
The effect of processing on the microstructure and mechanical properties of cast duplex stainless steel 2507 is studied. It is established that the structure of hot-rolled steel contains δ-ferrite and austenite (γ) bands that change due to 50% cold rolling to form microstructural constituents of a more refined and fragmented nature of a duplex (γ +δ) phase. Austenite grains are most effectively refined (up to 5 μm) because of the recrystallization occurring during aging treatment. The cold-rolled steel has maximum strength and minimum elongation. The best combination of strength and ductility is achieved after hot deformation + solution treatment at 1040°C with water cooling and after hot deformation + solution treatment at 1300°C with water cooling followed by isothermal aging at 1000°C. Such processing ensures a good formability of the steel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Duplex stainless steels have been known since the 1930s. In the last two decades, their use and development have been rapidly widening. The duplex microstructure of such steels consists of ferrite and austenite, which provides an excellent combination of properties, i.e., an elevated strength, formability, high impact toughness and corrosion resistance, biocompatibility and weldability. These steels are applied in various industries for making water heaters, heat exchangers, storage tanks for various substances, pressure vessels, impellers and shafts, rotors, cargo tanks in chemical tankers, desalinating plants, steam purifiers, seawater systems, etc. [1,2,3].
Duplex steels in cast condition have a high yield strength (450 – 500 MPa) and ultimate tensile strength (600 – 700 MPa) combined with a high elongation (20 – 25%). The strength of such steels is raised by cold rolling [4, 5]. Their stress corrosion resistance in chlorides depends little on the cold deformation [6]. In addition, the combination of the operating properties of duplex steels is improved by an aging treatment, which widens the range of their application as structural materials.
It is known that the mechanical properties of duplex steels can also be advanced by controlling the microstructure by combining the deformation and the heat treatment, i.e., by a thermomechanical treatment. For example, a proper thermomechanical treatment of a Fe – Cr – Ni duplex stainless steel provides a fine-grained (1 – 3 μm) structure represented by α- and γ-phases. Such microduplex stainless steels exhibit a superplastic behavior under hot deformation in addition to a combination of high strength, impact toughness and fatigue resistance at room temperature [7].
The aim of the present work was to study the effect of different kinds of treatment on the microstructure and fracture behavior of duplex stainless steel 2507 (02Kh25N7M3) and the possibility to raise its mechanical properties.
Methods of Study
We studied cast duplex steel 2507 (02Kh25N7M3). The results of the spectrum analysis performed with the help on an ARL 4460 optical emission spectrometer gave the following chemical composition (in wt.%): 0.026 C, 24.56 Cr, 6.26 Ni, 4.23 Mo, 0.79 Mn, 0.65 Si, 0.176 N, 0.022 P, 0.004 S, the remainder Fe.
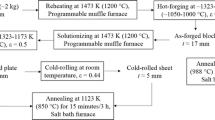
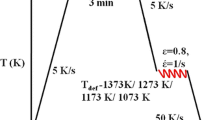
The billets were cut into square bars with cross section about 20 mm2, which were homogenized and then hot rolled to a final thickness of about 9 mm. Then the steel was solution treated at two temperatures (1040 and 1300°C) for 30 min with subsequent water quenching. A part of the samples after the treatment at 1300°C was subjected to isothermal aging at 1000°C for 20 min with water cooling. The remaining solution-treated samples were deformed by cold rolling (50 %) to a thickness of about 4.5 mm. The flow chart of the processing is presented in Fig. 1.

Processing flow chart for steel 2507.
The samples for the metallographic study had a size of 10 × 10 mm. The microstructure was studied using a Carl Zeiss Axiovert 40 Mat optical microscope after etching in a solution of aqua regia (75% HCl + 25% HNO3) and a Jeol JSM-5510 scanning electron microscope at an operating voltage of 20 kV. The parameters of the microstructure were also determined by image analysis of optical micrographs with the use of the Axiovision (version 4.8) software. The samples for the transmission electron microscopy were prepared from discs with diameter 3 mm stamped from thin foils (with a thickness of 70 – 90 μm). These samples were electropolished in a twin jet electropolisher using an electrolyte composed of 90% acetic acid and 10% perchloric acid at a temperature of 10 – 12°C. These thin electron transparent specimens were studied under a high-resolution Tecnai G2 transmission electron microscope operating at a voltage of 200 kV.
The tensile tests at room temperature were performed in a computer-controlled Instron (refitted model 5900R) testing machine with an extensometer at a crosshead speed of 0.5 mm/min. The samples for the tensile tests were prepared according to ASTM Vol.03.01:E8M-96 [8].
Results and Discussion
Figure 2 presents the microstructure of the steel after hot rolling with air cooling. Both micrographs exhibit elongated ferrite grains (54.5 ± 1.72 vol.%) deformed and flattened over the rolling direction. The appearance of a secondary austenite γ′-phase as a result of a δ → γ′ transformation is well known [9]. This transformation yields nickel-rich inclusions of γ -phase inside δ -ferrite, which changes the Cr/Ni proportion and provides thermodynamic conditions for formation of secondary γ′ austenite. The inclusions of secondary austenite differ from the primary austenite by an island shape [10,11,12]. The formation of secondary austenite inside ferrite grains results in reduction of the ferrite content in the hot-rolled steel.

