
Abstract
Protective coatings with high electrical conductivity that resist oxide scale growth are required for stainless steel interconnect materials in the long-term durable operation of solid oxide fuel cells. This work evaluates the oxidation and electrical behavior of Crofer 22 APU ferritic stainless steel coated with manganese and cobalt by electrodeposition. Isothermal and cyclic oxidation (800 °C in air) tests were done to evaluate the role of the coating layer during oxidation. Area-specific resistance (ASR) of the coated and uncoated substrates was also tested at 800 °C in air. Results show that the coating layer transforms into Mn1.5Co1.5O4 spinel during oxidation. The mass gain and spallation indicated that the formation of Mn–Co spinel improves the high temperature oxidation. These spinels also cause a reduction in ASR for electroplated substrates (12.42 mΩ cm2) as compared to uncoated ones (38.74 mΩ cm2) after 400 h of isothermal oxidation at 800 °C.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recent trends in new electrolytes for solid oxide fuel cells (SOFCs) have shown that it is possible to reduce the operating temperatures to the 600–800 °C range [1–3]. Thus, some ceramic-based materials can be replaced by cheaper metallic components. The interconnect layer is a prime candidate for such replacement. Interconnects are responsible for the physical separation of the anode and cathode and for the electrical contact between individual cells in a stack, as cell stacking is essential for increasing power density. The most suitable metallic alloys for this purpose are stainless steels and Cr- or Ni-based alloys [4].
Ferritic stainless steels are oxidation resistant alloys used for interconnect applications in SOFC stacks operating in the intermediate temperature range of 650–800 °C [5]. Ferritic stainless steels are currently the only candidate class of alloys due to their coefficient of thermal expansion (CTE) match with ceramics, excellent formability, and low cost. An important subject associated with the employment of steels in this application, however, is the high electrical resistance that arises from the growth of an oxide scale on the alloys during high temperature exposure. In addition to the scale, an insulating silica layer often forms at the scale/metal interface due to the presence of residual Si in the alloy. This silica layer, if continuous, can drastically increase the electrical resistance of metallic interconnects [6]. In addition, the application of ferritic stainless steels as interconnects has another major problem related to the volatilization and release of Cr compounds from chromia scales. In the presence of water vapor, Cr oxy-hydroxide species, such as CrO2(OH)2 or CrO3, form, leading to rapid cathode performance degradation [7].
To improve scale conductivity and solve the problem of Cr poisoning, several alloys, including Crofer 22 APU [8] and ZMG232 [9], have been developed in the past few years for SOFC interconnect application. These alloys contain a small amount of Mn that results in the formation of a dual layer scale consisting of a (Mn,Cr)3O4 top layer and chromia sublayer [10–13]. Overall, these newly developed alloys demonstrate improved suitability for the interconnect application [6, 12, 14]. However, the use of a protective and conductive coating may be an essential addition or a good choice to bulk modification techniques [15]. The spinel phases from the Cu–Mn and Co–Mn show the highest levels of conductivity [16] and are, currently, the prime candidates for spinel phase coatings.
Typical preparation methods for oxide coatings are thermal spraying [17], slurry spraying [18, 19], screen printing [20], and sol–gel processing [21]. The first three techniques are generally not applicable to obtain conformal coatings on substrates with complex shapes while sol–gel processing has relatively low deposition rates. Electrochemical deposition has several distinct advantages over the previously mentioned techniques for the preparation of oxide coating materials [22]. Uniform films can be deposited on substrates of complex shape with a high degree of reproducibility, and film thickness can be precisely controlled by simply changing the delivered electrical charge. In addition, the low processing temperatures (often room temperature) of electrochemical deposition minimize interdiffusion. The composition and defect chemistry can be controlled through the applied overpotential, and the technique setup is not capital intensive. Based on these considerations, electrodeposition of Mn–Co coatings on ferritic stainless steel substrates directly from aqueous solutions have been investigated. This research evaluates oxidation resistance and electrical properties of the Mn–Co oxide coatings on Crofer 22 APU substrates.
