kelina, “Study of the microstructure of ceramic matrix composites in the SiC–Cf system,” Refract. Ind. Ceram., 46(1), 7 – 11 (2005).
L. A. Playsunkova, I. Yu. Kelina, and L. A. Chevykalova, “Microstructure and properties of ceramic matrix composites in the system Si3N4–SiCf,” Refract. Ind. Ceram., 54(3), 196 – 202 (2013).
H. W. Yu, P. Fitriani, S. Lee, et al., “Fabrication of the tube-shaped SiCf/SiC by hot pressing,” Ceram. Int., 41(6), 7890 – 7896 (2015).
C. M. L. Wu and G.W. Han, “Synthesis of an Al2O3/Al co-continuous composite by reactive melt infiltration,” Mater. Charact., 58(5), 416 – 422 (2007).
G. Jiang, J. Yang, Y. Xu, et al., “Effect of graphitization on microstructure and tribological properties of C/SiC composites prepared by reactive melt infiltration,” Compos. Sci. Technol., 68(12), 2468 – 2473 (2008).
I. A. Rumyantsev and S. N. Perevislov, “Lightweight composite cermets obtained by titanium-plating,” Refract. Ind. Ceram., 58(4), 405 – 409 (2017).
L. Zou, N. Wali, J. M. Yang, and N. P. Bansal, “Microstructural development of a Cf/ZrC composite manufactured by reactive melt infiltration,” J. Eur. Ceram. Soc., 30(6), 1572 – 1535 (2010).
Y. Wang, X. Zhu, L. Zhang, and L. Cheng, “Reaction kinetics and ablation properties of C/C–ZrC composites fabricated by reactive melt infiltration,” Ceram. Int., 37(4), 1277 – 1283 (2011).
L. Zou, N. Wali, J. M. Yang, N. P. Bansal, and D. Yan, “Microstructural characterization of a Cf/ZrC composite manufactured by reactive melt infiltration,” Int. J. Appl. Ceram. Technol., 8(2), 329 – 341 (2011).
Y. Tong, S. Bai, and K. Chen, “C/C–ZrC composite prepared by chemical vapor infiltration combined with alloyed reactive melt infiltration,” Ceram. Int., 38(7), 5723 – 5730 (2012).
Y. Zhu, S.Wang,W. Li, S. Zhang, and Z. Chen, “Preparation of carbon fiber-reinforced zirconium carbide matrix composites by reactive melt infiltration at relative low temperature,” Scr. Mater., 67(10), 822 – 825 (2012).
C. Zhang, Y. Zhang, and H. Hu, “Influence of pyrocarbon amount in C/C preform on the microstructure and properties of C/ZrC composites prepared via reactive melt infiltration,” Mater. Des., 58, 570 – 576 (2014).
S. Zhang, S.Wang,W. Li, Y. Zhu, and Z. Chen, “Preparation of ZrB2 based composites by reactive melt infiltration at relative low temperature,” Mater. Lett., 65(19/20), 2910 – 2912 (2011).
X. Cao, X. Yin, X. Fan, L. Cheng, and L. Zhang, “Effect of PyC interphase thickness on mechanical behaviors of SiBC matrix modified C/SiC composites fabricated by reactive melt infiltration,” Carbon, 77, 886 – 895 (2014).
S. Zhang, S. Wang, Y. Zhu, and Z. Chen, “Fabrication of ZrB2–ZrC-based composites by reactive melt infiltration at relative low temperature,” Scr. Mater., 65(2), 139 – 142 (2011).
X. Yang, Z. Su, Q. Huang, X. Fang, and L. Chai, “Microstructure and mechanical properties of C/C–ZrC–SiC composites fabricated by reactive melt infiltration with Zr, Si mixed powders,” J. Mater. Sci. Technol., 29(8), 702 – 710 (2013).
C. Zhang, Y. Zhang, and H. Hu, “Preparation and properties of carbon fiber reinforced ZrC–ZrB2 based composites via reactive melt infiltration,” Composites, Part B, 60, 222 – 226 (2014).
H. Pi, S. Fan, and Y. Wang, “C/SiC–ZrB2–ZrC composites fabricated by reactive melt infiltration with ZrSi2 alloy,” Ceram. Int., 38(8), 6541 – 6548 (2012).
