
Abstract
The present paper describes the preparation of metallic aluminum (Al) nanoparticles in an aqueous solution. An aqueous colloidal solution containing metallic Al nanoparticles was prepared by electrolyzing an Al salt aqueous solution using two metallic Al plate electrodes. Simultaneous electrolysis and sonication was necessary for the successful synthesis of metallic Al particles with a cubic crystal structure. Metallic Al particles were mainly produced on the cathode. Electrolysis under sonication was performed under various conditions. The morphology of the particles strongly depended on the temperature, electrolysis time, and sonication frequency, which could be mainly explained by changes in particle collision frequency and dissolution, particle collision frequency, and attenuation in the medium and/or cavitation stability, respectively. Metallic Al particles could be prepared using a stainless-steel plate as the cathode. Under the appropriate conditions, metallic Al particles with particle sizes of ca. 75–130 nm could be synthesized.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Many types of metallic particles have been applied to various fields. Metallic aluminum (Al) particles, in particular, have been investigated for their potential applications in fuels, hydrogen storage materials, and pigments [1,2,3]. When preparing metallic particles for specific applications, the choice of synthesis method is important because the morphology and properties of the resulting particles are highly dependent on the method employed. Several methods for synthesizing metallic Al particles have been reported [4,5,6,7,8,9]. For instance, Gromov et al. produced metallic Al nanopowders by the electrical explosion of wires and investigated their reactivity with air and water [4]. Antony et al. synthesized metallic Al nanoparticles using a wire explosion process and studied the mechanism of nanoparticle formation using an optical emission technique [5]. Lerner et al. reported the synthesis of metallic Al nanoparticles by the electrical explosion of Al wires in argon and nitrogen [6]. Mathe et al. fabricated metallic Al nanoparticles via the thermal plasma route and confirmed the possibility of in situ nanoparticle passivation in the thermal plasma reactor [7]. Abdelkader et al. employed the electrical explosion of wires to produce metallic Al nanoparticles and characterized their morphology using various analytical techniques [8]. Karthik et al. synthesized ultrafine metallic Al powder using radio-frequency induction plasma and evaluated the influence of various parameters such as powder feed rate and plasma gas flow rate on the size, distribution, and metallic Al content of the synthesized powders [9]. The methods used in these studies are usually based on the electrical evaporation (including plasma process) or explosion of a metallic Al wire in a gaseous medium. Such methods are well-known gas-phase processes for particle synthesis. Although the gas-phase process is quite successful, it requires expensive equipment, consumes a large amount of electric power, and involves complicated steps; thus, the process presents substantial risks.
A liquid-phase reaction can also be applied to prepare metallic particles. In this reaction, metal ions are reduced in the aqueous phase. This method is suitable for industrial production because it can easily produce large amounts of metallic particles. Noble metal particles, such as Au, Pt, and Ag, can be synthesized via the reduction reaction of metal ions with reducing reagents in aqueous solution [10,11,12]. However, the use of reducing reagents leads to product adulteration owing to residual substances, which could deteriorate the specific properties of the final particles. In addition, the synthesis of base or less-noble metals in aqueous solution is difficult. For example, when metallic Al corrodes in an aqueous electrolyte, it is oxidized via the reaction 2Al + 6H2O → 2Al(OH)3 + 3H2↑ [13]; thus, the synthesis and long-term storage of metallic Al particles are challenging. Metallic Al particles can be synthesized by processes that utilize the reduction of Al3+ ions or decomposition of Al compounds in organic solvents [14,15,16,17,18,19,20]. Haber et al. prepared nanocrystalline Al by chemical synthesis using AlCl3 and LiAlH4 in 1,3,5-trimethylbenzene [14]. Cui et al. synthesized size-controlled and discrete core–shell Al nanoparticles via a wet chemical process using AlCl3 and LiAlH4 in trimethylbenzene [15]. Riegsinger et al. reported the room-temperature liquid-phase synthesis of Al nanoparticles using AlBr3 and lithium naphthalenide in toluene [16]. Meziani et al. reported the fabrication of metallic Al nanoparticles by the dropwise addition of N-methylpyrrolidine to a suspension of AlCl3 and LiAlH4 in hexane and investigated their precise morphology [17]. Lee et al. synthesized metallic Al nanoparticles using AlCl3 and LiAlH4 in ethylene glycol as a precursor for oleic acid passivation [18]. Clark et al. performed the titanium (IV) isopropoxide-catalyzed decomposition of AlH3 in Lewis base solvents such as 1,4-dioxane, tetrahydrofuran, tetramethylethylenediamine, and N-methylpyrrolidine to form metallic Al nanocrystals [19]. In these studies, organic solvents are used to suppress the oxidation originating from the aqueous electrolyte; however, their use increases the environmental load of the reduction process.
Electrolysis is a typical manufacturing method for metals and metal alloys. Electrolytic processes do not require reducing reagents and, thus, can increase the purity of the obtained metal. The method typically forms a metallic film on an electrode via the deposition of metal nanoparticles. Some researchers have reported electrosynthesis methods to obtain metallic Al particles [21,22,23,24,25]. Li et al. electrodeposited metallic Al on a copper cathode from AlCl3 in acetamide [21]. Ismail studied nanosized metallic Al coatings obtained via electrodeposition using ionic liquids containing AlCl3 [22]. Elterman et al. investigated the mechanism of aluminum reduction in 1-ethyl-3-methylimidazolium chloride/chloroaluminate ionic liquids [23]. Bhujbal et al. reported the electrodeposition of metallic Al from the chloroaluminate ionic liquid 1-ethyl-3-methylimidazolium chloride [24]. Cvetković et al. performed metallic Al electrodeposition in an AlCl3–urea deep eutectic solvent system [25]. Although these methods are very useful, the metallic Al particles are immobilized on the electrode via electrodeposition; thus, utilizing the particles alone is difficult. If the metallic particles deposited on the electrode can be dispersed in the electrolyte, a colloidal solution of the metallic particles can be obtained. In addition, electrosynthesis methods use organic solvents and ionic liquids, which are environmentally hazardous, costly, and dangerous to human health and the environment. The selection of the electrolyte solution is another important consideration in such processes. Given efforts to achieve a sustainable society, water should ideally be used as the electrolyte solution for the electrochemical reduction of metal cations. However, the formation of metal particles other than Cu, Hg, Ag, Pt, and Au is problematic because such metal cations are hardly reduced when dissolved in water because the protons in water are easily reduced to hydrogen molecules under an applied voltage. The problem of proton reduction can be addressed by using organic solvents and ionic liquids as electrolyte solutions, which, as discussed earlier, present other issues. Hence, the following challenges must be addressed: (i) metal nanoparticle deposition in the electrolyte solution, (ii) metal nanoparticle dispersion in the electrolyte solution, and (iii) use of water as the electrolyte solution.
