
The effect of the powder matrix base (Ti and TiH2) and the type of reinforcing additives (5 wt.% TiC, TiB2, B, and B4C) on the structurization features and some properties of metallic matrix composites sintered hereof is investigated. It is shown that the application of titanium hydride powder with TiC and TiB2 additives as the starting powder base allows obtaining sintered materials with lower porosity (≤2%) and higher hardness, compared to the composites produced based on commercial titanium powder. The microstructure of sintered composites considerably depends on the type of reinforcing additives. TiC particles hardly interact with the matrix phase and they are relatively equilibrium, while the TiB inclusions (as it is in the case of TiB2 additive) are acicular 1–5 μm in dia. and 10–25 μm long. The microstructure of the composites sintered from the mixture of titanium hydride and boron carbide powders has conglomerates 20–50 μm in size, consisting of highly dispersed acicular particles of titanium boride phases and unimportant number of TiC equilibrium particles.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Modern alloys based on titanium are characterized by a unique combination of properties, such as low specific weight, corrosion resistance, and high specific strength in a wide temperature range, compared with steels and heat-resistant nickel alloys. This becomes the decisive factor determining the advantage of using titanium in such high-tech areas as aviation, aerospace engineering, automotive engineering, energy engineering, medicine, and petrochemical industry [1,2,3,4]. At the same time, most titanium alloys have relatively low tribotechnical properties, whose improvement is associated with the creation (on their basis) of metallic matrix composites, reinforced with high-modulus compounds, such as carbides, titanium borides and silicides, silicon carbide, and others [5,6,7]. Process routes for producing such composites are based mainly on the application of powder metallurgy techniques [8,9,10].
The application of titanium hydride powders as starting powders instead of commercial titanium powders is one of the most efficient process options for producing sintered materials based on titanium alloys that successfully develops lately. Diffusion processes are activated during sintering, as a result of an increased density of the hydride lattice, and an additional purification of inter-phase boundaries is ensured by atomic hydrogen, which is released during the breakdown of titanium hydride [11, 12]. This improves the physical and mechanical properties of the alloys produced. Furthermore, the cost efficiency of TiH2 application is due to its lower cost, compared to standard titanium powders.
The purpose of this study is to establish the general regularities of structurization and phase composition of heterogeneous titanium composites, reinforced with high-modulus compounds of different composition, and to compare their effect on the examined properties of titanium hydride in the starting charge instead of titanium powder.
Materials and Experimental Procedure
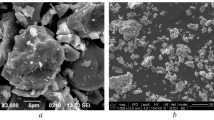
The basic component of the powder charge to prepare the test samples was: (i) titanium hydride with a fraction of –100 μm (Fig. 1 a), whose hydrogen content and phase composition corresponded to single-phase titanium hydride (TiH2), and (ii) titanium powder (Fig. 1 b) of similar particle size obtained by vacuum removal of hydrogen from hydride, when heated >500°C.

Morphology of titanium hydride (a) and titanium (b) starting powders
The following factors were considered, when choosing high-modulus compounds as the reinforcing components of the composite (Table 1) [13]. The elasticity modulus of reinforcing components had to greatly exceed that of the matrix material (titanium) contributing to the increase in hardness and strength of the composite. Close values of thermal expansion coefficients of reinforcing particles and titanium matrix had to impact the formation of residual stresses in the sintered alloy. In addition, the material of reinforcing particles had to be relatively stable, when interacting with titanium matrix.
An analysis of basic physical and mechanical properties of different compounds (Table 1) allows concluding that TiC and TiB are the most promising (in accordance with the above requirements) for the reinforcement of titanium matrix. The additives TiC, TiB2, B, and B4C in amount of 5 wt.% of the matrix phase were used to produce titanium-based metallic matrix composites.
The starting powder mixtures were prepared in a drum mixer and, subsequently, used for the formation of 10 mm dia. cylindrical samples in a steel matrix by double-action compacting under 650 MPa. The resulting compacts were vacuum-sintered at 1350°C with isothermal holding for 4 h.
The dispersion and particle size distribution of all powders (Fig. 2) were determined using a Malvern Mastersizer 2000 laser analyzer. The density and porosity of the billets after compacting and sintering were determined by hydrostatic weighing. The microstructure was examined by optical (Olympus GX71) and scanning electronic microscopy (REM 106I). The phase composition was determined by X-ray diffraction analysis using a DRON-3M diffractometer in Co-K α-radiation with step-by-step scanning. The Vicker’s hardness was measured using a Wolpert hardness meter.

