
Abstract
New nuclear fuel cladding materials are being evaluated that can withstand steam environments ≥1200 °C for short (≤4 h) periods in case of a beyond design basis accident. This study focused on commercial and model Fe–Cr alloys, where there is considerable experience in fabricating and joining. Exposures in 1 bar steam and air for 4 h at 800–1300 °C showed that the commercial Fe–Cr alloys were very sensitive to composition and only Fe-25.8%Cr-1%Mo formed a protective chromia scale at 1200 and 1300 °C in steam. A model Fe-22.5%Cr + Mn,Si,Y alloy also formed a protective scale at 1200 °C in steam. Analytical transmission electron microscopy of the reaction products revealed that (1) nominally equiaxed Cr2O3 formed at 1000–1200 °C; (2) at 1000 °C, there was a Mn inner and outer layer but at 1100 and 1200 °C only an outer layer was observed; (3) an amorphous SiO2 inner layer was observed at 1000 and 1100 °C, but the SiO2 was crystalline on the 22.5%Cr model alloy at 1200 °C, which was confirmed by electron and X-ray diffraction; and (4) Fe was found throughout the Cr2O3 formed on alloys without Mn at 1200 °C in steam and air, Fe-rich oxide near the gas interface and Fe-rich metal precipitates near the metal–oxide interface. A few Fe-rich precipitates were detected in oxides formed at 1100 °C and none at 1000 °C. The incorporation of Fe and crystallization of SiO2 at 1200 °C may be detrimental to the formation of a protective chromia scale in steam at ≥1200 °C for this application and explain why such high Cr contents are needed for protective behavior.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
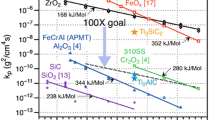
The nuclear accident in Japan in March 2011 focused attention on the performance of nuclear fuel cladding during severe accident conditions [1]. Current light water reactors typically use UO2 fuel rods with Zr-based fuel cladding [2, 3]. However, when the water level drops in the reactor during a severe accident, the heat of Zr oxidation contributes to the temperature increase in the reactor and the hydrogen generated contributed to the 2011 disaster. To provide larger safety margins during a future accident [4], a selection metric has been established to identify materials that oxidize ≥100× slower than Zr at 1200 °C in steam [5, 6], while retaining reasonable neutronics performance (e.g., high Ni contents are unacceptable) [3, 5]. Thus, candidates such as SiC, FeCr, FeCrAl and MAX phases have been evaluated in steam oxidation at 800–1500 °C for this application [6–11], with considerable interest in FeCrAl [12], which can retain steam oxidation resistance to 1500 °C [11]. However, FeCrAl alloys can suffer from low ductility and difficulty in joining and fabrication of thin-walled (<0.4 mm) cladding tubes.
A more traditional choice is Fe–Cr alloys. The oxidation resistance of Fe–Cr alloys has been extensively studied for more than 50 years [13–27], including studies up to 1200 °C when it was considered in the 1970s as a possible skin of the US space shuttle. Steam oxidation, including the effect of water vapor, has mainly been studied at 500–800 °C where FeCr (or FeCrNi) alloys might be used in structural applications. However, the steam oxidation behavior at 1000–1200 °C has not been evaluated in most cases. A few model Fe–Cr alloys were studied previously for this accident tolerant fuel (ATF) cladding application with the conclusion that ~25%Cr was needed for steam oxidation resistance at 1200 °C [8, 9]. In this study, a range of commercial Fe–Cr alloys was evaluated in steam oxidation with three selected with ~25%Cr. For comparison, several model alloys were included to help understand the role of composition on performance. The commercial alloys were surprisingly sensitive to Cr content, and characterization of the reaction products using analytical scanning transmission electron microscopy (STEM) helped to understand the observed performance.