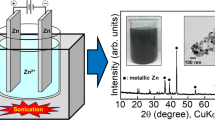
Our research group had previously demonstrated the synthesis of metallic Zn particles via electrolysis in an aqueous electrolyte [26]. In this work, ultrasonic cleaning of the electrolyte solution was performed outside an electrolytic bath using a general-purpose ultrasonic cleaning machine to prevent the contamination of the colloidal solution owing to contact with the ultrasonic generator and simplify the equipment required for synthesis. Our findings showed that electrolysis combined with ultrasonic waves in an aqueous electrolyte, the purpose of which is to disperse metal nanoparticles into the aqueous electrolyte, presents several advantages, such as low environmental impact, excellent process safety, high purity of metallic Zn particles, and simple synthesis equipment. Our group then extended this electrolytic method to prepare high-purity metallic Al particles [27]. Although we demonstrated the successful formation of the desired nanoparticles in an aqueous electrolyte, the effects of the preparation conditions remained unclear. Thus, the present study aims to clarify these effects.
Materials and methods
Materials
Aluminum nitrate nonahydrate (Al(NO3)3⋅9H2O) (98.0%, Kanto Chemical Co.) was used as the starting reagent to prepare metallic Al particle colloidal solutions. A commercial metallic Al plate (purity: 99.7%, dimensions: 45 × 120 × 0.5 mm3, code # 1-126-0119, Kenis) and a commercial stainless-steel plate (SUS304, dimensions: 45 × 120 × 0.5 mm3, code # 1-126-0135, Kenis) were cut into dimensions of 20 × 75 × 0.5 mm3 and used as electrodes. All aqueous solutions were prepared using water purified via ion exchange and distillation in an Advantec RFD372NC water distillation unit. Potassium bromide (KBr, FUJIFILM Wako Pure Chemical Co.) was used to prepare samples for infrared spectroscopy (IR). Hydrochloric acid (HCl) (35.0–37.0%, Kanto Chemical) and nitric acid (HNO3) (60–61%, Kanto Chemical) were used to prepare aqua regia, which was employed to prepare the inductively coupled plasma-atomic emission spectroscopy (ICP-AES) samples.
Preparation
The electrolyte solution was a 0.1 M Al(NO3)3 aqueous solution prepared with purified water. Oxygen in the solution was removed by N2 bubbling. Figure 1a illustrates the setup used for the synthesis of the metallic Al nanoparticles. An electric current was applied to the electrolyte solution in a beaker serving as the reaction vessel. Approximately 100 mL of the electrolyte solution was placed in a 100 mL beaker. Electrolysis was performed under a constant current using a two-electrode system. Al plates were used as the anode and cathode. At the anode, Al3+ must be supplied to the electrolyte solution to achieve the reaction Al → Al3+ + 3e−. At the cathode, the reaction Al3+ + 3e− → Al should occur. Al nuclei should also be deposited and grown on the cathode to produce metallic Al. The two electrodes were submerged in 2 cm of the electrolyte solution at a distance of 2 cm apart. The voltage was applied using an A&D AD-8724D DC stabilized power supply to maintain a constant current of 1.0 A. The bottom of the beaker was subjected to ultrasonic waves generated by a Honda Electronics W-113 ultrasonic cleaner (oscillation frequency: 28 kHz, continuous mode) during electrolysis to disperse the Al nanoparticles deposited onto the cathode into the electrolyte solution. An H-cell was also used as a reaction vessel to determine the phenomena occurring at each electrode, as illustrated in Fig. 1b. The H-cell was assembled with a Merck hydrophilic polytetrafluoroethylene membrane (pore size: 10.0 μm) separating the cell compartments. The two half-cells were filled with 0.1 M Al(NO3)3 aqueous solution (100 mL), and a metallic Al plate was placed in each half-cell. The two electrodes were submerged in the electrolyte such that the distance between electrodes was 50 mm and the depth of submergence was 20 mm. An electric current was then generated in the same manner as in the beaker. Two sonication methods were used in this study. In method A, electrolysis was performed first without sonication and then with sonication. In method B, electrolysis and sonication were performed concurrently, that is, ultrasonic waves were applied during electrolysis. During electrolysis in both the beaker and H-cell systems, the temperature of the water bath in which the reaction vessel was placed was maintained at 25–65 °C using an EYELA CTP-3000 low-temperature circulator. Although the temperature of the electrolyte actually increases under sonication, electrolysis was carried out assuming that the electrolyte temperature did not increase drastically, i.e., was almost constant during the electrolysis. A nanoparticulate colloidal solution was obtained after the above process. The colloidal solution was centrifuged at 12,000 rpm for 30 min to sediment the particles at the bottom of the tube, and the supernatant was removed by decantation, that is, gently tilting the centrifuge tube to avoid shaking to separate the nanoparticles from the supernatant. After centrifugation and decantation, the particles were added with ethanol and redispersed by shaking with a vortex mixer. The washing process was repeated thrice. Finally, the colloidal solution was centrifuged, and the supernatant was removed by decantation after the third wash. The slightly wet powders were dried in a Yamato DP-31 vacuum-drying oven equipped with an oil-sealed rotary vacuum pump (ULVAC GCD-136X).

Experimental setups for synthesizing metallic Al nanoparticles via the combination of electrolysis and ultrasonication. The reaction vessels were a a beaker and b an H-cell
Characterization
The nanoparticles were investigated using transmission electron microscopy (TEM), X-ray diffraction (XRD), ultraviolet-visible spectroscopy (UV-VIS), IR, and ICP. TEM imaging was performed using a JEOL JEM-2100 microscope at 200 kV. The TEM samples were prepared by dropping the colloidal solution onto a collodion-coated Cu grid and evaporating the dispersant. The volume-averaged particle size and standard deviation of the particle size distribution were determined from dozens of particle diameters measured from the TEM images. XRD measurements were performed using a Rigaku Ultima IV X-ray diffractometer with a CuKα radiation source operated at 40 kV and 30 mA. The nanoparticle powders obtained following the washing process described in the “Preparation” section were used as XRD samples. UV-VIS measurements were performed using a Shimadzu UV-2600i spectrophotometer. The UV-VIS samples were prepared by dispersing the nanoparticle powders in sufficient water such that the Al concentration was identical to that of the as-prepared colloidal solution. IR measurements were performed using a Shimadzu IR Affinity-1 spectrophotometer. The IR samples were prepared by mixing the nanoparticle powders with KBr and pressing the mixtures into pellets. The ICP samples were prepared by dissolving the nanoparticle powders obtained during the preparation of the XRD samples in aqua regia. The elemental composition of the particles was measured by ICP using a Shimadzu ICPS-7510 sequential plasma spectrometer.
