
To select and optimize the experimental conditions for producing powders from wear-resistant cobalt alloys, the following methods were tested: gas spraying of the KhTN-37 alloy, centrifugal spraying of the KhTN-61 alloy, cryogenic spraying of the KhTN-61 alloy, and ultrasonic plasma atomization of the KhTN-62 alloy melt. The production of particles in different sizes and shapes, the difference between the experimental values of their sizes, and the potential of using individual size fractions taking into account the industrial production requirements were analyzed and summarized. The gas spraying method used for the KhTN-37 alloy did not yield the required amount of suitable powder and was thus inexpedient. The centrifugal spraying method for the production of KhTN-61 alloy powders was characterized by a significant number of spherical/needle particles formed in the sprayed material, affecting its flowability and complicating sieving. In addition, this method did not reliably protect the sprayed material against oxygen. The cryogenic spraying process for producing KhTN-61 alloy powders turned out to be unsuitable because it changed the chemical composition. The method involving melt ultrasonic atomization turned out to be the most acceptable for producing KhTN-62 alloy powders. It yielded a fine spherical powder with the required particle size. The use of this rapidly hardened powder is promising for the development of wear- and oxidation-resistant surface layers on responsible components of friction units in power equipment, particularly in aircraft structures. The high-temperature wear-resistant alloy powders can be recommended for strengthening and restoring the surfaces of components in friction units in aviation equipment and for additive manufacturing of bulk parts (3D printing), possessing high wear resistance at elevated temperatures.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The wear-resistant alloys of KhTN series developed at the Kurdyumov Institute of Metal Physics are intended for high-temperature applications in their as-cast state in friction units of power equipment. These alloys are based on the eutectic Co–NbC–TiC system, designated as KhTN-37 [1], and on the eutectic Co–NbC system, designated as KhTN-61 [2] and KhTN-62 [3, 4]. The KhTN-61 and KhTN-62 alloys were integrated into production processes at the Ivchenko–Progress Machine-Building Design Office (Zaporizhzhia) and Motor Sich Joint Stock Company (Zaporizhzhia). These alloys are used in D-18T and AI-222-25 engines for AN-124 Ruslan, AN-225 Mriya, and Yak-130 airplanes to protect the high-pressure turbine shrouds in gas turbine engines against wear. Their application is limited to the soldering of cast plates onto friction surfaces or argon arc deposition using thin KhTN wire electrodes as fillers [5,6,7,8]. There are new deposition techniques, such as microplasma powder deposition [9,10,11], microdischarge welding [12], diffusion-reactive joining [13], and plasma powder surfacing [14], requiring alloys in the form of powders. Moreover, the advancement of additive manufacturing techniques for the production of 3D parts (3D printing) also necessitates alloy powders. The use of alloy powders for depositing wearresistant coatings or repairing defects is promising as these fine powders, produced at significantly higher cooling rates than cast bulk ingots, also contain finer strengthening carbide crystals. Consequently, this enhances the tribotechnical properties of the coatings.
The objective of this research is to produce precision cobalt eutectic alloys in powder form through a range of techniques. Various powder production techniques should be tested to identify the most suitable applications for these alloys in mechanical engineering and find new nanostructured eutectic alloys for the development of high-strength heat-resistant components, particularly by consolidation (cold or hot powder pressing) or 3D printing methods.
Experimental Results
Production of KhTN-37 Alloy Powder by Gas Spraying. The eutectic KhTN-37 alloy was developed in the Co–NbC–TiC system involving targeted doping to achieve the required properties. The alloy has the following chemical composition, wt.%: 22–24 Cr, 1.8–2.2 Mo, 2.7–3.3 W, 2.5–3.0 C, 4–5 Ti, 8.5–9.5 Nb, and 0.8–1.2 Al, with Co being the balance. Its melting point is 1320–1330°C. The alloy retains the phase composition and eutectic structure up to 0.9Tmelt, possesses good casting properties, and can be recommended for use in as-cast state without heat treatment.
Special wear-resistant powder materials from the KhTN-37 alloy were produced using equipment of the State Enterprise ‘UkrNDIspetsstal’ with the gas atomization technique. For dry ingot sputtering in an argon atmosphere employing an URZhM-3 installation [15], a load of 30–50 kg of the starting material is required. The composition of the KhTN-37 alloy powder sorted by size fractions is provided in Table 1.
The alloys were melted in a vacuum induction furnace in crucibles made of molten magnesite. After the melt was refined for 30 min at about 1600°C, the melt temperature was increased to 1700°C. After being held at this temperature for 15 min, the melt was sprayed with high-purity argon (with an oxygen weight fraction not exceeding 0.007%). The metal spraying beam diameter was equal to 7.4 mm, corresponding to a flow rate of approximately 0.5 kg/sec, and the carrier gas pressure was 1.8 MPa. The total weight of the sprayed powder was 44–46 kg with a starting load of 50 kg. The final powder yield can exceed 90% when the working size fraction increases to 800 μm.
