
The main purpose of this work was to determine the influence of laser treatment on microstructure, X-ray diffraction, microhardness, surface geometric structure, corrosion resistance, adhesion tests and tribological properties of coatings deposited on C45 carbon steel by the electro-spark deposition (ESD) process. The studies were conducted using WC–Cu electrodes produced by the powder metallurgy method. The tests show that the laser-treated electro-spark deposited WC–Cu coatings are characterized by higher corrosion resistance, adhesion, surface geometric structure and seizure resistance which result from lower microhardness. The laser treatment process causes the homogenization of the chemical composition, structure refinement and healing of microcracks and pores of the electro-spark deposited coatings. Laser treated ESD coatings can be applied in sliding friction pairs and as protective coatings.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The origin of electrical discharge machining (EDM) was noted in 1770 when English scientist Joseph Priestly discovered the erosive effect of electrical discharges. In the 1930s, the first attempts were made to treat metals and diamonds with electrical discharges. Erosion was caused by intermittent arc discharges occurring in air between the tool electrode and workpiece connected to DC power supply. These processes were not very precise due to overheating of the machining area and could be defined as ‘arc machining’ rather than ‘spark machining’ [1].
By controlling polarity, the material can be removed or replaced. The process of material removal involving erosion of the stock subjected to electric discharges is called electrical discharge machining. The surface layer forming on the product improves its operational properties [2,3,4].
The process of material growth resulting from electroerosion is known as electro-spark alloying (ESA) or electro-spark deposition (ESD). Anode erosion and spark discharges between the electrodes lead to formation of the surface layer with properties different from those of the base material [5,6,7,8].
ESA is one of the methods that require concentrated energy flux. The method was first used in the USSR in the 1940s almost simultaneously with the de-structive EDM [9]. ESA technique was studied intensively in the1960s. In the next decade, it was commonly used to deposit hard-melting materials on selected metals and alloys, mainly steel. Polish scientists became interested in ESA of coatings back in the 1980s.
ESD is a cheap high-energy process. Developed in the post-war period, the technology has been frequently modified. Its main advantages are the ability to select precisely the area to be modified, the ability to select the coating thickness, which may range from a few to several dozen micrometers, good adhesion of the coating to the substrate, and finally, inexpensive and simple equipment for coating deposition.
ESD coating is characterized by a non-etching structure. The surface layer is formed in the environment of local high temperature and high pressure. Electro-machining is characterized by [2]: shock wave pressure coming from electric spark is (2–7) · 103 GPa; temperature reaching (5–40) · 103 °C. Figure 1 schematically shows ESD process. Electro-spark deposited coatings have some disadvantages which can be easily eliminated. One of the methods is laser beam machining (LBM); laser beam is used for surface polishing, surface geometry formation, surface sealing or for homogenizing the chemical composition of the deposited coatings [10,11,12,13].

Scheme of surface layer forming by electro-spark deposition method: 1) material of base (cathode), 2) working electrode (anode), 3) created coating with established operational features, 4) plasma, 5) diffusive or reactive-diffusive zone, 6) nearer surrounding (shielding gas), 7) further surrounding (air), 8) electrode holder with channels supplying gas, IR is infrared radiation, UV is ultraviolet radiation [7]
The purpose of this study is to determine the selected surface properties of the WC–Cu coatings after laser treatment. It is assumed that the use of laser-modified electro-spark deposited coatings will increase the applications of relatively inexpensive materials in areas requiring special alloys, for example, sealing technology, precision products or surfaces in sliding contact.
Materials and the Treatment Parameters
The working electrode (a stationary) was made from C45 carbon steel. The elemental composition of the steel was as follows (wt.%): 0.42–0.50 C, 0.50–0.80 Mn, 0.10–0.40 Si, 0.04 P, 0.04 S. In the experiment, the coatings were electro-spark deposited using WC–Cu (50% WC and 50% Cu) electrode with a cross-section of 4 mm × 6 mm (the anode) onto samples made of carbon steel C45 (the cathode).
Table 1 displays the main characteristics of the powders used in this work. WC and Cu powders were mixed for 30 min in a chaotic motion Turbula T2C mixer. The mixture was then poured into rectangular cavities of a graphite mould, each 6 mm × 40 mm in cross section, and consolidated by passing electric current through the mould under uniaxial compressive load. 3 min hold at 950°C and under a pressure of 40 MPa allowed to obtain electrodes of porosity <10% and strength sufficient to maintain integrity when installed in the electrode holder. The hot pressing of powders, or green compacts, is generally realized in high-resistance graphite moulds by passing electrical current directly through the mould, as schematically shown in Fig. 2.

