
Abstract
Spark plasma sintering (SPS) enables the manufacturing of TiAl alloys with an exceptional combination of low density and mechanical properties such as acceptable ductility at room temperature and high strength at high temperature. However, TiAl alloys are known to exhibit low oxidation resistance above 700 °C. The oxidation of a Ti–48Al–2W–0.1B (at. %) processed by SPS was investigated at 800 °C. Coupons were oxidized in air and in Ar-21O2 (vol%), in isothermal and cyclic tests. In air, the alloy formed a mixture of Ti and Al oxides, but oxidation was slower than typically observed for W-free alloys. The oxide scale and underlying alloy were characterized by X-ray diffraction and electron microscopy in order to examine the beneficial role of W in the oxidation resistance. The main constituents of the reaction product after reaction in air may be described as follows (from gas to alloy): TiO2/porous Al2O3/TiO2 + Al2O3/TiN + Al2O3 + W/TiAl2 + W/TiAl. Close examination suggests that the relatively good oxidation resistance of the alloy is related to W doping of TiO2 in the mixed Al2O3 + TiO2 layer. The alloy formed an Al-rich oxide scale with much slower kinetics in Ar-21O2, confirming the detrimental role of N in the oxidation process.
Graphic Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Titanium aluminides have attracted interest in the industry thanks to the combination of low density (about half that of Ni-based superalloys) and high-temperature strength. Alloys based on γ-TiAl are now implemented for structural applications at 550–750 °C in the new generations of turbo engines. Improvements in high-temperature mechanical properties are being pursued based on alloying additions and modifications to the processing conditions, aimed at obtaining specific microstructures. The IRIS alloy (Innovative manufacturing Route for Intermetallic alloys by spark plasma net Shaping) results from such an effort: it contains W and B additions (Ti–48Al–2W–0.1B at%) and has a near-lamellar microstructure obtained via the powder metallurgy (PM) + spark plasma sintering (SPS) route [1]. Specifically, PM processing helps eliminate the macro-segregations and reduce the solidification texture, while the short densification cycle of SPS was used to limit microstructure coarsening. The processing conditions were optimized to obtain a good balance between several microstructural features and offer the best compromise in mechanical properties. This was achieved through indirect particle strengthening (grain size, dislocation substructure, etc.) rather than through precipitation hardening or solid solution strengthening. In particular, lamellar α2/γ colonies provide high-temperature resistance, while γ bands surrounding the colonies help maintain room temperature ductility.
One current limitation to the use of γ-TiAl alloys in high-temperature applications such as turbine blades is their poor oxidation resistance above 700 °C. Indeed, instead of a continuous and dense α-Al2O3 layer, which would provide an effective protection, γ-TiAl alloys tend to grow mixed oxide layers resulting from the competitive oxidation of Ti and Al [2]. Additions of W, Mo or Nb have been observed to improve the oxidation resistance by decreasing the growth rate of the mixed Al2O3 + TiO2 layer [3]. This paper aims at studying the oxidation behavior of the IRIS alloy at 800 °C, with a focus on the role of W.
Materials and Methods
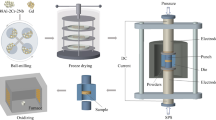
SPS densification was performed at PNF2 (Plateforme Nationale de Frittage Flash/CNRS in Toulouse, France) on a Sumitomo Dr Sinter 2080 machine. The temperature was measured by an external pyrometer at the outer wall of the die. The sample temperature was calibrated based on the β transus temperature to take into account thermal gradients in the molds. The heating rate was set to 100 K min−1 at the beginning and then reduced to 25 K min−1 for 3 min to avoid overshooting. The pressure rate was 25 MPa min−1. The diameter and height of densified samples were 36 mm and 8 mm, respectively. The dwell temperature and pressure to obtain a lamellar structure were 1315 °C at the outer wall of the die (estimated temperature at the sample core: 1375 °C) and 50 MPa for 2 min. The alloy powder was made by gas atomization and obtained from Allegheny Technologies Incorporated (Pittsburgh, PA, USA).