Microstructure of steel 2507 after hot rolling with air cooling: a) optical microscope; b ) SEM; RD) rolling direction; TD) transverse direction.
Figure 3a and b present the microstructure of the hot-rolled sample after the 30-min solution treatment at 1040°C and subsequent water quenching. As a result of this treatment the elongated ferrite grains acquire a chiefly equiaxed morphology. It should be noted that the band-shaped austenite transforms into globular austenite primarily due to the static recrystallization occurring during the solution treatment.

Microstructure of steel 2507 after various treatments: a, b ) hot rolling + solution treatment at 1040°C for 30 min with water cooling; c, d ) hot rolling + solution treatment at 1300°C for 30 min with water cooling + isothermal aging at 1000°C for 20 min; e, f ) hot rolling+ solution treatment at 1040°C for 30 min with water cooling + cold deformation with 50% reduction; a, c, e) optical microscope; b, d, f ) SEM.
Figure 3c and d present the microstructure of the hot-rolled steel after the 30-min solution treatment at 1300°C, water quenching and 20-min isothermal aging at 1000°C. This treatment transforms the elongated inclusions of ferrite and austenite into chiefly equiaxed ones. Dynamic retrogression occurs in the ferrite more easily than in the austenite. In addition, the static recrystallization during the solution treatment promotes transformation of band-shaped austenite into a globular one. The microstructure after the aging at 1000°C has smaller grains (d < 15 μm) than when the steel is subjected to only solution treatment at 1040°C (dav ~ 21 μm) (Fig. 3a and b ). The somewhat higher content of ferrite (55.45 ± 0.5 vol.%) than in the hot-rolled steel correlates well with the results of the previous studies of duplex stainless steels [13].
Figure 3e and f present the microstructure of the hot-rolled steel after the 30-min solution treatment at 1040°C with water quenching and subsequent 50% cold rolling. Elongation and fragmentation of the austenite grains and δ-ferrite over the rolling direction tare observable in both micrographs. The higher content of ferrite (57.35 ± 0.4 vol.%) indicates occurrence of a strain-induced austenite-to-ferrite transformation during the cold rolling.
Figure 4 presents the microstructure of the hot-rolled steel (at a high magnification) after the solution treatment at 1040°C and subsequent water quenching. A bright austenite lath surrounded by grains of δ-ferrite [14,15,16,17] can be seen in Fig. 4a. The width of the austenite lath is about 2.3 μm. The austenite contains dislocations, the motion of which has been restricted by the austenite grain boundary. A lenticular austenite grain can be observed in Fig. 4b. In this case, the austenite is represented by a virtually dislocation-free recrystallized grain with a width about 1.12 μm.

Microstructure of steel 2507 after hot rolling and solution treatment at 1040°C with water cooling (TEM, bright-background image).
Figure 5 and the Table 1 present the results of the tensile tests of the duplex stainless steel after various treatments. The steel after the hot deformation has a higher yield strength (σ0.2 = 640 MPa) and ultimate tensile strength (σr = 820 MPa) but lower values of the total elongation (δ = 29%) than the hot-rolled steel after the solution treatment at 1040°C (σ0.2 = 520 MPa, σr = 750 MPa, δ = 45%). This may be associated with the presence of elongated austenite and ferrite grains in the structure of the not-rolled steel but mostly equiaxed grains after the solution treatment. In addition, the hot-rolled steel bears residual internal stresses that are relaxed after the solution treatment simultaneously with the formation of new recrystallized grains. The hot-rolled steel subjected to the solution treatment at 1300°C followed by 20-min isothermal aging at 1000°C has a better combination of the yield strength (σ0.2 = 550 MPa), ultimate tensile strength (σr = 770 MPa) and elongation (δ = 40%) than after the solution treatment at 1040°C, which may be attributed to the equiaxed morphology and lower sizes of the ferrite and austenite grains. The hot-rolled steel subjected to solution treatment and then cold deformed (50%) exhibits maximum values of σ0.2 = 1130 MPa and σr = 1230 MPa but minimum value of δ = 10% as compared to the properties detected after all the other processing variants. This is explainable by anisotropy of the structure in the direction of the cold rolling and by high internal stresses.

