
Abstract
Ferritic stainless steels are promising materials for solid oxide fuel cell interconnect applications. However, volatilization of Cr from the Cr-containing oxide scales can result in cathode poisoning, especially in wet air, and thus greatly degrades the performances of the cell. In the present study, a protective and adhesive NiFe2O4 spinel coating was applied on a type 430 stainless steel (430SS) to isolate Cr2O3 from gas environment. The performance of the uncoated and NiFe2O4-coated samples has been evaluated in the air-7%H2O at 700, 800, and 850 °C, respectively. The bare steel lost mass at 700 and 800 °C and underwent breakaway oxidation at 850 °C after ~ 75 h, including scale spallation and Cr evaporation. The NiFe2O4 coating could significantly increase the oxidation resistance of 430SS and effectively retard the outward diffusion of Cr and inhibit the Cr evaporation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
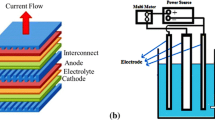
Solid oxide fuel cells (SOFC) have attracted a great deal of attention as alternatives to conventional power generation methods due to their high-energy conversion efficiency and minimal greenhouse gas emissions [1, 2]. An important component of SOFC, the interconnect, is in contact with the electrodes of separate cells to supply a pathway for the flow of electrons between each unit cell. The interconnect must be inert to both the anode and the cathode materials and possess excellent electrical conductivity at high temperatures. In addition, the coefficient of thermal expansion (CTE) of the interconnect must be compatible with those of the other components in the SOFC [3]. Recent progress in the fabrication of SOFC has reduced their operating temperature to a range of approximately 600–800 °C. At lower operating temperatures, metallic materials can be used replace the ceramic materials traditionally used for interconnects [4, 5]. Among oxidation-resistant alloys, Cr2O3-forming alloys are promising materials for interconnects due to the high electrical conductivity of Cr2O3 compared with that of the SiO2 and Al2O3 oxides that form on other alloys. Of the commercially available Cr2O3-forming alloys, ferritic stainless steels are the most suitable metallic interconnect materials because of their low cost, excellent formability, and good CTE compatibility with the other components of SOFC. However, chromia-forming alloy interconnects have some drawbacks, including the fast growth of oxide scales and the volatilization of Cr.
At the anode side of SOFC, water vapor can be formed by electrochemical reactions. While at the cathode side, humid ambient air could be continuously supplied to the cathode chambers [6]. The interconnect materials must be stable in both the anode and cathode atmospheres at high temperatures. Therefore, investigating the oxidation performance of ferritic stainless steels in humid air is important. Many studies [7,8,9] have shown; in high-temperature humid atmospheres, volatilization of Cr and cracking of oxide scales occur readily in Cr2O3-forming alloys, eventually leading to breakaway oxidation. The porous cathodes of SOFC are poisoned by the volatile Cr [10]. In addition, breakaway oxidation can result in fast growth of the oxide scales, thus leading to a rapid increase in the area specific resistance (ASR). The issues of Cr volatilization and breakaway oxidation of ferritic stainless steel interconnects in wet air urgently must be addressed. Applying an electrically conductive and oxidation-resistant coating onto the stainless steel interconnects is a simple and economic method that solves these problems.
Some protective and conductive coatings, such as conductive perovskites [11, 12], reactive element oxides [13, 14], MAlCrYO (M represents a metal such as Co, Mn, and/or Ti) [15], and spinels [16,17,18], have been developed to protect stainless steel interconnects. Among these coatings, NiFe2O4 spinel coatings [19,20,21] have been reported to be suitable candidates due to their high electrical conductivity, effective Cr retention, and good CTE compatibility with ferritic stainless steel interconnects. Many methods have been developed to prepare spinel coatings on stainless steels, including screen printing, chemical vapor deposition, plasma spray, and electroplating of a metal or alloy followed by oxidation treatment. Compared with the other techniques, electroplating a metal or alloy and following with an oxidation treatment is a simple and economical method that can be applied to complex-shaped substrates with simple surface pretreatment.