The densified samples were cut into cylindrical (11 mm in diameter and 2 mm thick) or cuboid shape (10 × 15 × 3 mm3) by electrical discharge machining for isothermal and cyclic oxidation, respectively, and ground with SiC paper up to a P800 grit finish. The edges of the cuboid samples were beveled to reduce stress build-up in the oxide during thermal cycling.
Isothermal oxidation was carried out in a Setaram Setsys Evolution equipped with a thermogravimetric analysis (TGA) module, operated at 800 °C with a gas flow of 30 ml/min. The samples were hung by a platinum wire. The TGA experiments were conducted in synthetic air and in Ar-21 vol. % O2 for 100 h. The air test was duplicated to verify the repeatability, and a third air test was carried out for 240 h to reach the steady state (see “Isothermal Oxidation in Air” section).
Cyclic oxidation was conducted in a horizontal furnace for 1000 cycles in laboratory air. Each cycle consisted of a period of 70 min at 800 °C and 210 s at ambient temperature (the total duration at 800 °C is 1167 h). The sample, placed in an alumina tray, was slowly introduced and quickly removed from the hot zone of the furnace to avoid tensile thermal stress. The sample was removed, weighed and photographed every few cycles initially, and every 50 cycles thereafter.
After oxidation, the sample surfaces were analyzed by X-ray diffraction (XRD, PANalytical Empyrean diffractometer). Metallographic cross sections were then prepared and analyzed by scanning electron microscopy (SEM). Chemical compositions were measured by energy-dispersive X-ray spectrometry (EDS), while crystallographic information was obtained by electron backscatter diffraction (EBSD). All of these experiments were performed in a FEG-SEM Zeiss Merlin with an EBSD system (TSL instrumentation software and Nordiff detector) and EDS system (SAMx software and SDD detector). A thin foil was prepared from the cyclic oxidation sample by focused ion beam (FIB) milling on a DualBeam FIB-SEM Thermo Fisher Helios 660 and was then analyzed by scanning/transmission electron microscopy (S/TEM) on a STEM Zeiss Libra 200 for high-angle annular dark field (HAADF) imaging, EDS and a TEM Thermo Fisher CM20 for bright field imaging.
Experimental Results
As-Prepared Microstructure
The microstructure of the IRIS alloy is composed of α2/γ lamellar grains, with a γ band and W-rich β0 precipitates at the grain boundaries, as shown in Fig. 1 (α2, γ and β0 refer to the D019 compound based on Ti3Al, the L10 compound based on TiAl and the B2 compound based on TiAl, respectively). An XRD pattern is shown in Fig. 2. The average sizes of α2/γ grains and γ band are 50 µm and 5–10 µm, respectively, whereas β0 precipitates are up to 5 µm in length. The width of the α2 and γ lamellae is 150–200 nm on average and the volume fraction of α2 is about 15%. Details on the formation mechanism of the microstructure can be found in Ref. [4].

SEM micrograph of as-prepared IRIS alloy showing the lamellar α2/γ grains, with a γ band and β0 precipitates at the grain boundaries

XRD patterns measured on the IRIS alloy in the as-prepared state and after 100-h oxidation in air and in Ar-21O2 at 800 °C
Isothermal Oxidation in Air
The isothermal oxidation kinetics measured in air at 800 °C are shown in Fig. 3. The three tests performed in air gave consistent results. The mass gain reached after 100 h is 0.4 mg cm-2. In comparison, the mass gains measured after 100 h in air at 800 °C are about 0.9 mg cm-2 for the TNM alloy (Ti–43.5Al–4Nb–1Mo–0.1B, in at. %) [5] and 1.2 mg cm-2 for the GE alloy (Ti–48Al–2Cr–2Nb, in at. %) [6]. The oxidation kinetics of the IRIS alloy in air first exhibit a linear stage for about 15 h, followed by a transition stage, and eventually reach a parabolic stage after about 100 h (Fig. 3). The parabolic rate constant is determined by fitting Eq. 1 to the TGA data,
where \(\Delta m\) is the mass gain per area at time t, and a, b and c are constants; the parabolic constant is \(k_{\text{p}} = 1/c\) [7]. This led to a value of \(k_{\text{p}} = 8 \times 10^{ - 14}\) g2 cm−4 s−1 in the [100 h, 240 h] time range, which is about a factor of 10 lower than values reported for TiAl-W alloys in air at 800 °C in the review by Fergus [8]. It is noted that Fergus found that a kp of about 10−13 g2 cm−4 s−1 was representative of long-term oxidation protection.

