
Electron microscopy and x-ray diffraction analysis are used to study the structure of coatings deposited on steel 12Kh18N9T by non-vacuum electron beam cladding of TiC and Ti + C particles. Wear tests of the coated samples are performed under the conditions of friction against fixed abrasive particles and hydroabrasive impact. It is shown that cladding of the Ti + C powder mixture produces composite titanium carbides with dominantly dendritic structure. The reinforcement of the surface layers of steel 12Kh18N9T (AISI 321) with TiC particles doubles its wear resistance.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Corrosion-resistant steels and alloys are irreplaceable in the production of equipment employed in recent petrochemistry, nuclear power industry, medicine, aviation and ship building due to their high ductility, crack resistance, corrosion strength and adaptability to manufacture [1,2,3,4]. However, the low level of wear resistance of chromium-nickel austenitic steels restricts the service life of the articles produced from them under the conditions of intense abrasive loads, which leads to considerable economic losses [5, 6]. This problem can be solved by modification of the surface layers of the articles from these steels by depositing coatings possessing a high wear resistance.
Functional coatings are formed by many processes such as plasma and thermal spraying, arc and laser cladding, chemical and physical deposition from a vapor phase, etc. [7, 8]. A very effective method to reinforce the surface layers of articles is cladding of powder materials with a lumped beam of relativistic electrons extracted into air atmosphere. Such protective coatings can have a thickness of several millimeters and possess a high level of hardness, strength, wear resistance and corrosion resistance [9,10,11,12,13,14]. The hardness and the wear resistance are elevated due to formation of a structure of a metal-matrix composite, where high-strength inclusions of second phase are distributed uniformly in the volume of the matrix.
The fine reinforcing phases are high-strength compounds like carbides, borides or nitrides. Ceramic TiC particles have a high hardness and thermal stability and can be used for reinforcing iron-base alloys. The degree of the enhancement of the hardness and wear resistance is determined by the volume fraction, morphology and refinement of the reinforcing carbide phase, which depend in their turn on the parameters of the cladding process. In the recent years, attention has been attracted to coatings formed by cladding of powder mixtures with TiC particles. However, quite a few studies have been devoted to formation of TiC particles in a direct reaction between titanium and carbon in metallurgical cladding processes [15,16,17,18].
The aim of the present work was to raise the wear resistance of chromium-nickel steel 12Kh18N9T by reinforcing the surface layers with TiC-based particles introduced directly into the deposition zone or formed as a result of a chemical reaction between titanium and graphite during non-vacuum electron-beam cladding of a powder mixture.
Methods of Study
We deposited hardening coatings onto plates 100 × 50 × 10 mm in size from austenitic stainless chromium-nickel steel 12Kh18N9T with the following chemical composition (in wt.%): 0.05 C, 17.29 Cr, 8.98 Ni, 1.82 Mn, 0.33 Si, 0.24 Ti, 0.005 P, 0.003 S. The base process of deposition of the coatings was non-vacuum electron-beam cladding. A high-power lumped beam of relativistic electrons is an efficient source of energy for depositing various powder materials. The capacity of the beam to penetrate the powder layer and the substrate metal and the possibility of cladding in an air atmosphere are combined with a high (whatever the surface temperature) coefficient of absorption of the beam by the material and a high efficiency of the electron accelerator [13,14,15]. We used an ELV-6 commercial electron accelerator produced by the Institute of Nuclear Physics of the Siberian Branch of the Russian Academy of Sciences as the source of the beam of relativistic electrons extracted into an air atmosphere.
The powder mixtures used to form wear-resistant layers on the surface of plates from steel 12Kh18N10T contained high-strength particles of TiC or powdered Ti + C particles, which provided formation of titanium carbides during the deposition. To raise the adhesive properties of the forming layer, the deposited powder mixture was enriched with 10% iron powder. To protect the surface layer from the action of oxygen, we added into the mixture magnesium fluoride MgF2 in an amount of 50 vol.% of the mass of the deposited material. The modes of the cladding process and the compositions of the powder mixtures are presented in Table 1.