Results and discussion
Synthesis using a beaker as the reaction vessel—particles synthesized via method A (electrolysis without sonication followed by sonication)
The electrolyte solution was transparent before electrolysis. Figure 2a shows a photograph of the electrolyte solution obtained immediately after electrolysis without sonication for 60 min. The electrolyte solution became opaque, indicating the production of nanoparticles, which caused light scattering. Given the slight opacity observed, we can infer that only a small amount of nanoparticles was formed in the electrolyte. Photographs of the solutions in the anode and cathode after sonication are shown in Fig. 2b, c, respectively. The solutions were obtained by performing electrolysis without sonication for 60 min and then collecting the electrode, immersing it in a newly prepared electrolyte solution, and sonicating it with water for 60 min. After sonication, the anode solution remained transparent, indicating that particles were not produced on this electrode. By contrast, the cathode solution became opaque, indicating that particles were produced on this electrode. Following electrolysis, the nuclei generated on the cathode grew to form nanoparticles. The nanoparticles were then detached from the cathode by sonication and dispersed into the solution. Because of the slight opacity observed in the cathode solution, we can infer that only a small amount of nanoparticles had formed. Electrolysis without sonication may induce film formation by generating metallic Al nuclei, which are then deposited on the electrode and grow into nanoparticles. Thus, the film cannot be pulverized and detached from the electrode in the subsequent sonication step.

Photographs of the a electrolyte solution after electrolysis without sonication, b the solution obtained by performing electrolysis without sonication and then transferring the anode into a newly prepared electrolyte solution and sonicating it with water for 60 min, c the solution obtained by performing electrolysis without sonication and then transferring the cathode into a newly prepared electrolyte solution and sonicating it with water for 60 min, and d the solution after sonication without electrolysis. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C and 28 kHz for 60 min for the samples a–c. The sonication without electrolysis was performed at 45 °C and 28 kHz for 60 min for the sample d
Synthesis using a beaker as the reaction vessel—particles synthesized via method B (simultaneous electrolysis and sonication)
The effect of electrolysis temperature on nanoparticle formation was examined. The electrolysis time was adjusted to 60 min. Because synthesis at 25 °C was performed in our previous work [22], in the present study, synthesis via method B was performed at 55 and 65 °C. Figure 3(Aa) and (Ab) show photographs of the electrolyte solutions obtained after electrolysis at 55 and 65 °C. The transparent electrolytes became opaque and grayish colloidal solutions after electrolysis. In this paper, we refer to the muddiness observed in the solutions as “grayness” because describing color qualitatively is quite challenging. No significant precipitation occurred after a few hours of electrolysis, as determined by the naked eye. Therefore, the solution may be regarded as colloidally stable. The opacity of the solutions implies the production of nanoparticles. The degree of grayness of the solutions prepared using method B was higher compared with that of the solutions produced using method A (Fig. 2a). Thus, method B was considered suitable for synthesizing metallic Al nanoparticles and used for all subsequent experiments. Next, we sought to determine whether the production of gray colloidally stable colloidal solutions or the formation of nanoparticles was simply the result of metallic Al peeling off from the surface of the metallic Al plate owing to sonication. Thus, we performed sonication without electrolysis. Figure 2d shows a photograph of the electrolyte solution obtained after sonication without electrolysis for 60 min. The electrolyte solution remained transparent even after sonication without electrolysis, thus confirming that the gray stable colloidal solution was obtained because of simultaneous electrolysis and sonication. Figure 4 (A)–(E) show photographs of the anodes after electrolysis. The anodes were partially dissolved by electrolysis at all temperatures examined, and their surfaces became rough. Anode dissolution implies that the reaction Al → Al3+ + 3e− occurred. Figure 4(a)–(e) show photographs of the cathodes after electrolysis. Particles appeared to be deposited on the electrode surfaces at all temperatures examined. In this case, cathode deposition implies that the reaction Al3+ + 3e− → Al occurred given the supply of Al3+ from the electrolyte solution. Some particles peeled off from the cathode after sonication and dispersed into the solution. Shabana et al. proposed a method for synthesizing metallic Al nanoparticles with ultrasound assistance in dioctyl adipate and confirmed that the synthesized metallic Al nanoparticles could be dispersed in the solvent by ultrasonication [28]. Thus, we can reasonably assume that sonication can disperse metallic Al nanoparticles in the solution. In addition to the peeled-off particles, some particles remained on the cathode. In other words, not all particles were peeled off from the electrode. Assuming that the efficiency of peeling-off from the cathode by sonication depends on the sonication conditions, such as the intensity and frequency of ultrasonic waves, the sonication conditions employed in the present work were considered to be insufficient to completely peel off all particles. Thus, our method can be further improved to achieve higher efficiency. According to our previous work [27], the particle sizes obtained after synthesis at temperatures of 25, 35, and 45 °C were 76.3 ± 30.2, 77.0 ± 31.0, and 84.7 ± 38.2 nm, respectively. The size distributions of these particles are shown in Supplementary Information 1. Figure 3(Ba) and (Bb) show TEM images of the particles in the colloidal solutions prepared at 55 and 65 °C, respectively; at these temperatures, the particle sizes were 96.1 ± 41.5 and 70.2 ± 35.5 nm, respectively. The size distributions of these particles are shown in Fig. 3(Ca) and (Cb). Thus, the particle size increased as the temperature of the electrolyte solution increased in the range of 25–55 °C. Particles collide with greater energy at higher temperatures, resulting in their aggregation and increase in average particle size. However, at 65 °C, the particle size decreases. During corrosion in aqueous solution, metallic Al is released as various species such as Al3+, Al(OH)2+, Al(OH)2+, Al(OH)3, and Al(OH)4− [29]. According to Ryl et al. [30], the relationship between corrosion rate and temperature can be regarded as an Arrhenius-type process. Therefore, electrolysis at high temperatures promotes particle dissolution, resulting in the observed decrease in particle size. The XRD patterns of the Al nanoparticles obtained at temperatures of 25, 35, and 45 °C (our previous work [27], see Supplementary Information 2) can be summarized as follows. At 25 °C, no remarkable peaks were detected, indicating that the particles were either amorphous or extremely fine crystallites. At 35 and 45 °C, peaks that could be assigned to the planes of metallic Al (cubic) were detected; this assignment was based on previously published results [31, 32] and the International Centre for Diffraction Data (ICDD) reference pattern (#00-004-0787). By applying the Scherrer equation to the XRD linewidth of the peak reflecting the (111) plane, we determined that the average sizes of metallic Al crystals obtained at 35 and 45 °C were 55.7 and 59.3 nm, respectively. Figure 3(D) shows the XRD patterns of particles synthesized at 55 and 65 °C. Peaks that could be assigned to the planes of metallic Al (cubic) were detected. The peaks observed confirm the successful synthesis of metallic Al particles at 35–65 °C. We suppose that water decomposes to form hydrogen gas and hydroxide ions at the cathode during electrolysis and that the action of hydroxide ions readily converts Al to an ionic form, eventually producing Al hydroxides or oxides. However, except for those of metallic Al, no other peaks of Al were detected in the XRD patterns. Because passivated layers are known to form on metallic Al surfaces [33,34,35], such layers may also have formed on the metallic Al nanoparticle surfaces, thereby preventing the metallic Al from oxidizing. The inability of XRD to detect the peaks of these passivated layers may be attributed to their amorphous nature or extremely fine crystal size. The average sizes of the metallic Al crystals prepared at 55 and 65 °C were 57.1 and 54.3 nm, respectively. The particle sizes estimated from the TEM observation were larger than those determined by XRD analysis, and two reasons could explain these differences. First, some