Thermogravimetric analysis of the IRIS alloy at 800 °C in air and Ar-21O2
An XRD pattern obtained from one of the specimens oxidized 100 h in air is shown together with that recorded in the as-prepared state in Fig. 2. The main identified phases, in addition to γ-TiAl, are TiO2-rutile, α-Al2O3, TiAl2, TiN and a cubic phase that will be referred to as bcc-W (which may contain some Ti). Possible additional phases are Ti2AlN and α2-Ti3Al. The XRD results were used together with SEM-EDS analysis of the cross section to determine the constitution of the oxide scale.
A cross-sectional micrograph of the same specimen is shown in Fig. 4. The outer part of the scale is composed of a thin and continuous layer of TiO2. Underneath lies a porous Al2O3 layer, followed by a thick layer composed of TiO2 and Al2O3 particles. A two-phase layer around 0.5 µm thick and composed of alternate TiN and Al2O3 is present at the metal/oxide interface. A layer with composition close to TiAl2 is observed below the scale.

SEM micrograph in backscattered electron mode (BSE) of the IRIS alloy after 100-h oxidation in air at 800 °C. a Overview of the oxidation products; b detailed view of the alloy/scale interface
In addition, W-rich particles are present in the lower part of the scale (in the TiO2 + Al2O3, TiN + Al2O3 and TiAl2 layers). These precipitates are coarser than the α2 lamella in the base alloy. However, as seen in Fig. 4, they are aligned with the lamellar colonies. This microstructure suggests that the scale be divided into an inward-growing lower part and an outward-growing upper part, as discussed subsequently.
In summary, the sequence of layers observed in the IRIS alloy oxidized 100 h at 800 °C in air is as follows (from gas to alloy): TiO2/porous Al2O3/TiO2 + Al2O3/TiN + Al2O3 + W/TiAl2 + W/TiAl.
Cyclic Oxidation in Air
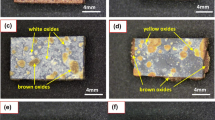
The mass gains recorded during cyclic oxidation in air at 800 °C are plotted in Fig. 5, where the results of the 240 h isothermal TGA test are also included for comparison. Although the mass gains of the cyclic test are slightly lower than those of the isothermal test, the two series are on a similar long-term trend. In the cyclic exposure, no evidence of cracking or spalling is observed from the mass gain curve or from the photographs taken at each cycle (see last photograph in insert of Fig. 5): the oxide scale appears to be continuous and intact. It is noted that the IRIS alloy meets the benchmark criterion of a maximum mass gain of 1 mg cm-2 after 1000 cycles in an oxidizing environment set by Pflumm et al. [9].

Mass gains of the IRIS alloy during cyclic oxidation in laboratory air at 800 °C. The insert shows a photograph of the specimen at the end of the 1000 cycles. The mass gains measured in the 240-h isothermal TGA test are included for comparison
The morphology and elemental distribution of the reaction products formed after 1000 cycles are shown in Figs. 6 and 7, respectively. The scale has a similar constitution to that observed after 100 h. With the longer exposure time, the thicknesses of the outer Al2O3 layer and of the mixed TiO2–Al2O3 layer have increased, while the Al2O3 grains in the mixed layer have taken a more elongated, chimney shape. The TiN layer, however, has not visibly thickened. Furthermore, TiAl2 is no longer present below the TiN layer.

