
Abstract
The state-of-the-art on arc welding research is considered, with unresolved questions and future directions highlighted. Both diagnostics and modelling are discussed. The focus is on the arc plasma, and its interactions with the electrode and workpiece, in tungsten–inert-gas and metal–inert-gas welding. Areas in which the need for further work is identified include development of techniques to measure current density distributions, calculation of the distribution of different gasses in the arc plasma (for example vapours of different metallic elements when welding alloys), computational methods for modelling metal transfer, and treatments of the sheath regions. It is shown that a thorough understanding of the arc is important in welding research and development. For example, reliable calculation of the heat flux to the workpiece requires the interactions between the arc and electrodes to be considered. Computational models of welding that take into account these interactions can already predict the shape and depth of the weld pool. Extensions of these methods would enable the determination of important properties of the welded metal, such as microstructure, residual stress and distortion, raising the possibility of the development of a “virtual manufacturing” capability.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Arc welding is fundamentally concerned with joining metals. Indeed, the great majority of arc welding research is directed towards the properties of the metals—for example, changes to the microstructure and development of residual stresses as a consequence of the heating and cooling that occurs during the welding process. In this article, however, my focus is on the arc plasma, although it extends to the influence of the arc plasma on the metal.
The first question to be considered is whether the arc plasma is in fact worthy of attention. The answer, from today’s perspective, is an unequivocal ‘yes’. But if the same question had been asked 20, even 10, years ago, the answer would have been heavily qualified.
Initial studies of the arc plasma were largely determined by what was possible at the time. This in most instances meant that the object of study was a free-burning arc in pure argon, typically between a conical tungsten cathode, doped with a rare-earth oxide such as thoria, and a flat water-cooled copper anode. The configuration is, apart from the water cooling, appropriate to tungsten–inert-gas (TIG) welding. It was chosen because the electrodes do not melt, so there is negligible contamination of the arc from metal vapour, and because it is possible to form a steady arc whose parameters are essentially constant in time. The preferred diagnostic was emission spectroscopy, and the parameter that was usually measured was the arc temperature.
In assessing the value of such measurements, it is interesting to quote from a paper presented by Thomas Eagar of MIT in 1989 [1]:
“If asked to develop a sensor to control the arc welding process, a physicist will quickly decide that one can use spectroscopy to measure the temperature of the arc. While this is in fact true, the fatal flaw in this reasoning is the assumption that the temperature of the welding arc has a primary effect on the process – it does not … the bulk of the heat to the anode from an electric arc is due to the flow of current into the metal … only 20% of the heat is carried by conduction from the hot gases … Nonetheless, many people still concern themselves with measurement of the temperature of welding arcs.”
So were the measurements of arc temperature worthless? At the time, in terms of their direct relevance to the melting of the metal in arc welding, they were to a large extent. But viewed as a step towards today’s capabilities, in both measurement and modelling of arc welding, much less so. The measurements were critical in developing diagnostic capabilities, in obtaining an understanding of arc physics, and in validating the computational models of the time. It is not difficult to trace the evolution of the measurements and models of the 1980s and 1990s to those of today, which, as stated above and set out below, unequivocally demonstrate the importance of the arc.
I will start by briefly describing the arc welding techniques of interest to this article. I will then consider diagnostics and modelling separately. In each case, I will discuss the state of the art, and point out unresolved questions and future directions for research. Finally, I will return to the question of the importance to arc welding of studying the properties of the arc.
Arc Welding Techniques
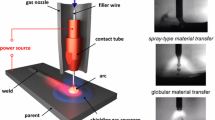
Arc welding has many variants; the reader is referred to books such as those by Lancaster [2] and Norrish [3] for detailed descriptions. Here I focus on the two types that are most widely considered in the plasma science literature, tungsten–inert-gas (TIG) welding (also known as gas–tungsten arc welding or GTAW) and metal–inert-gas (MIG) or metal–active-gas (MAG) welding (the latter two being also known collectively as gas–metal arc welding, or GMAW). Schematics of these two types of welding are shown in Fig. 1.

Schematic showing a TIG and b MIG/MAG welding. From [4]. © IOP Publishing. Reproduced by permission of IOP Publishing. All rights reserved
I will, for the most part, use standard welding nomenclature, in which the upper electrode is referred to simply as the ‘electrode’, and the lower electrode—the metal pieces that are welded together—is referred to as the workpiece. The molten region of the workpiece is called the weld pool. Only when the polarity is relevant will I refer to the electrodes as the cathode and the anode.
In TIG welding, the electrode is usually the cathode, and is a cylinder of tungsten, sharpened to a conical tip. The tungsten is usually doped with a rare-earth element such as thorium or lanthanum to reduce the work function, thus decreasing the temperature at which thermionic emission of electrons can occur. TIG welding has been extensively studied by plasma researchers, since it is a relatively simple process. By water cooling the workpiece, as noted above, it is possible to produce a free-burning arc that is stable over periods of tens of minutes (this being limited only by the gradual erosion of the tip of the electrode) with negligible metal vapour contamination, simplifying both measurements and modelling. Standard shielding gases are argon, helium and argon–helium mixtures; small quantities of hydrogen are sometimes added.
MIG/MAG welding is much more widely used industrially, but is a significantly more complex process, and only recently has it been studied widely by plasma researchers. The electrode in this case is usually the anode, and is a metal wire. The tip of the wire melts, forming droplets of liquid metal that pass through the arc to the weld pool. The wire is continuously fed to replace the molten tip. In MIG welding, the shielding gas is usually argon; in MAG welding, an ‘active’ gas, either oxygen or carbon dioxide, is added to the argon; pure CO2 is also used. In addition to the formation of droplets, which means that the arc is not steady-state, large amounts of metal vapour are formed from the tip of the electrode, so even in MIG welding, the arc is not in a pure gas. The presence of droplets means that the top of the weld pool is not even approximately flat, and further that the arc must be continuously translated with respect to the workpiece; this is of course the case in all real arc welding processes, but in scientific investigations of TIG welding, a stationary arc can be used.
