
Abstract
Purpose
Many future drug products will be based on innovative manufacturing solutions, which will increase the need for a thorough understanding of the interplay between drug material properties and processability. In this study, hot melt extrusion of a drug-drug mixture with minimal amount of polymeric excipient was investigated.
Methods
Using indomethacin-cimetidine as a model drug-drug system, processability of physical mixtures with and without 5% (w/w) of polyethylene oxide (PEO) were studied using Differential Scanning Calorimetry (DSC) and Small Amplitude Oscillatory Shear (SAOS) rheometry. Extrudates containing a co-amorphous glass solution were produced and the solid-state composition of these was studied with DSC.
Results
Rheological analysis indicated that the studied systems display viscosities higher than expected for small molecule melts and addition of PEO decreased the viscosity of the melt. Extrudates of indomethacin-cimetidine alone displayed amorphous-amorphous phase separation after 4 weeks of storage, whereas no phase separation was observed during the 16 week storage of the indomethacin-cimetidine extrudates containing 5% (w/w) PEO.
Conclusions
Melt extrusion of co-amorphous extrudates with low amounts of polymer was found to be a feasible manufacturing technique. Addition of 5% (w/w) polymer reduced melt viscosity and prevented phase separation.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There is an increasing interest in research related to complex solid oral dosages forms enabling patient-centered medication (1). Two innovative examples of personalized solid dosage forms that can be individualized either before or after the final manufacturing step are the Solid Oral Dosage Pen (2) and the 3D–printed ‘polypill’ (3). Melt-based processing – including techniques such as hot melt extrusion, injection molding and fused deposition modeling 3D–printing - is one of the key technologies in the production of complex solid oral dosage forms, enabling higher degrees of flexibility in dosing (2,4), combination of multiple drugs in one product, and/or the realization of complex release functions (5,6). Melt extrusion is already established for commercial manufacturing of solid dispersions, where the drug is dispersed in a matrix excipient, most often with the aim of forming a single amorphous system; a glass solution or amorphous solid dispersion (7). The matrix is often an amorphous polymer, though melt extrusion has also been used for the preparation of crystalline solid dispersions of a drug in a crystalline small-molecule excipient (e.g. mannitol) as well as for co-crystallization of a drug and a coformer (8,9,10). There are also several melt extrusion–based products on the market containing multiple drug compounds formulated in the same product, e.g., the AbbVie products Kaletra and Viekira for antiviral therapies (11,12).
Innovative patient-centered drug products should be designed to fully utilize the solid form landscape not only for products containing single drug compounds, but also for products containing multiple compounds. Amorphous solid dispersions are considered to be attractive drug delivery systems, as an amorphous drug will display a higher apparent solubility and higher dissolution rates than the crystalline drug. Below the solubility limit of the drug in the polymer, the amorphous drug is stabilized against recrystallization by molecular dispersion of the molecules between the polymer chains. Above the solubility limit, recrystallization of the amorphous drug may be delayed by the reduced mobility of the drug in the highly viscous polymeric carrier, compared to a pure amorphous drug (7). Often, the solubility of small-molecule drugs in macromolecular solvents however, is quite limited, warranting the use of large amounts of polymeric excipient in the formulation of polymer-based amorphous solid dispersions (13).
Certain small-molecule combinations may form stable co-amorphous systems with each other, without the need for a polymeric matrix (13). These mixtures may contain a drug and a low molecular weight excipient or the combination of two drugs. These co-amorphous combinations often have superior dissolution profiles compared to both crystalline and amorphous form of the individual drugs (13). Additionally, the co-amorphous systems often display a markedly improved physical stability (stable over longer time periods before phase separation and/or crystallization occur) than the individual amorphous drugs (14). The co-amorphous formulation approach may be utilized to create co-amorphous fixed-dose combinations of two drugs often administered together, and several examples of highly stable combinations have been reported (13). One example is the combination of indomethacin and cimetidine, which has been reported to form co-amorphous precipitates from an ethanol solution, and which is stabilized via salt formation between the imidazole ring of cimetidine and the carboxyl group of indomethacin (15).
