
Novel aluminum powder alloys with graded density are studied by differential scanning calorimetry, x-ray diffraction, fractographic, and x-ray phase analyses. The influence of solution treatment and aging on the microstructure and properties of the alloys is investigated. The variation of properties over the thickness of the specimens is determined. It is shown that the mechanical properties are the best after a 2-h solution treatment at 495°C and subsequent 8-h aging at 190°C with air cooling.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
Materials with graded density meet the practical requirement of light weight and high operating properties [1,2,3,4, – 5]. Graded-density alloys contain a transition phase in the interfacial layer, which makes them heterogeneous materials. A new graded form has one and the same matrix, and this makes it possible to avoid heterogeneity [–, 3, 6, 9]. In the general case, it is possible to create graded porosity by depositing powder mixtures under varying deposition parameters including the use of space holders [10, 11]. The porous structure can easily be controlled in a process involving the stages of cold pressing, vacuum sintering and formation of solid solution. Thus obtained porous materials with graded porosity do not have an intermediate interphase layer. For example, a graded-porosity aluminum alloy (GPAA) has been obtained in [10, 12].
The mechanical properties of GPAA are related intricately on the strength of the matrix, the distribution of pores and other factors. When the manufacturing process is completed, the porosity characteristics cannot be changed. This makes the heat treatment parameters (of the solution treatment and of the aging) of the ready GPAA very important. The physical properties of GPAA differ from the properties of compact materials due to the specific pore structure, and their heat treatment is different [13,14, – 15].
The authors of [16] have found out that decelerated cooling after formation of foam can raise substantially the hardness of the material without resorting to precipitation hardening. The compressive tests of a porous Al – Mg – Si alloy performed in [17] after different heat treatments have shown that T6 aging can raise substantially the strength of a porous Al – Mg – Si alloy. However, the majority of the studies of heat treatment have been made for materials with homogeneous porosity, while the data on alloys with graded porosity are scarce [18,19,20,21,22, – 23].
The aim of the present work was to study the microstructure and the mechanical properties of a graded-porosity Al – Mg – Si alloy in different conditions, i.e., initial, after annealing, and after a T6 hardening heat treatment.
METHODS OF STUDY
We used the method of our previous works [10, 12] for the study. The initial materials were aluminum powder with purity 99.99% and particle size 5 – 20 μm and water-soluble granules (WSG) of sodium chloride with purity 99.95% and particle size 35 – 60 μm. The 2Al2 aluminum powder had the following chemical composition (in wt.%): 4.09 Cu, 1.18 Mg, 0.54 Mn, 0.21 Fe, 012 Si, 0.10 Cr, 0.06 Zn and 0.02 Ti.
Table 1 presents the mass and volume fractions of each layer of the GPAA studied in the present work. The specimens of the graded-porosity aluminum alloy were prepared by the method used earlier in [10, 12]. The powders were mixed in a V-shaped blender for 3 h to provide a uniform distribution of the constituents at a rotation speed of 30 rpm. Pressed layers were obtained by one-side pressing at a pressure of 200 MPa for layer A, 250 MPa for layer B and 300 MPa for layer C. We formed tablets with diameter 80 mm and thickness 3 mm. The pressed tablets had a low strength and were therefore sintered at 550°C for 270 min and cooled to room temperature at a rate of 10 K/min. To dissolve the WSG, the sintered specimens were held in an aqueous solution of glycerin at 60°C.
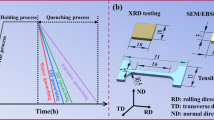
The prepared porous specimens were heat treated in the mode used for porous aluminum alloy 2Al2. Figure 1 presents the differential scanning calorimetry (DSC) curve for the power of aluminum alloy 2Al2. It can be seen that the endothermic reaction occurs at 507°C. This is the temperature of eutectic melting of the α(Al) + S (Al2CuMg) mixture. The specimens with porosity 30 and 50% were solution treated at 585, 495 and 505°C (the duration of the heating to these temperatures was about 100 min) with a hold for 0 – 2.5 h and quenched in oil. Then the specimens were aged at 190°C for 0 – 24 h with cooling to room temperature in about 80 min.