There are other types of arc welding that are used for different purposes. For example, plasma arc welding is similar to TIG welding, but uses an additional gas flow around the shielding gas, giving a highly focussed arc that leads to deep weld pools, often forming a ‘keyhole’—a narrow hole in the workpiece. Submerged arc welding and flux-cored arc welding both use flux materials to protect the workpiece from the atmosphere; in the submerged arc welding, the arc is struck beneath a covering layer of granular flux, while in flux-cored arc welding, the flux is contained within the wire electrode. Several tandem welding processes, in which two electrodes are used together, and hybrid processes, in which for example an arc is coupled with a laser, have also been developed. However, as noted above, the focus here is on TIG and MIG/MAG welding, which feature most strongly in the plasma science literature.
Diagnostics
Arc Temperature
For a long time, diagnostics of the arc in arc welding have been focussed, as Eagar noted, on measuring the arc temperature. Eager was correct to insist that this has little value as an approach for controlling the welding process, since the current density is much more important in determining the distribution of the heat transfer to the workpiece. Nevertheless, temperature measurements have proved invaluable in benchmarking computational models of arc welding. As will be discussed in the Section entitled “Current Density and Heat Flux”, it has not yet been possible to measure current density in MIG/MAG arcs, and measurements in TIG arcs require special set ups. Further, the temperature distribution in the arc is closely coupled to the current density distribution through the electrical conductivity, so accurate temperature profiles allow calculation of the current density distribution. If the boundary region between the arc plasma and the workpiece is treated correctly, then a model that predicts temperatures and current densities will also predict the energy transferred to the workpiece.
The two main methods for measuring the temperature and species densities of the arc are emission spectroscopy and laser scattering. The former is relatively simple and inexpensive, but has the disadvantage that it is not a local measurement—the emission from the arc is measured along a line. For a radially-symmetric arc, this can be dealt with by taking measurements along a number of parallel lines and performing an Abel inversion. In the absence of radial symmetry, more complicated tomographic approaches are required. A further problem is that, for most emission spectroscopy methods, it is necessary to assume LTE to obtain a temperature. This is reasonable in the central regions of the arc, but substantial deviations can occur close to the electrodes and in the fringes of the arc. Stark broadening can be used to determine electron densities, but this relies on accurate data for the Stark width [5].
Several laser scattering approaches can be used. All have the advantage that they measure the properties at a point (defined by the intersection of the laser beam and the measurement axis). Thomson scattering (scattering from free electrons) allows, in principle, the temperature and densities of both electrons and ions to be determined. However, unless the laser power density is maintained at a low level, the electrons are heated [6], so the signal-to-noise ratio is typically low. Measurement of the ion properties requires very sophisticated equipment, since the bandwidth of the laser beam has to be very narrow to resolve the ion feature [7]. Other approaches, in which the spectrum of scattered light is not resolved, have been used successfully to measure heavy-species temperatures [8].
Optical diagnostics of MIG/MAG welding arcs are more difficult than those of TIG arcs. The presence of droplets, and the consequent rapid variation of the arc properties, mean that time-dependent measurements are necessary. Further, the increase in height of the weld pool means that the arc must be moving with respect to the workpiece, or a special arrangement such a hole in the workpiece centre must be introduced. Fortunately, at typical welding speeds, the arc is usually approximately axisymmetric, so that an Abel transform can be used for spectroscopic measurements.
Metal Vapour
Spectroscopic measurements played a critical role in the recognition of the importance of metal vapour in welding arcs, particularly in MIG arcs. In these arcs, large amounts of vapour are produced from the tip of the electrode, and the strong downwards convection in the arc ensures that metal vapour mass fractions are of order 50 % in the arc centre. Several authors [5, 9, 10] have reported two dramatic effects caused by the metal vapour—a very significant decrease in arc temperature throughout the arc, and the presence of a local temperature minimum on the arc axis. This has important ramifications for the welding process, since it reduces the transfer of heat to the workpiece, leading to a shallower weld [11]. The main reason for the decreased temperature is the strong radiative emission from metal vapour.
Recent laser-scattering measurements of an arc with aluminium electrodes have confirmed the overall temperature decrease, but did not show a local temperature minimum [12]. A comparison between measured temperature distributions for iron and aluminium electrodes is shown in Fig. 2. The absence of a local temperature minimum on axis for aluminium electrodes can be explained in terms of the lower radiative emission coefficient of aluminium vapour, compared to that of iron vapour, leading to a weaker cooling of the arc core [11]. Nevertheless, the results underline the desirability of a confirmation of the existence of a local temperature minimum on the arc axis for iron electrodes. Two candidates are laser scattering measurements of electron or ion temperature, and measurements of the current density distribution at the workpiece. Iron vapour is optically thick at the laser wavelength used for the laser-scattering measurements of the arc with aluminium electrodes (532 nm), so it will be necessary to find a suitable laser for measurements in a wavelength range not dominated by iron lines. Current density measurements will be considered in the next subsection.