The presence of strong intermolecular interactions between two components may result in a marked melting point depression (16). This has been shown to be the case for naproxen-indomethacin mixtures, which have been reported to show a eutectic point near the naproxen molar fraction of 0.6, where the melting point was 20–30°C below that of the pure components (17,18). It has been suggested that the melting point depression of mixtures with strong molecular interactions could be exploited to process these mixtures at lower temperatures, possibly lowering the risk of chemical degradation (18,19). With the prospect of co-amorphous drug-drug formulations being able to form at lower temperatures than the individual drug components and even without the need of a matrix polymer, they are ideal model systems for studying the effect of adding polymeric excipient to a melt formulation. This will further enhance the understanding of how excipients can be chosen rationally for a specific drug, or, in this case, drug-drug combination. A 50–50% (w/w) mixture of paracetamol and citric acid has been successfully extruded into uniform extrudates (20), suggesting that pure drug-drug mixtures may also be extruded entirely without a polymeric excipient. The current study was performed to investigate the effects of the addition of low amounts of polymer on the processability of a drug-drug mixture (indomethacin and cimetidine) during hot melt extrusion, as well as on the solid state properties and the stability of the extruded product. Polyethylene oxide was selected as a model polymer due to its broad processing range (21).
Materials and Methods
Materials
Cimetidine (CIM, M = 252.34 g/mol), indomethacin (IND, γ polymorph, M = 357.79 g/mol) and polyethylene oxide (PEO, M v = 100.000 g/mol) were purchased from Hawkins Pharmaceutical Group, USA; Fagron, USA and Sigma-Aldrich, USA, respectively. All materials were used as received.
Evaluation of Processability
Preparation of Powder Samples
Physical mixtures of a 1:1 M ratio indomethacin-cimetidine (referred to as IND-CIM) and a 95% (w/w) IND-CIM and 5% PEO (referred to as IND-CIM-PEO) were prepared by gentle mixing with mortar and pestle.
Differential Scanning Calorimetry
Thermal analysis of the supplied materials and of IND-CIM was carried out using a Discovery DSC (TA Instruments, New Castle, DE, USA). Samples of approximately 5 mg were heated at a rate of 2°C/min in closed aluminum pans from −20 to 180°C. Measurements were performed at a constant nitrogen flow rate of 50 ml/min.
Rheological Evaluation of Melts
The rheological properties of IND-CIM, IND-CIM-PEO and PEO were tested by performing Small Amplitude Oscillatory Shear (SAOS) frequency sweeps on a AR-G2 stress-controlled rheometer fitted with an Environmental Testing Chamber (both TA Instruments, New Castle, DE, USA) using an 25 mm stainless steel plate-plate geometry. Each sample in powder form was loaded onto the lower plate pre-heated to 120°C. The upper plate was then lowered to 0.1 mm above the experimental gap width (0.5 mm), excess molten material was trimmed along the edge of the plates, and the upper plate was lowered to 0.5 mm. The samples were allowed to equilibrate at 120°C for 120 s before testing. Oscillation amplitude sweeps were performed to determine the linear viscoelastic region of the materials at a set temperature of 120°C at an angular frequency of 5 rad/s, from 0.15% to 15% strain, to determine the linear viscoelastic regime (LVE). Oscillation frequency sweeps were performed at 120°C and 0.5% strain (within the LVE), over an angular frequency range of 0.1 to 10 rad/s. To evaluate the increase of complex viscosity upon cooling, frequency sweeps of the melts at constant temperatures of 115, 110, 105 and 100°C were performed using 0.5% strain over an angular frequency range of 0.1 to 10 rad/s. All frequency sweep tests were performed in triplicate.
The viscosity of indomethacin and cimetidine above their melting temperature was studied using a Haake MARS III rheometer (Thermo Fischer Scientific, Karlsruhe, Germany) with a 60 mm parallel plate setup. Each sample in powder form was loaded onto the lower plate at room temperature and heated to either 145°C (for cimetidine) or 160°C (for indomethacin). The upper plate was then lowered to 0.1 mm above the experimental gap width (0.5 mm), excess molten material was trimmed along the edge of the plates, and the upper plate was lowered to 0.5 mm. The samples were allowed to equilibrate at the experiment temperature for 120 s before testing. A rotational controlled shear stress test was performed at 0.1–10 Pa.
