
The phase and chemical composition, structure, and microhardness of multi-component coatings produced by tetanizing (titanium) and titanaluminizing (titanium–aluminum) chemical vapor deposition (CVD) of U8A chromium steel are examined. Both titanizing and titanaluminizing were carried out in powder mixtures of titanium, aluminum, inert additive, and activators at 1050°C for 4 h. It is demonstrated that using the proposed saturation methods results in the formation of multilayer coatings of: (i) chromium and titanium carbides after titanizing; (ii) chromium and titanium carbides; titanium, aluminum, chromium, and iron intermetallides after titanaluminizing. A high concentration of iron, chromium, titanium, and aluminum is discovered on the external surface of the titanaluminized coatings. Both Fe and Cr can be provided by a chromium layer based on chrome carbides. It is demonstrated that the microhardness of multilayer coatings based on chromium and titanium carbides is 16–31.5 GPa and that based on chromium and titanium carbides and intermetallides is 5.8–36 GPa. It is established that, at a temperature of 900°C, the hightemperature oxidation resistance of titanium–chromium–aluminum coatings on U8A steel exceeds that of titanium, titanium–chromium, and chromium coatings.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
One of the most effective and widely used techniques to enhance the durability of tool steels in the industry is a thermochemicaltreatment, which affects the surface layers of metal [1, 2]. It is the surface layers that suffer significant stresses, wear, corrosion, and cracks during operation. According to its structure and properties, U8A steel belongs to high hardness steels, lacking high-temperature oxidation resistance. After quenching and lowtemperature tempering, the hardness of steel is 60–62 HRC. High hardness in the surface layer and viscous core is the main advantage of U8A steel [3].
Literature Review
A number of studies are devoted to enhancing the operating characteristics of U8A steel by thermochemicaltreatment [1, 2, 4]. Coatings based on transition metal carbides possess the unique combination of physical, chemical, and mechanical properties. They are formed on carbon steels during diffusion saturation in mixtures of transition metal powders, activators, and inert additives [1, 2, 4]. Enhancing the properties and expanding the functions of carbide coatings are possible due to the formation of several layers based on (i) chromium carbides Cr7C3 and Cr23C6, (ii) titanium carbide TiC, and (iii) aluminum, chromium, and titanium intermetallides on steels, using progressive saturation techniques [4–7].
There have been few studies of multi-component and multi-layer diffusion coatings, based on titanium, chromium, and aluminum on carbon steels [1, 5]. Therefore, the purpose of this study is (i) to produce multicomponent coatings on U8A steel by chromizing followed by tetanizing and titanoaluminizing and (ii) to investigate the phase and chemical composition, structure, microhardness, and high-temperature oxidation resistance of the coatings produced.
Experimental Procedure
The thermochemical treatment was carried out in a closed reaction space, using chromium, titanium, and aluminum powders or their mixtures, as starting chemical agents. Carbon tetrachloride (CCl4) and ammonium chloride (NH4Cl) were employed as activators during (i) chromizing and tetanizing, and (ii) titanoaluminizing, respectively. Multi-component coatings were produced by chromizing followed by tetanizing and titanoaluminizing.
Titanoaluminizing was carried out in a mixture of powders, wt.%: 50 Ti, 15 Al, 3 NH4Cl, 32 Al2O3. The temperature and saturation time of U8A steel are given in Table 1.
X-ray diffraction analysis was conducted using a DRON UM-1 diffractometer (Burevestnik Plant JSC, Russia) with a copper source of monochromatic radiation and using Powder Cell 2.2 software for data processing. The distribution of chemical elements in the coating was determined using a Jeol JSM-6490 LV scanning electron microscope (JEOL Ltd., Japan). Metallographic studies were performed using an optical microscope Neophot 7, Zeiss Axio Observer Alm (Carl Zeiss, Germany). The microhardness and thickness of the coatings were determined using a PMT-3 microhardness meter (LOMO JSC, Russia). The high-temperature oxidation resistance was assessed in natural aeration at 900°C for 6 h from the change in weight of the samples determined by the gravimetric method.