In this study, NiFe2O4 spinel coatings were prepared on 430 stainless steel (430SS) by electroplating an Ni–Fe alloy and performing a subsequent oxidation. The oxidation behavior of the NiFe2O4-coated and uncoated samples in wet air was also examined.
Experimental Procedures
Materials
430SS with a nominal composition of Fe, 17.0% Cr, 1.0% Mn, 1.0% Si, 0.12% C, 0.03% S, and 0.04% P (in mass percent) was used as substrate material in this work. The specimens, sized 10 mm × 15 mm × 2 mm, were fabricated with a wire-cutting machine. The samples were then mechanically ground with up to 1000-grit SiC paper, followed by ultrasonic rinsing in deionized water, ethanol, and acetone, in that order. Before the electroplating procedure, the specimens were immersed in a 25 vol% HCl and 5 vol% HNO3 solution for 10 s at room temperature.
Preparation of NiFe2O4 Spinel Coatings
The electroplating solution was prepared by dissolving 200 g L−1 NiSO4·6H2O, 60 g L−1 FeSO4·6H2O, 40 g L−1 H3BO3, 30 g L−1 NaCl, 30 g L−1 Na3C6H5O7·2H2O, 0.3 g L−1 C7H5O3NS, and 0.3 g L−1 C12H25NaSO4 in deionized water. The electroplating solution was adjusted to a pH of 3.5 with 20 vol% H2SO4.
Ni–Fe alloy coatings were galvanostatically electrodeposited onto 430SS with a current density of 10 mA cm−2 for 18 min at 60 °C, using a two-electrode system with pure Fe (20 mm × 20 mm × 2 mm) and pure Ni (40 mm × 40 mm × 2 mm) as the anode and 430SS as the cathode.
The samples with the Ni–Fe alloy coatings were then pre-oxidized at 800 °C in dry air for 10 h in a high-temperature muffle furnace to obtain a dense and protective NiFe2O4 layer.
Oxidation Measurements
The wet-air oxidation was conducted in a vertical tube furnace, with a quartz tube as the reaction chamber. The wet air was produced by flowing ambient air through a closed isothermal water box kept at 46 °C. The total gas flow rate was 1 L min−1, which corresponded to a linear gas velocity of 1.52 cm s−1. The water vapor content in the reaction chamber was 7.0% as measured by a humidity and temperature meter. The oxidation tests were performed at 700 °C for 300 h, 800 °C for 500 h, and 850 °C for 300 h. Three parallel samples were oxidized at each temperature. After oxidation for various periods, the samples were taken out of the furnace, cooled to room temperature, and weighed. The samples were then replaced in the furnace for further oxidation. In addition, the uncoated and NiFe2O4-coated 430SS were oxidized, while in contact with the most commonly used cathode material, strontium-doped lanthanum manganite (LSM), at 850 °C for 20 h in wet air, in an attempt to examine the effectiveness of the NiFe2O4 spinel coating in inhibiting Cr vaporization.
The phase structures of the oxide scales were characterized by X-ray diffraction (XRD, Phillips, PW-1700) with a Cu Kα radiation source. XRD was conducted by scanning from 10° to 90° with a step size of 0.0167°. The morphologies and chemical compositions of the oxide scales were analyzed by scanning electron microscopy (SEM, FEI Inspect FSEM) coupled with energy-dispersive X-ray spectroscopy (EDS, Oxford).
Results
Characterization of the As-Prepared NiFe2O4 Coatings
Figure 1 shows the surface and cross-sectional morphologies of the as-deposited Ni–Fe alloy coating on 430SS. The coating is adherent and compact, with an average thickness of 4 μm and a chemical composition of Ni and 25.9 at.% Fe as obtained by the EDS analyses.