Melt Extrusion
Melt extrusion was performed using a table top twin-screw micro extruder; Xplore® (Xplore Instruments, Geleen, The Netherlands) with a total barrel volume of 5 mL and a 1.5 mm die. The extrusion temperature was set at 120°C for all three barrel heating zones; the extrusion screw speed was kept at 60 rpm. The total sample size was 5 g; each component was fed manually into the extruder. Feeding rate was approximately 5 g/min. Recirculation time was 5 min for all extrusions. Process data (temperature, screw speed, force) was monitored and recorded during the extrusion with the Micro Compounder v10.1 software (Xplore Instruments, Geleen, The Netherlands).
Physical Stability of Extruded Products
Sample Preparation and Storage
Extrudates were cut into smaller pieces using a scalpel. The samples were stored in closed vials in a dry silica desiccator at 25°C (± 2°C) until further analysis. A temperature and humidity logging device, EL-USB-2-LCD, RH/TEMP Data Logger (Lascar Electronics, UK), was kept in the desiccators to monitor the temperature and the relative humidity (11% RH ± 3%) over the storage period. The data were collected by using EL-WIN-USB, data logging software, version 5.53.
An additional set of extrudate samples were kept in a desiccator containing a saturated solution of KCl in water, which had been allowed to equilibrate (RH = 85%) at ambient temperature (~20°C) before placing of the samples. The RH was monitored using a hygrometer.
Differential Scanning Calorimetry
Thermal analysis was carried out using a modulated DSC (mDSC) method in a Discovery DSC (TA Instruments, New Castle, DE, USA) controlled by TRIOS software (TA Instruments, New Castle, DE, USA). Samples of approximately 3.5 mg in closed aluminum pans were held at −20°C for 5 min, then heated at a rate of 2°C/min from −20 to 180°C using a modulated temperature amplitude of 0.212°C with a period of 40.0 s. Measurements were performed at a constant nitrogen flow rate of 50 ml/min. The glass transition temperature (Tg) was determined as the midpoint of onset and end temperature of the heat capacity change at the Tg. The theoretical Tg of the IND-CIM extrudates was calculated from the Fox equation:
Where w1 and w2 are the weight fractions of the two components, Tg1 and Tg2 are the Tgs of the individual components.
The theoretical Tg of the IND-CIM-PEO extrudates was calculated from an adaption of the Fox equation, where the co-amorphous drug-drug mixture is used as one component and the polymer as the other component:
where wdrug-drug is the weight fraction of the IND-CIM mixture in the formulation, Tg, drug-drug is the Tg of the IND-CIM extrudates, wpolymer is the weight fraction of polymer in the formulation and Tg, polymer is the Tg of the polymer.
Dynamic Vapor Sorption
DVS analysis was performed using a VTI-SA+ Vapor Sorption Analyzer (TA Instruments, New Castle, DE, USA). Extrudate samples of approximately 20 mg were subjected to drying at 25°C for a maximum of 60 min followed by a sorption-desorption cycle at 25°C with a ramping step of 5% RH starting from 5% RH going to 95% RH and back to 5% RH. The equilibration criterion was taken to be 0.01% w/w in 5 min or a maximum step time of 60 min.
Results
Evaluation of Processability of IND-CIM for Melt Extrusion
PEO has an onset melting point at 60°C (Fig. 1). IND-CIM has an onset melting point just below 110°C, approx. 30°C and 50°C below the melting points of pure cimetidine and indomethacin, respectively, suggesting a eutectic behavior of indomethacin and cimetidine. This indicates a potential for melt extrusion of IND-CIM and its mixtures with PEO at a temperature substantially lower than the melting points of the individual drugs.

DSC thermograms of PEO (gray), crystalline cimetidine (green), indomethacin (blue) and IND-CIM (black).