SEM-BSE image of the IRIS alloy after 1000 cycles in air at 800 °C

SEM-BSE image and X-ray maps of the reaction product on the IRIS alloy after 1000 cycles in air at 800 °C
As seen in Figs. 6 and 7, W is present both as coarse particles (especially at the alloy/TiN and TiN/TiO2 interfaces) and as finer particles within the Al2O3 chimneys and within the TiO2. The distribution of W in the reaction product was examined in more details by TEM. Figure 8 presents HAADF images at three positions: (a) in TiO2 in the mixed TiO2–Al2O3 layer, (b) in an Al2O3 chimney and (c) in the alloy immediately below the scale. All three images show bright precipitates, which suggest the segregation of a heavy element since the contrast in HAADF is related to the average atomic number. Indeed STEM/EDS analysis performed in each region (not shown here) has confirmed that the precipitates were made of W. Images were also recorded at different tilt angles to better appreciate the volume distribution of the particles. The sequence recorded in the TiO2 is shown in supplementary material S1. It reveals that the W-rich particles (diameter < 6 nm) are indeed present at the TiO2 grain boundaries across the foil and that the surface area fraction of these particles in the grain boundary planes is significant. As noted in “Isothermal Oxidation in Air” section after 100-h reaction, the W-rich particles in the lower part of the scale are aligned with the α2 lamellae in the base alloy. Away from the surface, this lamellar microstructure is retained after 1000 h at 800 °C (not shown here). However, Fig. 8b and c show that the α2 lamellae are destabilized and form discrete particles ahead of the oxidation front, which then become integrated in the Al2O3 chimneys.

STEM-HAADF images of the reaction product formed on the IRIS alloy after 1000 cycles in air at 800 °C. a TiO2 grains in the TiO2–Al2O3 layer with intergranular W-rich particles (see also supplementary material S1), b Al2O3 chimney across the TiN/TiO2 interface with intragranular W-rich particles, c alloy near the alloy/scale interface, showing that the α2 lamellae have been destabilized and converted to fine bcc-W particles
Isothermal Oxidation in Ar-21O2
The mass gain recorded during isothermal oxidation of the IRIS alloy in Ar-21O2 is shown together with that recorded in air in Fig. 3. Oxidation is observed to be significantly slower in the N-free gas. After an initial stage of continuous decrease, the parabolic constant stabilizes: Eq. (1) yields \(k_{\text{p}} = 7 \times 10^{ - 15}\) g2 cm−4 s−1 in the [60 h, 100 h] time range. This is about 13 times lower than the value measured in air.
Figure 9a shows a cross section of the sample after 100-h oxidation in Ar-21O2. The oxidation products were determined from a combination of chemical (Fig. 9b) and crystallographic analysis (XRD pattern included in Fig. 2). The alloy formed an external α-Al2O3 scale and a layer of Ti5Al3O2 at the alloy surface. Tungsten is present both as coarse particles in the Ti5Al3O2 layer and as finer particles at the Ti5Al3O2/Al2O3 interface.

SEM analysis of the IRIS alloy after 100-h oxidation in Ar-21O2 at 800 °C. a BSE view; b X-ray maps
Discussion
The oxidation behavior of TiAl alloys in air has been extensively studied, e.g., in Refs. [10,11,12,13], and is briefly summarized as follows. Initially, the selective oxidation of Al results in Al depletion in the metal subsurface zone. When a critical concentration is reached, Ti oxidizes; TiO2 particles form at the surface of the growing Al2O3, which eventually leads to an outer TiO2 layer on a porous Al2O3 layer. In parallel, Ti nitrides form at the alloy surface. The consumption of Ti causes an increase in the Al concentration, until Al2O3 (or Al oxy-nitride) can form again. As the oxidation front progresses, the TiN is oxidized into TiO2, leading to the formation of the inner mixed TiO2 + Al2O3 layer. Alternate sequences of Al reaction/Ti enrichment and Ti reaction/Al enrichment initially produce linear oxidation kinetics, before a steady-state is reached.
The present discussion addresses the oxidation of the IRIS alloy in relation to its composition (in particular, the presence of W) and microstructure. It first deals with W effects on the scale morphology and subscale phase transformations, before turning to the role of N in the reaction process.
