
Abstract
The optical and electronic properties of thin films of FZO (F:ZnO = 2:98 at.%) after annealing at different temperature was investigated. The films used in this study were prepared by Radio Frequency Magnetron Sputtering (RF-sputtering) on Corning glass substrates. The results show that the FZO transparent conductive films made at a sputtering power of 50 W, in an Argon atmosphere 15 sccm, after 90 min of deposition at a pressure of 6 mtorr, annealed at 400 °C had the lowest electrical resistivity, and an average transmittance of 85.16% at 400 nm. XRD analysis revealed a peak of growth in the (002) direction which rose with annealing temperature indicating improved crystallinity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Transparent conductive oxide (TCO) films are thin-films of material that have properties such as high transmittance (above 80% on average) at visible wavelengths (400–800 nm), high electrical conductivity, low resistivity (below 1 × 10−3 Ω cm), high carrier density, etc. (Chen et al. 2017; Ahn et al. 2007). The earliest research paper about TCOs was published in 1907 by Badek. TCO films have the following advantages: good electrical properties, good transmittance, low cost of single material, very low resistivity, ease of fabrication and ease of mass production (Dang et al. 2007; Li and Gao 2004; Oh et al. 2005). The applications of TCO thin films are in light emitting diodes (LEDs), and the buffer and TCO layers in thin-film solar cells (Lin et al. 2012; Su et al. 2012; Shrestha et al. 2015; Zheng et al. 2017; Ginzburg et al. 2017; Tu et al. 2016; Yu et al. 2017). The most widely used materials for the fabrication of TCO films nowadays are indium oxide (In2O3), tin oxide (SnO2) and zinc oxide (ZnO). In2O3 and SnO2 are n-type semiconductors whereas ZnO can be either n-type or p-type, depending on the dopants used Chen and Jiang (2016).
To achieve good transmittance in the visible light range, the energy band gap of a TCO thin film must be greater than the energy of visible light. The normal wavelength range of visible light is between 400 and 800 nm, which means that the energy band gap of the semiconductor material has to be greater than 3 eV. Different TCO film materials, such as the oxides of indium, tin, cadmium, zinc, etc., can be mixed to make TCO films suitable for special purposes. Films with different electrical, optical, chemical and physical properties can be made from mixtures of different TCO materials by changing the processing parameters. Films can be made with properties unobtainable by a single material. The electrical conductivity of oxide films can be improved by doping (addition of an impurity) or heat treatment. Such oxides include indium tin oxide (ITO) (Suzuki et al. 2002; Minami 2005), fluorine-doped tin oxide (FTO) (Pan et al. 2014; Lemlikchia et al. 2010), aluminum-doped zinc-oxide (AZO) (Lewis and Paine 2000; Tsai et al. 2016), Titanium co-doping ZNO (Chen and Chen 2015) and gallium-doped zinc oxide (GZO) (Wendt et al. 1997; Ko et al. 2000; Chen and Yang 2016). These have all been studied extensively and many excellent papers have been published on the subject.
The ionic radius of Fluorine is closing to oxygen (F: 1.31 Å, O: 1.38 Å) and it caused less lattice distortion (Pearton et al. 2005). Furthermore, a few literatures about the effects of different annealing temperature on optoelectronic properties of FZO thin films have been reported (Wang et al. 2015). Therefore, the novelty of this study is that we investigated the different annealing temperatures on the FZO thin film by using RF sputtering. Changes in the electrical, optical and surface properties of the deposited material were closely monitored to achieve films that were highly transparent and also had good electrical conductivity. The molecular structure of the film was not disturbed by the presence of fluorine atoms and was basically the same as that of pure Zinc oxide. The Wurzite hexagonal structure of the film shows the same close hexagonal packing as ZnO (Assuncão et al. 2003).
2 Theory and methods of the experiment
2.1 Theory of sputtering
There are many different methods used for the production of thin films, these include DC and RF sputtering, arc ion plating (AIP), heat evaporation, sol–gel processes, chemical vapor deposition (CVD), metal–organic chemical vapor deposition (MOCVD), and others. We used RF ion sputtering for the experiments in this study.
In this method, Argon gas at low pressure is ionized in a vacuum chamber and used to bombard the atoms on the surface of a target which acts as a cathode. According to the principle of momentum transfer, the atoms ejected from the surface of the target material form a layer on the surface of the substrate. As in regular vacuum coating, the basic factor governing sputtering is the mean free path, defined as the average distance that a gas molecule travels in the vacuum between collisions. The gas molecules travel in different directions and different speeds. However, while each molecule has a different free path, the differences are slight. The average value is the free mean path and this is defined as follows:
where λ is the mean free path, k a constant, D the diameter of molecule, T the absolute temperature and P the gas pressure. Therefore, the key factors deciding the effectiveness of sputtering are the distance between the cathode and the substrate and the system pressure.