The plasma powder deposition technique, employed at the Ivchenko–Progress Machine-Building Design Office, uses the V3K stellite alloy as a wear-resistant filler powder with particles ≈300 μm [16]. As part of the import substitution program, the Russian V3K alloy can be replaced by the wear-resistant KhTN alloy powder. Although the chemical compositions of the KhTN-37 alloy powder and its cast ingot matched, this technique turned out to be economically unfeasible because of a limited yield of the suitable powder (portion of the required size fraction, ≈300 μm, amounted to 50–55% of the total powder weight).
Production of KhTN-61 Alloy Powder by Centrifugal Spraying. The KhTN-61 composite was developed from the eutectic Co–NbC system with a series of doping elements, imparting adequate high-temperature oxidation resistance and creep resistance to the cobalt matrix. The potential for introducing more than 20 wt.% Cr and up to 3 wt.% Al to ensure adequate gas corrosion resistance and 2–5 wt.% W and Mo to ensure strengthening was experimentally determined. The wear resistance of the alloy, primarily determined by the amount of the carbon component, was ensured by carbon content ≥2%.
In collaboration with staff of the Department for Metallurgy and Welding Technology for High-Doped Steels and Alloys at the Paton Electric Welding Institute, 0.5 kg of fine filler powder was produced from the serial wear-resistant KhTN-61 alloy for microplasma deposition with the centrifugal spraying technique employing laboratory equipment [17]. The melt was sprayed under the action of centrifugal forces through rapid rotation of the ingot electrode. The end section of the ingot electrode was heated and melted under the thermal action of powerful water-cooled plasma gas. Under centrifugal forces resulting from the rotation of the ingot electrode, the liquid metal was carried away as spherical droplets that crystallized as they flew and descended to the chamber bottom. The KhTN-61 alloy powder produced with this technique contained a significant number (≈50%) of tadpole-shaped spherical/needle particles (Fig. 1). The presence of these particles affects the flowability of the filler powder and complicates its screening because of a substantial difference in the sizes of fine particles in the longitudinal and transverse directions. This particle shape is probably due to the reduced viscosity (higher flowability) of the cobalt alloy compared to nickel creep-resistant alloys. The dark brown color of the KhTN-61 alloy powder is indicative of surface oxide films resulting from inadequate protection of the material against oxidation in the spraying process.

General appearance of the KhTN-61 alloy powder: a) tadpole-shaped spherical/needle particles, ×50; b) 40–200 μm fraction, ×25
The KhTN-61 alloy powder was further sieved to select the optimal size fraction: 40–200 μm. The crosssectional view of such particles at 100 and 500 magnifications is shown in Fig. 2.

Cross-sectional view of the KhTN-61 alloy powder particles: ×100 (a) and ×500 (b), unetched section
Metallographic studies of the KhTN-61 alloy powder revealed single carbides 5–10 μm in size, single inclusions of the eutectic phase with a linear size of up to 10–20 μm, and voids with a linear size (or diameter) of up to 20–100 μm within the particles. Examination of the voids at 250–500 magnifications showed that they resulted from the collective formation of fine carbides within the eutectic phase. The carbide accumulations crumbled while the sections were prepared, leaving local cavities.
The microhardness of the particles was assessed employing a PMT-3 hardness tester with a load of 100 g (Table 2). The average microhardness of the KhTN-61 powder particles was 5160 MPa, and the local carbide accumulations could additionally increase it to 6400–7150 MPa. Note that the hardness of the as-cast KhTN-61 alloy is 5500 MPa.
In the attempts to produce the KhTN-61 alloy powder by grinding in a ball mill at the liquid nitrogen temperature (so-called cryogenic spraying), it showed a significantly lower content of niobium, chromium, and aluminum but a higher content of tungsten as it transitioned from the VK hardmetal grinding balls. In this regard, this powder production method was found to be unacceptable.
Production of KhTN-62 Alloy Powder by Melt Ultrasonic Plasma Atomization. The KhTN-62 alloy is based on the Co–NbC eutectic, consisting of two phases represented by a solid solution of cobalt and niobium carbide (~12 wt.% NbC in the undoped system), with the eutectic temperature reaching 1400°C [18]. Doping of alloys from the basic Co–NbC system to increase their high-temperature oxidation resistance obviously shifts the eutectic point and decreases the melting point of the KhTN-62 alloy to 1320 ± 10°C, but it still complies with specifications TU 88.061.007.98. The as-cast alloy is represented by primary (excess) niobium carbide crystals and a binary eutectic, containing two phases: a solid solution of doping elements in cobalt and weakly doped niobium carbide. The excellent service properties of the alloy—wear resistance and creep resistance at high temperatures— are attributed to its eutectic structure, in which the ductile cobalt matrix is reinforced with lamellar fibrous niobium monocarbide crystals, forming in situ composite. The high wear resistance was reached through increase in the volume content of the carbide phase in the alloy and the high oxidation resistance through complex doping. The KhTN-62 alloy has the following chemical composition, wt.%: 15.5 Nb, 1.8 C, 20 Cr, 2 Al, 9.5 W, 3 Fe, and 48.2 Co.
