
Abstract
Purpose
To obtain quantitative information and mechanistic insight into the problem of sticking of acetylsalicylic acid tablets on a metallic punch.
Methods
Low voltage scanning electron microscopy was used to observe punch area coverage and morphology of adhered powder on a flat punch used for a limited number of compactions.
Results
Material accumulation in terms of area coverage of the punch per compaction cycle was determined at two pressures over five compactions. The distribution of the adhered material on the punch was non-uniform with more material left on the center of the punch. The sizes of the adhered particles range from 1 to 100 μm, with 50% of the punch surface coverage from particles of an equivalent diameter > 30 μm. Three types of adhered particles were identified after the first compaction: (a) fragments of initial particles with very high aspect ratio, (b) nearly equiaxed fragments with multiple cracks, (c) heavily deformed islands of low profile. Some preliminary ideas that explain these observations are presented and discussed.
Conclusions
The ability of SEM to provide quantitative information on sticking from few compactions presents an interesting possibility for a material sparing technique that provides insight on the propensity of sticking.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
A difficult problem commonly encountered during large scale tablet manufacturing is the propensity for adhesion of remnants of the compacted powder on the punch tooling, or sticking. This phenomenon occurs when minuscule amounts of one or more of the tablet material components (typically but not always the active pharmaceutical ingredient) adhere to the punch faces during compaction. The accumulation of material leads to loss of geometry definition and associated weight variation as well as tablet image problems. Related to sticking is picking, where “islands” of material transfer from regions on the tablet where a logo, letter, or design is present to the tooling faces. The detection of sticking in manufacturing usually occurs through visual inspection of a film formation on the punch face. Drastic actions are often necessary to correct for sticking problems such as tooling geometry modifications, cleaning and polishing of the punch surfaces, adjustment of compression pressures and speeds, addition of lubricants, and modification of blending processes (1–4). These approaches often result in a delay of the onset of sticking rather than a full solution of the issue and require trial-and-error experimentation. While there are many studies that attempt to quantify the propensity of sticking with various pharmaceutical formulations, most of them seek correlations with process or material parameters. A clear understanding of the exact physical mechanisms that lead to sticking is still elusive.
The purpose of this study is to provide experimental observations of the adhered material on the punches from the first few compactions. These observations were obtained using electron microscopy and allowed us to investigate the amount, morphology and deformation behavior of the crystals that remain on the punch after the tablets are ejected. Despite some inherent difficulties of this approach, the results presented here provide new physical insight on the problem of sticking. Because the information is obtained from a truly minimal amount of material, this approach has the desirable characteristic of being a material sparing technique.
Background
The compaction process exerts large forces on the powder contacts which in turn bring adjacent particle surfaces to proximity so that secondary bonding, including van der Waals and hydrogen bonding, can be established. The formation of such bonds may be inhibited by the presence of low energy species on particle interfaces (e.g., lubricants). A similar interaction exist between dissimilar materials (such as the compacted powder and the metal tools). In many cases, practical observations confirm that the adhesive forces between the tablet and tooling are weak and the compacted tablet separates without leaving any residue on the tools. In other cases, a slow accumulation of tablet residue occurs on the punches. The typical justification found in literature is that in this case “the adhesive forces are stronger than the cohesive forces”. Although the simplicity of this argument is appealing, it does not explain why only isolated islands of the material remain on the tools rather than the tablet essentially breaking in the middle as a result of the weak cohesive forces in the tablet. Furthermore it is difficult to reconcile it with the recently published experimental measurements of average adhesive stresses (5), which were nearly two orders of magnitude lower than the tablet strength. This and other similar questions indicate that a mechanistic understanding of sticking is missing.
Nevertheless, several techniques have been used to quantify sticking with variable success. They broadly fall into three categories:
-
1.