The metallographic studies of the clad layers were carried out using a Carl Zeiss Axio Observer A1m microscope at a magnification from × 50 to × 1000. The structure of the materials was uncovered by chemical etching in a mixture of concentrated nitric and hydrochloric acids in volume proportion 1 to 3. The phase composition was studied using an ARL X’TRA x-ray diffractometer. The diffraction patterns were obtained in copper Kα radiation in a discrete scanning mode at a step of 0.02. The time of pulse build-up was 3 sec per point. The microhardness of the materials obtained was determined with the help of a Wolpert Group 402MVD device at a load of 0.98 N on the diamond indenter.
To assess the tribotechnical properties of the materials, we used the methods of determination of wear resistance under the conditions of friction against fixed abrasive particles and hydroabrasive impact. The hydroabrasive wear resistance of the formed coatings was determined in an experimental device developed at the Lavrent’ev Institute of Hydrodynamics of the Siberian Branch of the Russian Academy of Sciences. The abrasive material was electrocorundum of grade 13A with particle size 315 – 400 μm (GOST 18818–90). The flow rate of the liquid in the wear process was 155 cm3/sec; the distance between the sample and the nozzle was 60 mm; the attack angle was 20, 45 and 90°; the test time was 40 min. To analyze the behavior of the material under the impact of the fixed abrasive particles, the material was pressed to a rotating disk with a fixed abrasive paper with particle size 65 – 80 μm. The motion mode was Archimedean spiral; the rotation speed of the disk was 100 rpm. The force of compression of the samples 2 × 2 mm in size was 3 N. The wear was evaluated in terms of the loss in the mass of the sample.
Results and Discussion
By the data of the metallographic study, cladding of the TiC powder and of the Ti + C mixture onto the surface of austenitic steel 12Kh18N9T produced coatings with a thickness of 1600 – 2500 μm.
The results of the x-ray phase analysis of the deposited materials are presented in Fig. 1. Independently of the conditions of the deposition, the clad layer chiefly consists of a hardening phase (TiC) and an austenite matrix (γ-Fe). It should be noted that the concentration of the hardening particles in the layer clad from titanium carbide is lower than in the layer clad from powdered titanium and graphite. This fact is confirmed by the intensity of the reflections from titanium carbide in the diffraction patterns.

X-ray diffraction patterns from surface layers obtained from Fe + TiC (a) and Fe + Ti + C (b ) mixtures.
Cladding of titanium carbide powder yields a structure with well manifested inhomogeneity (Fig. 2a – c). Metallographically, we observe regions enriched with and depleted of particles of the hardening phase. The microvolumes with maximum concentration of the hardening phase are characterized by dense arrangement of carbide particles (Fig. 2b ). The almost spherical shape of the carbide inclusions indicates dissolution of the original particles under the action of the electron beam on the material. A large volume of the coating is taken by a structure corresponding to phase γ-Fe with an inconsiderable content of TiC particles (Fig. 2c).

Structures of coatings obtained by non-vacuum electron-beam cladding of Fe + TiC (a, b, c) and Fe+ Ti+C (d, e, f ) mixtures.
Cladding of the Ti + C mixture is accompanied by formation of a characteristic dendritic-cellular structure (Fig. 2d). By the data of the x-ray diffraction analysis, the dendrite microvolumes have a structure of an iron-based γ-solid solution. The space between the dendrites is filled with particles of second phase (Fig. 2e ). According to the results of the microscopic x-ray spectrum analysis, the particles of the newly formed phase are chiefly titanium carbides (Fig. 3). In addition, there are undissolved original particles of titanium (Fig. 2f), which is connected with the short duration of the non-vacuum electron-beam cladding. However, the high heating temperatures and the presence of a liquid phase promote merging of such particles, while the direct contact with the carbon-saturated regions causes growth of the carbides.

