
Ni-based alloys are being widely used to improve the wear resistance of various industrial components in normal and severe environments and addition of rare earth elements to these alloys further improves the various mechanical and tribological properties of the coatings. In the present work, commercially available MEC 86 (NiCrBSi/WC–Co = 65/35) powder was modified with the optimum addition of 0.4 wt.% La2O3. The coatings were deposited by high velocity oxy-fuel (HVOF) spraying process. Rare earth addition refines the microstructure and increases the microhardness of the coatings. The increase in microhardness with the addition of La2O3 is approximately 22%. Sliding wear resistance of the coating modified with La2O3 is higher than of that without La2O3. The average wear resistance increases by approximately 14%. Further, the addition of La2O3 to the coating reduces the friction coefficient as compared to the one without the rare earth element. The coefficient of friction was found lower with the addition of La2O3, which is approximately 18%.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Coatings can be applied to surfaces to improve the surface characteristics over the bulk properties and are widely used in tribological applications either to reduce wear and/or to modify friction during sliding contact. One of the foremost coating methods for combating wear is high velocity oxy-fuel (HVOF) spaying process. The powder heating and acceleration force in the HVOF process owe to a supersonic jet flame resulting from the combustion of a mixture of oxygen and fuel. With this technique, the sprayed particles with speeds over 500 m/s and with temperatures up to around 2300 K can be deposited onto a wide range of substrate materials. Such particles impinge onto a target substrate often in the semimolten state and pile up to form coatings [1].
High velocity oxy-fuel (HVOF) sprayed cermet coatings are adopted increasingly in industry as an alternative for hard chromium plating as they can provide super corrosion and wear resistance if adequate powder is properly processed. For example, large efforts have been made to find hard chrome alternatives for aircraft landing gears, and it has been shown that the sliding wear rates of HVOF sprayed WC/17Co or WC/10Co4Cr against many different types of materials are much lower for both the coatings and mating materials than for hard chrome [2].
The hardness of the coating is mostly used as the basis of the coating design and the criterion for quality control in the preparation of the coating. The researcher [3] has paid attention to the study of the powders, spray processes, properties of the coating, and the relationship among them. The simple methods, such as scratch hardness method, etc., are used for the evaluation of the wear performance [4]. In some reports on adhesive (sliding) wear, the wear properties of thermal sprayed coatings have been examined mostly through the relationship between the specific wear rate (volume wear loss) and the mechanical properties such as hardness, which depend on the porosity and the microstructure of the coatings [5,6,7]. The sliding wear properties of coatings sprayed by the two HVOF processes were investigated by using a pin-on-disk wear tester [8]. The relationship between the wear properties and the spraying process as well as the post-spray heat treatment was discussed.
Various researchers [9,10,11,12,13,14] have studied the effects of rare earth elements (CeO2 and La2O3), and it was reported that the rare earth elements refine microstructure and increase microhardness and wear resistance of the coatings. The effects of rare earth oxide CeO2 on the microstructure and wear resistance of thermal sprayed Fe–Ni–Cr alloy coatings were investigated. The coatings modified with CeO2 were examined and tested for microstructure features, compositions, and phase structure. The results were compared with those for coatings of the alloy without CeO2. The comparison indicated that the addition of rare earth oxide CeO2 could refine and purify the microstructure of coatings, and increase the microhardness of the coatings. As a result, with CeO2 addition, the friction coefficient of the coatings was decreased slightly and the wear resistance of the coatings was enhanced significantly [9].
Similarly eight different Cr3C2–NiCr coatings doped with rare earth oxide (CeO2 and La2O3) were deposited with supersonic plasma spraying and investigated for friction and wear performance of the sprayed coatings. The results showed that the wear volume loss of coatings doped with 2 wt.% La2O3 and 2 wt.% La2O3 + 2 wt.% CeO2 is three orders of magnitude smaller than that of the coating without rare earth elements. The friction coefficient of the two coatings was only two third of that of the coating without rare earth elements. Furthermore, rare earths can make the microstructure more compact, less porous, and denser, leading to the increase of average microhardness and decrease of its fluctuation range of sprayed coatings [10].