Direct measurements of the material deposited on the punch (i.e. High Performance Liquid Chromatography (HPLC) (6–8), photoelectron spectroscopy (1–4), removable tip (9–11)). HPLC, for example, can provide very specific information and identify the material and the mass that remains on the surface of the punch with excellent resolution and from any number of compactions. It is a very tedious process, when the accumulation of material is to be studied versus the number of compactions. It is essentially a “destructive” technique since the removal of the accumulated material for the measurement implies that the compaction sequence needs to be restarted from the first compaction. The removable tip technique relies on the presence of a tip in the punch that can be detached and weighed and then reused so that continuous measurement of the accumulating material can be achieved. The removable tip technique has an inferior resolution to that of HPLC, and does not provide chemical information. It is, however, a much more efficient procedure.
-
2.
Indirect measurements of sticking tendencies by measuring phenomena related in principle with sticking on the punch/tablet interface such as pull-off force (12–14), knock-off force (3,7,15–19), tablet surface roughness (1,20–24). These techniques are in general not well characterized. Some of them are not well understood and their usefulness is questionable at this point (e.g. pull-off force, knock-off force), as some publications indicate opposite behavior between sticking and the results of these techniques (7). The roughness based technique has two variants, one using a stylus and one based on image analysis. The latter is more preferable as it is non-contact and appears to be promising as an online detection technique (21).
-
3.
Adhesion measurements of single particles in “proxy” situations through use of centrifugal testing (25–27), direct separation (28), inertial detachment (29,30), and atomic force microscopy (8,31,32). Although these techniques have not been used specifically for sticking, they are of relevance. They may correlate adhesion on a surface under different conditions with the actual problem in hand. In most of these cases the conditions at which they are performed may not be representative of the actual compaction process.
From the techniques listed above, only HPLC and the removable tip offer clear and objective information. The former offers both chemical composition and mass of the deposited material, while the removable tip only provides the mass of the adhered material albeit with lower resolution. Conceptually it is possible to identify two phases in the evolution of the sticking phenomena during compaction. The first stage of sticking begins with a few particles adhering to the punch surface. In this stage, tablet fragments interact with the punch surface and the area of the coverage of the punch increases with number of compression cycles. A second stage occurs when the gradual build-up of material forms a film on the punch face with the type of adhesive interaction changing from punch-tablet to tablet-film, often occurring with compaction cycles in the 100 s. HPLC can detect and measure the presence of adhered material on the punch tip during both phases. The removable tip can provide easier relevant weight data but a considerable number of compactions may be required before a measurable amount of material can be detected. Neither of the two techniques offer detailed information about the microstructural characteristics of the deposited material.
SEM in principle, could provide additional information. To date, electron microscopy has only been used to detect which components of the formulation exist in the material deposited on the punch faces through EDS analysis (6). Direct observations of the adhered material are often hindered by charge accumulation in non-conducting specimens, sensitivity of low melting materials to conductive coatings in specimen preparation and beam damage during observation. Recently, high resolution SEM instruments with low beam voltage have improved the quality of morphological observations in low melting point materials without the need of a conductive coating. The goal of this paper is to utilize high resolution electron microscopy at low beam voltage with the dual goal of a) searching for a mechanistic understanding of sticking and b) potentially coupling the SEM results with analyses which may lead to discriminating sticking behavior between different formulations and process conditions. Acetylsalicylic acid was chosen for this study due to its commercial availability and its known propensity to exhibit sticking behavior (12).
Materials & Methods
Materials
Pure acetylsalicylic acid (ASA), molecular weight, M = 180.2 g/mol, manufactured by MP Biomedicals was purchased from Fisher Scientific and used as-received. It has a true density of 1.40 g/cm3 and the particle size distribution is characterized by D10 = 74 μm, D50 = 216 μm, D90 = 427 μm from dynamic light scattering measurements. Typical melting point for ASA is 135°C while it decomposes at 140°C (33).
ASA crystallizes in the monoclinic structure P21/c (Z = 4) with a = 11.186 Å, b = 6.540 Å, c = 11.217 Å, and β = 96.07° (see Fig. 1). The crystal structure consists of centrosymmetric dimers linked by a pair of hydrogen bonds between their carboxyl groups (34). The crystal shape varies and may be in the form of small prisms, thin and plate-shaped, or a needle-like morphology (35).