Stress (σ) – strain (ε) curves in tensile tests of steel 2507 in various conditions: 1 ) hot rolling; 2 ) hot rolling + solution treatment at 1040°C for 30 min with water cooling; 3 ) hot rolling + solution treatment at 1300°C for 30 min with water cooling + isothermal aging at 1000°C for 20 min; 4 ) hot rolling + solution treatment at 1040°C for 30 min with water cooling + cold deformation with 50% reduction.

Fracture surface (a) and microstructure of subsurface layer (b ) in steel 2507 after hot deformation (SEM).
The behavior of the stress–strain curves (Fig. 5) shows that the steel after the cold deformation has a maximum yield strength and a minimum elongation as compared to the properties obtained after all the other treatment variants. This is explainable by the presence of internal stresses appearing in the material due to the cold deformation. The ductility of the steel after all the other treatments is higher due to the composite microstructure represented by δ-ferrite and austenite. At a low strain, the δ-ferrite deforms and adapts to the applied load; at a high strain, the deformed component is the austenite. Such accommodation of the composite structure is accompanied by elevation of the dislocation density in the process of continuous deformation [9]. The combination of the strength and ductility is the best in the hot-rolled steel solution treated at 1040°C and cooled in water and in the steel solution treated at 1300°C with water cooling and isothermally aged at 1000°C (σr × δ = 33.69 GPa · % and 31.15 GPa · % respectively). The results obtained show the possibility of good formability of the steel and seem to be explainable by the transformation of the elongated/acicular morphology of the austenite into an equiaxed morphology [9].
To determine the micromechanism of fracture of the steel in tensile tests, we studied the fracture surfaces and surface layers of the samples with the help of SEM. The presence of dimples of various sizes and their depths in the hot-rolled steel indicate a ductile fracture behavior (Fig. 6a ). The subsurface layer has microscopic voids on the austenite/ferrite interfaces (marked with the arrows in Fig. 6b ). These micropores stretch in the direction of the tensile load promoting increase in the ductility of the steel.
After the hot deformation and 30-min solution annealing at 1040°C, the metal fractures in a ductile manner, which can be inferred from the dimples of various sizes and depths on the fracture surface (Fig. 7a ). In this case, the dimples are shallower than in the hot-rolled steel, which agrees with the elevated ductility (45%) [9]. The nucleation, growth and merging of the microvoids at the austenite/ferrite interfaces (Fig. 7b ) develop at a very low rate, which determines the ductile fracture behavior.

