
Simulation modeling results for powder mixtures comprised of saponite and stainless steel powders are presented. A literature review focusing on methods for modeling the filling and production of powder materials in technological processes was conducted. Computer modeling employed to examine the behavior of particulate mixtures in two-dimensional and three-dimensional planes, considering their volumetric characteristics, was studied theoretically. The properties of AISI430 steel and saponite powders, such as grain-size composition and sphericity factors, were studied experimentally. The density of workpieces made from steel and saponite powders for modified and unmodified powder particles was calculated as percentage. A method for calculating the distribution of particles and determining the density of workpiece layers using the ImageJ2x software was proposed. Image stacks were generated and image series were analyzed using object mask functions and threshold and image inverter brightness threshold functions. The processed microscopy data enabled the determination of void percentage within the visible areas of the samples. A simulation model was proposed to describe the formation of powder materials with varying geometries and sphericity. The process of filling a cylindrical container with the powder mixture was simulated. A 3D computer model was developed to visualize the formation of a two-component powder mixture using the Blender 3D application software. Maps depicting the distribution of powder particles in selected planes were constructed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Modern formation methods for powder materials enable the production of workpieces with unique physical and chemical properties. Complex structures are developed using a wide range of powder mixtures and various additives, such as binders, pore agents, and plasticizers. Possessing an array of techniques, manufacturers focus on comprehensive prediction of the material development process to minimize costs and ensure the highest quality of their products. Studying the characteristics of powders is crucial in the formation of powder products. This study involves analysis of particle morphology, bulk density, size, shape factor, thermal properties, etc. Furthermore, the powder mixtures (10–40 μm) commonly used in the production of powder workpieces are so fine that visual examination of their behavior is highly complicated and possible only with microscopic analysis or impossible at all. Therefore, simulation 3D modeling employing up-to-date software tools to analyze the behavior of particles in powder mixtures in the production of multicomponent powder workpieces is a relevant approach for predicting the formation of powder materials.
Analysis of Literature Data
Nominally homogeneous spherical particles are predominantly used in computer modeling for analyzing the behavior of powder mixtures [1,2,3] since the selection of particle sizes for production of workpieces has been most extensively studied for such powders. In other instances, the behavior of particulate powder environments is modeled in a 2D plane without considering the volumetric characteristics of the particles. Paper [4] introduced a computer model relying on lattice Boltzmann methods for mixing two elements using the powder bed fusion process, where the particles are simulated as spheres and droplets, while the heat capacity and thermal conductivity of the starting materials are accounted for in the modeling process. The research employed methods for modeling the movement of wettable powder particles in a manner similar to the modeling of liquid systems. Calculations performed with particle interaction algorithms including a modified collision operator demonstrated that niobium and tantalum powder particles distributed uniformly as their sizes decreased, allowing the workpiece to achieve high density. To develop 3D models, spherical particles, which are actually produced by the spheroidization of metal powders [5], are used. The process of producing spherical particles involves techniques including plasma arc, granulation [6], rolling, and pressing in granulators of various designs. The spherical particle shape significantly influences the behavior of the entire mixture in the formation process. This is supported by studies that examine compaction models for particles of different shapes. Paper [7] determined the relationship between the particle shape (descriptors) and workpiece (packing) through correlation analysis. The particle packing porosity correlates with particle descriptors characterized by angularity/roundness, shape, and texture. These model elements are addressed as spherical triads. National research efforts led by Academicians Skorokhod, Solonin, and other researchers focused on the development of theories for powder filling into dies. Shtern, Povstyany, Pasternak, and Sergeev studied various methods for modeling the behavior of powder materials: discrete method, Monte Carlo simulation, and static tests. The scientists confirmed that the simulation modeling results were consistent with analytical calculations. The simulation models were primarily developed using the Matlab Simulink and Avizo software and C, C++, and Python programming languages. We believe that modern software, particularly the object-oriented Blender 3D software for developing 3D models, will improve the simulation modeling processes for powder mixtures. The development of a 3D model for forming particles in powders of different grain-size compositions and physical properties will not only help visualize the formation process but also predict the distribution uniformity and other characteristics of the finished products.
Our objective is to study the grain-size composition and sphericity of AISI430 steel and saponite powders and develop a computer model to emulate the formation of two-component mixtures for analyzing the uniformity of powder particle distribution.