M. Esfehanian, J. Gunster, F. Moztarzadeh, and J. G. Heinrich, “Development of a high temperature Cf/XSi2–SiC (X = Mo, Ti) composite via reactive melt infiltration,” J. Eur. Ceram. Soc., 27(2/3), 1229 – 1235 (2007).
W. J. Kim, S. M. Kang, J. Y. Park, and W. S. Ryu, “Effect of a SiC whisker formation on the densification of Tyranno SA/SiC composites fabricated by the CVI process,” Fusion Eng. Des., 81(8/14), 931 – 936 (2006).
F. Qiangang, L. Hejun, S. Xiaohong, et al., “Microstructure and growth mechanism of SiC whiskers on carbon/carbon composites prepared by CVD,” Mater. Lett., 59(19/20), 2593 – 2597 (2005).
P. Delhaes, “Chemical vapor infiltration processes of carbon materials,” in: Fibers and Composites, CRC Press, 2003, pp. 97 – 121.
D. A. Streitwieser, N. Popovska, H. Gerhard, and G. Emig, “Application of the chemical vapor infiltration and reaction (CVI-R) technique for the preparation of highly porous biomorphic SiC ceramics derived from paper,” J. Eur. Ceram. Soc., 25(6), 817 – 828 (2005).
D. A. Streitwieser, N. Popovska, and H. Gerhard, “Optimization of the ceramization process for the production of three-dimensional biomorphic porous SiC ceramics by chemical vapor infiltration (CVI),” J. Eur. Ceram. Soc., 26(12), 2381 – 2387 (2006).
N. Popovska, D. A. Streitwieser, C. Xu, and H. Gerhard, “Paper derived biomorphic porous titanium carbide and titanium oxide ceramics produced by chemical vapor infiltration and reaction (CVI-R),” J. Eur. Ceram. Soc., 25(6), 829 – 836 (2005).
X. Li, L. Zhang, X. Yin, L. Feng, and Q. Li, “Effect of chemical vapor infiltration of SiC on the mechanical and electromagnetic properties of Si3N4–SiC ceramic,” Scr. Mater., 63(6), 657 – 660 (2010).
H. Wang, X. Zhou, J. Yu, Y. Cao, R. Liu, “Fabrication of SiCf/SiC composites by chemical vapor infiltration and vapor silicon infiltration,” Mater. Lett., 64(15), 1691 – 1693 (2010).
Z. K. Chen, X. Xiong, B. Y. Huang, et al., “Phase composition and morphology of TaC coating on carbon fibers by chemical vapor infiltration,” Thin Solid Films, 516(23), 8248 – 8254 (2008).
X. Li, L. Zhang, and X. Yin, “Effect of chemical vapor infiltration of Si3N4 on the mechanical and dielectric properties of porous Si3N4 ceramic fabricated by a technique combining 3-D printing and pressureless sintering,” Scr. Mater., 67(4), 380 – 383 (2012).
R. Naslain, A. Guette, F. Rebillat, R. Pailler, et al., “Boronbearing species in ceramic matrix composites for long-term aerospace applications,” J. Solid State Chem., 177(2), 449 – 456 (2004).
Y. Wang, W. Liu, L. Cheng, and L. Zhang, “Preparation and properties of 2D C/ZrB2–SiC ultra high temperature ceramic composites,” Mater. Sci. Eng., A, 524(1/2), 129 – 133 (2009).
P. P. Semyannikov, B. L. Moroz, S. V. Trubin, et al., “Chemical vapor infiltration method for deposition of gold nanoparticles on porous alumina supports,” J. Struct. Chem., 47(3), 458 – 464 (2006).
I. Yu. Kelina, N. I. Ershova, and L. A. Plyasunkova, “Composites based on silicon nitride with a broad spectrum of regulated properties,” Konstr. Kompoz. Mater., No. 2, 20 – 24 (2001).
T. Wasanapiarnpong, S. Wada, M. Imai, and T. Yano, “Effect of post-sintering heat-treatment on thermal conductivity of Si3N4 ceramics containing different additives,” J. Ceram. Soc., 113(6), 394 – 399 (2005).
D. Bucevac, S. Boskovic, B. Matovic, and L. Zivkovicetal, “Correlation between fracture toughness and microstructure of seeded silicon nitride ceramics,” J. Mater. Sci., 42, 7920 – 7926 (2007).