Schematic representation of hot pressing process
WC and Cu powders were selected to produce the electrodes in order to enhance the application potential of laser-modified ESD coatings. The use of nanostructured WC and Cu powders aimed at producing electrodes with properties (i.e., density, hardness, homogeneity of grain distribution) is much better than those produced from conventional powders.
The equipment used for ESD was an EIL-8A model. Based on the results of previous research as well as manufacturer instructions, the following parameters were assumed to be optimal for ESA: voltage, U = 230 V; capacitor volume, C = 150 μF; current intensity, I = 0.7 A. Then, the coatings were treated with a Nd : YAG laser (impulse mode) BLS 720 model. The samples with electro-spark deposited coatings were laser-modified using the following parameters: spot diameter, d = 0.7 mm; power, P = 60 W; laser beam velocity, v = 250 mm/min; nozzleworkpiece distance, ∆f = 6 mm; pulse duration, ti = 0.4 ms; pulse repetition frequency, f = 50 Hz; beam shift jump, S = 0.4 mm; nitrogen gas shield, Q = 25 l/min.
Results and Discussion
Measurements of Surface Geometric Structure. Surface geometric structure (SGS) significantly affects many processes occurring in the outer layer [14]. Measurements of the surface geometric structure were carried out at the Laboratory of Computer Measurements of Geometric Quantities of Kielce University of Technology. They were performed using a Talysurf CCI optical profiler which applied a coherence correlation algorithm, patented by Taylor Hobson company. The algorithm allows to take measurements with the resolution along axis z below 0.8 nm. The result of measurements is recorded in 1024 × 1024 measurement point matrix, which for ×10 lens creates 1.65 mm × 1.65 mm measured area and 1.65 μm × 1.65 μm horizontal resolution.
Three-dimensional surfaces and their analysis with TalyMap Platinum software allowed to identify precisely the geometric structure of the surfaces under consideration. Table 2 provides the main parameters of the surface geometric structure of the specimens studied. Figure 3 shows the images of the surface topography before and after laser treatment.

Specimen surface topography: before (a) and after (b) laser treatment
Larger value of the mean arithmetic deviation of the surface roughness Sa, a basic amplitude parameter in the quantitative assessment of the state of the surface analyzed, was recorded for the specimen after laser treatment, for the specimen before laser treatment the value of this parameter was almost 50% less. A similar tendency is observed for the root mean square deviation of the surface roughness Sq. Additional information on forming the surface of examined elements is provided by the amplitude parameters, namely the coefficient of skewness (asymmetry) Sku and the coefficient of concentration (kurtosis) Ssk. These parameters are sensitive to the appearance of local hills or valleys, as well as defects on the surface. The parameter Ssk has a positive value for both specimens, the value is close to zero for the specimen before treatment, indicating the symmetrical location of the distribution of ordinates relative to the mean plane. The values of kurtosis obtained are close to Sku = 3, indicating the distribution of ordinates for both specimens is close to the normal distribution.
Before laser treatment, the specimen had a random isotropic structure (Iz = 88.52%), whereas after treatment, that became a periodic structure, located in the transition area between isotropic and anisotropic structures (Iz = 55.32%). This is confirmed by the shape of the autocorrelation function of both surfaces: for the surface before treatment, the shape is circular and symmetrical, whereas for the surface after treatment, it is asymmetrical and elongated.
Analysis of Coating Microstructure. Microstructure analysis was carried out for the WC–Cu coatings before and after laser treatment using a scanning electron microscope Joel JSM-5400.
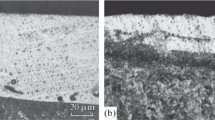
Figure 4 shows the microstructure of ESD WC–Cu coating. Obviously, the thickness of the obtained layer varied from 36 to 60 μm, whereas the heat affected zone (HAZ) ranged from 20 to 30 μm into the substrate. Figure 4a also shows a clear boundary between the coating and the substrate and the pores within the coating. ESD WC–Cu coatings were modified by laser treatment, which caused changes in their composition. Laser treatment homogenizes the chemical composition of the coating and causes the refinement of the structure and the crystallization of nonequilibrium phases due to appearance of temperature gradients and high cooling rates.