Methods
Compaction
Custom punch tooling with flat removable upper tips (9.525 mm diameter) were developed for sticking studies (Natoli Engineering, Missouri) following the idea proposed in (9). The design allows for easy removal of the upper punch tip in order to quickly transfer it to the scanning electron microscope (SEM) after each compaction cycle. Each punch tip was sonicated in isopropyl alcohol for five minutes and dried under ambient conditions for approximately 10 min prior to each compaction study. The removable flat tips weigh approximately 3.3 g each. The die was manually filled with powder to a die height of approximately 5/8 in. (15.875 mm). Tablets were compressed using the custom punches (see Fig. 2) in an Instron Universal Testing Machine (Model: 5800R) with a 25,000 kg load cell.

Photographs showing custom removable flat top punch (left) and the compaction set-up (right).
Several tablets were compressed at a variety of pressures ranging from 25–300 MPa using displacement control following a triangular profile with a speed of 0.2 mm/s for loading and 8.3 mm/s for unloading. This was done using a single action compaction where the bottom punch remained stationary while the upper punch with the removable tip moved. Tablet mass, thickness, and height were measured immediately after compaction. Tablets were then diametrically compressed to failure at a speed of 7.5 mm/s in a CT5 tabletop mechanical testing machine (Engineering Systems NOTTM) using a 500 kgf load cell. The maximum load at failure was recorded.
For the sticking study, tablets were compressed to either 50 or 150 MPa. After compression, the punch tip was then transferred to an air tight container containing desiccant to be transported to the SEM. This was repeated for each additional cycle. The transfer of samples and total imaging time was approximately 30–45 min.
Scanning Electron Microscopy
The as-received particles were examined in the SEM (Zeiss Supra 50VP FESEM) to document the morphology prior to the sticking study. For the sticking study, the punch tip was removed from the air tight container and carefully placed in the SEM. The face of the tip was examined at a low accelerating electron voltage, 1 kV, and under high vacuum, without any conductive coating. Each punch face was marked in 90 degree increments along the circumference using a permanent marker. A series of images were taken across the diameter of the punch face. The time for the SEM examination varied but was kept as short as possible, e.g., on the order of 5 min. Once imaging was complete, the punch tip was placed back into the air tight container to be transported back to the Instron for further compactions.
Image Processing & Analysis
Image analysis to extract information on surface coverage by the adhered material was carried out using MATLAB. Images were analyzed using the calculations of white and black pixels in segmented images.. Prior to the analysis, the images were cropped to exclude any visible distortions and image overlap. The grayscale SEM images were then converted to a binary image using the im2bw MATLAB function with a threshold control. The edges of the boundaries were also located using the bwboundaries function in MATLAB. This function traces the non-zero pixel boundary while filling any holes that may be present inside the boundary. The boundaries detected are then outlined to display the outer boundaries of the particles (see Fig. 3). The percent area covered (dark regions on SEM images) was calculated.

SEM image depicting tablet surface as-imaged (left) and after processing to show approximate edges of particles (right).
Results
Single Particle Morphology
The particles in the as-received powder exhibited a columnar morphology and the majority of the particles exhibited two large and flat dominant faces, labeled A (the surface with the largest aspect ratio) and B (the surface with the aspect ratio which is closest to one), (see Fig. 4. The as-received powders had features that appear to be cracks (arrows) present along both faces and as shown on Face B along with chipping near the edges of the crystal which is due to handling of the powders. No detailed characterization was carried out to identify these planes but it is presumed that either is one of the two dominant planes, (100) and (001) with the (100) plane being the largest area (type B) while the (001) plane being the area with the largest aspect ratio (type A) according to (35). It has been reported that the (100) plane is the dominant slip plane (36–38).

SEM images showing particles at various magnifications.
The tablet surface, as shown in Fig. 5, depicts a group of particles that have undergone plastic deformation in a tablet compacted to a relative density (RD) of 0.93. For example, particle A, has bent to accommodate the overall densification around it and it exhibits cracks along in the major axis of the particle. Some particles that undergo plastic deformation display a large curvature (particle B) around or alongside another particle. This is most likely due to local pinning of the particles during compaction with little to no rearrangement.

Photographs showing the original SEM images (left), and binary images showing the detected edges (right).
Compaction
The tensile strength, σ T , shown as a function of RD in Fig. 6, varies from 0.25–2.2 MPa. Based on this result, two compaction pressures at the lower and upper end of the tensile strengths were chosen for the sticking study. These are further referenced as 0.93 RD and 0.97 RD, achieved with a compaction pressure of 50 MPa and 150 MPa, respectively.

Breaking strength as a function of relative density.
Interaction of Adhered Material with the SEM Environment
Early observations of the adhered powder on the punch tip under the SEM lead to the conclusion that a gradual removal of the adhered material occurs during prolonged observation. This can be attributed to the interaction of the material with the high vacuum environment of the SEM chamber or the SEM electron beam. Local conditions (e.g., entrapped air, moisture, and temperature) may be altered by vacuum and beam-specimen interactions with resulting local stresses on the adhered material. These may in turn lead to the detachment of some particles from the punch surface and introduce a bias in the observations. Direct interaction of the electron beam with the material is also possible but was not severe enough to consider. Figure 7 shows the evolution of particles adhered on the punch at different times. Note that the exposure of this field of view to the beam is very limited (fraction of a minute per photograph) but the particles were continuously interacting with vacuum while other parts of the punch surface were being observed.