Table 1 and Figs. 1–4 demonstrate the results on the phase and chemical composition, hardness, thickness, and microstructure of the coatings produced. The metallographic analysis has revealed a zone of compounds in the structure of the chromized U8A steel. According to the X-ray diffraction analysis, this zone includes three phases. There is a 2–3 μm thick σ-phase layer on the external surface of the coating. Layers of Cr7C3 and Cr23C6 carbide phases with typical acicular structure adjoin the substrate (Fig. 1). The iron content in the Cr7C3 and Cr23C6 carbides reaches 45 and 15 wt.%, respectively. In addition, the zone of compounds lies above a transition zone whose phase composition can be determined by analyzing the phase diagrams of Fe–Cr–C: Cr23C6, Fe3C, and Feα(Cr). The maximum microhardness of the chromium carbide coatings was detected in the center of the Cr7C3 layer (17.2 GPa), and the minimum microhardness was detected in the Cr23C6 layer (14.9 GPa).

Microstructure of U8A steel after diffusion chromizing (a), titanazing (b), and titanoaluminizing (c) of the chromized steel, analyzed by optical (a, b) and electron (c) microscopes: etching with Murakami’s reagent (a) and 3% HNO3 spirit solution (b)

Distribution of titanium (a), iron (b), aluminum (c), and chromium (d) over titanium–chromium–aluminum coating on U8A steel

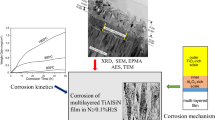
Oxidation kinetics of the starting U8A steel (1) and those after tetanizing (2), chromizing with subsequent tetanizing (3), chromizing (4), and chromizing with subsequent titanoaluminizing (5) at 900°C

Microstructure of titanium–chromium–aluminum U8A steel after oxidation in air at 900°C for 8 h
It was demonstrated that the layer formed during chromizing of U8A steel substantially changes during subsequent titanizing and titanoaluminizing: the σ-phase layer disappears completely and the Cr7C3 layer significantly decreases in thickness. The total thickness of the chromized layer almost halves: from 17.5 to 9–10 μm. Both titanizing and titanoaluminizing of the chromized U8A steel lead to the formation of titanium carbide TiC-based layers of almost equal thickness. Either the carbon of the substrate (at the saturation temperatures, it is located in the austenite solid solution) or the carbon of chromium carbides can provide carbon for the formation and growth of the TiC phase. It is known that the chemical affinity of titanium for carbon is much higher than that of chromium [8]. Highly carbonaceous Cr7C3 carbide dissociates giving rise to carbon, which, in turns, promotes the formation of titanium carbide TiC and chromium carbide Cr23C6. The latter is confirmed by increase in thickness of the Cr23C6 layer after titanoaluminizing.
Iron and chromium were discovered (Fig. 2) in the TiC, Ti3Al2, and TiAl layers of coating 4 (Table 1). It should be noted that, a small amount of titanium and aluminum are present in the transition zone of coating 4; however, titanium is not identified in the same zone of coating 2.
It was established that the thickness, lattice constant, and microhardness of TiC layers in the coating are considerably lower than in the coatings after regular titanizing of U8A steel [1, 2]. In [2, 8], the lattice constant and microhardness of the TiC phase was determined from the carbon concentration in the homogeneity range that depended both on the TiC layer thickness and the carbon content in the substrate. Obtained in this research, the TiC coating parameters were determined by supplying carbon through the barrier of chromium carbides into the zone where the interstitial phase is formed. In the same way, the barrier layer of chromium carbides affects the penetration of saturating elements into the transition zone.
An analysis of durometric studies of coating 4 showed that the maximum microhardness (36 GPa) is typical for the TiC layers. The microhardness of the intermetallic zone of this coating increases from the outside (5.8 GPa for the AlCrTi layer) to the inside (8.5–9.5 GPa for the Cr2Ti layer).