2.2 Magnetron sputtering
Magnetron sputtering is now the mainstream practical sputtering method. Magnets are installed behind the target which cause parallel magnetic field lines to be generated between the center and the edges of the target material. The secondary electrons, ejected from the target material, drift along the closed trajectory in the direction E × B formed by the Lorentz force and this prolongs their life. A high current electric discharge occurs, even under low pressure, and sputtering speed is greatly increased. The electrons move in a spiral path and this increases the distance they move. One advantage of magnetron sputtering is an increase in the ionization of the sputtering gas, more ions bombard the surface of the target. Consequently, the number of particles available for deposit on the substrate is increased and the process is more effective. The drawback is faster target consumption which raises film fabrication costs. Only about 30% of the target material actually ends up as film and frequent changes of target are necessary.
2.3 Experimental method
The glass substrate is cut into convenient sized pieces which are cleaned by sonication in ethanol for 10 min. They are then washed in deionized water, blow dried and placed in an oven at 80 °C for 1 h. A sputtering system made by the Ishi Vacuum (I Shien Co., Ltd) was used. Argon gas was introduced and the necessary parameters were set before sputtering is started. The substrate was not heated nor was oxygen introduced during sputtering. The FZO targets used in the sputtering process were fabricated using a conventional solid-state reaction method. Briefly, high-purity ZnO powder was mixed with 2 at.% LiF powder and 98 at.% ZnO powder. The mixture was pressed in a cold isostatic press and then sintered at a temperature. In performing the sputtering process, the target-to-substrate distance was set as 15 cm. Prior to sputtering, the vacuum chamber wasevacuated to a base pressure of less than 1.5 × 10−4 Pa. In addition, the glass substrates were cleaned in acetone and methanol using an ultrasonic method and dried in a highpressure nitrogen gas flow. The RF power for the FZO target was set as 50 W. The structural characteristics of the MGZO films were investigated by X-ray diffraction (XRD, SIEMENS D5000). In addition, the electrical resistivity of the films was measured using a Hall instrument (Advanced Design Technology Company), while the transmittance spectra were measured using a UV–Vis spectrophotometer (Hitachi U-4001). Finally, the surface morphologies of the various films were observed using a scanning electron microscope (SEM, Philip’s XL-40 FEG).
3 Results and discussion
3.1 Thickness analysis of FZO film
The optical and electrical properties of the film are greatly influenced by film thickness. In a normal situation, the optical properties increase and electrical properties decrease as film thickness increases, so our experiments made the thickness measurement and compared the thickness before and after annealing. It can be seen in Table 1 that the FZO film thickness is 130 nm when 50 W of sputtering power was used. Film thickness is not affected by heat treatment and does not change with an increase in temperature (Figs. 1, 2).

Electrical properties of FZO films annealed at different annealing temperatures

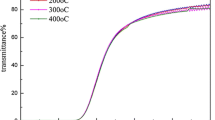
The transmittance of FZO films annealed at different temperatures
3.2 Electrical properties analysis of FZO film
Figure 3 shows FZO film to have a very high resistance, nearly 8.77 Ω cm, which is too high for categorization as a conductive film. However, the resistance dropped to 1.19 × 10−2 Ω cm, after annealing at 400 °C. The mobility and carrier concentration increased as well. The ion deposition attachment force was also reduced due to the lower power used for sputtering. If the film thickness is less than the free path length of the electrons, electron scattering will cause the conductivity to drop. Proper annealing treatment will lead to grain growth and recrystallization which will reduce the number of internal defects and improve the electrical properties of the film (Table 2).

SEM surface image of FZO films at a as-deposited and annealed at b 200 °C; c 300 °C; d 400 °C
3.3 Transmittance analysis of FZO film
Figure 4 shows that FZO films fabricated with 50 W sputtering power have excellent transmittance. They also display very high transmittance at 400 nm which drops slightly for wavelengths greater than 450 nm. Annealing temperature does not significantly affect optical properties. Table 3 shows the average transmittance was maintained above 85%.