Zhang et al. [11] also reported that the rare earth oxide (CeO2 and La2O3 with 1, 2, and 4% each) was added to Cr3C2–NiCr coatings. The results showed that surface roughness, microhardness, brittle fracture, friction extent, and wear resistance with rare earth oxide added to the Cr3C2–NiCr coatings were effectively improved compared with that without addition [11]. Similarly, the effect of CeO2 addition on the microstructure and corrosive wear behavior of laser-cladded coating was investigated. The results showed that a small amount of CeO2 added to the clad coatings could accelerate the dissolution of tungsten carbide particles and make their shape smooth. Adding CeO2 can also hasten the spheroidization of the eutectic structure in laser-cladded coating. There is an optimum amount of the CeO2 addition to laser-cladded coating, with which the coating showed excellent resistance to corrosive wear, while a smaller or excessive addition of CeO2 will decrease the resistance to corrosive wear of the coatings [12].
Martinn et al. [13] investigated the effects of small quantities of WC reinforcement in a Ni-based alloy and wear tests were carried out in an oscillating friction machine with alumina cylinders as counterfaces. The specimens were tested at 20, 250, and 500°C nominal temperature; the sliding speed was kept constant at 0.15 m/s, and the normal load ranged from 50 to 200 N. The experimental program reveals the coating behavior and the wear rates of the material in terms of normal load and temperature. Considerable differences were found between the wear rates of the counterfaces. The analysis of the worn specimens by scanning electron microscopy (SEM) and energy dispersive X-rays spectroscopy (EDAX) provides information about the main mechanism associated with each condition [13].
Micron-size Ni-base alloy (NBA) powders were mixed with both 1.5 wt.% micron-CeO2 (m-CeO2) and 1.0–3.0% nano-CeO2 (n-CeO2) powders. The effects on microstructures, microhardness, and wear resistance of the coating with the addition of m- and n-CeO2 powders to NBA (m- and n-CeO2/NBA) have been investigated. The microhardness and wear resistance of the coatings are greatly improved with CeO2 powder addition, and compared to the addition of 1.0 and 3.0%; 1.5% n-CeO2/NBA was reported as best. Hardness and wear resistance of the coating improve with CeO2 decreasing from micro- to nanosize [14]. In view of the above facts, an attempt was made in this study to investigate the microstructure, hardness, and sliding wear resistance of the HVOF sprayed coating modified with rare earths.
Experimental Procedure
Materials and Methods. The carbon steel substrate was used for coating deposition. The normal composition of the substrate is shown in Table 1. The substrate was degreased and roughened to an average surface roughness of Ra = 3.15 μm (Rmax = 18.2 μm). The surface roughness was measured by Mahr–Perthometer (M2 409).
The normal composition of commercially available powder MEC 86 is shown in Table 1. This powder was modified by adding 0.4% La2O3. The coating powder without La2O3 and with La2O3 are referred to as unmodified and modified powders and corresponding coatings are designated as unmodified MEC 86 and modified MEC 86 coating, respectively. These compositions were deposited using high velocity oxy-fuel (HVOF) spraying process using the Sulzer Metco DJ 2600 system. The parameter details are explained elsewhere [15]. The substrate was preheated to 200 ± 10°C.
Porosity and Hardness of HVOF Sprayed Coating. The porosity was measured by the point counting method [13, 14]. The average of 25 areas of each coating has been used for porosity measurement. The Vickers microhardness of the coating was measured using a load of 100 g and the average of ten readings of the coating was used for the study purpose [16, 17].
Wear Test. Friction and wear tests were conducted on a pin-on-disk tribometer. This machine is capable of providing wear data and friction force at different sliding speeds and loads with respect to time and digital display devices are used for monitoring the various parameters. The load on the pin specimen was applied using dead weights supported at the end of a hinged horizontal arm. The wear weight loss was measured by electronic analytical balance [9].