Scale Morphology
The oxide scales observed here after 100 h and 1000 cycles in air (Figs. 4 and 6) are similar to those described by previous investigators for TiAl alloys, as they are constituted of TiO2 and Al2O3 outer layers, a mixed TiO2 + Al2O3 layer, and a layer of TiN and Al2O3. A major difference in the present work, evidently, is the presence of W. As illustrated in Figs. 4 and 6, W-rich precipitates are found within the Al2O3 chimneys, aligned with the α2 lamella present in the substrate. This reflects the inward progression of the reaction front, first by selective nitridation of Ti (to form TiN) and oxidation of Al (into Al2O3), then by conversion of the TiN + Al2O3 layer into TiO2 + Al2O3. From the comparison of Figs. 4 and 6, it can be deduced that during the parabolic oxidation stage, the thickness of the TiN + Al2O3 layer remained approximately constant, while the other layers grew thicker: this shows that the two processes, nitridation and nitride conversion to oxide, tend to progress at similar rates. The nitridation/oxidation process is observed to reject W, which is found in the Al2O3 chimneys, as noted above, but also within the TiO2 in the TiO2 + Al2O3 layer. Rutile is known to dissolve W, which substitutes for Ti4+ [14]. Here, this solubility was visibly exceeded, as the TiO2 also contained significant amounts of intergranular W-rich precipitates (Fig. 8a and supplementary material S1).
It is noted that the W-rich precipitates found in the subsurface alloy and in the TiN + Al2O3 and TiO2 + Al2O3 layers were primarily identified based on chemical analysis by EDS. However, within Al2O3 and TiO2, the precipitates were too small to determine whether they were W-rich metal or oxide, even by TEM. As noted in “Isothermal Oxidation in Air” section, a cubic phase was detected by XRD after the 100-h isothermal experiment, and indexed as bcc-W. The material analyzed by XRD includes all oxidation products, with no information as to the location of the phases. In summary, the EDS and XRD results available at this stage are not sufficient to identify the W-rich precipitates formed in the oxidation products as either W-rich metal or oxide. The dissociation pressure of WO2 on pure W is calculated to be 10−19 atm at 800 °C, using Thermo-Calc [15] and the TCTI1 database. This is higher than the dissociation pressures of Al2O3 and TiO2 (\(p_{{{\text{O}}_{2} }} \left( {{\text{Al}}/{\text{Al}}_{2} {\text{O}}_{3} } \right) = 10^{ - 44}\) atm and \(p_{{{\text{O}}_{2} }} \left( {{\text{Ti}}/{\text{TiO}}_{2} } \right) = 10^{ - 35}\) atm, also calculated with TCTI1). It is concluded that the W-rich precipitates are metallic within the alloy, the Al2O3 chimneys and a lower part of the TiO2 + Al2O3 layer, and that they are converted to W-rich oxide within the oxide scale, at a depth where the \(p_{{{\text{O}}_{2} }}\) is sufficiently high. Further TEM analysis is planned to confirm.
Tungsten has been found by previous investigators to be quite effective in reducing the oxidation rate of TiAl alloys (see review in Ref. [8]). This beneficial effect has been attributed to a decrease in the rate of TiO2 growth due to W doping [16, 17] and to the reduction of O solubility in the alloy [3, 16], which would then favor the transition from internal to external Al2O3 formation. In the present work, Al2O3 was found as vertically elongated particles (“chimneys”) in the lower part of the scale and did not prevent the oxidation of Ti. Instead, it is argued that W significantly hindered the growth of the mixed Al2O3 + TiO2 layer by slowing down diffusion in TiO2 via a doping effect, possibly in the bulk and most likely at grain boundaries, where the oxide was found to be saturated with W.