Experimental Procedure
We used powders produced from reduced sludge of AISI430 stainless steel (analogous to 12Kh17 steel) and natural saponite mineral Mg[Si4O10](OH) × nH2O. The fine and partially dusty (d < 0.05 mm) AISI430 steel sludge, which contained shaving elements (4 < l < 0.7 mm), was collected from the production settling areas after metal grinding operations. However, this sludge cannot be used in its original condition as it contains abrasives and cutting coolant inclusions and becomes contaminated and partially oxidized in the settling areas. The grain-size composition of the stainless steel and saponite powders was determined experimentally through sieve analysis (SL-026 laboratory sieves). The screening process allowed determining the percentage ratio between the weight of the powders on each sieve and the total weight of the powders. To be further used, the sludge needed to be reduced with alternating centrifugation, dehydration, reducing annealing, sieving, magnetic separation, grinding, drying, and size classification. In addition, paper [8] noted that modification of the starting powders with PEG400 plasticizer after the reduction, followed by further processing, positively influenced the formation of materials and increased the sorption and catalytic properties. The process significantly altered the particle size of the steel powders, to –0.63+0.35 mm, and changed the particle shape from acicular and filamentary to lamellar and dendritic (Fig. 1a, b). Moreover, preliminary treatment of AISI430 steel metal powders not only results in higher purity of the starting material but also improves the particle shape (by rounding) and increases the bulk density [9].

Microscopy of the AISI430 steel (a, b) and saponite (c, d) sludge samples before (a, c) and after (b, d) reduction
The saponite clay material, in its natural form and after grinding and size classification, primarily consists of scalelike or angular fragmented particles, which became rounded after reduction according to the mentioned process scheme (Fig. 1c, d). The research involved microscopic analysis using the Microptik Smart Eye software.
Analysis of the microstructure and particle size of the samples led to the conclusion that the powder reduction process significantly influenced the subsequent formation of powder workpieces from oval and rounded saponite particles with a grain-size composition of –0.1+0.063 mm and dendritic and rounded lamellar AISI430 steel particles with a grain-size composition of –0.63+0.4 mm. Particles with these shapes were used in the development of a computer simulation model in the Blender 3D environment. Metal and clay were selected from the programming library of materials as the closest matches to the starting materials.
Structural studies of the materials were conducted by optical microscopy methods to determine the size, shape, and arrangement of particles within the sample. The porous structure was examined for both experimentally produced samples and computer simulation models. The optical analysis and calculations were carried out using the ImageJ2x image analysis and processing software [10].
The processing of color image objects is necessary for the most accurate analysis and quantitative information on the material structure. The object selection methods include brightness, texture, and color selection. Typically, a digitized image for analysis consists of a set of points (pixels), whose brightness values for 8-bit monochrome systems fall within the [0–255] range.
Various criteria and equations for their calculation were proposed by many researchers to determine a criterion for evaluating the quality of powder materials, such as the degree of dispersion, degree of mixing, content of the key mixture component, homogeneity criterion, quality factor, segregation rate, mixing completeness, etc. For powders of the experimental materials, paper [11] calculated the inhomogeneity in the distribution of particles in the dispersed medium and found that the die filling density and the concentration of particles with the same shape factor at certain locations increased as the bulk density of the steel and saponite powder mixtures changed from 1.24 to 6.82 g/cm3.
The method for calculating the distribution of particles through optical computer analysis (Fig. 2) using the ImageJ2x software includes the following steps:
-
1.
Set the pixel-to-millimeter ratio (Analyze–Measure).
-
2.
Set brightness thresholds for the image files (Image–Adjust–Threshold).
-
3.
Apply mask functions to all objects present within the picture’s field of view (Show–Masks).
-
4.
Generate the Results table with built-in Analyze–Analyze Particles and Image Inverter functions, including calculation results such as the number of the selected element with zero monochrome values within the image, the area of the outlined particle image, the total number of pixels in the outline of the selected particle, and the number of minimally bright (256) and maximally bright (0) pixels present in the closed volume that outlines the particle.

Generation of images in the ImageJ2x environment for calculating the density of a workpiece layer
As seen, image microscopy processing produces a matrix. In general, a digital image is represented by a matrix of numbers. The matrix elements can be subject to mathematical operations. In particular, the volume of occupied contrast elements (particles) within the images can be quantified by summing the pixels of the outlined particles (indicated in the Mean column of the Analyze Particles function matrix). The calculation was executed using the Results–Summarize function. The percentage of voids (pores) in the visible sample areas was found by determining the ratio of contrast structures in the image.