Results And Discussion
Figures 3 and 4 show the results of the study of high-temperature oxidation resistance of the starting U8A steel and the U8A steel with coating. Coating 4 demonstrates the highest results. It should be noted that the study of high-temperature oxidation resistance is particularly interesting when selecting a heating medium for quenching products made of U8A steel with coatings. According to [2, 9, 10], the oxidation temperature of the titaniumcarbide and chromium-carbide coatings is 800–850°C and 950–1000°C, respectively. Titanoaluminizing improves the high-temperature oxidation resistance of 15Kh25T, 12Kh18NYuT, and 31Kh19N9VMBT steels at 1000°C several-fold.
It was demonstrated that, after holding in air at 900°C for 8 h, the new coating (consisting of scale on the outside, zone of internal oxidation, zone of compounds, and transition zone) forms on the U8A steel instead of coating 4. The relatively high oxidation resistance of coating 4 is due to the formation of a dense scale of Al2O3, Cr2O3, and TiO2 oxides during oxidizing. The intensive transfer of, first of all, aluminum and then, titanium and chromium into the scale, and the supply of oxygen into the coating are accompanied by changes in the phase and chemical composition of the surface. The transfer of coating elements into the substrate is almost completely blocked by Cr7C3, Cr23C6, and TiC barrier layers.
After the oxidation resistance test, the TiCrAl phase is detected in the form of a layer adjoining carbide TiC from one side and a zone of internal oxidation from the other side. The latter contains Al2O3, Cr2O3, TiO2 oxides and TiCr2 compound. The oxygen content in the zone of internal oxidation reaches 12.5–18.4 wt.%.
After oxidation, the layers of titanium carbide TiC and chromium carbides Cr7C3 and Cr23C6 were discovered in the structure of the coating. It was earlier mentioned that the combination of TiC, Cr7C3, and Cr23C6 layers acts as a barrier, which prevents (i) the penetration of oxygen and nitrogen from the air and (ii) transfer of the coating elements (primarily aluminum) into the substrate and the substrate elements into the coating. Therefore, the presence of barrier layer extends the protective functions of the coating during oxidation resistance tests.
Figure 4 shows the microstructure of the coating after the oxidation resistance tests. The internal oxidation zone consists of separate light grey and dark inclusions. According to the electron microprobe analysis, the light grey and dark inclusions are rich in titanium and chromium, respectively. The aluminum contents in the inclusions are almost the same: 2.1–2.6 wt.%. The separate inclusions are most likely titanium oxides doped with a small amount of chromium (1.5 wt.%) and iron (4.1 wt.%). They can be seen on the boundaries of titanium carbide–chromium carbide layers. Most likely, the dark inclusions at the chromium carbide–substrate interface are titanium and chromium oxynitrides. Initially, these inclusions were formed at the chromium carbides–substrate interface during chromizing.
However, the subsequent titanoaluminizing made the chromium carbide layer thinner, i.e., the morphology and composition of these inclusions were formed during oxidizing of the coating.
If we consider that the oxidation has not changed the location of TiC, Cr7C3, and Cr23C6 layers (due to weak diffusion flows of elements between the substrate to the coating and the lack of prevailing diffusion flows), then the decrease in the distance between the carbide layers and the surface will be equal to the thickness of the coating oxidized. It was established that the thickness of the oxidized layer is 3.5–5 μm, which does not exceed 7–12.5% of the starting value. This can be explained by the increase (in comparison with the starting thickness of the coating) in the thickness of the internal oxidation zone, facilitated by the chosen test conditions.
The microhardness of carbide components in coating 4 did not changed much after the oxidation resistance tests. The microhardness in the internal oxidation zone is rather high: 6.5–7.8 GPa and 5.5–6 GPa on the outer and inner sides of the zone, respectively.
Therefore, the analysis of the results has demonstrated the possibility of (i) operating the products made of U8A steel with titanium–chromium–aluminum coatings during dry sliding friction, (ii) interaction with abrasive particles, and (iii) cavitation. U8A steel with such a coating can be heated for hardening in air.