Surface (a) and cross-sectional (b) morphologies of the as-deposited Ni–Fe alloy layer on 430SS
After exposure at 800 °C in the air for 10 h, the as-deposited Ni–Fe alloy coating is oxidized, resulting primarily in the formation of NiFe2O4 as well as small amounts of Fe2O3 and NiO, as shown in Fig. 2. Figure 3 shows the cross-sectional morphologies of the Ni–Fe alloy-coated 430SS after oxidation at 800 °C in the air for 10 h. The oxide scale consists of a continuous NiFe2O4 outer layer and a thin Cr2O3 inner layer. The Cr2O3 layer is too thin to be detected by XRD. The chemical composition of the NiFe2O4 layer (point 1) is O, 24.6 at.% Fe, 13.5 at.% Ni, and 1.3 at.% Cr. Some discrete unreacted Fe2O3 and NiO are also observed above and beneath the NiFe2O4 layer, respectively. As will be discussed in a subsequent section, these discrete Fe2O3 and NiO oxides disappear with longer exposures at 800 and 850 °C in wet air.

XRD pattern from 430SS with the Ni–Fe alloy coating oxidized at 800 °C in the air for 10 h

Cross-sectional morphologies of 430SS with Ni–Fe alloy coating oxidized at 800 °C in the air for 10 h
Oxidation Kinetics
The changes in mass for the uncoated and NiFe2O4-coated samples oxidized in wet air are given in Fig. 4. The changes in mass for the NiFe2O4-coated 430SS at the three temperatures tested are approximately linearly proportional to the square root of the oxidation time (Fig. 4d), indicating that the oxidation follows the parabolic rate law. Approximate values of the parabolic rate constants for temperatures 700, 800 and 850 °C are calculated to be 4.2 × 10−16, 3.2 × 10−14, and 9.5 × 10−14 g2 cm−4 s−1, respectively.

Oxidation kinetics of the uncoated and NiFe2O4-coated 430SS at 700 °C (a), 800 °C (b), and 850 °C (c) in wet air containing 7.0% H2O and the corresponding parabolic plots (d) of the coated samples
Unlike the coated steel, the uncoated 430SS experiences mass loss at 700 and 800 °C and breakaway oxidation at 850 °C. At 700 °C, the mass of the uncoated sample increases during the initial 50 h and then decreases, as shown in Fig. 4a. This mass loss is likely related to spallation of oxide scales and/or Cr evaporation. At 800 °C, the steel also suffers from mass loss after oxidation for 100 h (Fig. 4b). At 850 °C, however, breakaway oxidation is observed for 430SS after an oxidation incubation time of approximately 75 h, suggesting a partial failure of the formed protective scale. It is clear that the NiFe2O4 spinel coating can effectively improve the oxidation resistance of 430SS in wet air.
Oxide Structures
Figure 5 presents the XRD patterns from the uncoated and NiFe2O4-coated samples after oxidation in wet air. The oxides on the uncoated 430SS are primarily composed of MnCr2O4 and Cr2O3 (Fig. 5a), while those on the NiFe2O4-coated 430SS consist of NiFe2O4 and Cr2O3, with some Fe2O3 and NiO also detected for the oxidation at 700 °C (Fig. 5b).

XRD patterns from the uncoated (a) and NiFe2O4-coated 430SS oxidized in wet air containing 7.0% H2O
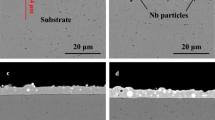
The surface and cross-sectional morphologies of the uncoated 430SS oxidized at 700 °C for 300 h in wet air are presented in Fig. 6. The oxide scale is very thin and uneven in thickness. The XRD and EDS results suggest that the scale is composed of MnCr2O4 and Cr2O3, beneath which a slight Cr depletion zone with a concentration of approximately 16.5 at.% Cr (point 1) is detected, which is slightly lower than the 18 at.% Cr in the substrate alloy as measured by EDS analysis. The mass loss of 430SS at 700 °C in wet air can be ascribed to Cr evaporation and/or partial spallation of the oxide scales.