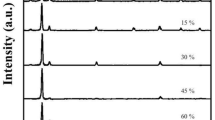
XRD images of FZO films annealed at different temperatures
3.4 Surface analysis of FZO film
Figure 3a shows that a few holes are present in un-annealed FZO films fabricated with 50 W of sputtering power. The electrical properties drop slightly due to resistance to electron migration caused by the irregular arrangement and uneven grain distribution. After annealing (Fig. 3b–d), it was observed that the pores of the test piece were gradually reduced, and the grain grew up by the thermal diffusion of the grains, thus slightly improving the electrical properties of the FZO film.
3.5 XRD structural analysis of FZO thin film
It can be seen from Fig. 4 that the FZO film mainly grows in the (002) direction and secondary growth is in the (103) direction. The growth is along the c-axis and normal to the substrate surface, which is the same as previous ZnO film growth. This shows that the F doping of ZnO does not change crystal growth direction. However, it can be clearly seen that (002) peak value increases with a rise in annealing temperature which improves the crystallinity.
3.6 FZO film grain size analysis
The full width at half maximum (FWHM) value can be obtained from Fig. 4. The relation between FWHM and grain size can also be derived using Scherrer’s formula. As shown in the equation below, a smaller FWHM (β) means larger grain size. It can also be seen from Table 4 that the average grain size of FZO increases significantly (from 25.39 to 39.02 nm) as increasing annealing temperature. Figure 4 shows a clear tendency towards an increase in grain size as FWHM decreases.
4 Conclusion
In this study, the transparent and conductive of FZO films were deposited onto Corning glass substrates by RF sputtering. The experimental results showed that the thickness of the FZO film did not increase with a rise in annealing temperature. The ion deposition attachment force and electrical properties were low due to the reduced power used for sputtering. The films displayed a resistance of 1.19 × 102 Ω cm after annealing at 400 °C. The average transmittance rate was 85.16%. SEM images showed the grains of the film to be smooth and dense. XRD revealed that the main growth was in the (002) direction, crystallinity was improved by annealing, and grain size increased with higher annealing temperature.
References
Ahn, B.D., Oh, S.H., Lee, C.H., Kim, G.H., Kim, H.J., Lee, S.Y.: Influence of thermal annealing ambient on Ga-doped ZnO thin films. J. Cryst. Growth 309, 128–133 (2007)
Assuncão, V., Fortunato, E., Marques, A., Goncalves, A., Ferreira, I., Aguas, H., Martins, R.: New challenges on gallium-doped zinc oxide films prepared by rf magnetron sputtering. Thin Solid Films 442, 102–106 (2003)
Chen, T.H., Chen, T.Y.: Effects of annealing temperature on properties of Ti–Ga–doped ZnO films deposited on flexible substrates. Nanomaterials 5, 1831–1839 (2015)
Chen, T.H., Jiang, B.L.: Optical and electronic properties of Mo:ZnO thin films deposited using RF magnetron sputtering with different process parameters. Opt. Quant. Electron. 48(2), 77-1–77-9 (2016)
Chen, T.H., Yang, C.L.: The Mg doping GZO thin film for optical and electrical application by using RF magnetron sputtering. Opt. Quant. Electron. 48, 533-1–533-9 (2016)
Chen, T.H., Jiang, B.L., Huang, C.T.: The optical and electrical properties of mzo transparent conductive thin films on flexible substrate. Smart Sci. 5, 53–60 (2017)
Dang, W.L., Fu, Y.Q., Luo, J.K., Flewitt, A.J., Milne, W.I.: Deposition and characterization of sputtered ZnO films. Superlattices Microstruct. 42, 89–93 (2007)
Ginzburg, P., Roth, D.J., Nasir, M.E., Segovia, P., Krasavin, A.V., Levitt, J., Hirvonen, L.M., Wells, B., Suhling, K., Richards, D., Podolskiy, V.A., Zayats, A.V.: Spontaneous emission in non-local materials. Light Sci. Appl. 6, e16273-1–e16273-10 (2017)
Ko, H.J., Chen, Y.F., Hong, S.K., Wenisch, H., Yao, T.: Ga-doped ZnO films grown on GaN templates by plasma-assisted molecular-beam epitaxy. Appl. Phys. Lett. 77, 3761–3763 (2000)