Reduction of area coverage of a particle fragment adhered on punch face due to prolonged exposure to vacuum in SEM.
In order to quantify the removal of the adhered material in the SEM, the time evolution of the deposited material was observed in several locations on a punch used to compact ASA tablets to 0.93 RD. The percent area loss after time is quantified by fitting an exponential decay. The exponential decay is the solution to a first order differential equation in which the rate of reduction of the area coverage is proportional to the area of the punch covered by adhered material, and shown in Eq. 1.
In eq. 1, A is the percent area covered at time t, A 0 is the initial percent area covered at t = 0, and τ is the characteristic time. The characteristic time for this material under SEM observations is ~1600 s. The complete imaging of a punch tip required 5–10 min. Based on the application of this equation as shown in Fig. 8, this would mean that while the first images obtained would be without any bias from the interaction with the SEM, the adhered material in the last of the photographs will exhibit a decrease of 15–30%. We believe that although some bias exists it is small and does not significantly affect the results presented here. This is discussed further during the presentation of the results.

Percent area covered as a function of time at two locations near the outer diameter of the punch surface for tablets compacted to 0.93 RD.
Discussion
Distribution of Particles on Punch Face
The sequences of composite (stitched) SEM images of the punch tip after sequential compactions are presented in Fig. 9(a) and (c) for the two relative densities, 0.93 RD and 0.97 RD, respectively. Figure 9(b) and (d) show the calculated area coverage along the diameter. The imaging of the punch tip started from one end of the diameter and continued to the other end. If the removal of the adhered material were substantial the graphs of Fig. 9(b) and (d) would be skewed. The fact that these distributions are reasonably symmetric verifies that the removal of the material by the SEM environment does not significantly affect our results.

(a) & (c) Photographs showing stitched SEM images of a punch tip surface used to compact tablets to 0.93 RD and 0.97 RD, respectively. From top to bottom after first (N = 1), second (N = 2), third (N = 3) and fourth (N = 4) compactions. (b) & (d) The plots at the bottom display the percent area covered for each location and compaction number for 0.93 and 0.97 RD, respectively. The crosshairs mark the center of the punch.
A visual inspection of these two figures confirms that less material remains adhered to the punch at the higher pressure and relative density. This result agrees with previous reports (12) as well as shop floor knowledge that increasing the compaction pressure for some materials reduces but may not fully mitigate sticking behavior for many materials (39), while for some others it does not help. It is worth noting here that despite the fact that the two relative densities are rather close to each other, a significant larger axial pressure is needed to obtain 0.97 RD (150 MPa) than 0.93 RD (50 MPa). Figure 6 shows that there is a sizable difference in tensile strength between the two conditions (0.5 MPa for 0.93 RD to 1.5 MPa for 0.97 RD). It is conceivable that the change of the sticking propensity related to the corresponding difference in tensile strength.
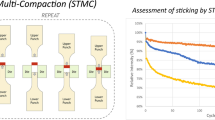
An increase of the area covered by the adhered material with the number of compaction cycles can be seen in Fig. 9. The rate of increase is lower for the tablets that were produced at a higher axial pressure and relative density (see Fig. 9). The overall area coverage on the punch is plotted against the number of compactions in Fig. 10. The difference in the rate of increase of the surface area coverage of the punch by adhered material is evident. These data also give us an opportunity to examine whether our observations have been affected by the material loss due to the interaction of the vacuum with the adhered material. When all data are considered (13 measurements for RD = 0.97 and 10 for RD = 0.93), the slopes of the regression lines are 0.8% ± 0.2% per cycle and 2.6% ± 0.2% per cycle, respectively. The number after the ± sign corresponds to the 95% confidence interval. If we only keep the results from compaction sequences in which the punch was scanned in the SEM not more than two times then the slopes become 1.0% ± 0.6% (9 measurements for RD = 0.97) and 2.6% ± 0.3% (6 measurements for RD = 0.93). This observation indirectly verifies that we were able to keep the time of examination in the SEM to a minimum well below the characteristic time of 1600 s, so that the results presented here are not substantially biased.