Structure (a) and maps of distribution of Ti (b ), Cr (c) and C (d ) in the coating clad from the Fe + Ti + C powder mixture.
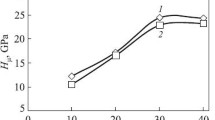
The results of the measurement of the microhardness allow us to assess the level of mechanical properties of the coatings formed by the electron-beam treatment. The maximum values of microhardness (about 1200 – 1250 HV) have been detected after cladding a powder mixture with TiC particles. The minimum microhardness (500 – 650 HV) has been detected in the coatings of the Ti + C system. Since the structure of the coatings is not homogeneous and combines a ductile matrix and high-strength TiC particles, the scattering of the microhardness in neighbor regions can reach about 50 – 200 HV.
Figure 4 presents the results of the estimation of the wear resistance of the material in friction against fixed abrasive particles. All the types of the surface-modified materials exhibit growth of wear resistance. The coatings clad from TiC powders at beam current 23 mA have the highest wear resistance. This is explainable by the fact that the structure of the reinforced layer has the form of a skeleton composed of high-strength TiC particles that hinder fracturing of the surface layers of the material under the action of abrasive particles. In addition, the combination of high-strength particles of second phase and ductile matrix with a structure of γ-solid solution makes it possible to avoid spalling of carbides from the hardened layer.

Relative wear resistance (ε) of clad layers under friction against fixed abrasive particles: 1 ) steel 12Kh18N9T (reference sample); 2, 3 ) layers clad from Fe + TiC and Fe + Ti + C powder mixtures, respectively; a) current of the beam of relativistic electrons I = 22 mA; b ) I = 23 mA; c) I = 24 mA.
The structures of the worn surfaces of the materials are presented in Fig. 5. The small fraction of the matrix material in the layer clad at a beam current of 22 mA is the cause of intense spalling of carbide particles (Fig. 5a and b) and of lowering of the wear resistance of the material. When the current intensity is increased to 24 mA, the clad layer is diluted by the material of the matrix. This raises the volume fraction of the ductile components and reduces the content of carbide particles (Fig. 5e and f ). The surface layer of the material wears intensely. The hardness of the matrix is not sufficient for fighting the abrasive action.

Fracture surface of the layer formed by cladding Fe + TiC mixture and rubbed against fixed abrasive particles: a, b ) current of the beam of relativistic electrons I = 22 mA; c, d ) I = 23 mA; e, f ) I = 24 mA.
All the worn samples bear numerous grooves left by numerous abrasive particles (Fig. 5). The high wear rate of the matrix material in the stage of alignment is caused by opening of the regions with high density of carbide particles. The results of the tests allow us to conclude that the high-strength carbides are effective barriers for motion of abrasive particles. Figure 6 presents the results of the tests for hydroabrasive wear of specimens clad with TiC powder and with Ti + C mixture. It can be seen that the presence of carbide particles affects favorably the level of the wear resistance of the materials. Increase of the cladding current lowers the wear resistance of the materials tested at attack angle 20°.

Relative wear resistance (ε) of clad layers of Fe + TiC (a, b, d ) and Fe+ Ti+C (c) at I = 22 mA (a), 23 mA (b, c), 24 mA (d ) under the impact of hydroabrasive environment: 1 ) on steel 12Kh18N9T (reference sample); 2, 3, 4 ) at attack angles 20, 45 and 90°, respectively.
The maximum wear resistance is exhibited by the coating clad at a beam current of 22 mA; it is twice higher than the wear resistance of the base material. Increase of the attack angle also results in a more intense impact of the abrasive on the surface layers of the material. The highest wear intensity has been detected in the samples tested at attack angle 90°. The level of the wear resistance of all the samples tested at this angle of attack is close to the resistance of the reference material and exceeds it by only a factor of about 1.1. This is explainable by the fact that in the case of frontal impact of the water jet with abrasive particles the mechanism of the hydroabrasive wear is more complicate (it is accompanied by cavitation). At the attack angle of 90° the maximum wear resistance (ε = 1.1) is exhibited by the layers formed at cladding current 23 mA.