IND-CIM displays a viscous dominant behaviour at 120°C with a large loss modulus (G”) and a lower storage modulus (G’) (Fig. 2a). This indicates a fluid with more liquid-like behaviour and less elastic response. The gap between the loss and the storage modulus increases with frequency, so that the ratio between them, tan(δ), doubles from 1 to 10 rad/s, which means that the response becomes more liquid-like with increasing angular frequency. The observed complex viscosity at the frequency range of 1–10 rad/s of IND-CIM was within the range of 800–10.000 Pa·s which is typically considered the optimal extrudable range (22). The complex viscosity decreases with angular frequency. The viscosity of the individual components at their melting point, indomethacin at 160°C and cimetidine at 145°C, was found to be 0.065 and 0.66 Pa·s, respectively (supplementary information). The viscosity of IND-CIM-PEO was lower than that of both the pure polymer melt and the IND-CIM melt at 120°C, indicating a synergistic plasticization effect. This plasticization is primarily an effect of a lower loss modulus of IND-CIM-PEO, whereas the storage modulus is less affected. This means that the tan(δ)-values of IND-CIM-PEO are smaller than those of IND-CIM, which indicates that the relative elasticity of the melt is higher in IND-CIM-PEO, it still being a clearly viscous dominant fluid. IND-CIM-PEO appears to display more shear-thinning than IND-CIM, with no changes in tan(δ) at higher angular frequencies. The viscosity of IND-CIM appears to increase linearly with lower temperatures rising to 100.000 Pa·s at 100°C, IND-CIM-PEO displaying a less steep increase in complex viscosity, reaching approximately 30.000 Pa·s at 90°C (Fig. 2b). The high melt viscosity of IND-CIM and the steep increase in complex viscosity upon cooling suggests that IND-CIM should be extrudable in terms of being able to keep the shape of the die upon extrusion.

(a) Loss modulus G”(circles), storage modulus G’ (squares) and complex viscosity η* (triangles) of physical mixtures of IND-CIM (black), of IND-CIM-PEO (red) and of PEO (gray), all at 120°C. (b) Complex viscosity at 10 rad/s as a function of temperature for physical mixtures of IND-CIM (black) and IND-CIM-PEO (red).
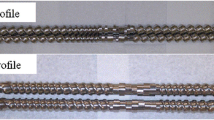
The extrusion of IND-CIM resulted in yellow-colored, transparent, smooth extruded strands (Fig. 3a). Extrusion of IND-CIM-PEO resulted in smooth, slightly opaque and faint-yellow strands with minimal die swelling (Fig. 3b). The addition of 5% polymer reduced the force exerted on the screw (Fig. 4), confirming that PEO has a plasticizing effect on the indomethacin-cimetidine mixture.

(a) Extruded strands prepared from IND-CIM and (b) extruded strands prepared from IND-CIM-PEO.

Force on screws as a function of process time for IND-CIM (black) and on mixtures of IND-CIM-PEO (red). Dashed lines indicate replicate experiments. The numeric values referring to the average force exerted at 240 s (4 min, gray dashed line) after the start of each experiments, x ± s.d., n = 3.
Physical Stability of the Extruded Products
The Tg of the freshly produced IND-CIM extrudate samples was found to be comparable to previous reports of solvent-evaporated and quench-cooled IND-CIM mixtures at the same molar ratio (14,15) and the Tg of the extrudate samples of IND-CIM-PEO was found to be roughly 10°C lower (Table I).
In the case of the IND-CIM samples, the DSC traces showed a broadening and split of the initially single Tg into two Tgs over time (Fig. 5a), identifiable in the reversing heat flow (week 4 and onward). The appearance of two Tgs is an indication of an amorphous phase separation occurring in the IND-CIM samples (23). The phase separation is also visible as the appearance of a double peak in the non-reversing heat flow signal (Fig. 5b) indicating the enthalpy recovery of two individual phases. This was not observed with the IND-CIM-PEO extrudates stored in the same conditions. For these formulations, only one Tg was obtained and the Tg remained to some extent unchanged during the investigated storage time, though large deviations between measurements were found (Table I), possibly due to lack of humidity and temperature control during measurements. The calculated Tg of the IND-CIM-PEO extrudates based on the Tg of the IND-CIM extrudate samples after one week of storage lies within one standard deviation of the experimentally determined Tg of the IND-CIM-PEO extrudates (Table I).