Subsurface Phase Transformations
Another aspect of interest concerns the presence of an Al-enriched TiAl2 layer at the alloy surface. The Al enrichment is due to the selective reaction of Ti with N to form Ti-rich nitrides (TiN and possibly some Ti2AlN, Fig. 2). More generally, the subsurface alloy composition reflects the mass balance in the oxide + nitride scale, which appears, as a whole, to be enriched in Ti with respect to the bulk alloy composition. Whether a new intermetallic phase precipitates or not also depends on how fast interdiffusion in the alloy can proceed and accommodate composition variations. Here, the presence of TiAl2 after 100 h indicates that the Al excess is initially produced more rapidly than it can be removed; its absence after 1000 cycles shows that nitridation has slowed down. Even then, the alloy near-surface region remains richer in Al than the bulk. This is reflected in the subsurface microstructure, as the α2 lamellae have been destabilized and replaced by bcc-W (Figs. 6 and 8c). Phase equilibrium data in Ti–Al–W at 800 °C are scarce, but our observations suggest that in a α2 + γ mixture, W preferentially partitions to α2, and that the oxidation-induced α2 → γ transformation results in W supersaturation. Further phase composition analysis is in progress, and a more detailed description of subsurface phase transformations will be published subsequently.
In previous studies of γ-TiAl oxidation, the alloy surface has typically been found to be enriched in Ti, not in Al [10,11,12]. Cases of Al enrichment have been reported in the literature, but in situations where TiAl was reacted in N2 gas and nitridation was prevalent [18, 19]. As discussed by Becker et al. [18], the composition in the subsurface depends on the balance between nitridation, which preferentially consumes Ti, and oxidation, which preferentially consumes Al. When binary TiAl alloys are reacted in air, oxidation usually prevails and, even though the oxidation product contains both TiO2 and Al2O3, the subsurface is Al-depleted. The different behavior observed here is presumably related to the effect of W discussed above: as the growth of the mixed Al2O3 + TiO2 layer is slowed down, the rate of oxidation is reduced relative to that of nitridation, and as a result the mass balance is shifted toward Al enrichment.
Role of Nitrogen
Finally, it is worthwhile noting that the role of N and nitridation, which was found by previous investigators to play an important role in the oxidation behavior of TiAl alloys in air [10,11,12], also appears to be critical with the W-containing IRIS alloy. Indeed, oxidation in the N-free Ar-21O2 mixture produced a slow-growing Al2O3 scale and prevented the reaction of Ti altogether (Fig. 9). The Ti5Al3O2 phase growing at the alloy surface contributes to the weight gain and precludes a direct comparison with other alloy systems based on thermogravimetric data. However, if their results are converted to Al2O3 thickness, the scale thickness observed here is comparable to that of transient (θ and γ) Al2O3 grown on β-NiAl at 800 °C in Refs [20, 21].
Conclusion
The IRIS alloy, Ti–48Al–2W–0.1B (at. %) consolidated by SPS, presents a relatively good oxidation resistance in air at 800 °C, with a parabolic constant of \(9 \times 10^{ - 14}\) g2 cm−4 s−1. Furthermore, the oxide scale presents no cracking or spalling after 1000 cycles (1167 h) of oxidation at this temperature.
The oxide scale formed in air contains layers of TiO2, Al2O3, TiO2 + Al2O3 and TiN + Al2O3. Tungsten is rejected by the nitridation and oxidation reactions and is found within TiO2 in the TiO2 + Al2O3 layer and as bcc-W particles in the TiN + Al2O3 layer. In particular, significant amounts of W-rich precipitates are present at the grain boundaries of the TiO2. The beneficial effect of W is attributed to a reduction in the growth rate of the TiO2 + Al2O3 layer, due to reduced diffusion rates in the W-doped TiO2. As a result, the subsurface alloy is enriched in Al, compared to the bulk, to a point where TiAl2 is formed underneath the scale. Nitridation is found to have a critical role in the reaction mechanism, as oxidation in Ar-21O2 results in external Al2O3 formation and prevents the reaction of Ti.
Availability of Data and Material
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
T. Voisin, J.-P. Monchoux, L. Durand, N. Karnatak, M. Thomas and A. Couret, Advanced Engineering Materials17, 2015 (1408–1413). https://doi.org/10.1002/adem.201500019.