Surface (a) and cross-sectional (b) morphologies of the uncoated 430SS oxidized at 700 °C in wet air containing 7.0% H2O for 300 h
Figure 7 shows the surface and cross-sectional morphologies of 430SS oxidized at 800 °C for 500 h in wet air. Obvious spallation of the oxide scales is observed locally in zones, where some loose oxides remain. Moreover, the scale is locally detached from the substrate. Table 1 lists the EDS results for the three points, as shown in Fig. 7e, f. The loose products (point 2) have a higher Mn concentration than that of the dense products (point 3). Moreover, there is a slight Cr depletion zone beneath the scale with a chemical composition of Fe, 15.0 at.% Cr, 1.2 at.% Mn, and 2.3 at.% Si (point 1).

Surface (a, b) and cross-sectional (c, d, e, f) morphologies of the uncoated 430SS oxidized at 800 °C in wet air for 500 h
At 850 °C, however, 430SS suffers from breakaway oxidation, locally forming some large nodules, as shown in Fig. 8. The oxide scale spalls more notably at this temperature. The nodules consist of external Fe oxides (Fe2O3 and Fe3O4) and internal mixed oxides of Fe and Cr. However, in the non-breakaway oxidation area, a bilayered protective scale consisting of outer Cr-rich oxides (1.83 μm thick) and inner Si- and Cr-rich oxides (0.33 μm thick) still exists. The outer Cr-rich layer is detached from the sublayer. The chemical composition of the inner Si- and Cr-rich oxides is inhomogeneous, with a lower Si content corresponding to brighter areas in Fig. 8c.

Surface (a) and cross-sectional (b, c) morphologies and an EDS line scan of the uncoated 430SS oxidized at 850 °C in wet air for 300 h
A continuous and compact thermally grown Cr2O3 scale is observed beneath the NiFe2O4 spinel layer on the coated samples, resulting from oxidation in wet air, as shown in Fig. 9. The oxide scales are adhesive to the matrix, but some small pores are observed at the matrix surface and interface. The discrete Fe2O3 and NiO oxides observed after pre-oxidation still exist after oxidation at 700 °C for 300 h, while after oxidation at 800 and 850 °C, they have disappeared. Table 2 shows the EDS results for the different points, as shown in Fig. 9. Compared with the approximately 1.3 at.% Cr concentration measured after pre-oxidation for 10 h, the Cr content in the NiFe2O4 layer changes minimally with further oxidation at the three temperatures, with low values of approximately 0.6, 1.2, and 1.2 at.% at 700, 800, and 850 °C, respectively, which suggests that the NiFe2O4 spinel coating can effectively inhibit the outward diffusion of Cr. Comparing the thickness of the Cr-rich oxide scales (Table 3), the Cr-rich oxide scales on the NiFe2O4-coated samples are slightly thinner than those on the uncoated samples, indicating that the NiFe2O4 spinel coating can also reduce the growth rate of the Cr2O3-rich scale to a certain extent. For the coated samples, the weight changes per unit area can be calculated by multiplying the thickness, the density of Cr2O3, and the O mass fraction in Cr2O3. As shown in Table 3, the mass changes calculated based on the thickness of Cr2O3 on the coated samples are consistent with the measured mass changes.