Size distribution of particles of starting powders (1) and powders after ultrasonic treatment (2)
Research Results and Discussion
The evaluation of the efficiency of titanium hydride in the starting charge instead of titanium powder in terms of achieving higher density of compacts and sintered materials has revealed that, despite higher hardness of titanium hydride (compared to plastic titanium powder) the porosity of the compacts based on TiH2 powder mixtures with all kinds of reinforcing additives is considerably lower than that of similar mixtures based on titanium powder (Fig. 3 a).

Porosity of starting compacts (a) and samples after sintering (b), produced of powder mixtures based on TiH2 and titanium powder with different reinforcing additives
This effect can be associated with the fact that, despite an increased hardness, titanium hydride is a relatively brittle compound (compressive strength is only ~250 MPa). As a result, its particles are easily crushed, when pressing, which reduces the size of the pores between them, and, compared to significantly more plastic titanium, lower porosity values are achieved already at the stage of pressing the mixtures.
After sintering, the difference in porosity values between materials produced based on titanium powder and TiH2 mixtures is somewhat reduced, however, lower porosity is typical for TiH2-based samples, as for the starting compacts (Fig. 3 b). The absolute values of porosity of the compacts sintered of the TiH2-based charge with TiC and TiB2 additives do not exceed 2%, while the porosity of sintered samples reaches ~5 and 9%, when B4C and B additives, respectively, are used. Regardless of type of additives, the average porosity of the compacts sintered from titanium powder-based mixtures exceeds that of TiH2 powder samples for 1.5–3%. Given the low efficiency (as for obtaining low-porosity sintered materials) of using boron powder as additive, the following studies were conducted only on materials with TiC, TiB2, and B4C additives.
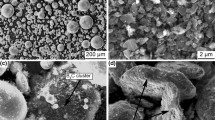
The microstructures of sintered composites produced of titanium and titanium hydride powders with the same reinforcing additives are identical. At the same time, the structure of TiH2-based composites changes depending on the type of reinforcing additives. For example, the TiH2 + TiC composite material consists of evenly distributed almost sphere-shaped grains and unimportant number of polygonal grains with an average size of ~20–40 μm in the matrix phase (Fig. 4 a).

REM images of structure of sintered alloys obtained from TiH2 + 5% TiC (a), TiH2 + 5% TiB2 (b), and TiH2 + 5% B4C (c) mixtures
The X-ray diffraction analysis of such alloys (Fig. 5 a) allowed to identify only Ti and TiC phases in their composition. This is due to the fact that TiC starting particles are thermally stable under these conditions and hardly interact with titanium matrix during sintering, keeping their starting distribution and dimensions. The absence of TiH2 phase lines indicates almost complete removal of hydrogen during heating and high-temperature holding.