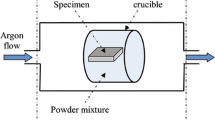
Experimental Procedures
The alloy substrate was Crofer 22 APU ferritic stainless steel. The chemical composition of Crofer 22 APU stainless steel is listed in Table 1. Experiments and evaluations of Crofer 22 APU stainless steel samples were conducted using 10 × 10 × 2 mm3 samples. Specimens were first mechanically polished with various grades of SiC paper (up to 2400 grit) and degreased with acetone in an ultrasonic cleaner. Samples were electropolished at a current density of 500 mA cm−2 for 2 min in H3PO4 solution (85 vol%). Then the specimens were pickled in a 5 % nitric acid and 25 % hydrochloric acid solution for 1 min just before use.
For the direct current (DC) electrodeposition process, a one-compartment cell was used. Platinum foil was used as the anode and it was placed in the same compartment as the working electrode. All experiments were carried out in 100 ml electrolytes prepared with deionized water. Ammonia hydroxide or 20 vol% H2SO4 was used to adjust the electrolyte pH. The optimum electrolyte composition for co-deposition of Mn and Co was 0.50 M MnSO4 + 0.10 M CoSO4 + 1.0 M H3BO3 + 0.70 M gluconate + 0.10 M (NH4)2SO4. In addition, the best current density, pH, and deposition time were 250 mA cm−2, 2.5, and 20 min, respectively (Table 2).
The uncoated and Mn–Co-coated samples were subjected to isothermal oxidation at 800 °C for 400 h in the static air. 14 uncoated and 14 coated specimens were prepared for isothermal oxidation resistance. Mn–Co-coated and uncoated samples were subjected to isothermal oxidation in static air at 800 °C for 400 h. Weight measurement was performed after 5, 10, 20, 40, 60, 80, 100, 120, 150, 200, 250, 300, 350, and 400 h. Cyclic oxidation was also performed for up to 100 cycles in static laboratory air. Each cycle consisted of a period of 60 min at the oxidation temperature (800 °C) and 15 min at room temperature, which appeared to be long enough to cool the specimens below 60 °C. Afterwards the specimens were placed in the furnace at temperature of 800 °C again. Weight measurement was performed after each of five cycles.
The area-specific resistance (ASR) of uncoated and Mn–Co-coated specimens was measured at 800 °C. The setup was similar to that described in the previous study [23]. Platinum wires were spot welded to one side of two identical polished samples to provide electrical connections. To avoid alloy-to-alloy adhesion and erroneous results, platinum wire-welded specimens were pre-oxidized for 24 h at 800 °C. No conductive paste, which might affect the oxidation mechanism, was applied between the two samples. A constant current density of 500 mA cm−2 was applied and the voltage was recorded every 30 min. An ammeter and a voltmeter were employed for this purpose. The data were used to calculate the resistance according to Ohm’s law and the ASR as a product of the resistance and surface area. To measure the resistance contribution of the junctions, wires, and alloy, two platinum wires were spot welded to the sides of a single Crofer 22 APU sample, and the resulting resistance was subtracted from the original test results. ASR was measured at 800 °C for 400 h.
The structure and composition of the tested specimens were characterized with scanning electron microscopy (SEM) (Tscan MV2300), energy dispersive spectroscopy (EDS), energy dispersive X-ray (EDX) analyses, and X-ray diffraction (XRD) with a Philips X’Pert High Score diffractometer using Cu Kα (λ = 1.5405 Å).
Results and Discussion
Isothermal Oxidation Behavior
Figure 1 illustrates the specific weight gain as a function of time for uncoated and coated oxidized steel specimens. As shown the weight gain of uncoated samples increased parabolically with increased isothermal oxidation time, satisfying the parabolic kinetics law described by
where ∆W is the weight gain, A is the sample surface area, k p is the parabolic rate constant, and t is the oxidation time. The parabolic behavior of uncoated and coated samples is due to the fact that chromia (Cr2O3) scale growth obeys the parabolic rate law [5].