Measured temperature distributions in MIG arcs with aluminium electrodes and iron electrodes. The aluminium data are from laser scattering measurements for an arc current of 400 A and at a vertical position 5.5 mm above the workpiece [12], and the iron data are from emission spectroscopy measurements, for an arc current of 326 A and at a vertical position 6 mm above the workpiece [9]
Current Density and Heat Flux
Current density is, as pointed out by Eagar in the quotation reproduced in the introduction, a critical parameter in determining the heat transfer to the workpiece. In the case of MIG arcs with steel electrodes, it is predicted that the occurrence of a local temperature minimum on axis will also lead to a local minimum of the current density [13], so measurements of the current density distribution at the workpiece could be used to confirm the presence of the local temperature minimum. However, there have been no reported measurements of current density distributions in MIG arcs. A split-anode method, in which the workpiece is split into two parts by an air gap, has been developed for TIG arcs [14, 15]; this is shown schematically in Fig. 3. By measuring the current through each half as the arc is translated across the gap, and using an Abel transform, the radial distribution of current density can be obtained. This approach is not applicable for MIG/MAG arcs, since the droplets quickly bridge the gap unless it is too large to give useful measurements.

Schematic showing the principle of the split-anode method: a set-up, b representation of the currents measured in each side of the anode as the arc is moved. From [15]. © IOP Publishing. Reproduced by permission of IOP Publishing. All rights reserved
Measurements of the heat flux distribution in the workpiece have also been performed using the split-anode method in the case of TIG arcs [14]. The unsuitability of the split-anode method to MIG/MAG arcs is not as large a problem in this case, since alternative methods have been developed; for example, thermocouples arranged on the surface of or within the workpiece can be used, in association with inverse calculations, to determine temperature distributions and the heat flux [16]. Nevertheless, the accumulation of droplets on the workpiece that occurs if the electrode is not moved along the workpiece means that measurements will be unrealistic, since the arc length will decrease rapidly.
The Electrode, Workpiece and Droplets
Measurements of the properties of the metal (the electrode, workpiece and, in MIG/MAG welding, the droplets) are of great importance in understanding the arc welding process, and in benchmarking models. All such measurements are complicated by the strong radiation from the arc. Several approaches have been developed to deal with this [17]. Shadowgraph techniques using laser illumination can be used to visualize droplet detachment and passage through the arc. Surface temperatures of the electrode, droplets and weld pool can be measured using two-colour pyrometry, although this is limited to low currents, when the arc is less bright. A method has been developed for TIG arcs in which the arc radiation is measured spectroscopically, and subtracted from the radiation emitted by the electrode [18]. The arc can also be interrupted and electrode temperatures then measured since the plasma species cool much more rapidly than the metal.
Measurements of the electrode and workpiece properties can be made using a stationary arc for TIG welding. For MIG/MAG welding, a stationary arc can also be maintained by using a donut-shaped workpiece to avoid build-up of the reinforcement region, with the droplets passing through the central hole [17]. However, this approach is clearly not appropriate when measuring weld pool properties, so for MIG/MAG weld pool measurements, the arc and electrode must be moved with respect to the workpiece, complicating the alignment of optical systems. Further, both the arc radiation and any illumination used are reflected from the weld pool and workpiece surface.
Nevertheless, methods have been developed that provide information on the surface temperature and the shape of the weld pool. For example, by synchronizing the shutter of a fast CCD camera with pulsed laser illumination, and by using a narrow-band filter with pass band centred on the laser wavelength, time-resolved measurements of the shape of the weld pool reinforcement were possible in fast MIG welding [19]. The extent of the weld pool surface, and of the keyhole, formed in plasma arc welding were measured using a fast CCD camera equipped with a narrow-band filter with pass band in the near infrared [20]. The shape of the bottom of the weld pool has been obtained using techniques that cast out the molten metal, for example using a jet of argon gas to blow out the metal [17], or by tipping out the metal [21]. Profiles of this interface obtained using the former method are shown in Fig. 4, together with profiles of the top of the weld pool obtained by laser scanning.

Profiles of the interfaces between the weld pool and the solid workpiece, obtained by blowing out the liquid metal, and the weld pool and the arc, for MIG welding of iron with different wire feed rates. Both profiles were obtained by a laser triangulation scanner. The average arc current is increased from 91 to 215 A as the wire feed rate increases from 2 to 6 m min−1. From [17]. © IOP Publishing. Reproduced by permission of IOP Publishing. All rights reserved
The techniques noted above are only a sample of the many ingenious approaches that have been developed. Continuing improvements in charge-coupled device (CCD) sensor technology will allow more rapid measurements with increasing spatial resolution and dynamic range. Ideally, researchers will develop methods that allow simultaneous measurement of electrode, droplet, arc and weld pool properties, so giving a true dynamic picture of arc welding.
Modelling
Twenty years ago, arc modelling and welding modelling were essentially separate subjects—arc models considered the arc, with the electrode and workpiece included as boundary conditions, while welding models considered the workpiece, with the arc included as a boundary condition. Today, the most complete models include the electrode, arc and workpiece self-consistently.
Modelling of a welding arc requires the solution of coupled equations of fluid dynamics and electrodynamics, as for other thermal plasmas. The flow can be treated as incompressible and laminar, since both the Mach number and Reynolds number are low. It is usual to assume local thermodynamic equilibrium (LTE), although some approaches dispense with this assumption.
Most of the difficulties in the models arise from the interactions between the arc and the electrode and workpiece. These include vaporization of the wire and workpiece, the formation of droplets in the case of MIG/MAG welding, the deformation of the weld pool surface, and treatment of the boundary regions between the arc and the wire and workpiece.