Fracture surface (a, c, d ) and microstructure of subsurface layer (b, d, f ) in steel 2507 after various treatments (SEM): a, b ) hot rolling + 30-min solution treatment at 1040°C with water cooling; c, d ) hot rolling + 30-min solution treatment at 1300°C with water cooling + 20-min isothermal aging at 1000°C with air cooling; e, f ) hot rolling + 30-min solution treatment at 1040°C with water cooling + 50% cold deformation.
After the hot deformation and 30-min solution treatment at 1300°C followed by 20-min aging at 1000°C, the fracture develops chiefly by a ductile mechanism and yields dimples of various sizes and depths distributed uniformly over the whole of the fracture surface (Fig. 7c ). The smaller sizes of the dimples indicate an elevated ductility of the steel (40%) [9], which is also stimulated by nucleation of microvoids over the austenite/ferrite interfaces (Fig. 7d ), the merging of which during the deformation enhances the fracture toughness of the steel [9].
After the hot deformation, 30-min solution treatment at 1040°C and subsequent 50% cold deformation, the fracture mechanism becomes quasi-brittle (Fig. 7e ). The fracture surface exhibits flat facets with several shallow dimples, which indicate a reduced (10%) ductility [18]. The subsurface region is characterized by nucleation of voids over the austenite/ferrite interfaces (Fig. 7c ). The quasi-brittle fracture after such treatment is chiefly a result of the high residual stresses in the material due to the cold rolling, which accelerate crack propagation in the tensile tests.
Conclusions
The results of the study of the effect of hot and cold deformation and various heat treatment modes (solution treatment followed by water quenching and isothermal aging)on the microstructure, mechanical properties and fracture behavior of cast duplex stainless steel 2507 (02Kh25N7M3) allow us to make the following conclusions.
-
1.
The structure of the steel subjected to hot deformation is represented by different contents of ferrite (about 55 vol.%) and austenite (about 45 vol.%).
-
2.
The steel exhibits a maximum strength and minimum ductility after hot deformation, solution treatment and subsequent 50% cold deformation. The best combination of strength and ductility is observed in the hot-rolled steel after the solution treatment at 1040°C with water quenching and after the solution treatment at 1300°C with water quenching followed by isothermal aging at 1000°C (σr × δ = 33.69 GPa · % and 31.15 GPa · % respectively).
-
3.
All the treatment modes without subsequent cold deformation provide continuous yielding of the steel in tensile tests and chiefly ductile fracture. The 50% cold deformation applied after the hot deformation and heat treatment raises sharply the yield strength, lowers the ductility, and causes predominantly brittle fracture of the steel.
References
R. N. Gunn, Duplex Stainless Steels — Microstructure, Properties and Applications, Abington Publishing, Cambridge, England (1997), 204 p.
Y. H. Park and Z. H. Lee, “The effect of nitrogen and heat treatment on the microstructure and tensile properties of 25Cr – 7Ni – 1.5Mo – 3W– xN duplex stainless-steel castings,” Mater. Sci. Eng. A, 297(1 – 2), 78 – 84 (2001).
J. M. Cabrera, A. Mateo, L. Lianes, et al.,“Hot deformation of duplex stainless steels,” J. Mater. Process. Technol., 143 – 144, 321 – 325 (2003).
M. C. Somani, P. Juntunen, L. P. Karjalainen, et al., “Enhanced mechanical properties through reversion in metastable austenitic stainless steels,” Metall. Mater. Trans. A, A40, 729 – 744 (2009).
J. Charles, “Super duplex stainless steels: structure and properties,” in: Proc. Conf. Duplex Stainless Steels’91, Les UlisCedex, France Paris, Beaune, Les Editions de Physique, Paris (1991), Vol. 1, pp. 151 – 154.
Practical Guidelines for the Fabrication of Duplex Stainless Steels, Int. Molybdenum Association, London, UK (2009), 63 p.
T. Maki, T. Furuhar, and K. Tsuzaki, “Microstructure development by thermomechanical processing in duplex stainless steel,” ISIJ Int., 41(6), 571 – 579 (2001).
ASTM Volume 03.01 – Metals – Mechanical Testing; Elevated and Low Temperature Tests. Metallography, ASTM (2023), 1850 p.
S. K. Ghosh, D. Mahata, R. Roychaudhuri, and R. Mondal, “Effect of rolling deformation and solution treatment on microstructure and mechanical properties of a cast duplex stainless steel,” Bull. Mater. Sci., 35(5), 839 – 846 (2012).
M. Martins and L. C. Casteletti, “Heat treatment temperature influence on ASTM A890 GR 6A super duplex stainless steel microstructure,” Mater. Charact., 55(3), 225 – 233 (2005).
G. W. Fan, J. Liu, P. D. Han, and G. J. Oaio, “Hot ductility and microstructure in casted 2205 duplex stainless steels,” Mater. Sci. Eng. A, 515(1 – 2), 108 – 112 (2009).
S. Pramanik, S. Bera, and S. K. Ghosh, “Influence of cold rolling on microstructural evolution in 2205 duplex stainless steel,” Steel Res. Int., 85(5), 776 – 783 (2014).
B. Maamache, B. Cheniti, B. Belkessa, et al., “Effect of aging temperature on the microstructure, local mechanical properties, and wear behavior of a UNS S32750 super duplex stainless steel,” J. Mater. Eng. Perform., 30, 546 – 555 (2021).
K. M. Lee, H. S. Cho, and D. C. Choi, “Effect of isothermal treatment of SAF 2205 duplex stainless steel on migration δ/γ interface boundary and growth of austenite,” Alloys Compd., 285, 156 – 161 (1999).
K. Toshio, “Role of sigma phase on hydrogen embrittlement of super duplex stainless steels,” Joining and Welding Research Institute, OSAKA University, 34(2), 63 – 68 (2005).
H. Chen and J. R. Yang, “Effects of solution treatment and continuous cooling on σ-phase precipitation in a 2205 duplex stainless steel,” Mater. Sci. Eng. A, A311(1 – 2), 28 – 41 (2001).
S. C. Kim, Z. Zhang, Y. Furuya, et al., “Effect of precipitation of σ-phase and N addition on the mechanical properties in 25Cr – 7Ni – 4Mo – 2W super duplex stainless steel,” Mater. Trans., 46(7), 1656 – 1662 (2005).
H. Mazaheri, H. Jamshidi, and A. R. Jamaati, “Achieving high strength-ductility in pure copper by cold rolling and submerged friction stir processing (SFSP),” J. Manuf. Process., 67, 496 – 502 (2021).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 4, pp. 68 – 75, April, 2024
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ghosh, S.K., Yadav, M. Influence of Processing on Microstructure, Mechanical Properties, and Fracture Behavior of a Cast 2507 Duplex Stainless Steel. Met Sci Heat Treat (2024). https://doi.org/10.1007/s11041-024-01042-0
Received:
Published:
DOI: https://doi.org/10.1007/s11041-024-01042-0