Mass gain as a function of oxidation time in isothermal oxidation for Mn–Co-coated and uncoated samples
Figure 2 shows the square weight gain for coated and uncoated samples as a function of oxidation time at 800 °C. The experimentally obtained k p of the coated alloy after 400 h oxidation was 2.25 × 10−14 g2 cm−4 s−1, which is lower than that of the uncoated alloy (between 0 and 20 h k p,1 = 6.72 × 10−13 g2 cm−4 s−1 and k p,2 = 1.06 × 10−13 g2 cm−4 s−1 between 20 and 400 h). Different values for k p of uncoated specimens from 0 to 20 h and 20 to 400 h were obtained because of the higher initial oxidation rate, which reduced through the formation of oxide scales. All the coated samples showed smaller mass gain than did the uncoated substrates which is consistent with the oxide scale characterization, therefore, the coating layer decreased the oxidation rate.

Square of mass gain as a function of oxidation time in isothermal oxidation for Mn–Co-coated and uncoated samples
After 400 h of isothermal oxidation, the uncoated sample had a weight change of 0.44 mg cm−2 and grew a black oxide scale which spalled from the surface (Fig. 3a) in some areas, while the coated substrate exhibited a shiny surface (Fig. 3b) and had a weight change of 0.18 mg cm−2.

SEM micrographs of a uncoated and b Mn–Co-coated sample after 400 h of isothermal oxidation at 800 °C
Figure 4a illustrates the SEM micrograph of uncoated surface of a sample under high magnification. The oxide surface includes scattered pyramidal particles with an average size of 0.5–3 µm. These pyramidal particles are (Mn,Cr)3O4 spinels, which are in agreement with the results obtained in the earlier studies [24–27]. The oxide scale on the coated substrates exhibited a bonded grain structure with an average size of ~2–40 µm (Fig. 4b). The coating was denser packed than were the oxide particles on the surface of the bare specimens. The changes in weight show that this oxide scale acts as an effective obstacle against the outward diffusion of Cr cations and inward diffusion of O anions.

A higher magnification of SEM micrographs shown in Fig. 3 that contains of a uncoated sample at magnification of ×4500 and b Mn–Co-coated sample at magnification of ×1500 and c Mn–Co-coated sample at magnification of ×4500 after 400 h of isothermal oxidation at 800 °C
Some scattered voids were observed on the surface of coated sample after 400 h of oxidation. The presence of voids refer to the growth of interfacial voids. In the growth process of the a-Al2O3 scale, Pint specified that internal voids are due to the growth of interfacial voids, resulting in the formation of grain-boundary ridges in the scale adjacent to the interface [28]. As the ridges grow, valleys form, and these become deeper between ridges and eventually neck and seal off.
Higher magnification SEM micrograph of the coated sample surface is shown in Fig. 4c. The oxide surface consists of pyramidal particles which are Mn–Co spinels with an average size of 0.2–1 µm.
In the XRD pattern of bare substrate (Fig. 5a), (Mn,Cr)3O4 spinel, Cr2O3, and Fe2O3 were observed. The precipitation of the (Mn,Cr)3O4 spinel on the top of the chromia scale can be attributed to the high diffusion coefficients of Mn ions [29]. Based on the Cr–Mn–O system phase diagram, (Mn,Cr)3O4 spinel is thermodynamically favorable even at low Mn concentration [30]. Fe2O3 was also observed in the oxide scale of uncoated and coated Fe–Cr alloy in earlier studies [25, 27, 30–32].