A. S. Lysenkov, Yu. F. Kargin, A. I. Zakharov, et al., “Preparation of ceramics based on silicon nitride powder by the SHS method,” Usp. Khim. Khim. Tekhnol., 21(7), 70 – 72 (2007).
Yu. F. Kargin, A. S. Lysenkov, S. N. Ivicheva, et al., “Microstructure and properties of silicon nitride ceramics with added calcium aluminates,” Neorg. Mater., 46(7), 892 – 896 (2010).
S. N. Perevislov, “Liquid-phase-sintered materials based on silicon nitride with added MgO–Y2O3–Al2O3 oxides,” Perspekt. Mater., No. 10, 47 – 53 (2013).
S. N. Perevislov, “Reactively sintered composites based on silicon nitride-carbide,” Vopr. Materialoved., 74(2), 45 – 52 (2013).
X. Zhu, Y. Zhou, and K. Hirao, “Post-densification behavior of reaction-bonded silicon nitride (RBSN): Effect of various characteristics of RBSN,” J. Mater. Sci., 39(18), 5785 – 5797 (2004).
J. S. Lee, J. H. Mun, B. D. Han, et al., “Effect of raw-Si particle size on the properties of sintered reaction-bonded silicon nitride,” Ceram. Int., 30(6), 965 – 976 (2004).
X. Zhu, Y. Zhou, and K. Hirao, “Effect of sintering additive composition on the processing and thermal conductivity of sintered reaction bonded Si3N4,” J. Am. Ceram. Soc., 87(7), 1398 – 1400 (2004).
M. Muller, W. Bauer, and R. Knitter, “Processing of micro-components made of sintered reaction-bonded silicon nitride (SRBSN). Part 1: Factors influencing the reactionbonding process,” Ceram. Int., 35(7), 2577 – 2585 (2009).
M. Muller, J. Rogner, B. Okolo, W. Bauer, and R. Knitter, “Processing of micro-components made of sintered reaction-bonded silicon nitride (SRBSN). Part 2: Sintering behaviour and micro-mechanical properties,” Ceram. Int., 36(2), 707 – 717 (2010).
S. N. Perevislov, “Study of the structure and strength properties of liquid-phase-sintered silicon carbide ceramics,” Deform. Razrushenie Mater., No. 5, 25 – 31 (2013).
J.-Y. Kim, H.-G. An, Y.-W. Kim, and M. Mitomo, “R-curve behaviour and microstructure of liquid-phase sintered α-SiC,” J. Mater. Sci., 35, 3693 – 3697 (2000).
T. Nagano and K. Kaneko, “Superplasticity of liquid-phase-sintered β-SiC with Al2O3–Y2O3–AlN additions in an N2 atmosphere,” J. Am. Ceram. Soc., 83(10), 2497 – 2502 (2000).
Y.-W. Kim, M. Mitomo, and G.-D. Zhan, “Microstructure control of liquid-phase sintered β-SiC by seeding,” J. Mater. Sci. Lett., 20, 2217 – 2220 (2001).
G.-D. Zhan, R.-J. Xie, M. Mitomo, and Y.-W. Kim, “Effect of β–to–α phase transformation on the microstructural development and mechanical properties of fine-grained silicon carbide ceramics,” J. Am. Ceram. Soc., 84(5), 945 – 950 (2001).
S. Mandal, A. S. Sanyal, K. K. Dharupta, and S. Ghatak, “Gas pressure sintering of β-SiC–γ-AlON composite in nitrogen/argon environment,” Ceram. Int., 27, 473 – 479 (2001).
W. Kim, Y.-W. Kim, and M.-H. Choi, “Texture development and phase transformation in liquid-phase-sintered SiC ceramics,” Mater. Sci. Forum, 408 – 412, 1693 – 1698 (2002).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 10, pp. 37 – 48, October, 2018.
Rights and permissions
About this article

Cite this article
Perevislov, S.N., Tomkovich, M.V., Lysenkov, A.S. et al. Preparation and Properties of Reinforced Engineering Materials. Refract Ind Ceram 59, 534–544 (2019). https://doi.org/10.1007/s11148-019-00267-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-019-00267-4