Experimental Procedure
Specimens evaluated in this study were coupons typically ~1.5 × 10 × 20 mm with compositions given in Table 1 in mass % and a 600 grit polish. The model FeCr alloys (i.e., F22MSY, F25MSY, F25N) were cast at Oak Ridge National Laboratory (ORNL) followed by hot rolling and annealing at 1100 °C. Oxidation experiments were conducted for 4 h at 800–1300 °C in a magnetic suspension thermal gravimetric analysis instrument (Rubotherm model DynTHERM LP-HT-II) where the alumina test chamber was fully isolated from the environment of dry air or 100% steam flowing at 1–2 cm/s [11]. The specimens were suspended with a Pt–Rh wire. The deionized water used to generate steam was not Ar-bubbled or filtered as is typically done for ~600 °C testing because the equilibrium O2 content in steam at 1200 °C is much higher than at low temperature [6]. The mass change of all specimens was checked using a Mettler Toledo model XP205 balance with ±0.04 mg or ±0.01 mg/cm2 accuracy. After exposure, specimens were metallographically sectioned and examined by light microscopy and X-ray diffraction using a Panalytical X’pert Pro diffractometer with Mo Kα radiation. The STEM specimens were prepared using the focused ion beam (FIB) lift out technique, and imaging was carried out using a FEI model Talos F200X STEM with an integrated energy-dispersive X-ray system with four silicon drift detectors.
Results
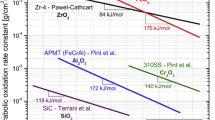
Figure 1a summarizes the mass change data for the six commercial alloys as a function of temperature. Typically, 5–6 experiments were conducted for each alloy depending on where the alloy showed protective behavior, i.e., low mass change. At each temperature where the alloy was exposed in 1 bar steam, a corresponding exposure was conducted in dry air in order to determine the effect of steam on the oxidation behavior of these alloys. For Grade 91, a high mass gain was observed in steam at 800, 900 and 1000 °C. In contrast, protective behavior was observed in air at 800 °C but not at higher temperatures. Both the 405 and 430 specimens showed a low mass gain in steam at 800 °C but a higher mass gain at 900 °C. In air, protective behavior was observed at 900 °C for both alloys with a much higher mass gain observed after exposure at 1000 °C, Fig. 1a. The higher Cr content alloys were evaluated at 1000–1200 °C. The 446 specimen was not protective at 1100 °C in steam, while the 4C54 specimen was not protective at 1200 °C in steam. EBrite showed protective behavior at both 1200 and 1300 °C in steam and air. Figure 1b summarizes the maximum temperature capability of each of the alloys as a function of alloy Cr content, illustrating how sensitive the maximum temperature was to alloy Cr content. The mass change data for the model alloys are not shown in Fig. 1a for clarity, but the performance is shown in Fig. 1b.

a Specimen mass change data after 4 h exposures in air or steam as a function of exposure temperature, and b steam and air temperature limits for the FeCr alloys as a function of Cr content
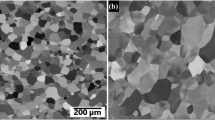
Figure 2 shows examples of the relatively thin Cr-rich reaction products formed, which correspond to the low mass gains in Fig. 1a. The commercial steels in this study tended to have low Al and Ti contents (Table 1) and thus little or no internal oxidation, except for silica that formed beneath the Cr-rich scale at 1100 and 1200 °C. In Fig. 2d, and e, it is difficult to differentiate silica formation from possible void formation at the metal–scale interface. The model F25N specimen showed obvious evidence of interfacial void formation, Fig. 2f. X-ray diffraction showed that the oxides formed on the steels were typically α-Cr2O3 with indications of Mn and Fe incorporation.

Light microscopy of polished section after 4-h exposure a Gr.91 at 800 °C in air, b 446 at 1000 °C in steam, c 4C54 at 1100 °C in steam, d EBrite at 1200 °C in steam, e EBrite at 1200 °C in air, f Fe-25Cr (F25N) at 1200 °C in steam, and g Fe-22Cr + Mn,Si,Y(F22MSY) at 1200 °C in steam
Figure 3 shows examples of the thick Fe-rich oxides formed in steam, consistent with the higher mass gains in Fig. 1a. X-ray diffraction detected magnetite and haematite on specimens where a large mass gain was observed and a thick oxide formed. In most cases, the thick oxides were not uniform but formed as nodules, particularly at the corners and edges of the specimens. The thick oxides were not further characterized as they appeared to be consistent with the typical inner spinel-type oxide/outer Fe-rich oxide structure observed on similar Fe–Cr alloys [21–27].