(a) Reversing heat flow and (b) non-reversing heat flow of IND-CIM extrudates at the molar ratio 1:1, as well as (c) reversing heat flow and (d) non-reversing heat flow of IND-CIM-PEO extrudates.
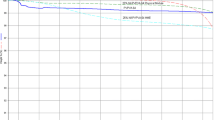
The physical stability of an amorphous solid dispersion may be compromised by the absorption of water, which can be controlled by limiting the hygroscopicity of the product (24). To evaluate the degree of moisture sorption at different relative humidity levels, water sorption and desorption profiles are reported (Fig. 6). Extrudates of IND-CIM absorbed less moisture than those of IND-CIM-PEO, with a sorption potential of 0.7% (w/w) versus 1.4% (w/w) at 75% RH and 2.6% (w/w) versus 4.4% (w/w) at 95% RH, which is well below the sorption potentials reported for drug-polymer dispersions, both for those known to phase separate upon exposure to high humidity and for those that have been found to be stable after exposure to high humidity (25,26). IND-CIM extrudates contained less water after the sorption-desorption cycle when compared to IND-CIM-PEO. The overall shape of the sorption isotherms indicated only absorption of water without any water-induced recrystallization event.

Water sorption and desorption profiles of IND-CIM extrudates (black) and IND-CIM-PEO extrudates (red)
Discussion
IND-CIM Extrudates
The marked melting point depression of IND-CIM suggests that these compounds exhibit the phase behavior of a eutectic system. Using the melt behavior of physical mixtures to establish a phase diagram would be a rational starting point when developing formulations for melt extrusion with a high content of initially crystalline materials. This type of information is important as the lowest feasible process temperature for such formulations will be defined by the melting of the solid material rather than the softening of the polymer, as pointed out by Reitz et al. in (27).
Extrusion of IND-CIM resulted in well-shaped cylindrical extrudates. In contrast to our results, Sakai and Thommes found that indomethacin-naproxen at a 1:1 M ratio did not form well-shaped extrudates, but rather that the co-amorphous substance exited the die without solidifying (28). Fourier-transformed infrared spectroscopy has shown that co-amorphous indomethacin-naproxen mixtures form hetero-dimers via interaction between the carboxyl moieties (18,29). It has previously been shown that the imidazole ring of cimetidine and the carbonyl group of indomethacin interact to form a co-amorphous salt, but also suggested that each cimetidine molecule may interact with more than one indomethacin molecule (15,30), suggesting that co-amorphous indomethacin-cimetidine may display additional intermolecular interactions rather than pure dimer-formation. The obtained complex viscosities of IND-CIM appear very high (Fig. 2) compared to those reported by Baird et al., who studied the viscosity of pure drug melts and found the steady shear viscosity to be between 0.03 and 2 Pa ∙ s at around their melting temperatures (31) (assuming the Cox-Merz rule (32) is valid for IND-CIM). As the resistance to flow is partially a function of molecular structure, increased intermolecular interactions can be expected to increase the viscosity of the fluid. Thus, the observed difference in the extrudability of IND-CIM and that of indomethacin-naproxen may be caused by differences in the intermolecular interactions in these melts. The melt viscosity data reported by Baird et al. plotted as a function of molecular weight suggest that there is a tendency (R2 = 0.61) of the melt viscosities of these individual drugs to increase exponentially with the molecular weight (Fig. 7). If the IND-CIM would consist primarily of heterodimers, the “molecular weight” of such a dimer would be 610 g/mol; however, the extrapolation of the fitted regression line of the Baird et al. dataset would suggest a larger sized complex. Indomethacin and cimetidine both show Newtonian behavior under shear (supplementary information), whereas a decrease in viscosity is observed for IND-CIM with increased angular frequency (Fig. 2). This non-Newtonian behavior is possibly an effect of break-up of hydrogen bonds under stress, leading to a reversible decrease in an extended intermolecular network.