Variation of the area covered by adhered material versus the number of compaction cycles for two relative densities (filled circles = 0.93 RD, open circles 0.97 RD). The solid line is the least square fit of the data and the dashed lines represent the 95% interval of confidence.
Further examination of Fig. 9(a) and (c) revealed a non-uniform distribution of adhered material with more material left close to the center of the punch face for both RDs. This non-uniformity can be attributed to several possible factors. The densification of a flat face tablet is not uniform because of the presence of friction between the tablet and the tools. It is well known (40–42) that the corners of the tablet that are adjacent to the moving punch reach a higher relative density than the average relative density of the tablet. Wall friction opposes the downward motion of the top punch and results in a non-uniform stress distribution along the outer part of a cylindrical compact. The stresses are higher at the corner adjacent to the moving punch than the rest of the tablet. The normal stress on the flat tablet top surface also increases from the center to the periphery. An argument similar to the one used in the previous paragraph to justify the elevated level of sticking at lower average stress can be invoked, but this time at a local level. We can, therefore, attribute the variation of the adhered material along the face of the punch to the corresponding variation of the applied normal stress on that face. However, further work is required to fully accept this argument.
There are other potential reasons for the non-uniformity. The most important of them is the sequence of separation of the tablet from the punches (see Fig. 11). The common perception that the separation of the tablet from the punch is achieved at once is not correct. As the top punch retracts after the end of compaction, the load decreases and the tablet tends to expand axially. This axial expansion of the tablet is opposed by the friction with the die wall. As a result, the axial expansion in the center of the tablet is larger than that of the periphery. Therefore, the center of the tablet remains in contact with the punch while the process of separation is initiated at the outer periphery. The tablet at this point is subjected to a much lower load (albeit applied on a smaller area). The center part of the tablet surface is separated last as the punch retracts further. Therefore, the local conditions that are associated with sticking differ during this detachment process. The initial separation of the tablet occurs at a high stress and in the periphery of the tablet, which is an area with a higher relative density (and thus local strength). The punch finally is separated from the tablet at the center of the tablet face, which is an area of lower density and strength. If the macroscopic observation that higher density (and compaction pressure) is associated with reduced sticking for ASA, can be applied at a local level along the radius of the tablet surface in contact with the punch, the variation of the adhered material on the punch may be at least conceptually rationalized.

Sequence of separation of punch from the tablet during unloading. The presence of wall friction dictates that this process begins at the periphery of the punch face and continuous towards the center. The fine vertical lines above the center of the tablet indicate the contact area in each instant.
Finally, it is possible that local sticking conditions may be affected by micromotions of the material in contact with the punch parallel to its surface during the compaction. On a macroscopic view, the material in contact with the punch appears to be restricted with respect to radial motion because it is constrained by the die. However, as discussed above, the local densification is higher at the corners of the compact adjacent to the top punch than under the center of the punch (40–42). This differential densification induces micromotions parallel to the punch surface. These micromotions may potentially contribute to the non-uniform distribution of the adhered material.
In addition to the evolution of the overall punch surface coverage by the adhered material, it is important to observe the evolution of sticking at specific locations as the number of compactions increases. Figure 12 shows the same location of the punch surface as observed in the SEM after 2, 3 and 4 compactions for both levels of relative density produced (Fig. 13(a) RD = 93% and 13(b) RD = 97%, respectively). To facilitate the understanding of the sticking process, on each of these photos, we overlay the outlines, shown in red, of particles observed on the punch on the previous compaction (N = 1, 2, and 3, respectively). The increase of the surface area coverage with the number of compaction cycles is clear in Fig. 12. It is also visually evident that some material loss has occurred due to the interaction with the SEM vacuum. For example, islands of adhered material (e.g. the one marked ‘A’ in Fig. 12) have shrank nearly uniformly around their perimeter (see Fig. 7). At the same time, there are islands like the ones marked by ‘B’, much larger than the ones observed to partially shrink, which completely disappear in a single compaction cycle. We believe that some are removed mechanically during compaction, due to local radial motions. This observation indicates that sticking is not a purely monotonic procedure but there is a competition between material accumulation and material removal.

SEM composite images of the same location on the punch after N = 1, 2,3, and 4 compactions. The outline of the adhered particles from the previous compaction is overlaid on each image to facilitate the observation of the evolution of the sticking phenomenon. (a) RD = 0.93, and (b) RD = 0.97.