Metal Vapour
An outstanding success has been the development of models of the production and transport of metal vapour in welding arcs [4]. These have provided evidence to support the experimental observations of a local temperature minimum in the centre of MIG welding arcs, and the substantial overall temperature decrease in such arcs. Further, they have explained these effects in terms of the increased radiative emission from the metal vapour component, and the strong flux of relatively-cold vapour into the arc plasma. A further effect, important in both MIG and TIG arcs, is the extension to lower temperatures of the electrically-conducting regions of the arc, due to the lower ionization energy of metal atoms. This leads to an expansion of the conducting region of the arc, and therefore a decrease in the current density. Since, as noted in the “Introduction” Section, and discussed further in the Section entitled “Arc–Electrode Sheaths”, most of the heat flux to the workpiece is due to the flow of current, this causes a decreased heat flux density to the workpiece, and therefore a shallower weld pool.
An important simplification that has been made in almost all cases is that the vapour is composed of one metal only. In reality, the electrode and the workpiece are made of alloys, and different components of the alloys can have very different vapour pressures. In aluminium alloys, for example, magnesium has a much higher vapour pressure than aluminium. It has been observed that, even for aluminium electrodes containing a few percent magnesium, MIG arcs are dominated by magnesium vapour. The case of stainless steel, in which manganese is much more volatile than chromium or iron, was addressed in a non-self-consistent manner by calculating the production and transport of manganese, chromium and iron separately in TIG welding of stainless steel, but the interaction of the different vapours was not considered in determining the diffusion coefficients [22]. The most accurate approach for modelling the diffusion of a vapour in an arc is the combined diffusion coefficient method; this has recently been extended to mixtures of three gases [23]. This opens up the possibility of self-consistent modelling of the production and mixing of two different metal vapours in a MIG or TIG arc. The extension of the combined diffusion method to four gases is straightforward, so three metal vapours would also be feasible.
Droplets
Droplets are of critical importance in MIG welding, since they transport mass, energy and momentum to the weld pool. The mass transport leads to the reinforcement of the weld, and can change the weld pool composition if the wire is composed of a different alloy from the workpiece. The energy and momentum transported by the droplets lead to a hotter and deeper weld pool. The most accurate approach for modelling droplets is the volume-of-fluids method, which allows the full ‘life history’ of droplets, including their formation, detachment from the wire electrode, and entry into the weld pool, to be tracked. Results of a volume-of-fluids calculation, showing good agreement between predicted and measured droplet shapes, are shown in Fig. 5. This method is, however, difficult to implement and requires long computing times, since the maximum time step cannot be greater than the time taken for the metal boundary to cross one mesh element.

Droplet shapes at four different times during a period of decreasing arc current immediately following a 420 A pulse. The shapes were calculated using the volume-of-fluids method (top four graphs), and are compared with measured droplet shapes (outlined in red in the lower four graphs), for MIG welding with an iron electrode and argon shielding gas. The calculated arc temperatures are also shown in the top four graphs. The four times correspond to arc currents of 390, 160, 150 and 55 A, respectively. The axis scales are in mm, with the region shown in each figure being 20 mm horizontally by 10 mm vertically. From [24]. © IOP Publishing. Reproduced by permission of IOP Publishing. All rights reserved (Color figure online)
Computational time can be saved by calculating the droplet shape using a two-dimensional axisymmetric geometry [24], or by limiting the coupling of the arc and droplet models [25]. Nevertheless, the calculations are still numerically-demanding.
This has led to the development of less accurate methods, for example based on the PSI-cell (particle source in cell) approach [26, 27], which can be used in steady-state calculations. In this approach, the influence of the droplets on the arc and weld pool are averaged over time and over the cross-sectional area of the droplet path. This is a much simpler and faster approach, but does not taken into account the large changes in arc properties as a droplet is formed, detaches and passes through the arc. Similarly, splashing of liquid metal in the weld pool cannot be calculated.
Clearly there is a demand for methods in which time-dependence is taken into account, but which are computationally faster than the volume-of-fluids approach. One interesting approach uses experimental images of the electrode and droplet as the basis the calculations. Good results have been obtained, and recently the method has been extended to include the shape of the reinforcement, although this is based on measurements of the solid metal after welding has taken place, owing to the difficulty in imaging the reinforcement during the welding process [28].
Short-circuit transfer, in which the droplets intermittently form a liquid metal bridge between the electrode and workpiece, presents a further challenge. This mode of transfer is widely used in welding of steel. The arc is periodically extinguished and then reignited, which means that treatment of the arc becomes much more complicated, since the plasma will be strongly non-thermal while the arc is being established. Further, the very large variations in plasma properties during a cycle means that time-averaged treatments are unlikely to be reliable.
Weld Pool Surface Deformation
Deformation of the weld pool surface is usually ignored in modelling of TIG welding, but must be considered in MIG welding, since it determines the arc attachment point and the depth of the weld. Similarly to droplets, the volume-of-fluids approach is the most accurate, but other approaches have been adopted because they are computationally less-intensive and can be used in steady-state calculations. The ‘equilibrium surface’ method, in which the surface tension is balanced against forces associated with the arc pressure and droplet pressure, and buoyancy in the molten metal, under the assumption that the surface shape has reached an equilibrium, has been very successful in steady-state simulations of the weld pool surface profile [11, 29]. The approach has also been applied in time-dependent models, although without any analysis of the validity of the equilibrium assumption.
Arc–Electrode Sheaths
The treatment of the anode and cathode sheaths is critical in modelling of arc welding. The sheaths are defined here as the regions separating the anode or cathode from the arc column, and are usually divided into two parts—the very narrow (~10 nm) space-charge sheath, in which charge neutrality is not observed, and the broader (~100 µm) two-temperature sheath, in which charge neutrality is observed, but the electron temperature is significantly greater than the heavy-species temperature.