Light microscopy of polished sections after 4-h exposure in steam a Gr.91 at 900 °C, b 446 at 1100 °C and c 4C54 at 1200 °C
The STEM characterization focused on the steam exposures at the highest temperature where a protective scale was observed. Figure 4 shows the scale formed at 1000 °C on the alloy 446 specimen in steam, also shown in Fig. 2b. The scale was relatively flat and appeared to consist of multiple layers with the outer layer having the largest grains. The Cr X-ray map in Fig. 4b shows that the middle of the oxide was rich in Cr with a fine, nominally equiaxed grain structure slightly elongated in the growth direction. The Mn X-ray map in Fig. 4d shows that the outer layer was rich in Mn. However, there was also Mn observed near the metal interface. Both Mn layers contained some Cr and little or no Fe, Fig. 4c. Figure 4e shows that silica formed at the metal–oxide interface. Selected area diffraction indicated that the silica layer was amorphous. The Mn and Si incorporation in the scale is consistent with the alloy composition, Table 1.

a STEM bright field image of the scale formed on 446 after 4 h at 1000 °C and X-ray maps from the box in (a): b Cr, c Fe, d Mn and e Si
Figure 5a shows the scale formed on the alloy 4C54 specimen after 4 h at 1100 °C in steam, which also is shown in Fig. 2c. In this case, only an outer Mn layer was observed at the gas interface, Fig. 5b, with a SiO2 layer again observed at the metal–oxide interface. A similar structure formed on the 4C54 specimen in air at 1100 °C, although the FIB section contained a defect near the metal–oxide interface, Fig. 5d. After oxidation in air, the Mn in the scale also was concentrated at the scale–gas interface with some near the defect in the scale, Fig. 5e. The O map in Fig. 5f shows a difference in O content in the Mn-rich layer and the void in the oxide layer. It is difficult to assess the structure of the defective area and to what degree this area was affected by the FIB milling.

STEM analysis of the scale formed on 4C54 at 1100 °C a bright field STEM image of the scale formed in steam and X-ray maps from (a): b Mn and c Si; d bright field STEM image of the scale formed in air and X-ray maps from (d): e Mn and f O
Figure 6 shows images from the scale formed on EBrite in steam at 1200 °C. This alloy contains no Mn, and a few Si-rich grains were detected near the metal–oxide interface, consistent with the cross-section shown in Fig. 2d. The most notable feature of the scale was the incorporation of Fe, Fig. 6d and h. In the outermost part of the scale, the Fe appeared to be uniformly incorporated in the grain interiors and absent on the oxide grain boundaries, Fig. 6d. However, further away from the gas interface in Fig. 6a, the Fe was present in Fe-rich oxide precipitates. Near the metal–oxide interface, Fe-rich precipitates also were observed, Fig. 6e and h. However, in this case they appeared to be metal precipitates and did not appear to contain Cr or O, Fig. 6f and g.

a, e STEM bright field images of the scale formed on EBrite after 4 h at 1200 °C in steam and b–d X-ray maps from (a) and f–h from (e): b, f Cr, c, g O, and d, h Fe. a From the gas interface and e near the metal interface
In order to determine whether the Fe incorporation was related to oxidation in steam, the scale formed on EBrite in air at 1200 °C also was examined, Fig. 7. This scale, which is shown in Fig. 2e, also contained Fe in the oxide near the gas interface (Fig. 7a, b) and Fe-rich oxide precipitates in the middle of the scale (Fig. 7c, d).

a, c STEM bright field image of the scale formed on EBrite after 4 h at 1200 °C in air and Fe X-ray maps b from (a) and d from (c). a, b are near the gas interface, and c, d are near the center of the scale
Two model alloys also formed protective oxides in steam at 1200 °C. Figure 8 shows the scale formed on the model F25N alloy in steam at 1200 °C (Fig. 2f). It also contained similar Fe incorporation, transforming from uniform incorporation in the grain interiors near the gas interface (Fig. 8a, b) to Fe-rich oxide precipitates in the middle of the oxide (Fig. 8c, d), as was observed on EBrite. Figure 9 shows the oxide formed on Fe-22Cr + Mn,Si,Y (F22MSY). This alloy contained Mn which formed a Mn-rich layer only at the gas interface, Fig. 9c, similar to the observation at 1100 °C. Rather than forming a silica layer at the metal–oxide interface, discrete SiO2 grains were observed in the metal near the reaction front, Fig. 9b and d. Both electron and X-ray diffraction confirmed that the silica was crystalline (cristobalite) and not amorphous as was observed at 1000 and 1100 °C. No Fe-rich oxide or metallic precipitates were observed in the scale formed on this alloy at 1200 °C.