The surfaces of the worn samples have a relief arising under the simultaneous action of the water jet and of the abrasive particles it bears (Fig. 7). The high intensity of fracture of the materials finds reflection in the developed wear surface. When the attack angle is increased from 20 to 90°, the number and the depth of the fractured regions grow.

Fracture surfaces of coatings clad from TiC powder (a, c, f) or Ti + C mixture (b, d, f) at I = 23 mA after testing for hydroabrasive wear: a, b ) attack angle 20°; c, d ) 45°; e, f ) 90°.
Conclusions
We have studied the structure and properties of coatings formed on steel 12Kh18N9T by the process of non-vacuum electron beam cladding of TiC and Ti + C powder mixtures. The results obtained allow us to make the following conclusions.
-
1.
Cladding of TiC + Fe and Ti+C+ Fe powder mixtures onto chromium-nickel steels is accompanied by formation of alloyed layers with a thickness of up to 2500 μm and a gradient structure. Independently of the composition of the deposited powder mixture, the main hardening phase in the alloys is represented by TiC particles.
-
2.
In the process of crystallization of the electron-beamclad Ti + C powder mixture the structure formed has a dendritic-cellular pattern composed of austenite grains and inclusions of second phase over the boundaries of the cells. By the data of the x-ray diffraction and spectrum analyses, the inclusions are TiC titanium carbides.
-
3.
The coatings clad from the TiC + Fe powder mixture have the highest microhardness (about 1200 – 1250 HV). The lowest macrohardness (about 500 – 650 HV ) has been detected in the coatings of the Ti+C+ Fe system, which is explainable by the presence of a high volume of γ-Fe in them. The inhomogeneity of the structure affects the micro-hardness of the coatings.
-
4.
The highest level of wear resistance under the action fixed abrasive particles is typical for the coatings clad from TiC powder at electron beam current 23 mA. The wear resistance of the clad materials is 1.8 times higher than that of the matrix (steel 12Kh18N9T).
-
5.
Under the conditions of hydroabrasive impact, the highest parameters of wear resistance are exhibited by the coatings clad from the Ti + C mixture. The thin net of titanium carbides formed over the boundaries of dendrite cells hinders intense wear at low angels of attack (20 and 45°). The hydroabrasive wear resistance of coated steel 12Kh18N9T is twice higher than that of the uncoated steel.
The work has been performed at the core facility “Structure, Mechanical and Physical Properties of Materials” at the Novosibirsk State Technical University.
References
V. V. Sagaradze and A. I. Uvarov, Hardening and Properties of Austenitic Steels [in Russian], UrO RAN, Ekaterinburg (2013), 720 p.
Y. J. Ren and C. L. Zeng, “Corrosion protection of 304 stainless steel bipolar plates using TiC films produced by high-energy micro-arc alloying process,” J. Power Sources, 171(2), 778 – 782 (2007).
Marcela Rabelo Menezes, Cristina Godiy, and J. C. Avelar-Batista Wilson, “Effect of shot peening and treatment temperature on wear and corrosion resistance of sequentially plasma treated AISI 316L steel,” Surf. Coat. Technol., 309, 651 – 662 (2017).
Adachi Shinichiro and Ueda Nobuhiro, “Combined plasma carburizing and nitriding of sprayed AISI 316L steel coating for improved wear resistance,” Surf. Coat. Technol., 259, 44 – 49 (2014).
M. D. Manfrinato, L. S. de Almeida, and R. C. Moron, “Scratch testing of plasma nitrided and nitrocarburized AISI 321 steel: Influence of the treatment temperature,” Mater. Lett., 317, Art. 132083 (2022).