of the metallic Al nanoparticles may have actually been polycrystals of metallic Al. Second, as discussed earlier, the oxidation of metallic Al nanoparticles may be prevented during electrolysis in water, and passivated layers may form on the metallic Al nanoparticle surfaces, thereby reducing the size of the as-prepared metallic Al crystals. The crystal size increased as the temperature of the electrolyte solution increased in the range of 35–45 °C but decreased when the temperature exceeded 45 °C. Figure 3(E) shows the UV-VIS extinction spectrum of the electrolyte solution after electrolysis at 45 °C. An extinction peak was detected at 201.0 nm. A peak owing to absorption based on surface plasmon resonance (SPR) on metallic Al nanoparticles is known to appear in the UV region [36, 37]. Hence, the peak detected at 201.0 nm was attributed to the SPR of metallic Al nanoparticles, thus confirming the successful synthesis of metallic Al particles. The SPR peak wavelength depends on the particle size. According to Katyal and Vibhuti [37], the peak at 201.0 nm corresponds to metallic Al nanoparticles with a particle size of ca. 50 nm, which is smaller than the average particle size (84.7 nm) estimated by the TEM. These findings support our speculation that the formation of passivated layers decreases the size of the metallic Al particles. Figure 3(F) shows the IR spectrum of nanoparticles obtained after electrolysis at 45 °C. Several peaks were recorded, and these peaks were identified by comparison with those reported in the literature [38,39,40,41,42]. The shoulder peaks at 542 and 945 cm−1 were assigned to the stretching modes of Al–O–Al linkages. The peak at 1385 cm−1 was assigned to the bending mode of Al–OH and/or –NO2 groups. Because Al(NO3)3⋅9H2O was used as a starting reagent, nitrate may not have been completely washed out from the particles. The peaks at 1638 and 3453 cm−1 were assigned to hydroxyl (O–H) groups. These assignments reflect the presence of Al oxides and hydroxides, which also supports the formation of passivated layers on the metallic Al nanoparticle surfaces.

Properties of the samples obtained after electrolysis. (Aa, Ab) Photographs of the electrolyte solutions after electrolysis at (Aa) 55 and (Ab) 65 °C. (Ba, Bb) TEM images of the nanoparticles obtained by electrolysis at temperatures of (Ba) 55 and (Bb) 65 °C. (Ca, Cb) Particle size distributions obtained from the TEM images in (Ba) and (Bb), respectively. (Da, Db) XRD patterns of the nanoparticles obtained by electrolysis at temperatures of (Da) 55 and (Db) 65 °C. ●: cubic Al. (E) UV-VIS extinction spectrum of the electrolyte solution after electrolysis at 45 °C. (F) IR spectrum of the nanoparticles obtained by electrolysis at 45 °C. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 28 kHz for 60 min

Photographs of the (A)–(E) anodes and (a)–(e) cathodes after electrolysis at (A, a) 25, (B, b) 35, (C, c) 45, (D, d) 55, and (E, e) 65 °C. The anode and cathode were composed of metallic Al plates. ●: cubic Al. Electrolysis was performed at 28 kHz for 60 min
We subsequently estimated the purity of the nanoparticles by dissolving the metallic Al nanoparticle powder (1.64 × 10−4 g) in aqua regia (2 mL), diluting the solution 500 times with water to result in the initial nanoparticle powder concentration of 1.64 × 10−4 g-sample/L, and measuring the actual Al concentration in the solution by ICP. The measured Al concentration was 5.88 × 10−5 g-Al/L. Thus, the purity of metallic Al in the obtained metallic Al nanoparticles was estimated to be 35.9 wt%. The formation of passivated layers may have contributed to the low purity of the sample. Although we stated that high-purity metallic Al particles could be synthesized by extending the electrolytic method [27] in “Introduction,” a low purity was obtained when we focused on metallic Al only. Because the electrolytic method in the present work did not use any external reducing agents and electrolysis was not performed in organic solvents, the metallic Al nanoparticles did not contain impurities related to these reagents or solvents. Thus, from the viewpoint of such impurities, the produced metallic Al nanoparticles were of high purity.
The effect of electrolysis time on the morphology of the metallic Al nanoparticles was also assessed. Photographs of the colloidal solutions prepared using various electrolysis times are shown in Fig. 5 (Aa)–(Ad). A photograph of the solution prepared using an electrolysis time of 60 min is shown in our previous work [27]. The solutions remained fairly transparent under electrolysis times of 1, 2, and 3 min, although some opacity could be observed at 2 and 3 min. The solution became predominantly opaque or grayish at electrolysis times exceeding 3 min, and the degree of grayness increased with increasing electrolysis time. This observation implies that the number of particles dispersed in the solution was low at 3 min but increased drastically when electrolysis was performed for over 3 min. Because the solution was nearly transparent at an electrolysis time of 3 min, we can assume that no significant particles are present in the solution. Figure 5(Ba)–(Bd) show photographs of the anodes after electrolysis. A photograph of the anode obtained after 60 min of electrolysis is shown in Fig. 4(C). The anode surface became slightly gray or white after 1 min of electrolysis, and the degree of whiteness increased with increasing electrolysis time. This observation implies that the dissolution of the anode actually begins at 1 min. Hence, we performed SEM observations to investigate the micromorphology of the anode surface, as shown in Fig. 6. A mottled pattern, which may be attributed to anode dissolution, was observed on the electrode surface after 1 min. This finding indicates that dissolution begins at 1 min despite the solution remaining transparent at this time. The size of the mottles increased over time for up to 2 min. The mottles then connected with each other at 3 min. Finally, the surface was completely oxidized at 60 min. Figure 5(Ca)–(Cd) show photographs of the cathodes after electrolysis. A photograph of the cathode obtained after 60 min of electrolysis is shown in Fig. 4(c). Similar to the anode surface, the cathode surface became slightly gray or white after 1 min of electrolysis, and the degree of whiteness increased with increasing electrolysis time. SEM observations were performed to investigate the micromorphology of the cathode surface, as shown in Fig. 7. Rectangular structures measuring approximately 10 μm were observed on the cathode surface even after 1 min. These structures then appeared to peel off in some places on the cathode. We speculate that some particles composed of metallic Al formed on the cathode and peeled off with sonication, dispersing into the electrolyte solution as fine particles. No significant differences in surface morphology were observed among the electrolysis times tested. Thus, a process comprising particle formation, peel off, and dispersion continuously occurs during electrolysis. Here, we discuss the effect of mass balance on this process. The initial weight of the metallic Al plate was 1.96 g. After 60 min of the particle formation–peel off–dispersion process, the weights of the anode and cathode were 1.56 and 2.00 g, respectively, which means the weights of the electrodes decreased by 0.40 g and increased by 0.04 g, respectively, relative to that of the original plates. The weight of obtained particles was 0.06 g. Thus, the weight loss of the anode was not compensated by the sum of the weight gain of the cathode and the weight of the obtained particles. Hydrogen ions may be reduced at the cathode via the reaction 2H2O + 2e− → H2 + 2OH−. We speculate that the electrons at the cathode are also consumed during this reduction reaction, lowering the amount of particles produced by reduction and, consequently, resulting in the non-compensation of the Al weight. Figure 8 shows TEM images of the particles in the colloidal solutions prepared using various electrolysis times. A TEM image of the particles obtained at an electrolysis time of 60 min is shown in our previous work [27]. The particle sizes obtained following electrolysis for 1, 2, 3, 5, and 60 min were 73.9 ± 24.4, 76.3 ± 35.6, 79.5 ± 34.2, 77.3 ± 22.8, and 84.7 ± 34.2 nm, respectively. The particle sizes estimated by the TEM observation were larger than the crystal sizes determined by the XRD analysis likely because of the formation of polycrystals and/or passivated layers; the effects of electrolysis temperature and electrolysis time may also contribute to these findings. The particle size remained nearly constant (within the standard deviation) even when the electrolysis time was varied probably because electrons are no longer supplied to the nanoparticles and the reduction of Al3+ ceases when the nanoparticles are peeled off from the electrode by sonication. Thus, no particle growth was observed with further increases in reaction time.