The test pin of size 10 × 10 × 100 mm3 was inserted in a pin holder and cleaned with acetone. The coated disks were ground to obtain surface roughness, Ra, between 0.6 and 0.8 μm. The pin holder and disk were then mounted in the machine and the disk (cast iron) was cleaned with acetone. A fresh disk surface was used for each test. After the load was applied, all display devices were balanced and the computer was turned on.
Before starting the machine, the radius of the pin (wear track radius) was set in order to obtain the desired sliding distance of 3000 m (50 min test duration). Next, the machine was turned on to obtain the desired speed and afterwards the load was applied. The constant sliding speed is 1 m/s and the normal load applied to the disk was 4, 8, and 12 N.
The friction coefficient was computer-monitored during the test. Three tests were performed for each condition and the results are reported as an average value. The coefficient of friction (CoF) was recorded after 10, 25, and 40 min during each test and the average value was used for study. All tests were performed on pin-on-disk tribometer under dry sliding at room temperature (25°C).
Results and Discussions
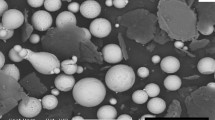
Microstructure. BSE images of the microstructures of unmodified MEC 86 and modified MEC 86–0.4 wt.% La2O3 powder coatings and EDAX spectra of various phases in these coatings are shown in Figs. 1 and 2. In general, the microstructures of these coatings showed a lamellar structure, with the lamellae lying almost parallel to the substrate surface (Figs. 1a and 2a). Both coatings (unmodified MEC 86 and MEC 86–0.4 wt.% La2O3 powder coatings) mainly consist of the NiCr matrix phase A, W–Si dominated in the phase B, and NiCCrB dominated in the phase C.

Analysis of unmodified MEC 86 powder coating: (a) BSE image of microstructure, (b) EDAX spectra, and (c) elemental analysis

Analysis of modified MEC 86–0.4 wt.% La2O3 powder coating: (a) BSE image of microstructure, (b) EDAX spectra, and (c) elemental analysis
The NiCr matrix phase A of the unmodified MEC 86 powder coating is rich in Ni, Cr, and B (other elements Si and Co are <5 wt.%) while the NiCr phase in La2O3 modified coatings is rich in Ni and Cr only. The amount of B is marginally reduced from 5.91 wt.% in unmodified MEC 86 powder coating to 3.44 wt.% in the powder coatings modified with La2O3. This may be due to the refining effect of rare earth elements (La2O3). This is in agreement with the findings reported in the literature [18, 19].
The phase B in unmodified MEC 86 and MEC 86–0.4 wt.% La2O3 coatings is W–Si-dominated. The weight content of W and Si is higher (53.55 wt.% W and 13.65 wt.% Si) in this phase in unmodified MEC 86 powder coating as compared to that of the coating modified with La2O3 (48.45 wt.% W and 11.01 wt.% Si).
The NiCCrB-dominated phase C is rich in Ni, C, Cr, and B (36.34 wt.% Ni, 19.25 wt.% C, 17.90 wt.% Cr, and 12.81 wt.% B) in the unmodified MEC 86 powder coating, whereas it is rich in Ni, C, and Cr in the modified MEC 86–0.4 wt.% La2O3 (37.08 wt.% Ni, 28.82 wt.% C, 10.23 wt.% Cr, and 5.62 wt.% B), respectively. The amount of B is reduced in the modified MEC 86–0.4 wt.% La2O3 powder coatings as compared to unmodified MEC 86 powder coating.
The addition of rare earth La2O3 refines the grain structure by providing nucleating sites and simultaneously retarding the grain growth. The La2O3 particles are not melted during the spraying process owing to their high melting temperature of approximately 2500°C and thus act as a heterogeneous nucleation site for crystal nucleation during solidification. During solidification, the La2O3 particles are pushed towards the grain boundaries by solid/liquid phase, thus retarding the grain growth. Furthermore, the La2O3 addition has also been reported to reduce surface tension and interfacial energy, which in turn would decrease critical nucleation energy thus leading to increase of nucleation particles [20].
