
The crystal structure acquired by powder steels produced from undoped iron powder and mixtures of iron with 1.0 or 1.5% graphite in hot forging was studied by X-ray diffraction and optical microscopy. The heating temperature of the samples to be forged was varied in the range 950–1150°C. The fundamentally different dependence of the lattice distortion on the heating temperature for forging of the outer and inner layers of the samples was found. The lattice imperfection increases with forging temperature in the outer layers of the hot-forged samples made of the undoped iron powder. The γ→α martensitic transformation occurs when the samples are heated above 1100°C and rapidly cooled down. The lattice imperfection decreases in the inner layers of the samples made of the undoped iron powder. In the case of carbon steel samples, the lattice distortion and hardness increase with heating temperature, reaching the maximum at 1100°C and thus characterizing the γ→α martensitic transformation. When temperature increases to 1150°C, the lattice imperfection reduces as carbon burns out more intensively at elevated temperatures, but the hardness and tensile strength decrease insignificantly. This is attributed to the quenching temperature of steel to form a ferritic cement mixture, whose structure is presented by sorbitol with a microhardness of 2700– 2900 MPa, troostite (3000 MPa), and bainite (4500 MPa).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
The minimum porosity is one of the most important conditions for imparting high strength and service properties to structural powder materials. This predetermined the extensive development of powder metallurgy methods relying on hot shaping of preliminary compacted powder ingots in the last decades [1,2,3,4]. Since materials heated to hot shaping temperatures have much lower yield stress than cold-shaped materials of the same composition, hot shaping can result in virtually pore-free state at relatively low pressures.
Rapid cooldown of forged pieces subjected to hot plastic deformation enables their thermomechanical treatment and imparts specific structure to the materials determining high mechanical and service properties [5,6,7].
The densification of porous ingots in hot forging involves various successive or overlapping processes and transformations in powder materials compared to other deformation methods [8, 9]. The structurization of porous powder ingots in hot forging proceeds under severe plastic deformation and accelerated cooldown in contact with cold press tools to promote the thermomechanical treatment effect induced by martensitic transformation [10]. In addition, bulk forging processes are associated with hindered deformation areas formed throughout the ingot. They are induced by contact friction forces [11] resulting from the cooldown of surface layers in contact with cold die parts. At the same time, the structurization of inner ingot regions occurs when the set forging temperature is kept for a long time. As a result, their structure and properties clearly depend on the hot forging parameters for producing materials [5, 9, 10, 12]. For the directional control of structurization processes at the level of metal fine structure to improve the service properties of materials, it is needed to study how the acquired substructure depends on the composition of powder materials and process factors of their production. Lattice defects are revealed by X-rays as they differently influence the geometry of interference lines and can be quantified by changes in this geometry [13, 14]. In the above regard, X-ray methods employed to examine the fine structure of deformed metals and alloys should be considered. The literature insufficiently addresses the use of X-ray methods to study how hot-forged powder steels acquire the martensitic structure.
EXPERIMENTAL PROCEDURE
The starting materials were technical iron powder and PZhV4.160.26 iron powder (GOST 9849–86) with 1 or 1.5% graphite of grade C-1. The contents of admixtures in the PZhV4 iron powder was, %, no more: 0.12 C, 0.15 Si, 0.45 Mn, 0.03 S, 0.03 P, and 1.1 O. The greatest particles of the PZhV4 powder reached 160 μm.
Prior to being compacted, the components were carefully blended in a laboratory two-cone mixer for 2 h. Prismatic samples were subjected to double-action cold pressing in a closed die using a PG-60 hydraulic press. The compaction pressure for technical iron was 600 MPa and for carbon steels was 650 MPa. We obtained 10 mm × × 55 mm compacts with ~15% porosity.
Prior to being forged, the compacts were heated to 900, 950, 1000, 1050, 1100, and 1150°C in a furnace with silicon carbide heaters in a stainless steel muffle. The protective environment was argon. When the set temperature was reached, the compacts were held for 15 min and then transferred to the die. The transfer time was no more than 4–5 sec. The compacts were forged using an F1732 electric arc press at a load applied at 0.6–1 m/sec. The samples had almost the same porosity, no more than 1.5%, at all forging temperatures.