Microstructure of electro-spark alloying WC–Cu coating before (a) and after (b) laser treatment
The laser-modified outer layer does not possess microcracks or pores (Fig. 4b). There is no discontinuity of the coating-substrate boundary. The thickness of the laser-treated WC–Cu coatings ranges from 40 to 62 μm. Moreover, HAZ is in the range of 25 to 35 μm, and carbon content in the zone is higher.
X-ray Diffraction Analysis. Using X-ray diffraction method, the analysis of the phase composition of the examined coatings was performed with a Philips PW 1830 instrument. Cu-Kα filtered radiation was used. The tests were carried out for 2θ angle in the range of 30–60° and the scanning velocity of 0.05°/3 s.
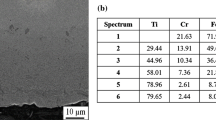
The analysis of the phase composition of the WC–Cu coating (Fig. 5a) showed that the surface layer of the coating consisted mainly of Cu and W2C and a small amount of WC and Fe. Laser treatment did not cause the melting of the WC–Cu coating to penetrate into the substrate material (Fig. 5b). X-ray diffraction analysis of the surface layer of the WC–Cu coating reveals that laser treatment has resulted in small changes in its composition. The compositions of the coating before and after laser treatment are similar at the surface. The most intense peaks originate from Cu (Figs. 5a and 5b).

X-ray diffraction pattern of WC–Cu coating before (a) and after (b) laser treatment
Microhardness Tests. The microhardness was determined using the Vickers method (Microtech MX3 tester). The measurements were carried out under a load of 0.4 N. The indentations were made in perpendicular microsections in three zones: white homogeneous difficult-to-etch coating, HAZ and substrate. Figure 6 shows the test results for the electro-spark deposited WC–Cu coating before and after laser treatment.

Results of microhardness tests for WC–Cu coating before and after laser treatment
ESD shows the changes in the microhardness of the material. The microhardness of the substrate after ESD was an average of 278 HV0.4; the same value was specified for the substrate before the process. There was a significant increase in the microhardness after depositing the WC–Cu coating. The microhardness of the WC–Cu coating was approx. 643 HV0.4, which gave increase of 131%. The microhardness of the WC–Cu coating in HAZ after electro-spark treatment was 57% higher than that of the substrate. Laser treatment of ESD coating caused a slight decrease in its microhardness. The reason for this is the structural changes of the coating (e.g. growth of carbide and copper grains) as a result of heat transfer to the material.
Adhesion Test. Scratch adhesion testing was conducted to assess the adhesion of the WC–Cu coatings to C45 grade steel substrate using a CSEM Revetest scratch tester. The tests consisted of scratching a coated, or coated and laser treated, sample using a diamond stylus of 200 μm tip radius at a table speed of 9.77 mm/min under stepwise increasing the normal stylus load of 103.2 N/min. The coating removal, and, therefore the critical stylus load, were identified by a combination of optical examination, changes in the tangential force and acoustic emission. Table 3 shows the test results. From the obtained data it becomes evident that laser treatment can significantly improve the adhesion of the WC–Cu coating to C45 steel substrate. In addition, the low scatter of the critical stylus loads indicates that laser treatment presumably eliminates the voids at the coating/substrate interface.
Tribological Tests. Investigations of dry friction resistances were carried out using a T-01M pin-on-disk type tribotester. The specimens were rings of C45 special carbon steel, which were electro-spark deposited with WC–Cu coatings (before and after laser treatment). The counter specimen was a ball with 6.3 mm in diameter, made of 100Cr6 steel. Tribological tests were conducted using the following parameters: linear speed, v = 0.8 m/s; test duration, t = 3600 s; range of load changes, Q = 4.9; 9.8; 14.7 N. An exemplary graph (Fig. 7) shows the friction coefficient profiles as a function of time for 4.7 N load. Figure 8 shows the graph that refers to the WC–Cu coating tests before and after laser beam modification. During dry friction, in the examined coating, the technological surface layer (TSL) was transformed into a functional surface layer (FSL). The effect was produced mainly due to sliding stresses and speed, and action of the atmosphere of the environment close to the tested surface. The stabilization of the state of wear-resistant surface layer was observed.