XRD pattern of a uncoated and b Mn–Co-coated specimens after 400 h of isothermal oxidation at 800 °C
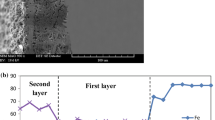
The XRD pattern of coated sample (Fig. 5b) revealed the presence of (Mn,Cr)3O4 spinel, Cr2O3, Fe2O3, and Mn1.5Co1.5O4. The identified peaks for chromia in coated specimen were less intense in comparison with the chromia peaks of uncoated sample, indicating that the formation of chromia was limited by the application of the coating layer. Figures 6 and 7 show SEM cross-sectional images of uncoated and coated samples after 400 h of oxidation at 800 °C. The elemental distribution across the oxide scale of uncoated and coated samples are shown in Figs. 6b and 7b, respectively.

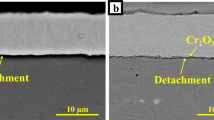
SEM cross section image (a) and EDS line scan of b uncoated specimen after 400 h of isothermal oxidation at 800 °C

SEM cross section image (a) and EDS line scan of b Mn–Co-coated specimen after 400 h of isothermal oxidation at 800 °C
The oxide scale in uncoated sample (Fig. 6a) grew to approximately 6 µm. In Fig. 6b, peaks of Mn, Cr, and O confirm the formation of (Mn,Cr)3O4 spinel and peaks of Cr and O support the formation of Cr2O3. The growth of the oxide scale was based on the outward diffusion of Mn, Fe, and Cr and the inward diffusion of O.
The total scale layer for coated sample was ~11 µm (Fig. 7a). Three layers were easily distinguished in the coated sample (Fig. 7a): coating layer (~9 µm), Cr2O3 scale layer (~2 µm), and substrate. Since the thickness of the chromia scale layer was ~2 µm, the diffusion of Cr cations decreased.
In coated sample (Fig. 7b), peaks of Co, Mn, and O confirmed the formation of Mn–Co spinel. After 400 h of isothermal oxidation at 800 °C EDS analysis of the cross-section of coated steel (Fig. 7b) indicated that no noticeable Cr penetration into the coating layer had taken place. The lower intensity of chromia and Mn–Cr spinel peaks in the coated sample in comparison with the uncoated ones show that Mn–Co oxide limited the diffusion of Cr. The use of Mn–Co spinel limited the outward diffusion of Cr and, therefore, will reduce SOFC cathode poisoning.
In the coated sample, slight Co inward diffusion was observed, no Cr was found in the Mn1.5Co1.5O4 layer, and slight amounts of Fe were observed. (Figure 7b). Mn, Fe, and Cr can diffuse through both bulk and grain-boundary mechanisms in MnCr2O4 spinels at 800 °C, and the diffusion coefficient of Mn is larger than that of Fe and Cr (DMn > DFe > DCr) [33–35]. Taking into account both (Mn,Cr)3O4 and Mn1.5Co1.5O4 are Mn-Containing compounds and have a similar structure, it can be assumed that for diffusion rate order in a Mn1.5Co1.5O4 spinel, DMn > DFe > DCr and our results are consistent with this diffusion rate order. Lower thickness of chromia layer as a result of decreased chromium diffusion through the application of Mn1.5Co1.5O4 (Fig. 7a) indicates that the coating layer acts as an effective barrier against the outward diffusion of Cr cations.
Cyclic Oxidation Behavior
To investigate the resistance of coating against thermal stress, the uncoated and coated substrates were submitted to 100 cycles of oxidation at 800 °C. The weight gain as a function of cycle number for the bare and coated substrates are shown in Fig. 8. As it can be seen, after 100 cycles of oxidation the weight gain of the uncoated specimen was 0.87 mg cm−2 while the coated substrate showed a lower weight gain of 0.26 mg cm−2. Mn1.5Co1.5O4 spinel on the surface of the coated specimen protected the substrate, resulting in a lower mass gain.