Melt viscosity as a function of molecular weight for indomethacin (blue triangle, at τ = 2 Pa and γ =3,0 s−1), cimetidine (green triangle, at τ = 2 Pa and γ =30 s−1), IND-CIM at the nominal weight of a heterodimer (black triangle, at 0.5% strain and ω = 10 rad/s) and 34 compounds measured by Baird et al. at γ = 30 s−1 (32) (gray symbols), all measured at the drug melting point. Stars denote compounds categorized as Class I compounds by Baird et al. (compounds which crystallize above their Tg during cooling from melts), circles denote compounds categorized as Class II compounds (compounds which crystallize above their Tg during re-heating of cooled melts) and squares denote compounds categorized as Class III (compounds which do not crystallize during cooling from a melt or during a subsequent re-heating above their Tg). Black line is an exponential fit of the Baird et al. dataset.
A co-amorphous system may be considered a solute-solvent system where one component acts as a solvent and the other as a solute, an idea previously presented by Jensen et al. (33). Oversaturation of drug in a polymer solvent leads to amorphous phase separation (34) and, thus, the observed phase separation during storage suggests that the IND-CIM system studied in this paper may be oversaturated with respect to one component.
Effect of Polymer
The melts of IND-CIM-PEO display a lower melt viscosity than IND-CIM. This plasticization is suggested to be related to the polymer (PEO) interfering with the intermolecular network of IND-CIM.
The extrudates of IND-CIM-PEO did not phase separate upon storage indicating higher stability of the co-amorphous system. As the Tg obtained from the modified Fox equation matches closely with the experimentally obtained values, PEO is not expected to exhibit strong non-covalent interactions with the indomethacin-cimetidine system. The stabilizing influence of the polymer is seen despite its effect in lowering the Tg and increasing the hygroscopicity of the extrudates. This suggests that the addition of PEO has resulted in a ternary amorphous system where PEO is acting as a co-solvent to both drugs and thus all components are below their saturation limit. At higher humidity, however, the IND-CIM-PEO system may be destabilized by water sorption. In polymer-drug solid dispersions, moisture-induced phase separation has been found to correlate with the hygroscopicity of drug and polymer, along with the strength of polymer-drug interactions and hydrophobicity of the drug (24). Lenz et al. found that copovidone did not prevent phase separation of indomethacin and arginine in water-based solvent-evaporated preparations, which is suggested to be an effect of incomplete solvent removal (35).
Summarizing the findings in this paper, the added polymeric excipient acted as a plasticizer on the indomethacin-cimetidine system, decreasing the melt viscosity and the viscosity increase upon cooling. This can be related to the increased flexibility of the extruded strands, which is potentially important for downstream processing and the final product quality (36). In the cooled product, the polymer acted as a stabilizing agent, but also increased the hygroscopicity of the formulation. Thus the amount of polymer was on purpose kept minimal (5% (w/w)).
Conclusions
This study demonstrated the feasibility of melt extrusion as manufacturing approach for co-amorphous systems, as well as some interesting rheological properties of the indomethacin-cimetidine system. This system displayed unexpectedly high complex viscosities at the melting temperature of the mixture and a slight shear-thinning behavior. Well-shaped strands could be extruded with minimal amount of polymer, indicating the potential of lowering the excipient fractions in hot melt extruded amorphous solid dispersions when the polymer is not the primary stabilizer of the amorphous drug(s). Additionally, it was observed that the addition of small amounts of polymer may hinder amorphous-amorphous phase separation in the co-amorphous extrudates. These findings suggest that the versatility and applicability of hot melt extrusion for the production of pharmaceutical dosage forms can be greatly enhanced by a detailed understanding of the effect of material properties on the rheological and mechanical properties of a formulation.
Abbreviations
- CIM:
-
Cimetidine
- DSC:
-
Differential scanning calorimetry
- DVS:
-
Dynamic vapor sorption
- G’:
-
Storage modulus
- G”:
-
Loss modulus
- IND:
-
Indomethacin
- LVE:
-
Linear viscoelastic region
- PEO:
-
Polyethylene oxide
- RH:
-
Relative humidity
- SAOS:
-
Small amplitude oscillatory shear
- tan(δ):
-
Loss tangent
- Tg :
-
Glass transition temperature
References
Wening K, Breitkreutz J. Oral drug delivery in personalized medicine: unmet needs and novel approaches. Int J Pharm. 2011;404(1–2):1–9.