a, c STEM bright field image of the scale formed on F25N after 4 h at 1200 °C in steam and Fe X-ray maps b from (a) and d from (c)

a STEM bright field image of the scale formed on F22MSY after 4 h at 1200 °C in steam and X-ray maps from (a): b O, c Mn, d Si and e Ct
Discussion
The results for the commercial alloys are typical of other studies of the effect of water vapor or steam on the high-temperature oxidation of Fe–Cr alloys [13, 17, 21–27]. Namely, that H2O reduces the temperature where a given alloy can form a protective scale compared to oxidation in a dry oxidizing environment. The low Cr contents in Grade 91 and 405 were unlikely to form a protective Cr-rich scale at the high temperatures of interest for this application, and the formation of a thick Fe-rich oxide in steam is consistent with other studies. The 16.7%Cr in alloy 430 showed very little benefit in terms of increasing the temperature capability, Fig. 1.
The most surprising result was that alloys 446 and 4C54 performed significantly worse than EBrite. One contributing factor may be the N content in these alloys, Table 1. If the N ties up Cr in the alloy by forming Cr2N precipitates, then this Cr is unavailable to support the formation of a protective scale and the Cr content is effectively lower in this alloys. For example, 4C54 has ~0.65 at.% N, meaning the Cr content is effectively ~1.3 at.% less. In contrast, the more protective EBrite has a negligible N content. EBrite also has a 1%Mo addition. A previous study of the oxidation of Fe–Cr–Mo and Fe–Cr-W alloys showed that these 5–10 at.% additions improved the 900 °C oxidation resistance of alloys with 9–14%Cr [28].
The sensitivity to temperature may also be explained by some of the STEM results. At 1200 °C, the silica became crystalline and no longer formed a near continuous layer at the metal–scale interface. Thus, if Si has a beneficial effect on oxidation resistance, this benefit may be limited to temperatures below 1200 °C. It is difficult to imagine that the individual SiO2 crystals yield a protective benefit, Fig. 9.
It could be argued that Mn provides some beneficial effect. However, EBrite contains very little Mn and showed the best behavior among the commercial alloys. Also, the model F25N alloy was able to form a protective layer in steam at 1200 °C without Mn. It has been widely observed that Mn becomes incorporated into Cr-rich oxides [29]. These results may be slightly different in showing a layer forming near the metal–oxide interface at 1000 °C but not at 1100° or 1200 °C, where only a Mn-rich layer was observed at the gas interface. The change with temperature may be due to the rapid diffusion of Mn. MnO is slightly more stable than Cr2O3 but less stable than SiO2; thus, it could form between these layers near the metal–oxide interface, where it is observed in Fig. 4. However, at higher temperatures the small Mn ion may continue diffusing to the gas interface, much like oxygen-active “reactive” elements diffuse through the scale and become enriched at the gas interface due to the oxygen potential gradient [30, 31]. It has been argued that this gas-side Mn-rich layer is beneficial because it inhibits Cr volatilization via CrO2(OH)2 in the presence of H2O and O2. However, in 100% steam, this oxy-hydroxide is unlikely to form with the low O2 partial pressure, and thus, this benefit would be absent.
The incorporation of significant Fe in the Cr2O3 scale at 1200 °C on EBrite and F25N was surprising. The incorporation appeared similar in scales formed in both air and steam although further work is needed to quantify if similar amounts are present in each environment. One might consider this Fe to be detrimental and a precursor to breakaway oxidation, but this was the best performing commercial alloy in the study. The transformation with depth in the scale from near uniform incorporation near the gas interface to Fe-rich oxide precipitates to metal precipitates near the gas interface may be interpreted by thermodynamics and kinetics. In the Cr2O3 scale near the metal–scale interface, the O2 partial pressure would be sufficiently low to reduce the Fe and form metal precipitates. If the scale is forming by outward or mixed transport, the formation of Fe-rich oxide precipitates may be due to the inner oxide having sufficient time for oxide nucleation, a process of super-saturation of Fe in the Cr2O3 followed by precipitation or a change in Fe solubility with the dropping O2 partial pressure driving the nucleation. One could also think of an Fe-rich outer oxide layer initially forming at the gas interface followed by Cr incorporation at the grain boundaries, Figs. 6d and 8b. A time series of observations is needed to better understand how this incorporation occurred.