Weight gain as a function of cycle number in cyclic oxidation for uncoated and Mn–Co-coated samples
After 100 cycles, the uncoated specimen surface spalled in some areas (Fig. 9a) while the coated sample surface exhibited good resistance against spallation and cracking (Fig. 9b). Spallation and cracking are the result of the thermal expansion coefficient mismatching of the oxide, or coating layer, with the substrate [16, 36–38]. The spalled scale creates a diffusion path for cations and anions. Therefore, the simple migration of ions allows the oxide layer to grow at a higher rate [39, 40]. Higher magnification SEM micrographs of uncoated and coated samples after 100 cycles are shown in Fig. 10. As shown fine spinel particles (1–3 µm) are lain on the surface of the uncoated (Fig. 10a) sample. Some cracks and discontinuities were observed on the surface of the coated sample (Fig. 10b). These cracks were formed at grain interfaces due to thermal stress.

SEM micrographs of a uncoated and b Mn–Co-coated sample after 100 cycles at 800 °C

A higher magnification of SEM micrographs shown in Fig. 9 that contains of a uncoated and b Mn–Co-coated samples after 100 cycles oxidation at 800 °C
Electrical Behavior
The ASR reflects both the electrical conductivity and the thickness of the oxide scale. The ASR of an oxidized alloy can be expressed as
where τ s and l s are the resistance and thickness of the alloy substrate, respectively, and τ o and l o are the resistance and thickness of the oxide scale, respectively. Since the resistance of the oxide in comparison to the metallic substrate is so small therefore the contribution of the first term in Eq. 2 can be ignored. As such, the ASR of an oxidized metallic interconnect is governed by that of the oxide layer on both surfaces.
Figure 11 compares the ASR values of the uncoated and coated samples that were oxidized for 400 h at 800 °C. As shown for both samples, the ASR value increased as the oxide scale grew with oxidation time. However, the increasing rate was lower for the coated samples. After 400 h of isothermal oxidation, the ASR values of the bare and coated samples were 41.28 and 13.44 mΩ cm2, respectively. As it can be seen the ASR of coated samples was about three orders lower than that of the bare samples, which demonstrated much better oxidation-resistance performance. The obtained ASR resulted from the growth of Cr2O3 oxide layer, which increased as a function of square root of time during isothermal oxidation in air at 800 °C. This indicates that the growth rate of Cr2O3 oxide layer is controlled by solid-state diffusion, which was also reported by other researchers [19, 41]. Since the ASR value of the oxidized alloy is proportional to the resistance and thickness of the oxide scale formed on the alloy, the low increasing rate of the ASR value for coated sample should be attributed to the retarded growth rate of the oxide scale, particularly the chromia layer.

ASR values as a function of time for uncoated and Mn–Co-coated samples during isothermal oxidation at 800 °C
Other contributions to the increased ASR are related to the metal/oxide scale interface. The formation of voids and porosities reduce the electrical conductivity. Interfacial imperfections, including voids and cavities, as well as impurity segregation, reduce the scale-to-metal adhesion and actual surface area of contact between the metal and oxide scale and, consequently, increase the interconnect ASR [42]. In addition, the spalled surface and the probable existence of cavities in the surface of the bare substrates reduce the actual contact surface area between the alloy and scale and, thus, introduce the diffusion path for the migration of O and Cr [24, 43].
The presence of the coating can effectively delay the migration of O2, decreasing oxidation significantly and leading to a small ASR. In addition to blocking the inward migration of O, the Mn–Co layer should serve as a barrier to the outward transport of Cr-containing species. The Cr in the ferritic interconnect readily reacts with O and forms vapor phases, which then migrate into the cathode and deposit on the electrochemically active sites, resulting in electrode poisoning and performance degradation [44, 45]. Cr in the 6+ oxidation state, which is highly volatile, is the major gaseous species, and the vaporization of Cr in dry air could be described as [46]:
The EDS analysis of the cross-section of coated sample after 400 h of oxidation at 800 °C showed that no detectable Cr penetrated the dense Mn1.5Co1.5O4 spinel coating layer (Fig. 7b). Therefore, the results shown in Fig. 7 indicate the importance of the coating layer for the Cr-maintenance capability of the protective coating. In addition, the spinel protective coating effectively prevents the inward migration of O because the Cr-rich subscale beneath the coating was thinner (2 μm) (Fig. 7a) than was the oxide layer (6 μm) on the surface of the bare specimen (Fig. 6a).