(a) Initial particles, (b) tablet surface and (c) punch surface with adhered material in the same scale.
To better appreciate the lengths scales involved, we compare in Fig. 13 the starting powder, the tablet surface, and the punch surface with the adhered material after one compaction (N = 1) at the same magnification. The distribution of sizes of the adhered material ranges from a few microns to 100 μm. Image processing of an area of ~4 mm2 indicated that 50% of the surface coverage is due to particles of an equivalent diameter greater than approximately 30 μm.
A detailed examination of the morphology of the material adhered to the punch after the first compaction reveals that there are mainly three types of particles (see Fig. 14). Some particles (Type I) are very elongated and occasionally sharp. Their long dimension is >30 μm and they often have sharp ends. Their characteristics are a clear indication that these are the result of fragmentation of initial particles. A larger number of adhered particles exhibit clear signs of a combination of deformation and fragmentation (Type II). They contain numerous and wide cracks that are usually at larger angles with respect to the punch surface. They have a broad range of sizes from 1 to 100 μm. The larger ones are fewer but contribute to the percent of area covered due to their size. Many of these particles appear to have a ridged surface that reflects multiple fractures along a family of weak planes. In both cases (Types I and II) local fragmentation appears to be an integral part of the sticking process. A third type of adhered material (Type III) is identified in particles that may have been pressed onto the punch face under a larger particle. They appear to be flattened and their thickness diminishes toward their outer contour. It is presumed that these maybe particles present in the initial material.

SEM photographs showing a summary of the particle types detected on punch faces. Note: Solid bar is 10 μm.
The observations presented above provide some first order ideas for a mechanistic understanding of sticking. These concepts are shown schematically in Fig. 15. A possible scenario for Type I and II particles (Fig. 15(a)) is when the corners of some ASA particles are subjected to loads that lead to high local stresses. This is possible for ASA particles in contact with the punch at an oblique angle. This configuration presents a limited contact area due to the prismatic shape and results in high local stresses. To accommodate the imposed deformation, the corners of these particles can fragment, aided by cleavage along their weakest planes and localized deformation. The detachment of fragments from the tablet is aided by the distributed damage around these contacts and can be achieved by even moderate adhesion to the surface. Another possibility (Fig. 15(b)) is that small particles are “trapped” under larger ones and because of the size difference are subjected to larger stresses and become “flattened” upon loading (Fig. 14, i.e. Type III). From a mechanics point of view, detachment is difficult as the flattened particle is almost engulfed by the larger neighboring one. High local adhesion to the die and/or local small cohesion with the neighboring larger particles are conditions for separation of these particles from the tablet on unloading. Although it is premature to claim that these are generic, fully verified mechanisms behind sticking, they are consistent with many of the visual observations made here for ASA.