It was also surprising that the scale formed on F22MSY contained very little Fe. This could be attributed to an effect of Mn inhibiting Fe incorporation. This hypothesis would explain why very little Fe was incorporated into the scales formed at 1000 and 1100 °C. It is possible that the small amount of Y in this alloy affected its performance. However, Y segregation to Cr2O3 grain boundaries could not be detected in this alloy, unlike previous Y segregation observations [32]. The unintendedly low Y content may explain the lack of segregation. The Y addition did not reduce the parabolic growth rate by ~10× as might be expected [30]. Nevertheless, more work is needed to determine what inhibits Fe incorporation (e.g., temperature, alloy composition) and whether that incorporation affects performance.
Finally, in the context of the fuel cladding application, these results are not particularly promising. It confirmed the prior conclusion [8, 9] that ≥25%Cr was needed to form a protective scale at 1200 °C in steam. At this level of Cr, the alloy is prone to α´ embrittlement, especially under irradiation [33–37]. This is also an issue for FeCrAl alloys and why alloy development is pushing the Cr content down to 10–13% [12, 38]. While EBrite also was protective at 1300 °C in steam, it was not protective at 1400 °C, thus limiting the benefit during the most severe accidents.
Summary
Commercial Fe–Cr alloys were evaluated in 4-h isothermal experiments at 800–1300 °C in steam and air to evaluate their potential as accident tolerant fuel cladding. The alloys were very sensitive to Cr content, and only EBrite with Fe-25.8%Cr-1Mo was able to form a protective scale at 1200 and 1300 °C in steam. Such a high Cr content may be a concern under irradiation in service as a cladding. Characterization of the reaction products formed at 1000–1200 °C by STEM showed several interesting results: (1) A Mn-rich oxide layer formed at both the gas and metal interfaces of the scale at 1000 °C but only at the gas interface at 1100 and 1200 °C, for steels containing >0.5%Mn, (2) SiO2 crystallized at 1200 °C, and no longer formed a layer at the metal–oxide interface, and (3) Fe was incorporated in metal and oxide precipitates into protective scales at 1200 °C in both steam and air when the alloy did not contain Mn. While more work is needed to fully understand these results, the potential for developing a viable Fe–Cr fuel cladding appears limited without further understanding of the possible benefits of Mn and Mo alloy additions.
References
K. R. Robb, M. W. Francis, and L. J. Ott, Nuclear Technology 186, 145 (2014).
L. Hallstadius, S. Johnson, and E. Lahoda, Progress in Nuclear Energy 57, 71 (2012).
S. J. Zinkle, K. A. Terrani, J. C. Gehin, L. J. Ott, and L. L. Snead, Journal of Nuclear Materials 448, 374 (2014).
L. J. Ott, K. R. Robb, and D. Wang, Journal of Nuclear Materials 75, 520 (2014).
K. A. Terrani, S. J. Zinkle, and L. L. Snead, Journal of Nuclear Materials 448, 420 (2014).
B. A. Pint, K. A. Terrani, Y. Yamamoto, and L. L. Snead, Metallurgical and Materials Transactions E 2, 190 (2015).
T. Cheng, J. R. Keiser, M. P. Brady, K. A. Terrani, and B. A. Pint, Journal of Nuclear Materials 427, 396 (2012).
B. A. Pint, K. A. Terrani, M. P. Brady, T. Cheng, and J. R. Keiser, Journal of Nuclear Materials 440, 420 (2013).
B. A. Pint, K. A. Terrani, J. R. Keiser, M. P. Brady, Y. Yamamoto, and L. L. Snead, NACE Paper ED2013-3083, Houston, TX, presented at the 16th Environmental Degradation conference, (Asheville, NC, 2013).
K. A. Terrani, B. A. Pint, C. M. Parish, C. M. Silva, L. L. Snead, and Y. Katoh, Journal of the American Ceramic Society 97, 2331 (2014).