Wening K, Breitkreutz J. Novel delivery device for monolithical solid oral dosage forms for personalized medicine. Int J Pharm. 2010;395(1–2):174–81.
Khaled SA, Burley JC, Alexander MR, Yang J, Roberts CJ. 3D printing of tablets containing multiple drugs with defined release profiles. Int J Pharm. 2015;494(2):643–50.
Laukamp EJ, Thommes M, Breitkreutz J. Hot-melt extruded drug-loaded rods: evaluation of the mechanical properties for individual dosing via the solid dosage pen. Int J Pharm. 2014;475(1–2):344–50.
Zema L, Loreti G, Melocchi A, Maroni A, Gazzaniga A. Injection molding and its application to drug delivery. J Control Release. 2012;159(3):324–31.
Norman J, Madurawe RD, Moore CMV, Khan MA, Khairuzzaman AA. New chapter in pharmaceutical manufacturing: 3D-printed drug products. Adv Drug Deliv Rev. 2016;
Breitenbach J. Melt extrusion: from process to drug delivery technology. Eur J Pharm Biopharm. 2002;54(2):107–17.
Thommes M, Ely DR, Carvajal MT, Pinal R. Improvement of the dissolution rate of poorly soluble drugs by solid crystal suspensions. Mol Pharm. 2011;8(3):727–35.
Dhumal RS, Kelly AL, York P, Coates PD, Paradkar A. Cocrystalization and simultaneous agglomeration using hot melt extrusion. Pharm Res. 2010;27(12):2725–33.
Moradiya HG, Islam MT, Halsey S, Maniruzzaman M, Chowdhry BZ, Snowden MJ, et al. Continuous cocrystallisation of carbamazepine and trans-cinnamic acid via melt extrusion processing. CrystEngComm. 2014;16(17):3573.
Breitenbach J. Melt extrusion can bring new benefits to HIV therapy. American. Journal of Drug Delivery. 2006;4(2):61–4.
Jonathan M. Miller, JBM, Nancy E. Sever, Eric A. Schmitt, Ping X. GAO, Yi Shi, Yi Gao, Bernd Liepold, Anna Moosmann, Mirko Pauli, Fatih Durak, Thomas Kessler, Peter A. Hoelig, Karin Rosenblatt, Drazen Kostelac, Rajeev Gokhale, Mark Costello, Carl Knable inventor; Abbvie, Inc. AbbVie Deutschland GmbH & Co. KG, assignee. Solid antiviral dosage forms patent WO2015103490A1. 2015.
Dengale SJ, Grohganz H, Rades T, Löbmann K. Recent advances in co-amorphous drug formulations. Adv Drug Deliv Rev. 2016;
Lim AW, Löbmann K, Grohganz H, Rades T, Chieng N. Investigation of physical properties and stability of indomethacin-cimetidine and naproxen-cimetidine co-amorphous systems prepared by quench cooling, coprecipitation and ball milling. J Pharm Pharmacol. 2016;68(1):36–45.
Yamamura S, Gotoh H, Sakamoto Y, Momose Y. Physicochemical properties of amorphous precipitates of cimetidine–indomethacin binary system. Eur J Pharm Biopharm. 2000;49(3):259–65.
Zhao Y, Inbar P, Chokshi HP, Malick AW, Choi DS. Prediction of the thermal phase diagram of amorphous solid dispersions by Flory–Huggins theory. J Pharm Sci. 2011;100(8):3196–207.
Beyer A, Grohganz H, Löbmann K, Rades T, Leopold CS. Influence of the cooling rate and the blend ratio on the physical stability of co-amorphous naproxen/indomethacin. Eur J Pharm Biopharm. 2016;109:140–8.
Löbmann K, Laitinen R, Grohganz H, Gordon KC, Strachan C, Rades T. Coamorphous drug systems: enhanced physical stability and dissolution rate of indomethacin and naproxen. Mol Pharm. 2011;8(5):1919–28.
Li Y, Pang H, Guo Z, Lin L, Dong Y, Li G, et al. Interactions between drugs and polymers influencing hot melt extrusion. J Pharm Pharmacol. 2014;66(2):148–66.