Cross-sectional morphologies of 430SS with Ni–Fe alloy coating oxidized at 700 °C for 300 h (a, b), 800 °C for 500 h (c, d), and 850 °C for 300 h (e, f)
To further examine the effectiveness of NiFe2O4 coatings in inhibiting the outward diffusion and vaporization of Cr from stainless steel to the cathode material LSM, additional oxidation of the uncoated and coated 430SS in contact with the cathode material LSM was also conducted at 850 °C for 20 h in the air with 7.0% H2O. Figure 10 shows the contact surface and cross-sectional morphologies of the LSM after oxidation. The surface chemical composition (point 1) is O, 11.2 at.% Mn, 9.5 at.% La, 6.7 at.% Sr, and 5.8 at.% Cr, which indicates that small amounts of Cr migrated from the steel to the LSM. An EDS line scan suggests that Cr migrated into the LSM up to a depth of 3 μm. Unlike the uncoated 430SS, Cr is not detected on the surface of the LSM in contact with the NiFe2O4-coated 430SS. These results further confirm that the outer NiFe2O4 spinel layer can effectively block the outward diffusion and vaporization of Cr.

Surface (a) and cross-sectional (b) morphologies and EDS line scans of LSM in contact with the uncoated 430SS after oxidation at 850 °C for 20 h in humid air
Discussion
The results indicate that 430SS undergoes mass loss at 700 and 800 °C in wet air and breakaway oxidation after an incubation period of approximately 75 h at 850 °C. In the present study, a continuous protective Cr-rich scale forms on 430SS in the initial stage, also forming a Cr-depleted zone just beneath the scale. The mass loss may be related to the volatilization of Cr and/or the spallation of oxide scales, which can be accelerated by H2O in the air. The presence of water vapor is known to increase the corrosiveness of environments. When the Cr concentration in the Cr-depleted zone is below the critical Cr concentration for the formation of a Cr-rich scale, the alloy undergoes breakaway oxidation. The poor oxidation resistance of 430SS in wet air is primarily due to its low chromium content (17 wt%), which is insufficient to maintain the growth of a protective Cr2O3 scale.
In high-temperature wet air, the Cr2O3-forming alloys can react with water vapor as described by the following reactions [22, 23]:
The volatilization of CrO2(OH)2 can accelerate the consumption of Cr, thus degrading the protective Cr2O3 scale.
Schütze et al. [24] investigated the oxidation performance of 9% Cr steels at 650 °C in the air with H2O. At the beginning of oxidation, a protective Cr-rich oxide scale grew on the 9% Cr steels in the air with water vapor. However, the alloy underwent breakaway oxidation after an incubation oxidation due to the chromium depletion that resulted from the scale growth, CrO2H4 evaporation, and scale cracking and re-healing of the Cr-rich scale. The growth stress of the oxide scales in wet air was 7–8 times higher than that in dry air [24]. In addition, the CTE of the Cr2O3 scale (7.3 × 10−6 °C−1) is lower than that of the substrate (11 × 10−6 °C−1) [25]. During cooling and heating, compressive and tensile stresses, respectively, can also be generated in the Cr2O3 scale. Under growth and thermal stresses, the oxide scales are prone to cracking and spallation. If the alloy cannot re-form a protective Cr-rich scale, breakaway oxidation occurs [8, 26, 27].
To develop a continuous external scale, the solute concentration of Cr in the alloy must exceed a critical value for outward diffusion to prevent internal oxidation [28]. The critical value for Fe–Cr alloys can be expressed using the following equation:
where \({{N}}_{\text{O}}^{({\text{s}})}\) is the oxygen solubility of the alloy, DO is the diffusion coefficient of oxygen in the alloy, DFe–Cr is the alloy interdiffusion coefficient, and Vm and \(V_{{{\text{CrO}}_{1.5} }}\) are the molar volumes of the alloy and the oxide, respectively. The factor g* is the critical volume fraction of oxides. As shown in Fig. 7e, a new continuous external Cr2O3 scale forms on the spallation area, indicating that the concentration of Cr beneath the oxide scale still exceeds the critical value. At 850 °C, more Cr-rich oxides spall. Once the concentration of Cr beneath, the scale is lower than the critical value, breakaway oxidation occurs, as observed at 850 °C. As a result, oxide scales grow rapidly, causing fast degradation in the electrical conductivity of interconnects [29, 30].