Friction coefficient as function of time

Average values of seizure load
In the profile (Fig. 7) related to the WC–Cu coating, the stabilization of the friction coefficient occurs after approx. 3000 s, the stabilisation value ranges between 0.80–0.82. As for the WC–Cu coating after laser modification, the stabilization of the friction coefficient occurs after 3200 s, and the friction coefficient stabilizes at 0.61–0.64. The average friction coefficient of the WC–Cu coating is approx. 22% higher than the friction coefficient of the WC–Cu coating after laser irradiation. This effect can be obtained by eliminating the surface defects (microcracks, pores) by laser treatment.
Seizure resistance tests were carried out using a T-09 tribotester, in which the friction pair consisted of a cylinder and two prisms. Prisms with deposited WC–Cu coatings and C45 steel (laser treated and untreated) acted as specimens, whereas a roller of hardened carbon steel with a diameter 6.3 mm was used as a counter-specimen. In tests, three kinematic pairs were used to investigate different material options, that allowed to average experimental results. During the test, paraffin oil bath lubrication was used.
Figure 8 shows the summary data on the average values of seizure load for specimens before and after laser treatment. This indicates that laser treatment has resulted in the load increase caused seizure both for electro-spark deposited coatings and C45 steel.
Corrosion Resistance Testing. The influence of the coating (WC–Cu) on electrochemical corrosion of C45 carbon steel in 1 M Cl– solution, the polarization curves were recorded. The measurements were carried out in a potential range from –800 to –200 mV vs. SCE whereas the potential change rate was 1 mV · s–1. Obtained polarization curves were used to designate the corrosion potential (Ecorr), and corrosion current density (jcorr). The corrosion rate was calculated using the following equation [15, 16]:
where jcorr is the corrosion current density, M is the molecular weight of iron, n is the number of electrons exchanged, ρ is iron density.
Figure 9 shows the Tafel plots for the WC–Cu coating on C45 steel surface before and after laser treatment. Table 4 shows the potentiodynamic polarization curves which are used to determine the selected corrosion parameters. The obtained results indicated that in the case of laser treated coating the corrosion potential was shifted about 50 mV whereas the corrosion current density was decreased by a factor of three compared to the untreated coating. It implies that the corrosion resistance of WC–Cu on steel has been markedly improved by laser treatment. This can be attributed mainly to the improvement of the WC–Cu condition after laser irradiation. As a result of laser treatment different oxides and fine grains are formed on the surface of the coating, which leads to different corrosion characteristics. The compact oxide layer provides an effective barrier to protect carbon steel coating against corrosion in the aggressive environment of chlorides.