Two main approaches to treating the sheath region have been adopted. The first, and by far the most common, is to neglect a detailed treatment of the sheath in the model, but to use an understanding of the processes in the sheath to develop expressions for the heat flux at the boundary between the arc and workpiece; the heat flux is of course critical in determining shape and depth of the weld pool. The second approach is to include a detailed treatment of the sheath within the model. In discussing these approaches, I will consider the anode and cathode sheaths in turn.
In the case of the anode, the heat flux due to thermal conduction is calculated directly, but an expression for the heat transfer due to electron condensation into the anode is also required. Different expressions have been given in the literature, although they are generally similar. The largest heating term is electron condensation j e φ w , where j e is the electron current density and φ w is the work function of the metal. This demonstrates the importance of an accurate current density calculation when determining the heat flux to the anode.
The main difficulty that arises in modelling the anode region is that the temperature in the sheath is below that at which an LTE plasma is ionized. This means that the electrical conductivity is zero, so that the charge continuity cannot be maintained. Different methods have been used to circumvent this problem, some of which avoid modelling the sheath region, and some of which include a detailed treatment of the sheath. For example, the “LTE–diffusion” method [30] requires choosing the first mesh point in the plasma in the arc column outside the sheath region, thus avoiding the sheath completely. An alternative approach takes into account diffusion of electrons from the arc column into the sheath region, requiring an electron continuity equation to be solved within the sheath [31]. The two methods give very similar results for arc temperature distributions and heat flux to the anode for an argon TIG arc [30], demonstrating the value of the simple LTE–diffusion method in arc welding modelling. However, the influence of metal vapour, and of molecular gases, for which the anode attachment region may be much more constricted than for a pure argon arc, have not been taken into account. Therefore, without more thorough investigation, the LTE–diffusion method should be regarded as a useful tool for argon arcs rather than as an accurate approach for all types of arc.
The case of the cathode sheath is more controversial. For the cathode, a distinction has to be made between refractory materials, such as tungsten, which do not vaporize until very high temperatures and can therefore emit substantial current densities by thermionic emission, and other materials, such as steel and aluminium. The thermionic current density is given by Richardson’s equation \(j_{e} = AT^{2} \exp \left( {{{ - e\phi_{w} } \mathord{\left/ {\vphantom {{ - e\phi_{w} } {k_{B} T}}} \right. \kern-0pt} {k_{B} T}}} \right)\); for work functions ϕ w of 4 eV, as is typical for metals, temperatures of over 3500 K are required to reach the current densities of 100 A mm−2 observed at arc cathodes. Tungsten is molten at such temperatures; the addition of a rare-earth element reduces the work function to around 2.5 eV, allowing the required current density to be produced at a temperature below the melting point. The boiling points of iron and aluminium, respectively 3140 and 2790 K, are much lower, and well below the temperatures required for thermionic emission to account for the required current density. The physics of the emission process is in this case less clear. The standard explanation is thermo-field emission—a combination of high temperature and high electric field [32]. However, electron densities corresponding to pressures of several bar are required to give the observed current density [33]. This may be feasible if the electron emission is from spots on the cathode, as occurs in vacuum arcs; cathode spots are frequently observed in MIG/MAG welding. An alternative mechanism is emission due to the interaction of excited atoms with the cathode [33].
As a consequence of the relatively-poor understanding of the non-thermionic cathode sheath, there is no well-established approach to modelling the sheath. Since the workpiece in MIG/MAG welding is usually a non-thermionic cathode, an expression is however required for the heat transfer to the cathode by the electric current. A reasonable expression is j(V c − φ w ), where j is the current density and V c is the cathode sheath voltage, which takes into account the sheath voltage, which accelerates ions, and the cooling due to electron emission. In applying this expression, the measured sheath voltage, of order 15 V for most metals [34], is used.
For thermionic cathodes, as occur in TIG welding, there is again a strong cooling term j e φ w due to the emission of the electrons, but sheath voltages are lower. Nevertheless, the cathode reaches temperatures of around 3000 K. The mechanism for this heating is controversial, with two distinct approaches having been developed, one neglecting and one including a detailed sheath model.
In the first approach, the heating is mainly due to the ion flux from the arc. The ion heating can be calculated by determining the total current density j from the current continuity equation and j e from Richardson’s equation, and using (j − j e )φ i , where φ i is the ionization potential of the shielding gas [35]. In the second approach, the heating is due to the energy flux generated in the sheath adjacent to the cathode, with this energy being transported both to the arc column and the cathode [36].
Both approaches have been applied in models of the arc. In the first approach, LTE is generally assumed, while in the second, a two-temperature treatment is necessary, since the sheath is a critical component of the model, being responsible for transport of power to both the electrode and the arc column. Two main two-temperature models have been developed; in that of Baeva et al. [37], deviations from ionization equilibrium (i.e., from local chemical equilibrium) are also taken into account in both the sheath and arc column, while in that of Benilov et al. [38], deviations from ionization equilibrium are only considered in the sheath. The two-temperature models were compared recently [36], and shown to give similar results in the arc column.
There are significant differences in arc properties obtained using the two approaches. The first approach does not predict the sheath voltage drop, but gives arc column temperatures in good agreement with measurements. The second approach predicts a large voltage drop in the cathode sheath, and a relatively low voltage drop in the arc column. The dependence of total arc voltage on current is similar to measurements, but the predicted temperatures in the arc column, at least within a few mm of the cathode, are lower than measured values. The discrepancy in temperatures can be seen in Fig. 6, which compares temperatures predicted by the two-temperature models of Benilov and Baeva with published laser-scattering measurements in argon TIG arcs [39]. Baeva and Uhrlandt [40] have subsequently shown that higher temperatures in the arc column near the cathode can be obtained by artificially placing a restriction on the cathode attachment region of the arc.