Hoppu P, Virpioja J, Schantz S, Juppo AM. Characterization of ultrasound extrudated and cut citric acid/paracetamol blends. J Pharm Sci. 2009;98(6):2140–8.
Aho J, Boetker JP, Baldursdottir S, Rantanen J. Rheology as a tool for evaluation of melt processability of innovative dosage forms. Int J Pharm. 2015;494(2):623–42.
Kolter K, Karl, M., Gryczke A. Hot-melt extrusion with BASF Pharma polymers. Ludwigshafen, Germany: BASF SE 2012. 200 p.
Six K, Murphy J, Weuts I, Craig DQM, Verreck G, Peeters J, et al. Pharm Res. 2003;20(1):135–8.
Rumondor ACF, Wikström H, Van Eerdenbrugh B, Taylor LS. Understanding the tendency of amorphous solid dispersions to undergo amorphous–amorphous phase separation in the presence of absorbed moisture. AAPS PharmSciTech. 2011;12(4):1209–19.
Rumondor ACF, Taylor LS. Effect of polymer Hygroscopicity on the phase behavior of amorphous solid dispersions in the presence of moisture. Mol Pharm. 2010;7(2):477–90.
Rumondor ACF, Marsac PJ, Stanford LA, Taylor LS. Phase behavior of poly(vinylpyrrolidone) containing amorphous solid dispersions in the presence of moisture. Mol Pharm. 2009;6(5):1492–505.
Reitz E, Vervaet C, Neubert RHH, Thommes M. Solid crystal suspensions containing griseofulvin – preparation and bioavailability testing. Eur J Pharm Biopharm. 2013;83(2):193–202.
Sakai T, Thommes M. Investigation into mixing capability and solid dispersion preparation using the DSM Xplore Pharma micro extruder. J Pharm Pharmacol. 2014;66(2):218–31.
Beyer A, Radi L, Grohganz H, Löbmann K, Rades T, Leopold CS. Preparation and recrystallization behavior of spray-dried co-amorphous naproxen–indomethacin. Eur J Pharm Biopharm. 2016;104:72–81.
Yamamura S, Gotoh H, Sakamoto Y, Momose Y. Physicochemical properties of amorphous salt of cimetidine and diflunisal system. Int J Pharm. 2002;241(2):213–21.
Baird JA, Santiago-Quinonez D, Rinaldi C, Taylor LS. Role of viscosity in influencing the glass-forming ability of organic molecules from the undercooled melt state. Pharm Res. 2011;29(1):271–84.
Cox WP, Merz EH. Correlation of dynamic and steady flow viscosities. J Polym Sci. 1958;28(118):619–22.
Jensen KT, Larsen FH, Cornett C, Löbmann K, Grohganz H, Rades T. Formation mechanism of Coamorphous drug–amino acid mixtures. Mol Pharm. 2015;12(7):2484–92.
Vasanthavada M, Tong W-Q, Joshi Y, Kislalioglu MS. Phase behavior of amorphous molecular dispersions II: role of hydrogen bonding in solid solubility and phase separation kinetics. Pharm Res. 2005;22(3):440–8.
Lenz E, Löbmann K, Rades T, Knop K, Kleinebudde P. Hot melt extrusion and spray drying of co-amorphous indomethacin-arginine with polymers. J Pharm Sci. 2017;106(1):302–12.
Crowley MM, Zhang F, Repka MA, Thumma S, Upadhye SB, Kumar Battu S, et al. Pharmaceutical applications of hot-melt extrusion: part I. Drug Dev Ind Pharm. 2008;33(9):909–26.
Acknowledgments and Disclosures
Lærke Arnfast, Johanna Aho and Jukka Rantanen acknowledge funding from the Danish Council for Independent Research (DFF), Technology and Production Sciences (FTP), project 12–126,515/0602-02670B.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
ESM 1
(DOCX 101 kb)
Rights and permissions
About this article

Cite this article
Arnfast, L., Kamruzzaman, M., Löbmann, K. et al. Melt Extrusion of High-Dose Co-Amorphous Drug-Drug Combinations. Pharm Res 34, 2689–2697 (2017). https://doi.org/10.1007/s11095-017-2254-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11095-017-2254-8