As a result, several factors can contribute to the improved electrical conductivity for the coated substrates over the uncoated ones. These include the higher electrical conductivity of the scale’s spinel layer, lower thickness of the chromia sub-layer, and improved adhesion of the oxide scale. Consequently, Mn1.5Co1.5O4 spinel significantly influenced the electrical property of Crofer 22 APU steel.
Conclusions
The coating layer transformed to Mn1.5Co1.5O4 spinel during oxidation. Mn–Co spinel decreased the chromia growth by limiting the outward diffusion of Cr cations and inward diffusion of O anions. Also the coated samples exhibited a good resistance against spallation and cracking due to the good CET mach between Mn1.5Co1.5O4 spinel and substrate. The formation of Mn1.5Co1.5O4 spinel increased the high temperature electrical conductivity of Crofer 22 APU ferritic stainless steel used for SOFC interconnects. The ASR was 12.42 mΩ cm2 for the coated samples and 38.74 mΩ cm2 for the uncoated samples after 400 h of isothermal oxidation in static air at 800 °C.
References
B. C. H. Steele, Solid State Ionics 129, 95–110 (2000).
J. B. Goodenough, Annual Review of Materials Research 33, 91–128 (2003).
K. Singh, S. A. Acharya and S. S. Bogha, Ionics 13, 429–434 (2007) .
J. W. Fergus, Materials Science and Engineering A 397, 271–283 (2005).
W. J. Quadakkers, J. Piron-Abellan, V. Shemet and L. Singheiser, Materials at High Temperatures 20, 115–127 (2003) .
N. Shaigan, D. G. Ivey and W. Chen, Journal of power Sources 185, 331–337 (2008).
M. Stanislowski, E. Wessel, K. Hilpert, T. Markus and L. Singheiser, Journal of the Electrochemical Society 154, (4), A295–A306 (2007).
W. J. Quadakkers, V. Shemet, L. Singheiser, US Patent 20030059335.
K. Fujita, K. Ogasawara, Y. Matsuzaki and T. Sakurai, Journal of Power Sources 131, 261–269 (2004).
Z. Yang, G. Xia, G. Maupin and J. Stevenson, Surface and Coatings Technology 201, 4476–4483 (2006).
P. Huczkowski, N. Christiansen, V. Shemet, J. P. Abellan, L. Singheiser and W. J. Quadakkers, Journal of Fuel Cell Science Technology 1, 30–34 (2004).
H. Kurokawa, C. P. Jacobson, L. C. DeJonghe and S. J. Visco, Solid State Ionics 178, 287–296 (2007).
C. Lee and J. Bae, Thin Solid Films 516, 6432–6437 (2008).
Z. Yang, K. S. Weil, D. M. Paxton and J. W. Stevenson, Journal of the Electrochemical Society 150, A1188–A1201 (2003).
F. Tietz, M. Zahid, W. J. Quadakkers, V. Shemet, Protective coating for substrates that are subjected to high temperatures and method for producing said coating. WO 2004075323 A1, 18.02.203 and US Patent 7,407,717.
A. Petric and H. Ling, Journal of American Ceramic Society 90, 1515–1520 (2007).
P. Fauchais, R. Etchart-Salas, V. Rat, J. F. Coudert, N. Caron and K. Wittmann-Teneze, Journal of Thermal Spray Technology 17, 31–59 (2008).