DSC curve for aluminum powder of 2Al2: Q — heat flux; 507.2°C—temperature of endothermic reaction; 624.5 and 649.8°C —points of the start and of the maximum of the heat effect, respectively.
The fracture surfaces and the microstructure of the alloy were studied under a FEI Nano230 scanning electron microscope (FEI, Hillsboro, Oregon, USA) equipped with an energy dispersive spectrometer. The phase transformations were studied with the help of a JEM2100F transmission electron microscope with point resolution 0.19 nm and line resolution 0.14 nm). The phase composition was determined by x-ray diffractometry. The density of the specimens was measured by the Archimedes technique. The Vickers hardness and the elasticity modulus were determined using a SEM OPX nanomechanical testing system with maximum load 50 mN. The ultimate tensile and compressive strengths were measured according to the GB/T 228.1-2010 Standard with the help of an Instron 3369 machine at a loading speed of 1.0 mm/min.
RESULTS AND DISCUSSION
Choice of Heat Treatment for GPAA
Figure 2 presents the porous microstructure of specimens solution-treated at different temperatures. Some pores are preserved after the treatment at 485°C (Fig. 2a ). After the treatment at 495°C, the grain-boundary secondary phase dissolves in the matrix; the pore morphology becomes more homogeneous, and the number of pores near the wall of the hole decreases considerably (Fig. 2b ). However, when the solution treatment temperature is raised to 505°C (Fig. 2c ), the wall of the hole exhibits a crack caused by the stress concentration at the too high treatment temperature and formation of brittle phases. Therefore, the most suitable solution treatment for the alloy is 495°C.

Microstructure of porous aluminum alloy after solid solution treatment at a temperature of: a) 485°C; b ) 495°C; c) 505°C.
Figure 3 presents the microstructure of specimens held at 495°C for different times. It can be seen that the size and the morphology of the pores depend little on the duration of the solution treatment, and the pore distribution is relatively uniform in all the cases studied. The structure of the sintered porous alloy (Fig. 3a ) exhibits the greatest number of discontinuous precipitates of an (S + θ)-phase distributed over grain boundaries. During the hold at 495°C the grain-boundary phases are dissolved progressively in the matrix (Fig. 3b – e). When the solution treatment lasts for 2 h, all the grain-boundary precipitates of phase (S + θ) disappear completely (Fig. 3f ).

Microstructure of porous aluminum alloy after solid solution treatment at 495°C of different durations: a) not treated; b ) 0.5 h; c) 1 h; d ) 1.5 h; e) 2.0 h; f ) 2.5 h.
Figure 4a and b present the results of the measurement of the ultimate tensile strength (σr) and ultimate compressive strength (σc) of the aluminum alloy with porosity 30% after the treatment for solid solution at different temperatures and durations. The alloy in the initial condition (without heat treatment) has σr = 32.8 and σc = 70.6 MPa. After the different treatments, these characteristics of the porous aluminum alloy change to different degrees. Prolongation of the time of the solution treatment at all the temperatures first increases both strength parameters and then decreases. The maximum strength values (σr = 51.6 MPa and σc = 91.2 MPa) are attained after the 2-h treatment at 495°C, which is 57.3% and 29.2% higher than after the sintering.

Ultimate tensile (σr) and compressive (σc) strengths of porous aluminum alloys as a function of the duration of the hold in the solution treatment at 485, 495 and 505°C (a, b ) and aging at 190°C (c, d ): a – c) 30% porosity; d ) 50% porosity.
The effect of the duration of aging at 190°C on the mechanical properties of porous aluminum alloys is presented in Fig. 4c and d. In the alloy with porosity 30%, the mechanical properties first grow and then decrease despite the increase in the aging time (Fig. 4c ). The maximum values of the ultimate tensile and compressive strengths are detected after the 8-h treatment, i.e., σr = 57.8 MPa and σc = 101.8 MPa. It can be seen from Fig. 4d that the mechanical properties of the aluminum alloy with porosity 50% vary similarly to the alloy with porosity 30%. Both strength parameters of the alloy with prosody 50% have maximum values after the aging for 8 h.
Microstructure of the GPAA after Heat Treatment
A three-layer specimen of GPAA was subjected to a 2-h solution treatment at 495°C and then to 8-h aging at 190°C. The structure of the specimen at different magnifications after the heat treatment is presented in Fig. 5a – d. We can distinguish a dense layer and two homogeneous porous layers with porosity 30 and 50% in Fig. 3a. We can observe a good metallurgical binding of the layers and absence of cracks between them. As compared to the sintered condition, the morphology of the pores and their size after the heat treatment do not change much; the white phases precipitated in the matrix disappear.