Applying an NiFe2O4 spinel coating can greatly improve the oxidation resistance of 430SS in wet air, especially if breakaway oxidation is avoided. The coating is protective due to the compact NiFe2O4 top layer and the Cr2O3-rich inner layer, which are effective diffusion barriers. If Cr-rich oxides are exposed directly to wet air, they release volatile Cr species, as observed for the uncoated 430SS. During exposure to wet air, the NiFe2O4 spinel top layer exhibits high stability and can isolate the Cr-containing oxides from the wet air, thus effectively inhibiting the vaporization of Cr from the Cr-containing scale.
During pre-oxidation, a continuous and compact NiFe2O4 spinel layer can develop instantly on 430SS. Under the protection of the NiFe2O4 spinel layer, the growth of the Cr2O3-rich scale cannot be affected by H2O, and thus, its growth stress should be lower than that in wet air. Thus, the NiFe2O4 top layer contributes to reducing the growth stress in the Cr2O3 sublayer. In addition, the CTE of NiFe2O4 (10.8 × 10−6 °C−1) is close to that of the ferritic stainless steels (11 × 10−6 °C−1), thus helping to decrease thermal stress in the scales. The oxidations performed at three temperatures in wet air for various lengths of time clearly show that the oxide scales are still continuous, compact, and well adhered to the substrate, without spallation of the oxide scales, suggesting that the coating is protective. The NiFe2O4 spinel coating can effectively block outward Cr diffusion, thus inhibiting cathode poisoning caused by volatile Cr. In addition, the inner Cr2O3 scale can also offer excellent protection to the matrix. As shown in this study, some NiO oxides exist beneath the NiFe2O4 layer after pre-oxidation at 800 °C for 10 h. Ni ions can be doped into the p-type oxide Cr2O3, leading to a decrease in cation vacancies and an increase in electron holes. Therefore, the Cr2O3 scale beneath the NiFe2O4 is expected to be more protective than that on the uncoated 430SS, and thus can more effectively inhibit the diffusion of cations and anions.
All in all, NiFe2O4 spinel coatings can significantly improve the oxidation resistance of 430SS in humid air and are expected to be a promising coating material for SOFC interconnects. Much work is still needed to examine their long-term performance.
Conclusion
430SS was coated with a continuous and adhesive NiFe2O4 spinel layer by electroplating an Ni–Fe alloy and following with heat treatment at 800 °C in the air for 10 h. 430SS exhibits insufficient oxidation resistance at 700, 800, and 850 °C in 7% H2O-containing wet air, as well as spallation of oxide scales and Cr volatilization. Moreover, 430SS suffers from breakaway oxidation at 850 °C, forming some large nodules primarily composed of Fe-rich oxides. However, the oxidation of the coated 430SS approximately follows a parabolic rate law at the three temperatures evaluated in wet air, forming a bilayered scale composed of a uniform NiFe2O4 outer layer and a continuous Cr2O3 inner layer. The NiFe2O4 spinel coating not only serves as an effective barrier against the outward migration of Cr, but also isolates the Cr-rich oxides from the atmosphere. NiFe2O4 spinel coatings can greatly improve the oxidation resistance of 430SS and inhibit Cr volatilization; therefore, these coatings are expected to enhance SOFC performance.
References
R. M. Ormerod, Chemical Society Reviews 32, 17 (2003).
B. C. H. Steele, Journal of Materials Science 36, 1053 (2001).
J. W. Fergus, Materials Science and Engineering: A-Structural Materials Properties Microstructure and Processing 397, 271 (2005).