Properties of the samples. (Aa–Ad) Photographs of the electrolyte solutions after electrolysis for (Aa) 1, (Ab) 2, (Ac) 3, and (Ad) 5 min. (Ba–Bd) Photographs of the anodes after electrolysis for (Ba) 1, (Bb) 2, (Bc) 3, and (Bd) 5 min. (Ca–Cd) Photographs of the cathodes after electrolysis for (Ca) 1, (Cb) 2, (Cc) 3, and (Cd) 5 min. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C and 28 kHz

SEM images of the anodes after electrolysis for a 1, b 2, c 3, d 5, and e 60 min. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C and 28 kHz

SEM images of the cathodes after electrolysis for a 1, b 2, c 3, d 5, and e 60 min. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C and 28 kHz

TEM images of the particles obtained after electrolysis for a 1, b 2, c 3, and d 5 min. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C and 28 kHz
The frequency of the ultrasonic waves employed in the experiments performed thus far was set to 28 kHz. To investigate the effect of the frequency of ultrasonic waves on particle morphology, we performed electrolysis at ultrasonication frequencies of 45 and 100 kHz. Figure 9(Aa) and (Ab) show photographs of the electrolyte solutions obtained after electrolysis for 60 min at 45 and 100 kHz, respectively. Opaque, grayish, and fairly stable colloidal solutions were produced after electrolysis at these frequencies; the same results were observed when ultrasonication was performed at 28 kHz (our previous work [27]). Figure 9(Ba) and (Bb) show TEM images of the nanoparticles in the colloidal solutions prepared at 45 and 100 kHz, respectively. The particle sizes obtained at ultrasonication frequencies of 28, 45, and 100 kHz were 84.7 ± 34.2 (our previous work [27]), 130.3 ± 97.2, and 75.8 ± 27.6 nm, respectively. The increase in particle size from 28 to 45 kHz can be explained as follows. The absorption of ultrasound waves by homogenous media generally increases with frequency [43], which means low-frequency ultrasound waves can travel through the electrolyte solution without significant absorption and reach the cathode, where the nanoparticles are deposited, peel off, and dispersed into the solution phase. Moreover, strong bubble collapse typically occurs at low frequencies [44]. Such collapse promotes the peeling of the nanoparticles, thereby preventing them from growing larger on the cathode. Consequently, small particles are produced at low frequencies. In other words, the metallic Al nanoparticles grew more intensively with no peel off at 45 kHz than at 28 kHz and were peeled off by sonication after particle growth. A similar tendency was confirmed in our previous work on the electrolytic synthesis of metallic Zn nanoparticles. Next, the decrease in particle size from 45 to 100 kHz can be explained as follows. Higher ultrasonication frequencies may be unable to induce the peeling of well-grown metallic Al nanoparticles; thus, only fine particles generated on the cathode, such as particle nuclei, were peeled off. These fine particles then aggregate to form particles measuring ca. 80 nm. We speculate that the fine particles simply clustered together without crystal growth, although the mechanism underlying the absence of XRD peaks remains unclear. Consequently, the particle size obtained at 100 kHz was smaller than that obtained at 45 kHz. Figure 9(C) shows the XRD patterns of particles in the colloidal solutions prepared at 45 and 100 kHz. Peaks that could be assigned to the planes of metallic Al (cubic) were detected at 28 (in our previous work [27]) and 45 kHz. The crystal sizes estimated by applying the Scherrer equation to the XRD linewidth of the peak reflecting the (111) plane were 54.3 nm at 28 kHz and 61.6 nm at 45 kHz. The particle sizes estimated by the TEM observation were larger than the crystal sizes determined by XRD analysis because of the formation of polycrystals and/or passivated layers; the effects of electrolysis temperature and electrolysis time may also contribute to these findings. Thus, the crystal size increased with increasing ultrasonication frequency. This increase in particle size, as shown in Fig. 9 (Ba) and (Bb), may be explained by theory describing the dependence of particle size on the attenuation of the ultrasonication frequency and/or stability of cavitation, and crystal growth may be promoted by the particle size. No peaks were detected in the particles obtained at 100 kHz, indicating that these particles were either amorphous or too fine for XRD detection. The TEM observations in Fig. 9 (Ba) and (Bb) indicate that higher ultrasonication frequencies may be unable to promote the peeling of well-grown metallic Al nanoparticles; thus, only fine particles generated on the cathode, such as particle nuclei, were peeled off to form aggregates and particles measuring ca. 80 nm. Since these fine particles did not grow into crystals but contributed to the formation of aggregates and particles, they could not be detected by XRD. Alternatively, the peeled metallic Al particles may be so fine that they are highly reactive and oxidized. The XRD peaks of the oxides may not have been detected because of their amorphous nature or their extremely fine crystal size. In any case, at the moment, the formation of metallic Al at 100 kHz cannot be confirmed.