Porosity and Hardness of HVOF Sprayed Coating. The porosity in the unmodified and modified coatings was found to be 2.9 and 2.1%, respectively. The microhardness (HV0.1) of the unmodified and modified coating with the addition of rare earths (0.4% La2O3) was found as 868 ± 12 and 1066 ± 9. The increase in hardness after rare earth addition is due to uniform distribution of various elements and grain refining effects [16, 17].
Friction and Wear Analysis. The sliding wear and coefficient of friction as a function of load are shown in Fig. 3. The friction coefficient depends mainly on the surface topography, material combinations, and sliding conditions (contact mode, normal load and sliding speed, etc.). The rapid initial increase after the start of the test may be caused by the initially high adhesive contact between the cast iron counter-face and the adsorbed contaminated layer of the coating material or the coating material itself. Further, work hardening of the coating under compressive stress then leads to a slight decrease after the initial increase and leads to the formation of wear debris [21]. This likely causes an increase in frictional force which in turn increases the friction coefficient. In the final stage, the process of new generation and spallation of wear debris on the surface seems to reach steady state, and oxide films may be formed on the worn surface, so the friction coefficient is stabilized as a constant approximately [22]. Figure 4 shows scanning electron microscope (SEM) images, illustrating that the wear mechanism in the coatings is a combination of adhesive and abrasive wear mechanisms.

Sliding wear (a) and coefficient of friction (b) as a function of load: 1) unmodified and 2) modified MEC 86 coatings

SEM images of worn surfaces: unmodified MEC 86 (a) and modified MEC 86 of HVOF sprayed coatings (b)
Conclusions
The La2O3 addition increases the microhardness of the coatings. The increase in microhardness with the addition of La2O3 is approximately 22%. This may be due to refinement in microstructure of the coatings.
The La2O3 addition increases the sliding wear resistance of the coating. The average wear resistance increases by approximately 14%.
The coefficient of friction in the initial stage thereafter becomes stabilized. The coefficient of friction was found to be lower with the addition of La2O3 by approximately 18%.
References
Yasunari Ishikawa, Seiji Kuroda, Jin Kawakita, Yukihiro Sakamoto, and Matsufumi Takaya, “Sliding wear properties of HVOF sprayed WC–20% Cr3C2–7% Ni cermet coatings,” Surf. Coat. Technol., 201, 4718–4727 (2007).
B. Sartwell, K. Legg, and J. Sauer, “Validation of WC/Co HVOF thermal spray coatings as a replacement for hard chrome plating on aircraft landing gear, Part I: Materials testing,” in: Joint Test Report of U.S. Department of Defense, The Pentagon Arlington County, Virginia, United States (2002).
E. R. Novinski, “Process parameter impact on the physical properties of an advanced abradable coating,” in: Proc. 3rd Nat. Thermal Spray Conference, Long Beach, CA, USA (1990), pp. 151–157,
M. Dorfman, “A high performance alternative to NiCrAl/bentonite for gas turbine abradable seals,” in: Proc. 13th Int. Thermal Spray Conference, Long Beach, CA, USA (1992), pp. 587–594.
L. Jacobs, M. M. Hyland, and M. De Bonte, “Study of the influence of microstructural properties on the sliding-wear behavior of HVOF and HVAF sprayed WC–cermet coatings,” J. Therm. Spray Technol., 8, 125–132 (1999).
L. Zhao, M. Maurer, F. Fischer, R. Dicks, and E. Lugscheider, “Influence of spray parameters on the particle In-flight properties and the properties of HVOF coating of WC–CoCr,” Wear, 257, 41–46 (2004).
J. Wang, K. Li, D. Shu, X. He, B. Sun, Q. Guo, M. Nishio, and H. Ogawa, “Effects of structure and processing technique on properties of thermal spray WC–Co and NiCrAl–WC–Co coatings,” Mater. Sci. Eng. A, 371, 187–192 (2004).