There is clearly a need for a new approach that predicts both the cathode sheath voltage and arc temperature distributions accurately. Such an approach would have to include deviations from LTE and local chemical equilibrium, both in the sheath regions and in the fringes of the arc. In the meantime, the first approach seems acceptable from the point of view of predicting heat transfer to the workpiece, since it gives predictions of arc temperature distributions in accordance with measurements, and can thus be expected to allow heat and current transfer to the workpiece to be reliably predicted.
A factor that has not been considered in models of the sheath region is the influence of metal vapour. This is a point that requires investigation, since the presence of metal vapour is expected to affect many parameters that influence the sheath, such as the ionization potential of the shielding gas and the transport of electrons. Moreover, it has been demonstrated experimentally that the production of metal vapour influence arc attachment to both cathodes [41, 42] and anodes [43].
Virtual Manufacturing
Computational models of arc welding are now capable of predicting the weld pool depth and shape for a wide range of welding parameters. The models are therefore useful for the development of weld schedules for components of different dimensions, and are being adopted for this purpose by industry.
As well as predicting the weld pool properties, such models also calculate the thermal history (i.e., the time-dependence of temperature) throughout the workpiece as the arc moves along the weld seam. Figure 7 shows a weld cross section, indicating the fusion zone (the region that was molten) and heat-affected zones, and the thermal history at different positions in the workpiece, for a lap fillet weld of aluminium sheets.

Calculated weld cross-section, showing a fusion zone and heat-affected zones, and b thermal histories for different vertical positions in the lower sheet at x = 0. The results are for 95 A arc current, two 3 mm AA5754 sheets in lap fillet weld geometry, and an AA4043 wire with work angle 60° from the horizontal
Important properties of the weld, including the residual stress and consequent distortion, and the microstructure of the welded metal, are determined by the thermal history of the workpiece. The localized heating and the non-uniform cooling that occur during welding lead to complex residual stress distributions, and to unwanted distortion and deformation of the welded metal. These effects can lead to significant, and potentially severe, reductions in performance and reliability. There is a vast literature on residual stress and distortion; the reader is referred to, for example, the book edited by Feng [44].
The microstructure of the welded metal is also strongly affected by the heating and cooling associated with arc welding. In the fusion zone, a mixture of wire and workpiece alloys is formed, while the heating and cooling of the heat-affected zone can lead to solid-state phase transformations, and therefore changes in the microstructure of the workpiece alloy. The microstructure can affect the thermomechanical properties, and therefore the residual stress. Further, it can be used to predict the likely behaviour of the welded structure under loads.
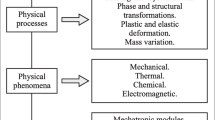
Commercially-available finite element models are widely used to calculate these properties. In such models, the arc is considered as a heat source, either a two-dimensional source on the surface of the workpiece, or as a three-dimensional source within the workpiece. A typical example of a three-dimensional heat source is shown in Fig. 8. The ellipsoidal heat source has a number of free parameters, including the radii of the ellipsoid and a coupling factor, which have to be determined by fitting the predicted temperatures in the workpiece to thermocouple measurements of temperature. Such an approach requires an experiment to be performed for each set of welding parameters investigated.

a The physical processes involved in the welding process, which are taken into account in state-of-the-art models that couple the arc and the weld pool; b a ellipsoidal moving heat source, and the physical processes, that included in typical finite element models used to predict residual stress and distortion. Reprinted from [45], with permission from Elsevier
Models of arc welding that include the arc and workpiece in the computational domain allow the physical processes illustrated in Fig. 8a to be explicitly taken into account in predicting the thermal history, with no free parameters to be determined. Thus, experiments are not required to ‘calibrate’ the model for a particular set of conditions (although of course, as with any model, thorough benchmarking is required during its development).
The concept of “virtual manufacturing”, whereby all important properties of the weld (such as weld depth and shape, microstructure and residual stress and distortion) are predicted using a computer without recourse to experimental trials, is therefore within reach. Significant work will be required to couple an arc welding model to a residual stress and deformation model; one difficulty is that calculations of arc properties traditionally use computational fluid dynamics, whereas stress calculations use finite element techniques. However, it would typically be reasonable to decouple the models, since the mechanical work is insignificant compared to the thermal heat input [45], meaning that the stress calculations do not affect the thermal history. An exception would be if the predicted distortion were large enough to alter the interaction between the arc and workpiece.
Conclusions
The past few years have seen significant advances in both diagnostics and modelling of arc welding. Measurements of arc temperature in the presence of metal vapour, and of the properties of the electrode, droplets and weld pool, have dramatically improved our understanding of the arc welding process. Computational models that include the arc can now predict properties of the electrode, droplets and weld pool, as well as those of the arc. Of particular relevance to the industrial application of welding models is the ability to predict weld pool geometries, and thermal histories through the workpiece.
Future Requirements
Despite the progress that has been made, there is much to be done before we can claim a thorough understanding of the arc and its role in arc welding. I have discussed several such areas that require further investigation, which I summarize below.