X-ray diffraction patterns of sintered composites obtained from TiH2 + 5% TiC (a), TiH2 + 5% TiB2 (b), and TiH2 + 5% B4C (c) powder mixtures
Unlike titanium carbide, TiB2 particles actively interact with the matrix phase at elevated temperatures according to the reaction TiB2 + Ti ⟶ 2TiB with release of TiB particles. The morphology of the latter significantly differs from titanium carbide: TiC particles are usually relatively equilibrium, while TiB inclusions are acicular 1–5 μm in dia. and 10–25 μm long (Fig. 5 b).
The X-ray diffraction pattern of TiH2 + TiB2 sintered samples (Fig. 5 b) indicates the presence of not only the basic matrix phases of titanium, but also the TiB phase with orthorhombic lattice and the traces of other titanium compounds with boron (Ti3B4 and Ti2B5). The TiB2 starting phases are not identified on the X-ray diffraction patterns of sintered alloys.
The microstructure of the composites sintered from the mixture of titanium hydride and boron carbide powders has conglomerates (20–50 μm in size), consisting of highly dispersed acicular particles of titanium boride phases and unimportant number of TiC equilibrium particles (Fig. 4 c). High conglomeration of the structure of such material is due to the features of the starting charge grading. Therefore, the average size of TiB2 and TiC starting powder particles was ~10 μm and ≤20 μm, respectively, while that of B4C powder particles was ~50 μm (Fig. 2).
The interaction between B4C particles and titanium matrix phase in high-temperature sintering, in terms of thermodynamics, is the most likely by the following reaction [14,15,16]:
or
However, the X-ray diffraction analysis data of B4C sintered alloy (Fig. 5 c) shows that, along with the expected inclusions of TiC and TiB phases in the titanium matrix, intense TiB2 peaks are also seen on the X-ray diffraction pattern. Titanium diboride phases in the alloy composition can be caused by the following. According to [17, 18], in the case of a significant increase in the B4C content in the starting mixture with titanium, the interaction between matrix phase and boron carbide can occur by the following reaction:
In this case, the authors of the study [18] believe that the interaction mechanism is based on the implementation of the diffusion path Ti/TiC/TiB/TiB2/B4C, resulting in a possible simultaneous coexistence of a triple set of phases (TiB2 + TiC + TiB) in the sintered alloy.
In our case, the content of boron carbide in the starting mixture is only 5%, however, given the significantly coarser starting particles of the latter (compared to TiB2 and TiC), the interaction between B4C particles and matrix phase according to reaction (3) in the local areas adjacent to boron carbide particles can be expected.
Given the fact that the application of titanium matrix composites for manufacturing the products of tribotechnical purposes seems to be the most promising, the hardness is one of the main mechanical properties of such materials. The evaluation of the hardness of the sintered samples with different types of powders of the matric base and reinforcing additives (Fig. 6) showed that the highest hardness (HV = 466) was achieved when using titanium hydride powder and TiB2 as reinforcing additives. This is due to higher proper hardness of titanium boride phases, compared to TiC. At the same time, the hardness of the composite is considerably lower (HV = 381) when a titanium powder mixture with TiB2 additive is used.