Potential mechanism of the interaction between fragmentation and sticking.
Conclusion
In this work, we employed low voltage scanning electron microscopy to observe and quantify the adhesion of ASA powders on the punches during a small number of compaction cycles. The important results are summarized below:
-
From a very small number of compactions (flat face tablets), we extracted a rate of sticking in terms of percent area coverage of the punch per compaction cycle using SEM images that allowed us to differentiate the sticking tendencies at two different pressures
-
It was observed that the distribution of the adhered material is not uniform but has a maximum at the center of the punch. Potential explanations of this observations include the non-uniform densification of the tablet due to frictional interaction between tools and tablet, and the gradual separation process of the tablet from the punch during unloading that leads to an initial separation at the periphery of the punch and then progressively towards the center.
-
Following individual particles at the same location on the punch over a sequence of sequential compaction, we concluded that there is removal of adhered material during compaction at the same time with further deposition.
-
A first order schematic explanation of the potential mechanisms of sticking in ASA was presented.
-
Beyond some elements of mechanistic understanding presented here, we believe that the quantification of the adhered material during a very small number of compactions (N < 5) can provide an interesting, truly material sparing technique for the assessment of sticking risk.
Overall we believe that the results presented here indicate that the thinking about sticking needs to be expanded to include the role of defects. Defects may be pores, weakly bonded contacts or incompletely densified local fragments (with the two last ones being the result of the statistical nature of the geometry and stress distribution). We believe that sticking is the result of crack propagation along a path that alternates between areas of punch/tablet interface (clear areas) and areas within the tablet (where adhered material is left on the punch). The evolution of the separation is affected by the presence of defects that occur close to the punch/tablet interface. Increase in strength implies that such local microcracks (defects) are reduced or eliminated, and the corresponding adhered material on the punch is reduced.
Abbreviations
- ASA:
-
Acetylsalicylic acid
- HPLC:
-
High performance liquid chromatography
- RD:
-
Relative density
- SEM:
-
Scanning electron microscopy
References
Roberts M, Ford JL, MacLeod GS, Fell JT, Smith GW, Rowe PH. Effects of surface roughness and chrome plating of punch tips on the sticking tendencies of model ibuprofen formulations. J Pharm Pharmacol. 2003;55(9):1223–8.
Roberts M, Ford JL, MacLeod GS, Fell JT, Smith GW, Rowe PH, et al. Effect of punch tip geometry and embossment on the punch tip adherence of a model ibuprofen formulation. J Pharm Pharmacol. 2004;56(7):947–50.
Uchimoto T, Iwao Y, Yamamoto T, Sawaguchi K, Moriuchi T, Noguchi S, et al. Newly developed surface modification punches treated with alloying techniques reduce sticking during the manufacture of ibuprofen tablets. Int J Pharm. 2013;441(1–2):128–34.
Roberts M, Ford JL, MacLeod GS, Fell JT, Smith GW, Rowe PH, et al. Effect of lubricant type and concentration on the punch tip adherence of model ibuprofen formulations. J Pharm Pharmacol. 2004;56(3):299–305.
Swaminathan S, Ramey B, Hilden J, Wassgren C. Characterizing the powder punch-face adhesive interaction during the unloading phase of powder compaction. Powder Technol. 2017;315:410–21.
McDermott TS, Farrenkopf J, Hlinak A, Neilly JP, Sauer D. A material sparing method for quantitatively measuring tablet sticking. Powder Technol. 2011;212(1):240–52.
Saniocki I, Sakmann A, Leopold CS. How suitable is the measurement of take-off forces for detection of sticking during direct compression of various ibuprofen tablet formulations? Pharm Dev Technol. 2013;18(1):257–65.
Wang Z, Shah UV, Olusanmi D, Narang AS, Hussain MA, Gamble JF, et al. Measuring the sticking of mefenamic acid powders on stainless steel surface. Int J Pharm. 2015;496(2):407–13.
Mullarney MP, MacDonald BC, Hutchins A. Assessing tablet-sticking propensity by weighing accumulated powder on a removable punch tip. Pharm Technol. 2012:57–62.
Paul S, Taylor LJ, Murphy B, Krzyzaniak J, Dawson N, Mullarney MP, et al. Mechanism and kinetics of punch sticking of pharmaceuticals. J Pharm Sci. 2017;106(1):151–8.
Paul S, Taylor LJ, Murphy B, Krzyzaniak JF, Dawson N, Mullarney MP, et al. Powder properties and compaction parameters that influence punch sticking propensity of pharmaceuticals. Int J Pharm. 2017;521(1–2):374–83.
Waimer F, Krumme M, Danz P, Tenter U, Schmidt PC. A novel method for the detection of sticking of tablets. Pharm Dev Technol. 1999;4(3):359–67.
Waimer F, Krumme M, Danz P, Tenter U, Schmidt PC. The influence of engravings on the sticking of tablets. Investigations with an instrumented upper punch. Pharm Dev Technol. 1999;4(3):369–75.