M. Thomas and M. P. Bacos, AerospaceLab3, 2011 (1–11).
Y. Shida and H. Anada, Corrosion Science35, 1993 (945–953). https://doi.org/10.1016/0010-938X(93)90313-6.
T. Voisin, J.-P. Monchoux, M. Perrut and A. Couret, Intermetallics71, 2016 (88–97). https://doi.org/10.1016/j.intermet.2016.01.003.
R. Pflumm, A. Donchev, S. Mayer, H. Clemens and M. Schütze, Intermetallics53, 2014 (45–55). https://doi.org/10.1016/j.intermet.2014.04.010.
A. Donchev, M. Galetz, S. Mayer, H. Clemens and M. Schütze, MRS Advances2, 2017 (1361–1367). https://doi.org/10.1557/adv.2017.170.
D. Monceau and B. Pieraggi, Oxidation of Metals50, 1998 (477–493). https://doi.org/10.1023/a:1018860909826.
J. W. Fergus, Materials Science and Engineering: A338, 2002 (108–125). https://doi.org/10.1016/S0921-5093(02)00064-3.
R. Pflumm, S. Friedle and M. Schütze, Intermetallics56, 2015 (1–14). https://doi.org/10.1016/j.intermet.2014.08.002.
A. Rahmel, M. Schütze and W. J. Quadakkers, Materials and Corrosion46, 1995 (271–285). https://doi.org/10.1002/maco.19950460503.
C. Lang and M. Schütze, Materials and Corrosion48, 1997 (13–22). https://doi.org/10.1002/maco.19970480104.
F. Dettenwanger, E. Schumann, M. Ruhle, J. Rakowski and G. H. Meier, Oxidation of Metals50, 1998 (269–307). https://doi.org/10.1023/A:1018892422121.
V. Maurice, G. Despert, S. Zanna, P. Josso, M.-P. Bacos and P. Marcus, Acta Materialia55, 2007 (3315–3325). https://doi.org/10.1016/j.actamat.2007.01.030.
J. Graham and R. C. Morris, Mineralogical Magazine39, 1973 (470–473).
J.-O. Andersson, T. Helander, L. Höglund, P. Shi and B. Sundman, Calphad26, 2002 (273–312). https://doi.org/10.1016/S0364-5916(02)00037-8.
Y. Shida and H. Anada, Oxidation of Metals45, 1996 (197–219). https://doi.org/10.1007/BF01046826.
S. A. Kekare and P. B. Aswath, Journal of Materials Science32, 1997 (2485–2499). https://doi.org/10.1023/A:1018529829167.
S. Becker, A. Rahmel, M. Schorr and M. Schütze, Oxidation of Metals38, 1992 (425–464). https://doi.org/10.1007/BF00665663.
J. Magnan, G. C. Weatherly and M.-C. Cheynet, Metallurgical and Materials Transactions A30, 1999 (19–29). https://doi.org/10.1007/s11661-999-0192-8.
G. C. Rybicki and J. L. Smialek, Oxidation of Metals31, 1989 (275–304). https://doi.org/10.1007/bf00846690.
M. W. Brumm and H. J. Grabke, Corrosion Science33, 1992 (1677–1690). https://doi.org/10.1016/0010-938x(92)90002-k.
Acknowledgements
The authors would like to thank Claire Sanchez and Odile Lavigne (ONERA) for performing the XRD analysis and proofreading the manuscript, respectively.
Funding
This work was supported by the Direction Générale de l’Armement (DGA/Ministry of the Armed Forces).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
S1: Sequence of STEM-HAADF images of the TiO2 grains in the TiO2-Al2O3 layer formed on the IRIS alloy after 1000 cycles in air at 800 °C, showing intergranular W-rich particles. Supplementary file1 (AVI 6950 kb)
Rights and permissions
About this article

Cite this article
Bacos, MP., Ceccacci, S., Monchoux, JP. et al. Oxidation Behavior of a Spark Plasma Sintered Ti–48Al–2W–0.1B Alloy at 800 °C. Oxid Met 93, 587–600 (2020). https://doi.org/10.1007/s11085-020-09973-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-020-09973-8