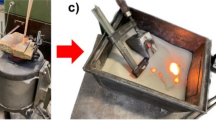
The KhTN-62 alloy powder was produced employing an ATO LAB ultrasonic atomizer [19]. The atomizer is schematically shown in Fig. 3. In the ATO LAB atomizer, the starting alloy rod is melted with a plasma torch in an argon atmosphere. The atomization process (formation of microsized droplets 20–130 μm) occurred when the melt droplets spread over a small polished water-cooled tungsten plate (receiver) vibrating at a frequency of 20 kHz (Fig. 3c). The KhTN-62 alloy powder with spherical particles was produced using this technique (Fig. 4).

Schematic of the ATO LAB atomizer (a): 1) recirculation pump (inert gas supply); 2) filters (additional filtration of solid particles); 3) rod (starting alloy) feeding system; 4) process chamber; 5) plasma torch with an internal cooling system; 6) sonotrode; 7) ultrasonic transducer; 8) control system (process monitoring and analysis); 9) ultrasonic generator; 10) cyclone (powder collection); 11) vacuum pump; 12) plasma generator (IGBT inverter). Ultrasonic droplet–wave atomization of metal melts to produce fine (20–130 μm) powders (b). Schematic formation of fine melt droplets on a vibrating plate (receiver) of the ultrasonic transducer (c): 1) microsized droplets 20–130 μm; 2) spreading of melt droplets; 3) receiver

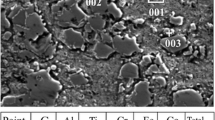
SEM images of the submicron KhTN-62 alloy powder produced by melt ultrasonic atomization: a, b, c) different particle sizes; d, e, f) different surface structures
Ultrasonic plasma atomization involves rapid melt quenching. As is seen from SEM images, the particles differ in size (Fig. 4a, b, c). Regardless of sizes, the particles have substantially different surface structures (Fig. 4d, e, f). The significant variation in the sizes of NbC crystallites on the particles may be due to fluctuations in the alloy composition and different cooling rates when particles of different sizes are formed. The particle size distribution of the atomized powder is shown in Fig. 5. The distribution curve characterizes the ratio between the sizes of the produced particles ranging from 23 to 150 μm and their content. The maximum content was reached for the powder with 54.6 μm particles.

Particle size distribution of the KhTN-62 alloy powder
Summarizing the experimental findings for cobalt alloy powders, we can state that the high cost of oxidation-resistant and wear-resistant cobalt-based alloys and the need for this material in substantial amounts to make experimental powder batches are significant obstacles to the conduct of research for commercial production. Despite this, there are prospects of using individual size fractions considering industrial production requirements. The powder alloys that show high wear resistance at elevated temperatures can be recommended for strengthening and restoring components of friction units in energy equipment, particularly aircraft equipment, and for developing high-strength thermally stable parts by consolidation (powder cold or hot pressing) or 3D printing techniques.
Conclusions
The production of powders from as-cast eutectic cobalt–carbide composites—KhTN-37, KhTN-61, and KhTN-62 alloys—by gas spraying, centrifugal spraying, cryogenic spraying, and melt ultrasonic plasma atomization has been examined.
Gas spraying of the KhTN-37 alloy yields only half of the required powder size fraction (below 300 μm), which is economically unfeasible.
The KhTN-61 alloy powder produced by centrifugal spraying contains a substantial amount (≈50%) of spherical–needle or tadpole-shaped particles. This affects the flowability of the powder and complicates its sieving. This particle shape probably results from the reduced viscosity (higher fluidity) of cobalt-based creep-resistant alloys compared to nickel-based creep-resistant alloys.
The dark brown particles of the KhTN-61 alloy powder are indicative of a surface oxide film resulting from inadequate protection of the sprayed material against oxygen. Analysis of the chemical composition of the KhTN-61 alloy suggests that the film consists of aluminum and chromium because these elements show high affinity for oxygen.
Cryogenic spraying used to produce the KhTN-61 alloy powder substantially changes its chemical composition and is thus unacceptable for further use.
The fine KhTN-62 alloy powder with spherical particles of a predominant size of 54 μm has been produced by melt ultrasonic atomization. This indicates that this rapidly quenched powder is promising for the development of wear-resistant and oxidation-resistant surface layers on crucial components of aircraft equipment.