Conclusions
The possibility of producing multi-component diffusion coatings on the surface of U8A steel has been considered. To perform this, a pre-chromized steel was subjected to diffusion titanoaluminizing by the powder contact technique.
It has been established, that the produced coatings consist of: (i) zone of intermetallides TiCrAl, Cr2Ti, Ti3Al2, and Ti3Al, (ii) zone of carbides TiC, Cr7C3, and Cr23C6, and (iii) transition zone. The maximum hardness has been identified in the layer of carbides Cr7C3, and Cr23C6 (17–17. 5 GPa), and TiC (36 GPa) and in the layer of intermetallides (8.5–9.5 GPa).
Measured at 900°C, the oxidation resistance of titanium–chromium–aluminum coatings on U8A steel is higher than that of tetanized, chromotitanized, and chromized coatings by a factor of 10, 7.4, and 2, respectively.
During oxidation resistance tests, the combination of TiC, Cr7C3, and Cr23C6 layers acts as a barrier that prevents the transfer of (i) aluminum, chromium, and titanium from the coating, (ii) oxygen and nitrogen from air into the substrate, and (iii) substrate elements into the surface. Therefore, this barrier contributes to enhancing the oxidation resistance of the coatings.
References
L. G. Voroshnin, D. L. Mendeleeva, and V. A. Smetkin, Theory and Technologies of Thermochemical Treatment [in Russian], Novoye Znaniye, Minsk (2010), p. 304.
V. F. Loskutov, V. G. Khizhnyak, and V. A. Kunitskii, Carbide Diffusion Coatings [in Russian], Tekhnika, Kyiv (1991), p. 168.
Yu. A. Geller, Tool Steels [in Russian], Metallurgiya, Moscow (1968), p. 568.
N. A. Kharchenko, V. G. Khizhnyak, and V. I. Sigaza, Ultradisperse Coatings on Steels and Hard Alloys [in Ukrainian], Sum. Obl. Inst. Pislyadiplom. Pedagog. Osvity, Sumy (2011), p. 112.
G. S. Fox-Rabinovich, G. C. Weatherly, D. S. Wilkinson, et al., “The role of chromium in protective alumina formation during the oxidation of ternary TiAlCr alloys in air,” Intermetallics, 12, No. 2, 165–180 (2004).
T. Nishimoto, T. Izumi, Sh. Hayashi, and T. Narita, “Effect coating layer structures and surface treatments on the oxidation behavior of a Ti–50% (at.) Al alloy,” Intermetallics, 11, No. 5, 459–466 (2003).
E. I. Shurman, “Untershuchung der schmelzgleihgevichte von eisenreichen, kohlenstoffhaltigen dreistoffsystemen Fe–C–Xi mit Xi–Al, Cu, Ni, und Cr,” Guisser. Torsoh., 38, No. 4, 125–132 (1986).
L. E. Toth, Transition Metal Carbides and Nitrides, Academic Press, New York–London (1971), p. 279.
G. V. Borisenok, L. A. Vasil’ev, L. G. Voroshnin, et al., Thermochemical Treatment of Metals and Alloys: Handbook [in Russian], Metallurgiya, Moscow (1981), p. 424.
G. V. Samsonov and I. M. Vinnitskii, Refractory Compounds: Handbook [in Russian], Metallurgiya, Moscow (1976), p. 560.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkovaya Metallurgiya, Vol. 54, Nos. 11–12 (506), pp. 43–50, 2015.
Rights and permissions
About this article

Cite this article
Loskutova, T.V., Levashov, S.S., Khizhnyak, V.G. et al. Structurization and High-Temperature Oxidation Resistance of U8A Steel with Ti–Cr–Al Multi-Component Diffusion Coatings. Powder Metall Met Ceram 54, 665–671 (2016). https://doi.org/10.1007/s11106-016-9760-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-016-9760-9