B. A. Pint, K. A. Unocic, and K. A. Terrani, Materials at High Temperature 32, 28 (2015).
Y. Yamamoto, B. A. Pint, K. A. Terrani, K. G. Field, Y. Yang, and L. L. Snead, J. Nuclear Materials 467, 703 (2015).
C. T. Fujii and R. A. Meussner, Journal of the Electrochemical Society 111, 1215 (1964).
J. M. Francis and W. H. Whitlow, Corrosion Science 5, 701 (1965).
C. S. Tedmon, Journal of the Electrochemical Society 113, 766 (1966).
G. C. Wood and J. Boustead, Corrosion Science 8, 719 (1968).
G. C. Wood, I. G. Wright, T. Hodgkiess, and D. P. Whittle, Materials and Corrosion 21, 900 (1970).
I. G. Wright and B. A. Wilcox, Oxidation of Metals 8, 283 (1974).
D. Caplan and G. I. Sproule, Oxidation of Metals 9, 459 (1975).
H. Nagai, Materials Science Forum 43, 75 (1989).
J. Shen, L. Zhou, and T. Li, Oxidation of Metals 48, 347 (1997).
R. Peraldi and B. A. Pint, Oxidation of Metals 61, 463 (2004).
B. A. Pint and I. G. Wright, Oxidation of Metals 63, 193 (2005).
E. Essuman, G. H. Meier, J. Zurek, M. Hänsel, L. Singheiser, and W. J. Quadakkers, Scripta Materialia 57, 845 (2007).
W. J. Quadakkers, J. Żurek, and M. Hänsel, JOM Journal of the Minerals Metals and Materials Society 61(7), 44 (2009).
N. Mu, K. Y. Jung, N. M. Yanar, G. H. Meier, F. S. Pettit, and G. R. Holcomb, Oxidation of Metals 78, 221 (2012).
T. Gheno, D. Monceau, and D. J. Young, Corrosion Science 64, 222 (2012).
B. A. Pint, B. L. Armstrong, I. G. Wright, M. P. Brady, P. F. Tortorelli, R. R. Judkins, and T. R. Armstrong, patent application 12/119,648, submitted 2008, U.S. patent application 2009/0286107, Nov. 19, 2009.
W. J. Quadakkers, J. Piron-Abellan, V. Shemet, and L. Singheiser, Materials at High Temperature 20, 115 (2003).
B. A. Pint, Oxidation of Metals 45, 1–37 (1996).
B. A. Pint, A. J. Garratt-Reed, and L. W. Hobbs, Journal of the American Ceramic Society 81, 305 (1998).
C. M. Cotell, G. J. Yurek, R. J. Hussey, D. F. Mitchell, and M. J. Graham, Oxidation of Metals 34, 173–200 (1990).
T. Denys and P. M. Gielen, Metallurgical Transactions 2, 1423 (1971).
P. J. Grobner, Metallurgical Transactions 4, 251 (1973).
F. Danoix and P. Auger, Materials Characterization 44, 177 (2000).
G. Bonny, D. Terentyev, and L. Malerba, Journal of phase equilibria and diffusion 31, 439 (2010).
M. H. Mathon, Y. de Carlan, G. Geoffroy, X. Averty, A. Alamo, and C. H. de Novion, Journal of Nuclear Materials 312, 236 (2003).
K. G. Field, X. Hu, K. Littrell, Y. Yamamoto, and L. L. Snead, Journal of Nuclear Materials 465, 746 (2015).
Acknowledgements
The experimental work was conducted by M. Howell, M. Stephens, T. Lowe, D. Coffey, T. Jordan and E. Cakmak. S. Dryepondt and K. Terrani provided useful comments on the manuscript. This research was funded by the U.S. Department of Energy’s Office of Nuclear Energy, Advanced Fuel Campaign of the Fuel Cycle R&D program. The FEI Talos F200X STEM was used as part of the Nuclear Science User Facility.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pint, B.A., Unocic, K.A. Steam Oxidation Evaluation of Fe–Cr Alloys for Accident Tolerant Nuclear Fuel Cladding. Oxid Met 87, 515–526 (2017). https://doi.org/10.1007/s11085-017-9754-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-017-9754-0