Variation of hardness of sintered composites with the type of titanium-based powders and reinforcing additives
A similar regularity is observed for the composites with TiC additive. This is due to the higher porosity of the samples compacted of mixtures based on titanium powder, compared to similar alloys obtained from the TiB2-based charge (Fig. 3 b).
A relatively low hardness (HV ≈ 331) of the alloys sintered from the charge with B4C additive (regardless virtually the same content of solid phases) is caused by both somewhat higher porosity (compared to TiC and TiB2 composites) and specific morphology of the structure, where the solid inclusions of boride and carbide phases are heterogeneously distributed throughout the matrix phase and concentrated in the conglomerates that formed in the location of B4C starting particles.
Conclusions
The efficiency of the starting titanium hydride powder instead of commercial titanium powder as the basic material for synthesizing sintered metallic matrix composites based on titanium with TiC, TiB2, and B4C additives has been demonstrated.
Regardless the higher hardness of titanium hydride, compared to plastic titanium powder, the porosity of compacts from the powdered mixtures based on TiH2 with all kinds of reinforcing additives is lower than that of similar mixtures based on titanium powder. The absolute values of porosity of compacts based on the TiH2 charge with TiC and TiB2 additives have not exceeded 2%, while the porosity of sintered samples has reached ~5%, when B4C additive has been used. The average porosity of titanium powder-based sintered compacts for all types of additives that of TiH2 powder samples for 1.5–3%.
The structure of sintered alloys significantly depends on the type of reinforcing additives. TiC particles hardly interact with the matrix phase and they are relatively equilibrium, while the TiB inclusions (as it is in the case of TiB2 additive) are acicular 1–5 μm in dia. and 10–25 μm long. The microstructure of the composites sintered from the mixture of titanium hydride and boron carbide powders has conglomerates 20–50 μm in size, consisting of highly dispersed acicular particles of titanium boride phases and unimportant number of TiC equilibrium particles.
The highest hardness (HV = 466) has been achieved when using titanium hydride powder and TiB2 as reinforcing additives. The hardness of the composite was considerably lower (HV = 381) when a titanium powder mixture with TiB2 additive has been used.
References
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition, Structure, and Properties: Handbook [in Russian], VILS–MATI, Мoscow (2009), p. 520.
B. A. Kolachev, I. S. Eliseev, A. G. Bratukhin (Ed.), and V. D. Tatalaev, Titanium Alloys in Designs of Aircraft and Aerospace Technology [in Russian], Izd. MAI, Moscow (2001), p.416.
Titanium-2003: Science and Technology in: Proc. 10th World Conf. on Titanium (13–18 July 2003, Germany), Yamburg, Germany (2003), Vol. 1, No. 5, p.3425.
H. W. Wang, J. Q. Qi, C. M. Zou, et al., “High-temperature tensile strengths of in situ synthesized TiC/Tialloy composites,” Mater. Sci. Eng. A, 545, 209–213 (2012).
H. K. S. Rahoma, X. P. Wang, F. T. Kong, et al., “Effect of (α + β) heat treatment on microstructure and mechanical properties of (TiB + TiC)/Ti–B20 matrix composite,” Mater. Design., 87, 488–494 (2015).
C. Poletti, M. Balog, and T. Schubert, “Production of titanium matrix composites reinforced with SiC particles,” Comp. Sci. Technol., 68, 2171–2177 (2008).
S. Li, K. Kondoh, H. Imai, et al., “Microstructure and mechanical properties of P/M titanium matrix composites reinforced by in-situ synthesized TiC–TiB. Mater. Sci. Eng. A, 628, 75–83 (2015).
V. N. Antsiferov, V. S. Ustinov, Yu. G. Olesov, Titanium-Based Sintered Alloys [in Russian], Metallurgiya, Moscow (1984), p.168.
M. Sumida and K. Kondoh, “In-situ synthesis of Ti matrix composite reinforced with dispersed Ti5Si3 particles via spark plasma sintering,” Mater. Trans., 46, No. 10, 2135–2141 (2005).
O. M. Ivasishin, A. N. Demidik, and D. G. Savvakin, “Use of titanium hydride for the synthesis of titanium aluminides from powder materials,” Powder Metall. Metal. Ceram., 38, No. 9, 468–487 (1999).
G. A. Baglyuk, A. G. Bogacheva, A. A. Mamonova, and I. B. Tikhonova, “The features of structurization, when heating the TiH2–Mn–Si–Fe–C powder charge,” Vis. Skhidnoukr. Nats. Unuv., No. 9(1), 240–247 (2013).
T. Saito, “The automotive application of discontinuously reinforced TiB–Ti composites,” J. Minerals, Metals & Materials Soc., 56, No. 5, 33–36 (2004).
L. Shufeng, K. Katsuyoshi, I. Hisashi, et al., “Microstructure and mechanical properties of P/M titanium matrix composites reinforced by in-situ synthesized TiC–TiB,” Mater. Sci. Eng. A, 628, 75–83 (2015).
D. R. Ni, L. Geng, J. Zhang, and Z. Z. Zheng, “Fabrication and tensile properties of in situ TiBw and TiC hybrid-reinforced titanium matrix composites based on Ti–B4C–C,” Mater. Sci. Eng. A, 478, 291–296 (2008).
L. Weijie, Z. Di, Z. Xiaong, et al., “Microstructure and compressive properties of in situ synthesized (TiB +TiC)/Ti composites,” Mater. Trans., 42, No. 11, 1555–1561 (2000).
K. L. Seung, K. Do-Hyeong, and H. K. Chong, “Fabrication of TiB2/TiC composites by directional reaction of titanium with boron carbide,” J. Mater. Sci., 29, 4125–4130 (1994).
X. Zhang, C. Zhu, W. Qu, et al., “Self-propagating high temperature combustion synthesis of TiC/TiB2 ceramic–matrix composites,” Comp. Sci. Technol., 62, 2037–2041 (2002).
J.-X. Tang, J.-H. Cheng, Z. Zhao-Qiang, H.-Z. Miao, “Diffusion path and reaction mechanism between Ti and B4C,” J. Inorgan. Mater., 15, No. 5, 884–888 (2000).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkovaya Metallurgiya, Vol. 56, Nos. 1–2 (513), pp. 59–68, 2017.
Rights and permissions
About this article

Cite this article
Baglyuk, G.A., Ivasyshyn, O.M., Stasyuk, O.O. et al. The Effect of Charge Component Composition on the Structure and Properties of Titanium Matrix Sintered Composites with High-Modulus Compounds. Powder Metall Met Ceram 56, 45–52 (2017). https://doi.org/10.1007/s11106-017-9870-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-017-9870-z