Properties of the samples. (Aa, Ab) Photographs of the electrolyte solutions after electrolysis with sonication at (Aa) 45 and (Ab) 100 kHz. (Ba, Bb) TEM images of particles obtained by electrolysis with sonication at (Ba) 45 and (Bb) 100 kHz. (Ca, Cb) XRD patterns of particles obtained by electrolysis with sonication at (Ca) 45 and (Cb) 100 kHz. ●: cubic Al. The anode and cathode were composed of metallic Al plates. Electrolysis was performed at 45 °C for 60 min
When we used an Al plate as the cathode, we considered that the Al plate may be destroyed by sonication, leading to the formation of Al particles. Hence, we selected a stainless-steel plate as the cathode and demonstrated Al particle formation via the electroreduction of Al3+ to Al0. Figure 10a shows a photograph of the electrolyte solutions prepared by electrolysis for 60 min using the stainless-steel cathode at 45 °C and 28 kHz. The transparent electrolyte became an opaque and grayish colloidal solution after electrolysis, similar to the electrolyte in the metallic Al cathode; this finding implies that the particles can be synthesized even on a stainless-steel cathode. The degree of grayness in Fig. 10a was stronger than that in Fig. 9(Aa), indicating that some of the nanoparticles on the metallic Al cathode were dissolved in the solution because of their high reactivity; however, the reason behind this high reactivity remains unclear. Figure 10b shows a TEM image of the particles in the colloidal solution. Particles similar to those on the metallic Al cathode were produced, and these particles measured 81.9 ± 38.0 nm, which is comparable with the size of particles produced on the metallic Al cathode (84.7 ± 34.2 nm). Figure 10c shows the XRD pattern of the particles. Peaks that could be assigned to the planes of metallic Al (cubic) were detected, and the crystal size estimated from the XRD linewidth of the peak reflecting the (111) plane was 54.3 nm, which is also comparable with the size of particles obtained on the metallic Al cathode (59.3 nm). Thus, metallic Al particles similar to those on the metallic Al cathode were prepared using the stainless-steel cathode. The cathode is simply where the reduction of Al3+, but not its dissolution, occurs, and the cathode itself does not undergo a chemical reaction. Therefore, metallic Al particles may be produced even with a metal cathode that is different from metallic Al.

Properties of samples obtained by electrolysis using a metallic Al plate and stainless plate as the anode and cathode, respectively. a Photograph of the electrolyte solution after electrolysis. b TEM image of the nanoparticles in a. c XRD pattern of the nanoparticles. ●: cubic Al. Electrolysis was performed at 45 °C and 28 kHz for 60 min
Synthesis via method B using an H-cell as the reaction vessel
We used an H-cell as the reaction vessel to determine the events occurring at each electrode and the mechanism of the formation of metallic Al nanoparticles. Method B was applied to the H-cell system. Figure 11(a) shows a photograph of the solutions prepared using the H-cell. After electrolysis for 120 min, the clear electrolytes in the anode and cathode compartments became opaque and grayish colloidal solutions. The opacity and degree of grayness of the colloidal solution in the cathode compartment were greater than those of the colloidal solution in the anode compartment. Moreover, sedimentation was observed in the cathode compartment, thereby implying that the amount of particles formed on the cathode was greater than that on the anode. Indeed, the amount of powder obtained from the cathode following the washing process was greater than that from the anode, which indicates that the majority of the particles were produced at the cathode. Figure 11(b) and (c) show photographs of the metallic Al electrodes after electrolysis. The anode was partially dissolved by electrolysis, and the electrode surface became rough, thereby implying that the reaction Al → Al3+ + 3e− had occurred. The particles appeared to be deposited on the cathode surface. The observation of deposition implies that the reaction Al3+ + 3e− → Al had occurred given the supply of Al3+ from the electrolyte solution. These findings are similar to those obtained when a beaker was used as the reaction vessel. Figure 11(d) and (e) show TEM images of the nanoparticles in the colloidal solutions. Particles smaller than 100 nm were produced at both the anode and cathode, although several particles appeared to agglomerate. Figure 11(f) shows the XRD pattern of the nanoparticle powder obtained at the anode. Only one peak, which could be assigned to the (111) plane of metallic Al (cubic), was detected for the anode sample, indicating that metallic Al was obtained at the anode. These nanoparticles may have been produced when the Al metal on the anode surface was peeled off in a nanoparticulate state by sonication because Al3+ reduction should not have occurred at the anode. Previous reports indicated the formation of a porous Al2O3 layer on metallic Al plates owing to anodic oxidation [45,46,47]. A similar porous layer may have formed on the anode surface in this study via the reaction 2Al + 3H2O → Al2O3 + 6H+ + 6e−. The formation of this porous layer may have promoted the peeling of the Al metal. Figure 11(g) shows the XRD pattern of the nanoparticle powder obtained at the cathode side. Peaks that could be assigned to the planes of metallic Al (cubic) were clearly detected for the cathode sample, indicating that metallic Al was obtained at the cathode. This finding indicates the production of metallic Al via the reaction Al3+ + 3e− → Al. The peak intensities in the H-cell system were weaker than those in the beaker system. Because the status of sonication may be expected to differ between the H-cell and beaker systems, we speculate that this variation may affect the particle morphology. However, the precise mechanism of this effect remains unclear.