A MIM-8 microscope was used for metallographic studies and a PMT-3 hardness tester for microhardness measurements. X-ray diffraction was performed using a DRON-3 diffractometer in Co-Kα radiation. The lines were recorded point by point by scanning in 0.1° steps, exposure time was 10 sec, and detector window slit was 0.5 mm. The sample being recorded rotated around the line perpendicular to its surface.
Harmonic analysis was carried out to assess the diffraction lines and separate the true physical broadening of the diffraction peaks. This method allows the use of information derived from the distribution of intensities over the entire pattern, considering all features of the X-ray lines but not only their width. According to [15, 16], the following elements peculiar to the thin structure of forged pieces were determined: physical broadening (β, mrad), coherent scattering domains (CSDs, nm), and microstresses (ε · 10–3). In the experiment, the axial ordinate was the one drawn through the center of gravity of the interference peak.
The reference was an Armco iron sample annealed at 1100°C for 1 h and cooled down with the furnace to
The objective is to use X-ray methods to examine the features of 610°C.
EXPERIMENTAL RESULTS AND DISCUSSION
Martensitic Transformations in Forged Pieces Produced from Technical Iron Powder. The features peculiar to the martensitic transformation of austenite in compact steels were addressed in numerous studies undertaken by Kurdyumov et al. [17]. He was the first to note the features of polymorphic transformations in iron and indicate that γ→α iron transformations could proceed with different kinetics depending on temperature. In undoped iron, the γ→α polymorphic transformation may be of martensitic or recrystallization nature depending on temperature.
The rate of ‘normal’ γ→α transformation can be substantially decreased by healing the lattice defects of austenite that emerge when it is generated in the heating process. These defects facilitate the nucleation of the α phase in subsequent cooldown. The lattice defects are healed when austenite is heated to high temperatures, which promotes grain growth, decreases the specific length of grain boundaries, and improves the lattice perfection. Heating above 1150°C and subsequent quenching of iron containing less than 0.01% carbon prevent the ‘normal’ nucleation of α-Fe and the transformation is martensitic [17].
The martensitic α phase generated in the polymorphic transformation of iron is a stable modification of the solid solution unlike steel martensite. The broadening of martensite lines is manifested as microdistortions (inhomogeneous deformation of microregions) and small CSDs [18].
X-ray diffraction of the hot-forged samples produced from powder iron compacts indicates that their outer and inner layers have different degrees of imperfection (characterized by physical broadening of 220 lines) (Fig. 1). The imperfection of the inner layer in the samples forged at 900°C is somewhat greater than that of the outer layer. This may be due to greater strain of the inner layer and better coalescence of powder particles in it because it was longer subjected to the heating temperature than the outer layer, which cooled down more intensively in transfer to the die.

The broadening of reflection (220) versus heating temperature for forging of iron powder samples: 1) outer and 2) inner layers
When forging temperature increases from 900 to 1000°C, the imperfection of sample layers changes insignificantly. The lattice imperfection abruptly decreases in the inner layers and increases in the outer layers only with temperature of the forged piece reaching 1050°C. The lattice imperfection of the outer and inner layers equalizes at 1000–1050°C (Fig. 1).
When temperature increases to 1150°C, forging-induced internal stresses are actively relaxed in the inner layers as they are longer subjected to the set temperature. This decreases the lattice imperfection: physical broadening of reflection (220) decreases from 2.90 mrad at 1000°C to 1.8 mrad at 1150°C, CSDs are 200 nm at 1150°C, which exceeds the upper boundary of harmonic analysis and does not contribute to line broadening, and microstresses decrease from 1.03 · 10–3 at 1000°C to 0.2 · 10–3 at 1150°C. The inner layer microhardness constitutes approximately 1300 MPa.