-
Development of methods for the measurement of current density and heat flux distributions for MIG/MAG arcs; such measurements are critical for benchmarking computational models and understanding the energy transfer;
-
Confirmation (for example by laser scattering) of spectroscopic measurements of the local temperature minimum caused by metal vapour in MIG/MAG arcs;
-
Development of techniques to simultaneously measure the properties of the electrode, droplets, weld pool and arc, to allow welding dynamics to be tracked with time;
-
Models treating diffusion of multiple gases, such as vapours from different alloy components;
-
Fast and reliable modelling treatments of droplets and weld pool deformation;
-
Modelling treatments of the periodic extinction and reignition of the arc in short-circuit transfer;
-
A better understanding of the sheath, and methods of integrating the sheath into arc models; in particular:
-
Extensions of simple treatments analogous to the “LTE–diffusion” approach that can be used reliably for shielding gases other than pure argon and when metal vapour is present;
-
An understanding of the non-thermionic cathode sheath;
-
A resolution of the different approaches used for thermionic cathode sheaths;
-
A detailed understanding of the influence of metal vapour on the sheath.
-
These are of course only examples; as with any area of research, there are countless potentially fruitful directions that can be taken.
Is the Arc Worth Studying?
I began this article with quotes from Eagar questioning the usefulness of measuring arc temperature in order to control the arc welding process. In the limited context of process control, Eagar is correct. But in the broader context of understanding, improving and applying arc welding, study of the arc plasma, including the temperature, is critical.
The arc plasma is of such importance because of its interactions with the electrode and workpiece. The factor that makes it impossible to consider the arc merely as a heat source is that these interactions are two-way—the arc, of course, affects the electrode and workpiece, but the electrode and workpiece also affect the arc. For example, the shape of the weld pool surface affects the location of the arc attachment, which then affects the current density and heat flux at the weld pool surface. As a second example, the metal vapour produced from the electrode tip and the weld pool affect the arc temperature and current density distribution, which in turn affect the current density and heat flux at the weld pool surface. Clearly, it is not possible to take such effects into account without a thorough understanding of the arc plasma and its properties. And only by considering the two-way interactions between the arc and the workpiece and electrode is it possible to develop a computational model that can reliably predict the heat flux to the workpiece, and therefore the weld depth and geometry.
Computational models of arc welding that do consider the arc have now reached the level where they can be used to predict weld depths and geometries. This means that manufacturers are making use of such models, in conjunction with experimental trials, to develop weld schedules for production. As I have pointed out, there is great potential to combine such computational models with models that predict important properties of the welded metal, such as residual stress and deformation and microstructure. If this can be done successfully, the concept of “virtual manufacturing” will become a reality. For this potential to be fully realized, however, it is not enough to work on integrating existing models; it is important that our understanding of the arc is improved. The future directions for research that I have outlined in this article are examples of approaches that will be helpful.
References
Eagar TW (1990) An iconoclast’s view of the physics of welding—rethinking old ideas. In: David SA, Vitek JM (eds) 2nd international conference on trends in welding research, Gatlinburg, Tennessee, 1989. ASM International, Materials Park, OH, USA, pp 341–346
Lancaster JF (ed) (1986) The physics of welding, 2nd edn. Pergamon, Oxford
Norrish J (ed) (1992) Advanced welding processes. Institute of Physics Publishing, Bristol
Murphy AB (2010) The effects of metal vapour in arc welding. J Phys D Appl Phys 43(43):434001
Valensi F, Pellerin S, Boutaghane A, Dzierzega K, Zielinska S, Pellerin N, Briand F (2010) Plasma diagnostics in gas metal arc welding by optical emission spectroscopy. J Phys D Appl Phys 43(43):434002
Murphy AB (2002) Electron heating in the measurement of electron temperature by Thomson scattering: are thermal plasmas thermal? Phys Rev Lett 89(2):025002
Snyder SC, Bentley RE (1996) A measurement of axial velocity and temperature in a free-burning arc using Thomson scattering. J Phys D Appl Phys 29(12):3045–3049
Murphy AB, Farmer AJD, Haidar J (1992) Laser-scattering measurements of temperature profiles of a free-burning arc. Appl Phys Lett 60(11):1304–1306
Zielinska S, Musiol K, Dzierzega K, Pellerin S, Valensi F, de Izarra C, Briand F (2007) Investigations of GMAW plasma by optical emission spectroscopy. Plasma Sources Sci Technol 16(4):832–838
Rouffet ME, Wendt M, Goett G, Kozakov R, Schoepp H, Weltmann KD, Uhrlandt D (2010) Spectroscopic investigation of the high-current phase of a pulsed GMAW process. J Phys D Appl Phys 43(43):434003
Murphy AB (2013) Influence of metal vapour on arc temperatures in gas–metal arc welding: convection versus radiation. J Phys D Appl Phys 46(22):224004
Kühn-Kauffeldt M, Marqués J-L, Schein J (2015) Thomson scattering diagnostics of steady state and pulsed welding processes without and with metal vapor. J Phys D Appl Phys 48(1):012001
Kozakov R, Gött G, Schöpp H, Uhrlandt D, Schnick M, Hässler M, Füssel U, Rose S (2013) Spatial structure of the arc in a pulsed GMAW process. J Phys D Appl Phys 46(22):224001