Lemlikchia, S., Abdelli-Messaci, S., Lafane, S., Kerdja, T., Guittoum, A., Saad, M.: Study of structural and optical properties of ZnO films grown by pulsed laser deposition. Appl. Surf. Sci. 256(18), 5650–5655 (2010)
Lewis, B.G., Paine, D.C.: Applications and processing of transparent conducting oxides. MRS Bull. 25(8), 22–27 (2000)
Li, Z.W., Gao, W.: ZnO thin films with DC and RF reactive sputtering. Mater. Lett. 58, 1363–1370 (2004)
Lin, Y.C., Chen, T.Y., Wang, L.C., Lien, S.Y.: Comparison of AZO, GZO, and AGZO thin films TCOs applied for a-Si solar cells. J. Electrochem. Soc. 159, 599–604 (2012)
Minami, T.: Transparent conducting oxide semiconductors for transparent electrodes. Semicond. Sci. Technol. 20, S35–S44 (2005)
Oh, B.Y., Jeong, M.C., Kim, D.S., Lee, W., Myoung, J.M.: Post-annealing of Al-doped ZnO films in a hydrogen atmosphere. J. Cryst. Growth 281, 475–480 (2005)
Pan, Z., Xiao, Y., Tian, X., Wu, S., Chen, C., Deng, J., Xiao, C., Hu, G., Wei, Z.: Effect of annealing on the structures and properties of Al and F co-doped ZnO nanostructures. Mater. Sci. Semicond. Process. 17, 162–167 (2014)
Pearton, S.J., Norton, D.P., Ip, K., Heo, Y.W., Steiner, T.: Recent progress in processing and properties of ZnO. Prog. Mater Sci. 50, 293–340 (2005)
Shrestha, P.K., Chun, Y.T., Chu, D.: A high-resolution optically addressed spatial light modulator based on ZnO nanoparticles. Light Sci. Appl. 4, e259-1–e259-7 (2015)
Su, Y.H., Ke, Y.F., Cai, S.L., Yao, Q.: Surface plasmon resonance of layer-by-layer gold nanoparticles induced photoelectric current in environmentally-friendly plasmon-sensitized solar cell. Light Sci. Appl. 1, e14-1–e14-5 (2012)
Suzuki, A., Matsushita, T., Aoki, T., Mori, A., Okuda, M.: Highly conducting transparent indium tin oxide films prepared by pulsed laser deposition. Thin Solid Films 411, 23–27 (2002)
Tsai, T.Y., Chen, T.H., Tu, S.L., Su, Y.H., Shen, Y.H., Yang, C.L.: Effect of annealing temperature on the optoelectronic characteristic of Al and Ga co-doing ZnO thin films. Opt. Quantum Electron. 48, 475-1–475-7 (2016)
Tu, S.L., Chen, T.H., Su, Y.H., Yang, J.H.: Optoelectronic properties or morning glory as dye on TiO2 thin film. Opt. Quant. Electron. 48, 92-1–92-9 (2016)
Wang, F.H., Lee, Y.H., Kang, T.H., Liu, H.W.: Influence of RF power on physical properties of ZnO:ZnF2 thin films by RF magnetron sputtering. Superlattices Microstruct. 83, 289–298 (2015)
Wendt, R., Ellmer, K., Wiesemann, K.: Thermal power at a substrate during ZnO:Al thin film deposition in a planar magnetron sputtering system. J. Appl. Phys. 82, 2115–2122 (1997)
Yu, Q., Gao, P., Zhang, K.Y., Tong, X., Yang, H., Liu, S., Du, J., Zhao, Q., Huang, W.: Luminescent gold nanocluster-based sensing platform for accurate H2S detection in vitro and in vivo with improved anti-interference. Light Sci. Appl. 6, e17107-1–e17107-11 (2017)
Zheng, Z.B., Li, J.T., Ma, T., Fang, H.L., Ren, W.C., Chen, J., She, J.C., Zhang, Y., Liu, F., Chen, H.J., Deng, S.Z., Xu, N.S.: Tailoring of electromagnetic field localizations by two-dimensional graphene nanostructures. Light Sci. Appl. 6, e17057-1–e17057-8 (2017)
Acknowledgements
The authors would like to express our sincere gratitude for support from the Ministry of Science and Technology, Taiwan which sponsored the work under Contract No. MOST 106-2628-E-151-001-MY3.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is part of the Topical Collection on Optics in Materials, Energy and Related Technologies 2018.
Guest Edited by Yen-Hsun Su, Songnan Qu, Yiting Yu, Wei Zhang.
Rights and permissions
About this article

Cite this article
Lin, C.Y., Chen, TH., Tu, SL. et al. The optical and electrical properties of F doped ZnO thin film by different post-annealing temperatures. Opt Quant Electron 50, 169 (2018). https://doi.org/10.1007/s11082-018-1430-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11082-018-1430-3