In the inner layers, the lattice imperfection increases insignificantly in the heating range 1050–1100 °C but becomes much greater when temperature rises to 1150°C. The thin-structure parameters characterize the maximum lattice imperfection: physical broadening β220 increases to 3.48 mrad, CSDs have minimum sizes of 77 nm, and microdistortions reach maximum values of 1.16 · 10–3. The outer layer microhardness constitutes 1650 MPa.
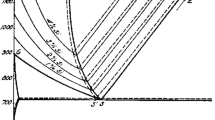
The distribution of line (220) intensities for the outer and inner layers of the samples produced from the undoped iron powder forged at 1150°C (Fig. 2) demonstrates different degrees of lattice imperfection. X-ray reflection (220) from the outer layers is longer at the line bottom and has somewhat smoothed Kα1 and Kα2 peaks compared to the same line for the inner layers. This leads to substantial imperfection of the outer layers in heating to 1150°C and agrees with sublattice parameters.

Distribution of line (220) intensities for the outer (a) and inner (b) layers of technical iron powder samples forged at 1150 °C
The results indicate that a forging temperature of 1150°C intensively heals defects in the forged piece material and plastic deformation activates the γ→α martensitic transformation. In forging at 1150°C, the γ→α transformation is martensitic in some part of the sample. The martensite lattice remains cubic with carbon content of about 0.1%.
Martensitic Transformations in Hot-Forged Powder Carbon Steels. The decarburization effect induced by heating of the ingots to be forged, especially in their outer layers, and longer temperature retention by their inner layers are among the process factors that determine the structure and properties of powder carbon steels. These factors substantially influence the structurization throughout the sample.
Chemical analysis of the inner layers of hot-forged samples with 1 and 1.5% graphite shows that the amount of fixed carbon depends on forging temperature. When it increases to 900–1100°C, the amount of fixed carbon becomes higher and reaches maximum at 1100°C; when temperature increases further to 1150°C, the amount of fixed carbon becomes lower (Table 1).
X-ray diffraction patterns for the inner layers of the samples forged at 950–1150°C represent diffused α-Fe lines similar to the diffraction pattern of tempered martensite. According to the literature, the martensite in the α-Fe solid solution partially decomposes even in quenching in steels with 0.6% and lower carbon, i.e. in all structural steels. For this reason, the X-ray diffraction patterns do not show the splitting of lines typical of tetragonal martensite lattice. That there are no split doublets is due to inhomogeneous tetragonal structure resulting from the partial decomposition of martensite [17, 18].
The change in the α-Fe lattice parameter with up to 0.6% carbon in the steel is one of the factors indicating that there is a solid solution of carbon in α-Fe. In the experiment, the maximum lattice parameter of α-Fe was 0.2870 nm in heating to 1100°C. The lattice parameter of α-Fe in standard samples is 0.2861 nm. The lattice parameter changes only insignificantly but, nevertheless, indicates that there is a solid solution of carbon in α-Fe [19].
X-ray diffraction of hot-forged samples containing 1 and 1.5% graphite shows that there are differences in the physical broadening (diffusion) of lines (220), characterizing the lattice imperfection of steels, and in the sizes of coherent scattering domains and microdistortions (Table 2).
When the forging temperature and, accordingly, the amount of carbon dissolved in iron increase, doublet reflections (220) become smoothed and their intensity decreases with greater broadening (diffusion). After carbon reaches the maximum dissolution, at a forging temperature of 1100°C (Table 2), the physical broadening of the lines and thin-structure parameters characterizing lattice imperfection become the greatest (Table 2). At a forging temperature of 1150°C, the decarburization process is activated, which decreases the amount of fixed carbon regardless of its amount in the mixture. This reduces the iron lattice imperfection determined by thin-structure parameters (Table 2).
Under the influence of temperature (1150°C), the carbon content decreases when doublet reflection (220) is more pronounced and the carbon region reduces at the bottom in the respective X-ray diffraction pattern. For the samples heated to a forging temperature of 1100°C, line (220) becomes more diffuse and the doublet much smoother than in the X-ray diffraction patterns for the samples heated to 1150°C.