Mazaheri Tehrani Hossein, Shoja-Razavi Reza, and Barekat Masoud, “Evaluation of the mechanical properties of WC – Ni composite coating on an AISI 321 steel substrate,” Opt. Laser Technol., 127, Art. 106138 (2020).
A. V. Belyi, V. A. Kukarenko, and S. G. Sandomirsckii, “Effect of modes of ion-beam nitriding on the structure, microhardness and magnetic properties of diffusion layer on austenitic steel,” Metalloved. Term. Obrab. Met., No. 3, 9 – 14 (2009).
M. V. Zhidkov, A. E. Ligachev, and G. E. Remnev, “Study of craters formed on surfaces of AISI 321 stainless steel after high power ion-beam exposure,” Vacuum, 198, Art. 110852 (2022).
S. N. Fadeev, M. G. Sokolovskii, and A. I. Korchagin, “Technological applications of BINP industrial electron accelerators with focused beam extracted into atmosphere,” Radiation Phys. Chem., 57(3 – 6), 653 – 655 (2000).
T. A. Krylova and Yu. A. Chumakov, “Effect of heat treatment on the properties of composite coatings obtained by non-vacuum electron beam cladding,” Izv. Vysh. Uchebn. Zaved., Fiz., 63(11), 23 – 27 (2020).
T. A. Krylova and Yu. A. Chumakov, “Fabrication of Cr – Ti – C composite coating by non-vacuum electron beam cladding,” Mater. Lett., 274, 128022 (2020).
E. G. Bushueva, V. A. Bataev, E. A. Drobyaz, and B. E. Grinberg, “Raising the resistance of chromium-nickel steel to hydroabrasive wear by non-vacuum electron-beam cladding with boron,” Metal Sci. Heat Treat., 60(9 – 10), 641 – 664 (2019).
O. G. Lenivtseva, E. A. Drobyaz, A. S. Gontarenko, T. A. Zimoglyadova, and L. V. Chuchkova, “Structure and properties of TiB – TiC – Ti layers deposited on the surface of alloy VT1-0 by non-vacuum electron-beam cladding,” Obrab. Met. (Tekhnol., Oborud., Instr.), No. 4(73), 63 – 74 (2016).
M. G. Golkovski, I. A. Bataev, A. A. Bataev, et al., “Atmospheric electron-beam surface alloying of titanium with tantalum,” Mater. Sci. Eng. A, 578, 310 – 317 (2013).
Y. J. Ren and C. L. Zeng, “Corrosion protection of 304 stainless steel bipolar plates using TiC films produced by high-energy micro-arc alloying process,” J. Power Sources, 171(2), 778 – 782 (2007).
H. Xiao, C. Chen, and M. Zhang, “Microstructure and mechanical properties of H13 steel/high-speed steel composites prepared by laser metal deposition,” J. Mater. Eng. Perform., 29, 66 – 77 (2020).
X. H. Wang, Z. D. Zou, S. Y. Qu, and S. L. Song, “Microstructure and wear properties of Fe-based hardfacing coating reinforced by TiC particles,” J. Mater. Proc. Technol., 168, 89 – 94 (2005).
G. A. Pribytkov, M. G. Krinitsyn, V. V. Korzhova, et al., “Formation of structure under electron-beam cladding of coatings with composite ‘titanium carbide – titanium binder’ powders,” Fiz. Khim. Obrab. Mater., No. 1, 11 – 19 (2018).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 9, pp. 75 – 82, September, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bushueva, E.G., Drobyaz, E.A., Golkovskii, M.G. et al. Raising the Wear Resistance of Chromium-Nickel Steel Surface-Hardened with Titanium Carbide Particles. Met Sci Heat Treat 65, 596–602 (2024). https://doi.org/10.1007/s11041-024-00975-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-024-00975-w