Nestor OH (1962) Heat intensity and current density distributions at the anode of high current, inert gas arcs. J Appl Phys 33(5):1638–1648
Vilarinho LO, Fanara C (2004) A modified split-anode detector for the study of the anode region of atmospheric pressure arc plasmas. Meas Sci Technol 15(1):67–74
Gonzalez JJ, Freton P, Masquère M (2007) Experimental quantification in thermal plasma medium of the heat flux transferred to an anode material. J Phys D Appl Phys 40(18):5602–5611
Siewert E, Schein J, Forster G (2014) Determination of enthalpy, temperature, surface tension and geometry of the material transfer in PGMAW for the system argon–iron. J Phys D Appl Phys 46(22):224008
Haidar J, Farmer AJD (1993) A method for the measurement of the cathode surface temperature for a high current free burning arc. Rev Sci Instrum 64(2):542–547
Wu CS, Zhong LM, Gao JQ (2009) Visualization of hump formation in high-speed gas metal arc welding. Meas Sci Technol 20(11):115702
Zhang G, Wu CS, Liu X (2015) Single vision system for simultaneous observation of keyhole and weld pool in plasma arc welding. J Mater Process Technol 215(1):71–78
Wahab MA, Painter MJ, Davies MH (1998) The prediction of the temperature distribution and weld pool geometry in the gas metal arc welding process. J Mater Process Technol 77(1–3):233–239
Yamamoto K, Tanaka M, Tashiro S, Nakata K, Yamamoto E, Yamazaki K, Suzuki K, Murphy AB, Lowke JJ (2009) Numerical simulation of diffusion of multiple metal vapours in a TIG arc plasma for welding of stainless steel. Weld World 53(7–8):R166–R170
Zhang XN, Murphy AB, Li HP, Xia WD (2014) Combined diffusion coefficients for a mixture of three ionized gases. Plasma Sources Sci Technol 23(6):065044
Hertel M, Spille-Kohoff A, Füssel U, Schnick M (2013) Numerical simulation of droplet detachment in pulsed gas–metal arc welding including the influence of metal vapour. J Phys D Appl Phys 46(22):224003
Hertel M, Füssel U, Schnick M (2014) Numerical simulation of the plasma–MIG process—interactions of the arcs, droplet detachment and weld pool formation. Weld World 58(1):85–92
Crowe CT, Sharma MP, Stock DE (1977) The particle-source-in cell (PSI-CELL) model for gas-droplet flows. J Fluid Eng 99(2):325–332
Murphy AB (2013) Influence of droplets in gas–metal arc welding—a new modelling approach, and application to welding of aluminium. Sci Technol Weld Join 18(1):32–37
Jäckel S, Hertel M, Füssel U, Rose S (2014) Three-dimensional modelling of the GMAW process using time-dependent electrode shapes from experimental observations. In: Visual-JW2014 PCo (ed) International symposium on visualization in joining & welding science through advanced measurements and simulation, Osaka, 26–28 November 2014. Joining and Welding Research Institute, Osaka University, Osaka, pp 11–12
Kim J-W, Na S-J (1995) A study on the effect of contact tube-to-workpiece distance on weld pool shape in gas metal arc welding. Weld J 74(5):141s–152s
Lowke JJ, Tanaka M (2006) ‘LTE-diffusion approximation’ for arc calculations. J Phys D Appl Phys 39(16):3634–3643
Sansonnens L, Haidar J, Lowke JJ (2000) Prediction of properties of free burning arcs including effects of ambipolar diffusion. J Phys D Appl Phys 33(2):148–157
Coulombe S, Meunier J-L (1997) Thermo-field emission: a comparative study. J Phys D Appl Phys 30(5):776–780
Lowke JJ, Tanaka M The physics of non-thermionic cathodes of electric arcs. In: Jones JE (ed) Proceedings of 17th international conference on gas discharges and their applications, Cardiff, UK, 7–12 September 2008, pp 137–140
Yokomizu Y, Matsumura T, Sun WY, Lowke JJ (1998) Electrode sheath voltages for helium arcs between non-thermionic electrodes of iron, copper and titanium. J Phys D Appl Phys 31(7):880–883
Lowke JJ, Morrow R, Haidar J (1997) A simplified unified theory of arcs and their electrodes. J Phys D Appl Phys 30(14):2033–2042
Baeva M, Uhrlandt D, Benilov MS, Cunha MD (2013) Comparing two non-equilibrium approaches to modelling of a free-burning arc. Plasma Sources Sci Technol 22(6):065017
Baeva M, Kozakov R, Gorkachov S, Uhrlandt D (2012) Two-temperature chemically non-equilibrium modelling of transferred arcs. Plasma Sources Sci Technol 21(5):055027
Benilov MS, Benilova LG, Li H-P, Wu G-Q (2012) Sheath and arc-columns voltages in high-pressure arc discharges. J Phys D Appl Phys 45(35):355201
Murphy AB (1994) Laser-scattering temperature measurement of a free-burning arc in nitrogen. J Phys D Appl Phys 27(7):1492–1498
Baeva M, Uhrlandt D (2013) Plasma chemistry in the free-burning Ar arc. J Phys D Appl Phys 46(32):325202
Mentel J (1977) The influence of vaporization upon the roots of a high current arc. I. Different forms of vaporization in the arc roots. Appl Phys 14(3):269–276
Mentel J (1978) The influence of vaporization upon the roots of a high current arc. III. Determination of the vapour temperature by molecular spectroscopy and conclusions concerning the arc-root instability. Appl Phys 15(2):179–183
Tanaka M, Heberlein JVR, Watanabe T (2009) Initiation of anode material evaporation in a transferred arc device. In: von Keudell A, Winter J (eds) 19th international symposium on plasma chemistry, Bochum, Germany, 26–31 July 2009, paper P1.1.19
Feng Z (ed) (2005) Processes and mechanisms of welding residual stress and distortion. Woodhead, Cambridge
Muránsky O, Smith MC, Bendeich PJ, Holden TM, Luzin V, Martins RV, Edwards L (2012) Comprehensive numerical analysis of a three-pass bead-in-slot weld and its critical validation using neutron and synchrotron diffraction residual stress measurements. Int J Sol Struct 49(9):1045–1062
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Murphy, A.B. A Perspective on Arc Welding Research: The Importance of the Arc, Unresolved Questions and Future Directions. Plasma Chem Plasma Process 35, 471–489 (2015). https://doi.org/10.1007/s11090-015-9620-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11090-015-9620-2