Tafel plots for C45 carbon steel in 1 M Cl–: WC–Cu coating before (1) and after (2) laser treatment
Conclusions
The concentrated laser beam can be effective in modifying the outer layer of electro-spark coatings and, therefore, can change their functional properties. Laser irradiation of coatings resulted in the healing of microcracks and pores. The parameters of the surface geometric structure of electro-spark coatings have lower values compared with SGS parameters of coatings after laser treatment. Laser radiation causes an improvement in the functional properties of electro-spark deposited WC–Cu coating, i.e. they possess higher resistance to adhesion and corrosion. The surface layer of the WC–Cu coating before and after laser treatment consists mainly of Cu and W2C and a small amount of WC and Fe.
The average friction coefficient obtained for the WC–Cu coating in tribological tests is approx. 22% higher than the friction coefficient of the WC–Cu coating after laser modification.
Laser treatment caused the load increase at which seizure occurred for the tested materials. For laser-treated WC–Cu coatings, the value of the load is approx. 13% higher compared to coated specimens without laser treatment. Laser treatment caused 9% decrease in the microhardness of WC–Cu coatings.
Coatings of this type can be applied to sliding friction pairs and operate as protective coatings. Further research should involve measurements of internal stresses and investigations of the porosity of electro-spark coatings before and after laser treatment.
References
K. H. Ho and S. T. Newman, “State of the art electrical discharge machining,” Int.l J. Machine Tools & Manufacture, 43, No. 13, 1287–1300 (2003).
A. Miernikiewicz, Experimental and theoretical basis for EDM [in Polish], Monograph 274, Cracow, 2000.
D. D. DiBitonto, P. T. Eubank, M. R. Patel, and M. A. Barrufet, “Theoretical models of the electrical discharge machining process. I-A simple cathode erosion model,” J. Appl. Phys., 66, No. 9, 123–131 (1989).
I. V. Galinov, R. B. Luban, “Mass transfer trends during electrospark alloying,” Surf. Coat. Techn., 79, Nos. 1–3, 9–18 (1996).
N. Radek, “Determining the operational properties of steel beaters after electro-spark deposition,” Eksploatacja i Niezawodnosc – Maintenance and Reliability, 4, 10–16 (2009).
T. Chang-bin, L. Dao-xin, W. Zhan, and G. Yang, “Electro-spark alloying using graphite electrode on titanium alloy surface for biomedical applications,” Appl. Surf. Sci., 257, 6364–6371 (2011).
D. Ozimina, H. Scholl, and M. Styp-Rekowski, Forming of Anti-Wear Coatings by Electro-Spark Deposition [in Polish], Selected problems of energy beam focused treatment, Chapter 2, Bydgoszcz (2003).
N. Radek and A. Sládek, “Properties of electro-spark coatings deposited on the steel substrate using the tungsten carbide-ceramic electrodes,” Journal of the Balkan Tribological Association, 22, No. 2–I, 1354–1362 (2016).
B. R. Lazarenko, To invert the effect of wear on electric power contacts [in Russian], Dissertation of the All-Union Institute for Electro Technique in Moscow, Moscow (1943).
N. Radek, E. Wajs, and M. Luchka, “The WC–Co electrospark alloying coatings modified by laser treatment,” Powder Metall. Met. Ceram., 47, Nos. 3–4, 197–201 (2008).
N. Radek and B. Antoszewski, “Influence of laser treatment on the properties of electro-spark deposited coatings,” Kovove Materialy-Metallic Materials, 1, 31–38 (2009).
J. Pietraszek, N. Radek, K. Bartkowiak, “Advanced statistical refinement of surface layer’s discretization in the case of electro-spark deposited carbide-ceramic coatings modified by a laser beam,” Solid State Phenomena, 197, 198–202 (2013).
N. Radek and J. Konstanty, “Cermet ESD coatings modified by laser treatment,” Archives of Metallurgy and Materials, 57, No. 3, 665–670 (2012).
S. Adamczak, E. Miko, and F. Cus, “A model of surface roughness constitution in the metal cutting process applying tools with defined stereometry,” Strojniski Vestnik-Journal of Mechanical Engineering, 55, 45–54 (2009).
M. Scendo, “Potassium ethyl xanthate as corrosion inhibitor for copper in acidic chloride solutions,” Corros. Sci., 47, No. 7, 1738–1749 (2005).
M. Scendo, “Corrosion inhibition of copper by potassium ethyl xanthate in acidic chloride solutions,” Corros. Sci., 47, No. 11, 2778–2791 (2005).
Author information
Authors and Affiliations
Corresponding author
Additional information
Published in Poroshkova Metallurgiya, Vol. 57, Nos. 5–6 (521), pp. 87–96, 2018.
Rights and permissions
About this article

Cite this article
Radek, N., Scendo, M., Pliszka, I. et al. Properties of Electro-Spark Deposited Coatings Modified Via Laser Beam. Powder Metall Met Ceram 57, 316–324 (2018). https://doi.org/10.1007/s11106-018-9984-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-018-9984-y