Goodhart FW, Mayorga G, Ninger FC. Measurement of lower punch pulldown force and its significance. J Pharm Sci. 1969;58(2):248–51.
Danjo K, Kojima S, Chen CY, Sunada H, Otsuka A. Effect of water content on sticking during compression. Chem Pharm Bull. 1997;45(4):706–9.
Kakimi K, Niwa T, Danjo K. Influence of compression pressure and velocity on tablet sticking. Chem Pharm Bull. 2010;58(12):1565–8.
Mitrevej KT, Augsburger LL. Adhesion of tablets in a rotary tablet press II: effects of blending time, running time, and lubricant concentration. Drug Dev Ind Pharm. 1982;8(2):237–82.
Mitrovej A, Augsburger LL. Adhesion of tablets in a rotary tablet press I: instrumentation and preliminary study of adhesion variables affecting adhesion. Drug Dev Ind Pharm. 1980;6(4):331–77.
Schmidt VPC, Steffens KJ, Knebel G. A simple method for the registration of physical parameters during tabletting 3rd Comm. Quantitative evaluation of sticking of tablets. Pharm Ind. 1983;45(8):800–5.
Badal Tejedor M, Nordgren N, Schuleit M, Rutland MW, Millqvist-Fureby A. Tablet mechanics depend on nano and micro scale adhesion, lubrication and structure. Int J Pharm. 2015;486(1–2):315–23.
Mollereau G, Mazel V, Busignies V, Tchoreloff P, Mouveaux F, Riviere P. Image analysis quantification of sticking and picking events of pharmaceutical powders compressed on a rotary tablet press simulator. Pharm Res. 2013;30(9):2303–14.
Sendall FEJ, Staniforth JN. A study of powder adhesion to metal surface during compression of effervescent pharmaceutical tablets. J Pharm Pharmacol. 1986;38:489–93.
Simmons DM, Gierer DS. A material sparing test to predict punch sticking during formulation development. Drug Dev Ind Pharm. 2012;38(9):1054–60.
Toyoshima K, Yasumura M, Ohnishi N, Ueda Y. Quantitative evaluation of tablet sticking by surface roughness measurement. Int J Pharm. 1988;46:211–5.
Booth SW, Newton JM. Experimental investigation of adhesion between powders and surfaces. J Pharm Pharmacol. 1987;39(9):679–84.
Podczeck F, Newton JM, James MB. Adhesion and friction between powders and polymer or aluminum surfaces determined by a centrifuge technique. Powder Technol. 1995;83:201–9.
Thomas MC, Beaudoin SP. An enhanced centrifuge-based approach to powder characterization: particle size and Hamaker constant determination. Powder Technol. 2015;286:412–9.
Shimada Y, Yonezawa Y, Sunada H. Measurement and evaluation of the adhesive force between particles by the direct separation method. J Pharm Sci. 2003;92(3):560–8.
Wanka S, Kappl M, Wolkenhauer M, Butt HJ. Measuring adhesion forces in powder collectives by inertial detachment. Langmuir. 2013;29(52):16075–83.
Zafar U, Hare C, Hassanpour A, Ghadiri M. Drop test: a new method to measure the particle adhesion force. Powder Technol. 2014;264:236–41.
Lee J. Intrinsic adhesion force of lubricants to steel surface. J Pharm Sci. 2004;93(9):2310–8.
Waknis V, Chu E, Schlam R, Sidorenko A, Badawy S, Yin S, et al. Molecular basis of crystal morphology-dependent adhesion behavior of mefenamic acid during tableting. Pharm Res. 2014;31(1):160–72.
Compound Summary for CID 2244 [Internet]. National Center for Biotechnology Information. [cited May 12, 2017]. Available from: https://pubchem.ncbi.nlm.nih.gov/compound/2244.
Wilson CC. Interesting proton behaviour in molecular structures. Variable temperature neutron diffraction and ab initio study of acetylsalicylic acid: characterising librational motions and comparing protons in different hydrogen bonding potentials. New J Chem. 2002;26(12):1733–9.
Meenan P. Crystal Morphology Predictive Techniques To Characterize Crystal Habit: Application to Aspirin (C9H8O4). 1997;667:2–17.
Olusanmi D, Roberts KJ, Ghadiri M, Ding Y. The breakage behaviour of aspirin under quasi-static indentation and single particle impact loading: effect of crystallographic anisotropy. Int J Pharm. 2011;411(1–2):49–63.
Pedersen S, Kristensen HG. Change in crystal density of acetylsalicylic acid during compaction. STP Pharma Sciences. 1994;4(3):201–6.
Varughese S, Kiran MSRN, Solanko KA, Bond AD, Ramamurty U, Desiraju GR. Interaction anisotropy and shear instability of aspirin polymorphs established by nanoindentation. Chem Sci. 2011;2(11):2236.
Tousey MD. Sticking and picking: some causes and remedies. Tablets and capsules 2003.
Eiliazadeh B, Briscoe BJ, Sheng Y, Pitt K. Investigating density distributions for tablets of different geometry during the compaction of pharmaceuticals. Part Sci Technol. 2003;21(4):303–16.
Sinha T, Bharadwaj R, Curtis JS, Hancock BC, Wassgren C. Finite element analysis of pharmaceutical tablet compaction using a density dependent material plasticity model. Powder Technol. 202(1–3):46–54.
Train D. An investigation into the compaction of powders. J Pharm Pharmacol. 1956;8(1):745–61.
ACKNOWLEDGMENTS AND DISCLOSURES
1. Natoli Engineering Company, Inc.
2. U.S. Department of Education GAANN Fellowship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tsosie, H., Thomas, J., Strong, J. et al. Scanning Electron Microscope Observations of Powder Sticking on Punches during a Limited Number (N < 5) of Compactions of Acetylsalicylic Acid. Pharm Res 34, 2012–2024 (2017). https://doi.org/10.1007/s11095-017-2186-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11095-017-2186-3