Experimental Results
Computer modeling to simulate the behavior of particulate media is primarily aimed at producing statistically sufficient laws that can numerically describe the structurization of powder materials. The development of a computer model for a particulate medium requires knowledge of the morphology and sizes of its particles.
Table 1 presents the results from analyzing a series of images with the ImageJ2x software. The density of workpieces from modified stainless steel and saponite powder mixtures in image layers ranges from 68.5 to 74.8%, while the density of workpieces from unmodified mixtures ranges from 47.9 to 51.3%.
The low density of workpieces in image layers with unmodified particles can be attributed to the particle shape and the voids generated in the filling and molding process.
Figure 3 provides data on the grain-size composition. The distribution diagrams show the relative number of particles in each size fraction as percentage along the ordinate axis. Because of losses in the sieving process, the total weight of the samples on each sieve does not exactly add up to 100% of the sample weight. To determine the percentage content of the sieved samples, the ratio between the weights of the samples on each sieve and their total weight, rather than the weight of the starting powder material, was calculated:
where a1, a2, …, an are the weights of samples on each sieve.

Grain-size composition of the saponite (a) and AISI430 steel (b) powders determined by sieve analysis
The analysis indicated that the sizes of stainless steel powder particles increased significantly after reduction and modification, as evidenced by their potential granulation and by grinding and rounding of metal shaving elements.
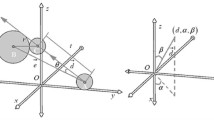
No variance analysis method allows examining each particle of the particulate powder material in three dimensions. In modeling, powder particle sizes are typically fitted to correct geometric shapes (Fig. 4a). Figure 4b shows the morphology of AISI430 steel powder particles after reduction and modification. The increase in roundness and sphericity characterizes a particle with one numerical value, such as the radius of a spherical particle, providing sufficient and comprehensive information. However, for a dendritic prism-like particle, a single numerical value cannot capture its dimensions as it can refer to its diagonal, height, or thickness. This issue is addressed in [12] as follows. First, the weight, volume, or surface area is used as a numerical characteristic for particles with irregular shapes. Second, the ‘equivalent sphere theory’ approach is applied, which considers the ratio between the weight of an irregularly shaped particle and the weight of a spherical particle from the same material. Therefore, when characteristics of irregular particles are measured, it is assumed that they are comparable to the equivalent spherical particle.

Computer 3D models of metal and clay materials (a); mixtures of rounded polysized particles (b); structural simulation model for packing of particles with different geometrical shapes (c)
Particle sphericity (according to H. Wadell):
where Vp is the particle volume and Ap is the particle surface area.
To determine the sphericity of AISI430 steel and saponite powder particles, direct methods for finding the particle shape, such as optical microscopy, are involved. The primary particle shape parameters are presented in Table 2.
Experimental evidence [13] shows that powder particles can adhere to hard surfaces of substrates, bunkers, and containers in the bulk formation process and subsequent vibration treatment of the powder bed. This adhesion results from van der Waals forces of interaction between molecules of the powder particles and the container material. The molecular forces of adhesion can be reduced either by processing the container surface (polishing, grinding, treatment with lubricating materials such as graphite, etc.) or by reducing the dispersion of particles in the loose medium. As can be seen (Fig. 4b), simulation modeling, considering the particle sizes of selected materials, also shows signs of adhesion at the bottom of the cylindrical container base, confirming the phenomenon without real-object experiments.
The microstructure being studied is represented as additive (RGB color synthesis) color response surfaces (in shades of gray in the paper) (Fig. 5). Image objects are commonly selected based on their brightness using brightness threshold values. All image points falling within these values are selected on the image as object masks, generated with built-in functions of the ImageJ2x software.

Surfaces of digital microstructure analysis for AISI430 steel and saponite powder samples with 51.3% (a) and 74.1% (b) density
The diagrams are presented as point depth maps, with the surface elements shown in RGB colors (in shades of gray in the paper) for convenience of analysis (256 gradations for each of the three colors). In these maps, depth values in the near range are indicated by colors ranging from orange to green, while more distant points are indicated by colors ranging from red to blue. Bitmap functions are used to convert from the color (source) to black and white (target) mode. The intensity of the peaks is explained by structural inhomogeneity. In general, three- dimensional surfaces are useful for visual representation of the inhomogeneous distribution of powder particles in the studied field.