Y. Ishikawa, J. Kawakita, and S. Kuroda, “Effect of spray condition and heat treatment on the structure and adhesive wear properties of WC cermet coatings,” Mater. Trans., 46, No. 7, 1671–1676 (2005).
Zhenyu Zhang, Zhiping Wang, Bunv Liang, and Peiqing La, “Effects of CeO2 on friction and wear characteristics of Fe–Ni–Cr alloy coatings,” Tribol. Int., 39, 971–978 (2006).
Zhenyu Zhang, Xinchun Lu, Baolei Han, and Jianbin Luo, “Rare earth effect on the microstructure and wear resistance of Ni-based coatings,” Mater. Sci. Eng. A, 454–455, 194–202 (2007).
Zhenyu Zhang, Xinchun Lu, and Jianbin Luo, “Tribological properties of rare earth oxide added Cr3C2–NiCr coatings,” Appl. Surf. Sci., 253, 4377–4385 (2007).
Zhao Tao, Cai Xuna, Wang Shunxing, and Zheng Shian, “Effect of CeO2 on microstructure and corrosive wear behavior of laser-cladded NirWC coating,” Thin Solid Films, 379, 128–132 (2000).
A. Martin, J. Rodriguez, J. E. Fernández, and R. Vijande, “Sliding wear behavior of plasma sprayed WC–NiCrBSi coatings at different temperatures,” Wear, 251, 1017–1022 (2001).
Shi Hong Zhang, Ming Xi Li, Tong Yul Cho, Jae Hong Yoon, Chan Gyu Lee, and Yi Zhu He, “Laser clad Ni-base alloy added nano- and micron-size CeO2 composites,” Opt. Laser Technol., doi:https://doi.org/10.1016/j.optlastec.2007.10.007.
Satpal Sharma, “Parametric study to correlate the applied factors and abrasive wear resistance of HVOF coating,” J. Therm. Spray Technol., 21, No. 6, 1347–1356 (2012).
Satpal Sharma, “Wear study of Ni–WC composite coating modified with CeO2,” Int. J. Adv. Manuf. Technol., 61, No. 9, 889–900 (2012).
Satpal Sharma, “Abrasive wear study of rare earth modified coatings by statistical method,” J. Therm. Spray Technol., 21, No. 5, 773–781 (2012).
Limin Zhang, Dongbai Sun, and Hongying Yu, “Characteristics of plasma cladding Fe-based alloy coatings with rare earth metal elements,” Mater. Sci. Eng. A, 452–453, 619–624 (2007).
K. L. Wang, Q. B. Zhang, M. L. Sun, X. G. Wei, and Y. M. Zhu, “Microstructure and corrosion resistance of laser clad coatings with rare earth elements,” Corros. Sci., 43, 255–267 (2001).
K. L. Wang, Q. B. Zhang, M. L. Sun, X. G. Wei, and Y. M. Zhu, “Rare earth elements modification of laser clad nickel based alloy coatings,” Appl. Surf. Sci., 174, 191–200 (2001).
M. Mohanty and R. W. Smith, “Sliding wear behavior of thermally sprayed 75/25Cr3C2/NiCr wearresistant coatings,” Wear, 198, 251–266 (1996).
N. P. Suh, Tribophysics, Prentice-Hall, New Jersey (1986), pp. 63–90.
Author information
Authors and Affiliations
Corresponding author
Additional information
Published in Poroshkova Metallurgiya, Vol. 57, Nos. 5–6 (521), pp. 102–110, 2018.
Rights and permissions
About this article

Cite this article
Kumar, S., Dwivedi, S.P. & Sharma, S. Friction and Adhesive Wear Study of HVOF Sprayed Ni–WC–Co-Based Powder Coating. Powder Metall Met Ceram 57, 329–335 (2018). https://doi.org/10.1007/s11106-018-9987-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-018-9987-8