a Photograph of colloidal solutions prepared by using an H-cell as the reaction vessel. The anode and cathode were placed into the cells at the left and right sides, respectively. b, c Photographs of the metallic Al electrodes after electrolysis. d, e TEM images of nanoparticles in the colloidal solutions prepared using the H-cell as the reaction vessel at the (d) anode and (e) cathode sides. f, g XRD patterns of the nanoparticles in (d) and (e). ●: cubic Al. Electrolysis was performed at 65 °C and 28 kHz for 120 min
Conclusions
A method for preparing metallic Al nanoparticles in aqueous solutions was proposed. An aqueous colloidal solution of metallic Al nanoparticles was prepared by reducing Al ions via electrolysis with two metallic Al plate electrodes. Sonication during electrolysis helped prepare the metallic Al nanoparticles (cubic phase). The metallic Al particles were produced on the cathode. The effects of various preparation conditions (temperature: 25–65 °C; electrolysis time: 1–60 min; sonication frequency: 28, 45, and 100 kHz) were examined. Variations in these conditions led to changes in the morphology of the particles because particle collision frequency and dissolution, particle collision frequency, and attenuation in the medium and/or cavitation stability depend strongly on the temperature, electrolysis time, and frequency of sonication, respectively. A stainless-steel plate was also confirmed to be feasible for use as a cathode to prepare the metallic Al particles. The experimental results clearly demonstrated that the optimal conditions enabled the preparation of metallic Al particles with various particle sizes in the range of ca. 75–130 nm.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Sarafraz MM, Christo FC, Tran NN, Fulcheri L, Hessel V (2022) Thermal plasma-aided chemical looping carbon dioxide dissociation for fuel production from aluminium particles. Energy Convers Manag 257:115413. https://doi.org/10.1016/j.enconman.2022.115413
Etminanbakhsh M, Allahkaram SR (2023) Reaction of aluminum particles with superheated steam to generate hydrogen gas as a readily usable clean fuel. Fuel 332:126011. https://doi.org/10.1016/j.fuel.2022.126011
Liu W, Zhang H, Shao Y, Zhang H, Zhu J (2020) Preparation of aluminium metallic pigmented powder coatings with high color stability using a novel method: microwave bonding. Prog Org Coat 147:105787. https://doi.org/10.1016/j.porgcoat.2020.105787
Gromov AA, Förter-Barth U, Teipel U (2006) Aluminum nanopowders produced by electrical explosion of wires and passivated by non-inert coatings: characterisation and reactivity, with air and water. Powder Technol 164:111–115. https://doi.org/10.1016/j.powtec.2006.03.003
Antony JK, Vasa NJ, Chakravarthy SR, Sarathi R (2010) Understanding the mechanism of nano-aluminum particle formation by wire explosion process using optical emission technique. J Quant Spectrosc Radiat Transf 111:2509–2516. https://doi.org/10.1016/j.jqsrt.2010.07.011
Lerner MI, Glazkova EA, Lozhkomoev AS, Svarovskaya NV, Bakina OV, Pervikov AV, Psakhie SG (2016) Synthesis of Al nanoparticles and Al/AlN composite nanoparticles by electrical explosion of aluminum wires in argon and nitrogen. Powder Technol 295:307–314. https://doi.org/10.1016/j.powtec.2016.04.005
Mathe VL, Varma V, Raut S, Nandi AK, Pant A, Prasanth H, Pandey RK, Bhoraskar SV, Das AK (2016) Enhanced active aluminum content and thermal behaviour of nano-aluminum particles passivated during synthesis using thermal plasma route. Appl Surf Sci 368:16–26. https://doi.org/10.1016/j.apsusc.2016.01.246
Abdelkader EM, Jelliss PA, Buckner SW (2016) Main group nanoparticle synthesis using electrical explosion of wires, Nano-Struct. Nano-Objects 7:23–31. https://doi.org/10.1016/j.nanoso.2016.05.001
Karthik PS, Chandrasekhar B, Chakravarty D, PVV S, Chakravadhanula VSK, Rao TN (2018) Propellant grade ultrafine aluminum powder by RF induction plasma. Adv Powder Technol 29:804–812. https://doi.org/10.1016/j.apt.2017.12.024
García-Caballero V, Mohammed-Ibrahim HK, Giner-Casares JJ, Cano M (2022) Influence of the synthesis route on the electrocatalytic performance for ORR of citrate-stabilized gold nanoparticles. Electrochem Commun 142:107364. https://doi.org/10.1016/j.elecom.2022.107364
Khan MAR, Mamun MSA, Ara MH (2021) Review on platinum nanoparticles: synthesis, characterization, and applications. Microchem J 171:106840. https://doi.org/10.1016/j.microc.2021.106840
Chaurasia PK, Bharati SL, Yadava S (2022) Nano-reduction of gold and silver ions: a perspective on the fate of microbial laccases as potential biocatalysts in the synthesis of metals (gold and silver) nano-particles. Curr Res Microb Sci 3:100098. https://doi.org/10.1016/j.crmicr.2021.100098
Nie H, Schoenitz M, Dreizin EL (2012) Calorimetric investigation of the aluminum-water reaction. Int J Hydrog Energy 37:11035–11045. https://doi.org/10.1016/j.ijhydene.2012.05.012
Haber JA, Buhro WE (1998) Kinetic Instability of nanocrystalline aluminum prepared by chemical synthesis; facile room-temperature grain growth. J Am Chem Soc 120:10847–10855. https://doi.org/10.1021/ja981972y
Cui Y, Zhao S, Tao D, Liang Z, Huang D, Xu Z (2014) Synthesis of size-controlled and discrete core-shell aluminum nanoparticles with a wet chemical process. Mater Lett 121:54–57. https://doi.org/10.1016/j.matlet.2014.01.122
Riegsinger S, Popescu R, Gerthsen D, Feldmann C (2022) Room-temperature liquid-phase synthesis of aluminium nanoparticles. Chem Commun 58:499. https://doi.org/10.1039/d2cc01846b
Meziani MJ, Bunker CE, Lu F, Li H, Wang W, Guliants EA, Quinn RA, Sun YP (2009) Formation and properties of stabilized aluminum nanoparticles. ACS Appl Mater Interfaces 1:703–709. https://doi.org/10.1021/am800209m
Lee HM, Choi SY, Yun JY (2011) Preparation of aluminum–organic nanocomposite materials via wet chemical process. Adv Powder Technol 22:608–612. https://doi.org/10.1016/j.apt.2010.09.003
Clark BD, DeSantis CJ, Wu G, Renard D, McClain MJ, Bursi L, Tsai AL, Nordlander P, Halas NJ (2019) Ligand-dependent colloidal stability controls the growth of aluminum nanocrystals. J Am Chem Soc 141:1716–1724. https://doi.org/10.1021/jacs.8b12255
Jacobson CR, Solti D, Renard D, Yuan L, Lou M, Halas NJ (2020) Shining light on aluminum nanoparticle synthesis. Acc Chem Res 53:2020–2030. https://doi.org/10.1021/acs.accounts.0c00419
Li M, Gao B, Liu C, Chen W, Shi Z, Hu X, Wang Z (2015) Electrodeposition of aluminum from AlCl3/acetamide eutectic solvent. Electrochim Acta 180:811–814. https://doi.org/10.1016/j.electacta.2015.09.008
Ismail AS (2016) Nano-sized aluminum coatings from aryl-substituted imidazolium cation based ionic liquid. Egypt J Pet 25:525–530. https://doi.org/10.1016/j.ejpe.2015.11.007
Elterman VA, Shevelin PY, Yolshina LA, Borozdin AV (2021) Electrodeposition of aluminium from the chloroaluminate ionic liquid 1-ethyl-3-methylimidazolium chloride. Electrochim Acta 389:138715. https://doi.org/10.1016/j.electacta.2021.138715