Conclusions
A method for calculating the density distribution within workpieces through optical computer analysis using the ImageJ2x software has been proposed, and the density of porous structures has been determined as percentage. The layers of workpieces produced from modified powder mixtures are approximately 20.6% denser than those produced from unmodified powder mixtures.
The sphericity of AISI430 steel and saponite powder particles has been studied. The sphericity values range from 0.05 to 1, indicating that the powder mixture is a dispersed multicomponent one. A three-dimensional model has been developed using Blender 3D software tools to simulate the formation of particles, considering the physics of the starting powders. The model simulates the filling of powder mixtures into the container.
Maps displaying the surfaces of emulated structures have been constructed to visualize the distribution of particles in selected planes. Three-dimensional simulation modeling makes it possible to imagine, conveniently visualize, and predict the behavior of powders in the process of their formation.
References
Eric Parteli and Thorsten Pöschel, “Particle-based simulation of powder application in additive manufacturing,” Powder Technol., 288, 96–102 (2015).
Yi He, Ali Hassanpour, and Andrew E. Bayly, “Linking particle properties to layer characteristics: Discrete element modelling of cohesive fine powder spreading in additive manufacturing,” Addit. Manuf., 36, 1–15 (2020).
Yifei Ma, T. Matthew Evans, Noah Philips, and Nicholas Cunningham, “Numerical simulation of the effect of fine fraction on the flowability of powders in additive manufacturing,” Powder Technol., 360, 608–621 (2020).
Mujian Xia, Nianlian Li, Man Zhang, Donghua Dai, Yuebin Lin, Aihui Liu, Xiaogang Chen, and Hongyan Ding, “Multi-material model for mesoscopic analysis of porosity evolution during laser powder-bed fusing TiNbTa powder mixture,” Comput. Mater. Sci., 198, 124–137 (2021).
A.Yu. Andreytsev, I.V. Smirnov, A.V. Chornyi, and S.M. Minakov, “Modeling the spheroidization of powder particles by the arc plasma method,” Prikl. Pyt. Mat. Model., 4, No. 2.2, 25–33 (2021).
V.D. Rud, G.A. Baglyuk, T.N. Galchuk, and O.Yu.Povstyanoy, Technological Processes for Disposing Machine Building Production Waste: University Textbook [in Ukrainian], Red. Vyd. Lutsk Derzh. Tekh. Univ., Lutsk (2015), p. 296.
B. Suhr and K. Six, “Simple particle shapes for DEM simulations of railway ballast: influence of shape descriptors on packing behavior,” Granular Matter, 22, 43–60 (2020).
V.D. Rud, N.A. Khrystynets, and N.T. Rud, “Vibrational modeling of filtering materials using stainless steel and saponite powders,” Powder Metall. Met. Ceram., 58, No. 11–12, 623–630 (2020).
N.A. Khrystynets and V.D. Rud, “Use of stainless steel and saponite sludges in the formation of gradient materials,” in: Proc. First Int. Sci. Tekh. Conf. Prospects of Machine Building and Transport Development 2019 [in Ukrainian], Vinnytsia (2019), pp. 271–273.
T.G. Collins, “ImageJ for microscopy,” BioTechniques, 43, No. 1S, 25–30 (2007).
N.A. Khrystynets, Theoretical and Experimental Study of Vibrational Segregation Parameters in the Development of Permeable Gradient Materials [in Ukrainian], Author’s Abstract of PhD Thesis in Technical Sciences, Lutsk (2021), p. 24.
Y. Jiao and S. Torquato, “Maximally random jammed packings of platonic solids: hyperuniform long-range correlations and isostaticity,” Phys. Rev. E, 84, 1–15 (2011).
Xingcai Li, “Equivalent medium theory of layered sphere particle with anisotropic shell,” J. Quant. Spectrosc. Radiat. Transfer, 179, 165–169 (2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 61, Nos. 9–10 (547), pp. 35–45, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rud, V.D., Khrystynets, N.A. Simulation Modeling of Forming Processes for Powder Mixtures. Powder Metall Met Ceram 61, 514–521 (2023). https://doi.org/10.1007/s11106-023-00341-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-023-00341-0