References
H.P. Dmitrieva and T.S. Cherepova, “Wear resistance of cobalt–carbide eutectic alloy under dynamic gas loading,” Metallofiz. Noveish. Tekhnol., 35, No. 10, 1383–1390 (2013).
H.P. Dmitrieva, T.S. Cherepova, T.A. Kosorukova, and V.I. Nichiporenko, “Structure and properties of the wear-resistant alloy of cobalt with niobium carried,” Metallofiz. Noveish. Tekhnol., 37, No. 7, 973–986 (2015).
T.S. Cherepova, G.P. Dmitrieva, A.V. Nosenko, and A.M. Semirga, “Wear-resistant alloy for protection of contact surfaces of working aircraft engine blades from oxidation at high temperatures,” Sci. Innov., 10, No. 4, 20–28 (2014).
H.P. Dmitrieva and T.S. Cherepova, “Wear-resistant cobalt alloys for strengthening blade shrouds in gas turbine engines,” Tekhnol. Syst., No. 2, 46–49 (2017).
G.I. Peichev, V.E. Zamkovoy, G.P. Kalashnikov, N.V. Andreichenko, and O.S. Belozertsev, “Maintenance of components in cast turbine blade shrouds made of ZhS alloy and worn-out in operation,” Aviat. Kosm. Tekh. Tekhnol., No. 9, 221–223 (2005).
A.Yu. Butenko, A.M. Kostin, and A.B. Maly, “Analysis of materials for strengthening turbine blade shrouds,” Visn. NUK, No. 5, 137–141 (2012).
D.P. Faraonov, O.A. Bazyleva, and A.M. Rogalev, “Alloys for strengthening blade shrouds in gas turbine engines,” Trudy VIAM, No. 9 (45), 7 (2016).
O.V. Yarovitsyn, G.D. Khrushchov, and N.O. Chervyakov, “Current maintenance of heat-resistant nickel alloy blades using fusion welding: Overview,” Vest. Polotsk. Gos. Univ. Ser. B, No. 11, 61–67 (2016).
O.V. Yarovitsyn, K.A. Yushchenko, A.A. Nakonechny, and I.A. Petrik, “Low-ampere argon-arc and microplasma powder deposition onto a narrow substrate,” Avtom. Svarka, No. 6, 31–35 (2009).
O.V. Yarovitsyn, Microplasma Powder Deposition of Heat-Resistant Nickel Alloys with 45–65% γ′ Phase [in Ukrainian], Author’s Abstract of PhD Thesis, Inst. Elektrozvar. Patona Nats. Akad. Nauk Ukrainy, Kyiv (2009), p. 21.
K.A. Yushchenko, V.S. Savchenko, O.V. Yarovitsyn, A.A. Nakonechny, G.F. Nastenko, V.E. Zamkovoy, O.S. Belozertsev, and N.V. Andreichenko, “Development of a process for restoring the ends of highpressure turbine blade shrouds in D18T aircraft engines using microplasma powder deposition,” Avtom. Svarka, No. 8, 25–29 (2010).
J. Durocher and N.L. Richards, “Characterization of the micro-welding process for repair of nickel base superalloys,” J. Mater. Eng. Perform., 16, No. 6, 710–719 (2007).
Diffusion-Reactive Joining of Metals and Alloys [in Ukrainian], Ukrainian Patent 73308: C27 B23K1/20, B23K20/16, No. 2002020958; appl. February 6, 2002; publ. July 15 (2005), Bull. No. 7, p. 5.
T.S. Cherepova, H.P. Dmitrieva, and Yu.S. Semenova, “Testing of methods for depositing wear-resistant powder alloys of cobalt and nickel with titanium carbide,” Metallofiz. Noveish. Tekhnol., 43, 1335–1349 (2021).
Yu.F. Ternovoy, G.A. Baglyuk, and S.S. Kudievskii, Theoretical Fundamentals for Spraying of Metal Melts [in Russian], Zaporizhzhia (2008), p. 298.
C.D. Opris, R. Liu, M.X. Yao, and X.J. Wu, “Development of stellite alloy composites with sintering HIPing technique for wear-resistant applications,” Mater. Des., 28, 581–591 (2007).
G.H. Gessinger, Powder Metallurgy of Superalloys, Butterworths (1984).
“New structural steels and alloys and method for their processing to improve the reliability and service life of products,” in: Proc. XII Int. Sci. Tekh. Conf. (October 6–8, 2010), Zaporizhzhia (2010), pp. 27–29.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 62, Nos. 3–4 (550), pp. 144–152, 2023
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Cherepova, T.S., Dmitrieva, H.P., Yarovitsyn, O.V. et al. Production of Wear-Resistant Cobalt Alloy Powders. Powder Metall Met Ceram 62, 250–256 (2023). https://doi.org/10.1007/s11106-023-00389-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-023-00389-y