Bhujbal AV, Venkatesan KA, Bhanage BM (2021) Electrochemical deposition of nanocrystalline aluminum from a protic ionic liquid on mild steel. J Mol Liq 326:115275. https://doi.org/10.1016/j.molliq.2021.115275
Cvetković VS, Vukićević NM, Jovićević N, Stevanović JS, Jovićević JN (2020) Aluminium electrodeposition under novel conditions from AlCl3-urea deep eutectic solvent at room temperature. Trans Nonferrous Metals Soc China 30:823–834. https://doi.org/10.1016/S1003-6326(20)65257-8
Yoshida A, Yamauchi N, Nakashima K, Watanabe K, Koda H, Kunigami H, Kunigami H, Kobayashi Y (2020) Synthesis of metallic zinc nanoparticles by electrolysis. Appl Nanosci 10:3457–3464. https://doi.org/10.1007/s13204-020-01524-6
Hosoya T, Yonezawa T, Yamauchi N, Nakashima K, Kobayashi Y (2021) Synthesis of metallic aluminum particles by electrolysis in aqueous solution. Micro Nano Syst Lett 9:14. https://doi.org/10.1186/s40486-021-00141-4
Shabana S, Sonawane SH, Ranganathan V, Pujjalwar PH, Pinjari DV, Bhanvase BA, Gogate PR, Ashokkumar M (2017) Improved synthesis of aluminium nanoparticles using ultrasound assisted approach and subsequent dispersion studies in di-octyl adipate. Ultrason Sonochem 36:59–69. https://doi.org/10.1016/j.ultsonch.2016.11.020
L’Haridon-Quaireau S, Laot M, Colas K, Kapusta B, Delpech S, Gosset D (2020) Effects of temperature and pH on uniform and pitting corrosion of aluminium alloy 6061-T6 and characterisation of the hydroxide layers. J Alloys Compd 833:155146. https://doi.org/10.1016/j.jallcom.2020.155146
Ryl J, Wysocka J, Cieslik M, Gerengi H, Ossowski T, Krakowiak S, Niedzialkowski P (2019) Understanding the origin of high corrosion inhibition efficiency of bee products towards aluminium alloys in alkaline environments. Electrochim Acta 304:263–274. https://doi.org/10.1016/j.electacta.2019.03.012
Zawrah MF, Wassel AR, Youness RA, Taha MA (2022) Recycling of aluminum dross and silica fume wastes for production of mullite-containing ceramics: powder preparation, sinterability and properties. Ceram Int 48:31661–31671. https://doi.org/10.1016/j.ceramint.2022.07.087
Zhang L, Wang S, Su X, Li X, Zou M (2022) Preparation and characterization of core-shell Al@PFHP with improving the combustion and ignition properties of aluminum powder. Particuology in press. https://doi.org/10.1016/j.partic.2022.08.008
Darowicki K, Orlikowski J, Arutunowa A, Jurczak W (2006) The effect of tensile stresses on aluminium passive layer durability. Electrochim Acta 51:6091–6096. https://doi.org/10.1016/j.electacta.2005.12.054
Luo L, Li Y, Sun X, Li J, Hu E, Liu Y, Tian Y, Yang XQ, Li Y, Lin WF, Kuang Y, Liu W, Sun X (2020) Synthesis and properties of stable sub-2-nm-thick aluminum nanosheets: oxygen passivation and two-photon luminescence. Chem 6:448–459. https://doi.org/10.1016/j.chempr.2019.11.004
Kroll R, Kearns P, Usman BJ, Zhou X, Engelberg DL (2023) A novel approach to determine cathodic passivation characteristics and semiconducting properties of pure aluminium 99.5 wt% and aluminium alloy 7075-T6 with an electrochemical pen electrode. Corros Sci 211:110898. https://doi.org/10.1016/j.corsci.2022.110898
Ziashahabia A, Poursalehi R (2015) The effects of surface oxidation and interparticle coupling on surface plasmon resonance properties of aluminum nanoparticles as a UV plasmonic material. Procedia Mater Sci 11:434–437. https://doi.org/10.1016/j.mspro.2015.11.030
Katyal J, Badoni V (2021) Localized surface plasmon resonance and field enhancement of Au, Ag, Al and Cu nanoparticles having isotropic and anisotropic nanostructure. Mater Today: Proc 44:5012–5017. https://doi.org/10.1016/j.matpr.2021.01.027
Ahmad AL, Idrus NF, Othman MR (2005) Preparation of perovskite alumina ceramic membrane using sol-gel method. J Membr Sci 262:129–137. https://doi.org/10.1016/j.memsci.2005.06.042
Tan H, Guo C (2011) Preparation of long alumina fibers by sol-gel method using malic acid. Trans Nonferrous Metals Soc China 21:1563–1567. https://doi.org/10.1016/S1003-6326(11)60897-2
Roque-Ruiz JH, Cabrera-Ontiveros EA, González-García G, Reyes-López SY (2016) Thermal degradation of aluminum formate sol-gel; synthesis of α-alumina and characterization by 1H, 13C and 27Al MAS NMR and XRD spectroscopy. Results Phys 6:1096–1102. https://doi.org/10.1016/j.rinp.2016.11.052
Niero DF, Montedo ORK, Bernardin AM (2022) Synthesis and characterization of nano α-alumina by an inorganic sol–gel method. Mater Sci Eng B 280:115690. https://doi.org/10.1016/j.mseb.2022.115690
He F, Li W, Pang T, Zhou L, Wang C, Liu H, Li M, He X (2022) Hydrothermal synthesis of boehmite nanorods from alumina sols. Ceram Int 48:18035–18047. https://doi.org/10.1016/j.ceramint.2022.02.212
Kaczmarek K, Hornowski T, Antal I, Rajnak M, Timko M, Józefczak A (2020) Sono-magnetic heating in tumor phantom. J Magn Magn Mater 500:166396. https://doi.org/10.1016/j.jmmm.2020.166396
Nalesso S, Varlet G, Bussemaker MJ, Sear RP, Hodnett M, Monteagudo-Oliván R, Sebastián V, Coronas J, Lee J (2021) Sonocrystallisation of ZIF-8 in water with high excess of ligand: effects of frequency, power and sonication time. Ultrason Sonochem 76:105616. https://doi.org/10.1016/j.ultsonch.2021.105616
Li J, Zhao HWK, Wang M, Chen D, Chen M (2020) Effect of anodizing temperature and organic acid addition on the structure and corrosion resistance of anodic aluminum oxide films. Thin Solid Films 713:138359. https://doi.org/10.1016/j.tsf.2020.138359
Chien YC, Weng HC (2021) Cost-effective technique to fabricate a tubular through-hole anodic aluminum oxide membrane using one-step anodization. Microelectron Eng 247:111589. https://doi.org/10.1016/j.mee.2021.111589
Terashima A, Iwai M, Kikuchi T (2022) Nanomorphological changes of anodic aluminum oxide fabricated by anodizing in various phosphate solutions over a wide pH range. Appl Surf Sci 605:154687. https://doi.org/10.1016/j.apsusc.2022.154687
Acknowledgements
We would like to thank Takehiro Yonezawa of the Innovation Center, Mitsubishi Materials Corporation, Japan, for facilitating the fruitful discussion on the present work.
Author information
Authors and Affiliations
Contributions
Takefumi Hosoya: methodology, investigation, formal analysis, writing—original draft. Shiori Sato: methodology, investigation. Yoshiki Ueno: methodology, investigation. Ayumi Takahashi: methodology, investigation. Noriko Yamauchi: investigation, writing—review and editing. Shohei Tada: writing—review and editing. Yoshio Kobayashi: conceptualization, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
ESM 1
(PDF 169 kb)
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hosoya, T., Sato, S., Ueno, Y. et al. Electrolytic synthesis of metallic aluminum nanoparticles in aqueous solution. J Nanopart Res 25, 164 (2023). https://doi.org/10.1007/s11051-023-05814-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11051-023-05814-2