K. Q. Huang, R. Tichy and J. B. Goodenough, Journal of the American Ceramic Society 81, 2581 (1998).
M. Dokiya, Solid State Ionics 152, 383 (2002).
Z. Yang, M. Guo, N. Wang, C. Ma, J. Wang and M. Han, International Journal of Hydrogen Energy 42, 24948 (2017).
X. W. Cheng, Z. Y. Jiang, B. J. Monaghan, D. B. Wei, R. J. Longbottom, J. W. Zhao, J. G. Peng, M. Luo, L. Ma, S. Z. Luo and L. Z. Jiang, Corrosion Science 108, 11 (2016).
N. Mu, K. Y. Jung, N. M. Yanar, G. H. Meier, F. S. Pettit and G. R. Holcomb, Oxidation of Metals 78, 221 (2012).
R. Sachitanand, M. Sattari, J. E. Svensson and J. Froitzheim, International Journal of Hydrogen Energy 38, 15328 (2013).
S. Taniguchi, M. Kadowaki, H. Kawamura, T. Yasuo, Y. Akiyama, Y. Miyake and T. Saitoh, Journal of Power Sources 55, 73 (1995).
Y. D. Zhen, S. P. Jiang, S. Zhang and V. Tan, Journal of the European Ceramic Society 26, 3253 (2006).
C. Johnson, N. Orlovskaya, A. Coratolo, C. Cross, J. Wu, R. Gemmen and X. Liu, International Journal of Hydrogen Energy 34, 2408 (2009).
W. Qu, J. Li and D. G. Ivey, Journal of Power Sources 138, 162 (2004).
J. S. Yoon, J. Lee, H. J. Hwang, C. M. Whang, J.-W. Moon and D.-H. Kim, Journal of Power Sources 181, 281 (2008).
P. Gannon, M. Deibert, P. White, R. Smith, H. Chen, W. Priyantha, J. Lucas and V. Gorokhovsky, International Journal of Hydrogen Energy 33, 3991 (2008).
J. Wu, Y. Jiang, C. Johnson and X. Liu, Journal of Power Sources 177, 376 (2008).
J. Wu, C. D. Johnson, R. S. Gemmen and X. Liu, Journal of Power Sources 189, 1106 (2009).
S. Linderoth, Surface & Coatings Technology 80, 185 (1996).
S. Geng, S. Qi, Q. Zhao, S. Zhu and F. Wang, International Journal of Hydrogen Energy 37, 10850 (2012).
S. Geng, S. Qi, D. Xiang, S. Zhu and F. Wang, Journal of Power Sources 215, 274 (2012).
Y. Liu and D. Y. Chen, International Journal of Hydrogen Energy 34, 9220 (2009).
K. Hilpert, D. Das, M. Miller, D. H. Peck and R. Weiss, Journal of the Electrochemical Society 143, 3642 (1996).
E. Iverstiffee, W. Wersing, M. Schiess and H. Greiner, Berichte Der Bunsen-Gesellschaft-Physical Chemistry Chemical Physics 94, 978 (1990).
M. Schutze, D. Renusch and M. Schorr, Materials at High Temperatures 22, 113 (2005).
A. Petric and H. Ling, Journal of the American Ceramic Society 90, 1515 (2007).
Z. Yu, M. Chen, C. Shen, S. Zhu and F. Wang, Corrosion Science 121, 105 (2017).
A. Col, V. Parry and C. Pascal, Corrosion Science 114, 17 (2017).
C. Wagner, Journal of the Electrochemical Society 99, 369 (1952).
H. H. Zhang and C. L. Zeng, Journal of Power Sources 252, 122 ( 2014).
Z. J. Feng, Y. X. Xu and C. L. Zeng, Journal of Power Sources 235, 54 (2013).
Acknowledgements
The project is supported by the National Natural Science Foundation of China, Grant Nos. 51471179 and 51601202.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
You, P.F., Zhang, X., Zhang, H.L. et al. Oxidation Behavior of NiFe2O4 Spinel-Coated Interconnects in Wet Air. Oxid Met 90, 499–513 (2018). https://doi.org/10.1007/s11085-018-9851-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-018-9851-8