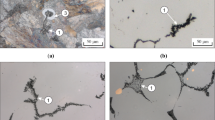
According to metallographic analysis, the cross-sectional microstructure and phase composition of the forged pieces noticeably differ because the outer and inner layers of porous samples heated to be forged have different degrees of decarburization. Ferrite with very insignificant areas of granular pearlite (Fig. 3a) is the main structural component in the outer layers that are most depleted of carbon, while the inner layers consist almost completely of pearlite (Fig. 3b).

Microstructure of the outer (a) and inner (b) layers of the carbon steel samples forged at 1150°C
Studies conducted to ascertain how heating of the ingots to be forged influences the structure of their different layers show that the outer layers of hot-forged powder carbon steel samples are represented by ferritic grains (Fig. 3a), whose microhardness (1130–1500 MPa) corresponds to that of work-hardened ferrite. The absence of pearlite components in the outer layers is due to the poor solubility of carbon in iron at 900°C and intensive carbon burnout at 1150°C.
The inner layer microstructure (Fig. 3b) represents work-hardened ferrite and pearlite, whose amount and particle size depend on the forging temperature and, accordingly, on the amount of fixed carbon. At 900 and 950°C, the amount of pearlite phase is minimum; the pearlite phase is represented by granular (at 900°C) and lamellar (at 950°C) pearlite with a microhardness of 1800 and 2210 MPa, respectively. The number of ferrite grains in the inner layer decreases with higher temperatures; there are virtually no ferrite grains at 1100°C. A pre-eutectoid structure of lamellar pearlite with a microhardness of 2200 MPa forms at 1050°C. When heating temperature increases to 1100 and 1150°C, the inner layer microstructure includes martensite decomposition products: sorbitol (2700–2900 MPa microhardness), troostite (3000 MPa), and bainite (4500 MPa).
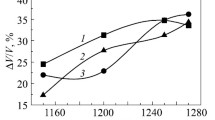
The dependences of α-Fe line (220) physical broadening (Fig. 4a) and hardness (Fig. 4b) on forging temperature were compared for the outer and inner layers. It was found that these characteristics agreed well. The line broadening and hardness of the samples increased with higher heating temperature (and their fixed carbon content), reaching the maximum at 1100°C.

Physical broadening of reflection (220) (a) and hardness (b) of the carbon steel samples as a function of forging temperature: 1) outer and 2) inner layers
When heating temperature increases to 1150°C, carbon burns out more intensively to noticeably decrease the physical broadening of line (220) for both inner and outer layers. The inner layer hardness decreased insignificantly, in contrast to almost a double decrease in the outer layer hardness. This is explained by greater sensitivity of hardness to the decarburization of steels.
CONCLUSIONS
X-ray diffraction has shown that the dependence of lattice imperfection characterized by thin-structure parameters on forging temperature for the outer and inner layers of hot-forged samples produced from the undoped iron powder may fundamentally differ.
The maximum lattice distortion and microhardness have been found in the outer layers of the samples at 1150°C. They are due to the γ→α martensitic transformation. Since the inner layers of the samples are longer subjected to heating temperature, the γ→α phase transformation slows down and proceeds by ‘normal’ mechanism, which substantially decreases lattice imperfection and, accordingly, microhardness.
The heating of carbon steel samples, produced from a mixture of iron powders with 1.0 and 1.5% graphite, to be forged involves the decarburization of not only the outer layers but also the inner ones. Substantial decarburization is observed in the ingot surface layers.
The solubility of carbon in steels increases with higher forging temperature, reaching the maximum at 1100°C. The lattice distortions of carbon steel increase as well.
Carbon burns out significantly when forging temperature increases to 1150°C and the imperfect structure of carbon steels decreases as a result.
References
Yu.G. Dorofeev, B.G. Gasanov, V.Yu. Dorofeev, V.N. Mishchenko, and V.I. Miroshnikov, Industrial Hot Pressing of Powder Parts [in Russian], Metallurgiya, Moscow (1990), p. 206.