Z. Yang, G. G. Xia, S. P. Simner and J. W. Stevenson, Journal of the Electrochemical Society 152, 1896–1901 (2005).
X. Chen, P. Y. Hou, C. P. Jacobson, S. J. Visco and L. C. De Jonghe, Solid State Ionics 176, 425–433 (2005).
Z. G. Yang, G. G. Xia, S. P. Simner and J. W. Stevenson, Electrochemical and Solid State Letters 8, A168–A170 (2005).
B. Hua, J. Pu, W. Gong, J. Zhang, F. Lu and L. Jian, Journal of Power Sources 185, 419–422 (2008).
G. Hodes, Electrochemistry of Nanomaterials, (Wiley–VCH, Weinheim, 2001), pp. 67–101.
H. Ebrahimifar and M. Zandrahimi, Surface & Coatings Technology 206, 75–81 (2011).
N. Shaigan, D. G. Ivey and W. Chen, Journal of Power Sources 183, 651–659 (2008).
T. Brylewski, M. Nanko, T. Maruyama and K. Przybylski, Solid State Ionics 143, 131–150 (2001).
S. Fontana, R. Amendola, S. Chevalier, P. Piccardo, G. Caboche, M. Viviani, R. Molins and M. Sennour, Journal of Power Sources 171, 652–662 (2007).
T. Horita, Y. Xiong, K. Yamaji, N. Sakai and H. Yokokawa, Journal of the Electrochemical Society 150, A243–A247 (2003).
B. A. Pint, Oxidation of Metals 48, 303–328 (1997).
M. G. C. Cox, B. Mcenaney and V. D. Scott, Philosophical Magazine 26, 839–851 (1972).
H. Kurokawa, K. Kawamura and T. Maruyama, Solid State Ionics 168, 13–21 (2004).
T. Horita, Y. Xiong, K. Yamaji, N. Sakai and H. Yokokawa, Journal of Power Sources 118, 35–43 (2003).
Z. Yang, J. S. Hardy, M. S. Walker, G. Xia, S. P. Simner and J. W. Stevenson, Journal of the Electrochemical Society 151, A1825–A1831 (2004).
G. W. Jolanta, Z. Zbigniew and L. Jerzy, Journal of Phase Equilibrium 26, (561–564) 2005.
M. G. E. Cox, B. McEnanay and V. D. Scott, Philosophical Magazine 26, 839–851 (1972).
R. K. Wild, Corrosion Science 17, 87–104 (1977).
E. N’Dah, S. Tsipas, M. P. Hierro and F. J. Pérez, Corrosion Science 49, 3850–3865 (2007).
S. Molin, B. Kusz, M. Gazda and P. Jasinski, Journal of Power Sources 181, 31–37 (2008).
H. Ebrahimifar and M. Zandrahimi, Ionics 18, 615–624 (2012).
H. Ebrahimifar and M. Zandrahimi, Solid State Ionics 183, 71–79 (2011).
H. Ebrahimifar and M. Zandrahimi, Oxidation of Metals 75, 125–141 (2010).
Zhenguo Yang, Guan-Guang Xia and Gary D. Maupin, Surface & Coatings Technology 201, 4476–4483 (2006).
N. Shaigan, D. G. Ivey and W. Chen, Journal of the Electrochemical Society 156, B765–B770 (2009).
N. Shaigan, W. Qu, D. G. Ivey and W. Chen, Journal of Power Sources 195, 1529–1542 (2010).
S. Taniguchi, M. Kadowaki, H. Kawamura, T. Yasuo, Y. Akiyama, Y. Miyake and T. Saitoh, Journal of Power Sources 55, (73–79) 1995.
S. P. S. Badwal, R. Deller, K. Foger, Y. Ramprakash and J. P. Zhang, Solid State Ionics 99, 297–310 (1997).
R. Trebbels, T. Markus and L. Singheiser, Journal of the Electrochemical Society 157, B490–B495 (2010).
Acknowledgments
This research was performed with the cooperation of the Iran New Energies Organization, and the authors wish to thank this organization for providing the research funding.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ebrahimifar, H., Zandrahimi, M. Oxidation and Electrical Behavior of a Ferritic Stainless Steel with a Mn–Co-Based Coating for SOFC Interconnect Applications. Oxid Met 84, 329–344 (2015). https://doi.org/10.1007/s11085-015-9557-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-015-9557-0