V.M. Gorokhov, E.A. Doroshkevich, and G.M. Efimov, Bulk Forging of Powder Materials [in Russian], Nauka i Tekhnika, Minsk (1993), p. 272.
H.A. Kuhn and B.L. Ferguson, “Powder forging,” Part. Mater., 2, 173–214 (1994).
A.A. Hendrickson, P.M. Machmeier, and D.W. Smith, “Impact forging of sintered steel preforms,” Powder Metall., 43, No. 4, 327–344 (2000).
G.A. Baglyuk, “Effect of strain parameters on the structure and properties of hot-forged powder materials,” Obrab. Met. Davl., No. 1, 139–145 (2011).
Yu.G. Dorofeev and V.Yu. Dorofeev, “Hot pressing and deformation of powder ingots,” in: Fifty Years of Belarus Powder Metallurgy. History, Advances, and Prospects [in Russian], Minsk (2010), pp. 75–111.
Yu.G. Dorofeev, “Evolution of the theory and technology of hot pressing of particulate materials,” in: Powder and Composite Materials and Parts (Collected Scientific Papers) [in Russian], Yuzh. Ros. Gos. Tekh. Univ., Novocherkassk (2000), pp. 4–12.
H.K. Cho, J. Suh, and K.T. Kim, “Densification of porous alloy steel preforms at high temperature,” Int. J. Mech. Sci., 36, No. 4, 317–328 (1994).
V.Yu. Dorofeev and S.N. Egorov, Interparticle Coalescence to Form Hot-Forged Powder Materials [in Russian], Metallurgizdat, Moscow (2003), p. 151.
G.A. Bagliuk and A.A. Mamonova, “Martensitic structures in hot-forged powder carbon steels,” in: Proc. 9th Int. Conf. Materials and Coatings in Extreme Conditions [in Russian], Kyiv (2016), pp. 88–90.
G.A. Baglyuk, “Improvement of powder material deformation based on controlling contact friction forces,” Powder Metall. Met. Ceram., 41, No. 1–2, 17–22 (2002).
A.A. Mamonova, “Effect of martensitic transformation on the substructure of hot-forged powder steels,” in: Proc. 7th Int. Conf. Phase Transformations and Strength of Crystals. To the 110th Birth Anniversary of Academician Kurdyumov [in Russian], Chernogolovka (2012), p. 136.
M.A. Krivoglaz, Theory of X-Ray and Thermal Neutron Scattering by Real Crystals [in Russian], Nauka, Moscow (1967), p. 336.
M.A. Krivoglaz, X-Ray and Neutron Diffraction in Imperfect Crystals [in Russian], Naukova Dumka, Kyiv (1983), p. 408.
Ya.S. Umanskii, Yu.A. Skakov, A.N. Ivanov, and L.N. Rastorguev, Crystallography, X-Ray Diffraction, and Electron Microscopy [in Russian], Metallurgiya, Moscow (1982), p. 632.
S.S. Gorelik, Yu.A. Skakov, and L.N. Rastorguev, X-Ray Diffraction and Electron Optic Analysis [in Russian], MISIS, Moscow (2002), p. 360.
Outstanding Scientists of Ukraine. G. V. Kurdyumov. Selected Papers [in Ukrainian], Akademperiodika, Kyiv (2002), p. 776.
G.V. Kurdyumov, L.M. Utevskii, and R.I. Entin, Transformations in Iron and Steel [in Russian], Nauka, Moscow (1977), p. 238.
V.N. Antsiferov and V.G. Gilev, “Study of the martensite structure in sintered carbon steels,” Izv. Vus. Chern. Metall., No. 5, 99–102 (1982).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 59, Nos. 3–4 (532), pp. 149–159, 2020.
Rights and permissions
About this article

Cite this article
Mamonova, A., Bagliuk, G. Formation of Crystal Structure in Hot Forging of Powder Carbon Steels. Powder Metall Met Ceram 59, 232–238 (2020). https://doi.org/10.1007/s11106-020-00155-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-020-00155-4