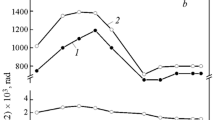
Fracture surfaces (a – d ) and x-ray diffraction patterns (e, f ) of the GPAAafter heat treatment: a) general view; b ) layer A (substrate); c) layer B (porosity 30%); d ) layer C (porosity 50%); e) x-ray diffraction patterns [(1, 3, 5 ) from regions of layers A, B and C, respectively; (2 and 4 ) from intermediate regions between layers A and B, B and C, respectively]; f ) after sintering (I), after solution treatment (II) and after aging (III).
Figure 5e presents the results of the study of the heat treatment effect on the phase composition of the regions of the GPAA marked in Fig. 5a. Region 1 corresponds to the aluminum substrate; regions 3 and 5 correspond to aluminum with porosity 30 and 50%, respectively; regions 2 and 4 correspond to the intermediate layers. The different regions are mostly represented by phases Al2CuMg, Al2Cu and Al. There also should be a small content of a spinel phase MgAl2O4. As compared to the aluminum-base region 1, the other regions of the GPAA do not contain a new phase. We may infer that the GPAA should have a wide range of application due to the absence an interfacial transition layer. After the heat treatment, the phase transformations in different regions of the GPAA resemble the processes occurring in the solution treatment yielding precipitates of Al2CiMg and Al2Cu. The fineness and the distribution of these phases corresponds to hardening of the aluminum matrix.
The results of the XRD analysis of the GPAA in different conditions are presented in Fig. 5f. The sintered matrix is represented by phases Al, Al2Cu (θ), Al2CuNg (S ) and MgAl2O4. The MgAl2O4 spinel and the Al2Cu (θ) intermetallic can harden the aluminum matrix of the alloy substantially. In the solid solution treatment, the θ- and S-phases dissolve in the aluminum matrix, and their reflections in the diffraction pattern change. Intermediate phases θ' + S' grow in the first turn and then give way to a mixture of phases θ + S.
Figure 6 presents the results of transmission electron microscopy of specimens of the GPAA before and after heat treatment. After the sintering, the secondary phase located over grain boundaries (Fig. 6a ) has the same distribution as in Fig. 3a. The size of the particles of the secondary phase is about 200 nm and there is a tendency to their aggregation.

Structure (a, c, e) and the corresponding electron diffraction patterns (b, d, f ) of the GPAA (TEM): a, b ) after sintering; c, d ) after solution treatment; e, f ) after aging.
During the solution treatment, the secondary phase dissolves in the matrix and there are no secondary-phase particles in Fig. 6c. The electron diffraction pattern corresponds to the face-centered lattice of aluminum (Fig. 6d ). The results of the study of the alloy after aging are presented in Fig. 6e and f. It can be seen that the aging produces precipitation of a secondary phase again, and the latter is uniformly distributed in the matrix. The data of the transmission electron microscopy prove the changes in the composition and the distribution of secondary phase under different heat treatments.
Mechanical Properties of GPAA after Heat Treatment
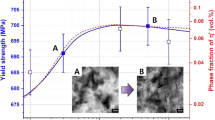
The results of the measurement of the Vickers hardness of regions A, B and C of specimens are presented in Fig. 7a. The hardness in layer A is above 105 HV. The hardness of the GPAA decreases progressively with growth of the porosity. In region B (at three points) the hardness is 102.8 HV, 103.6 HV and 101.9 HV; in region C is varies from 95.7 to 96.8 HV. Heat treatment elevates the hardness of the alloy due to precipitation of secondary phases. Figure 7b presents the variation of the modulus of elasticity over the thickness of the GPAA. The values of the modulus of elasticity are the same in one graded layer of the GPAA and decrease with transition from one layer to another. In layer A, the modulus of elasticity is 57.9 – 58.6 GPa; in layer B it is 41.3 – 42.1 GPa. The lowest modulus of elasticity (27.9 GPa) has been detected in layer C. After the heat treatment, the modulus of elasticity increases by more than 50% with respect to the sintered condition due to precipitation of a fine phase. Figure 7c presents the results of the measurement of the ultimate tensile strength after heat treatment. As compared to the initial values (in the sintered condition) the ultimate strength increases by over 60%. In the three studied regions of the specimen σr = 163.8, 167.5 and 159.8 MPa. The load-extension curves plotted during the tensile test have zigzag regions, which indicates nucleation and propagation of a crack.

Variation of the hardness (a), of the modulus of elasticity (b ) and load-extension curves for three specimens cut from layers A, B and C of the GPAA after heat treatment.
The morphology of the fracture surfaces after the heat treatment is presented in Fig. 8 according to the SEM data for the intermediate layer of the GPAA with porosity 30%. In can be seen from Fig. 8a that the fracture surface of the sintered aluminum alloy has a ductile pattern; we can see contact necks between particles of the powder. Features of brittle fracture appear with prolongation of the solution treatment. When the area of contact between the particles increases, the number and the depth of the dimples grow, which can result in improvement of the general performance of the porous material. After the aging, the fracture surface contains a greater number of deeper small dimples as compared to the solid solution treatment, and the binding between the powder particles is better. After the hardening heat treatment, the grains in the porous aluminum are small, the θ and S phases are distributed in the matrix, and the dislocation motion is hindered. This explains the hardening of the GPAA in the heat treated state by the Orowan mechanism [24] due to the shorter distance between the hardening particles.

Morphology of the fracture surfaces of the GPAA: a) after sintering; b ) after solution treatment; c) after aging.
CONCLUSIONS
1. We have used powder metallurgy methods to obtain aluminum alloys with graded density (GPAA).
2. High mechanical properties are formed in the GPAA after a 2-h solution treatment at 495°C, 2-h aging at 495°C and air cooling.
3. After the heat treatment, the hardness of the GPAA ranges from 96.8 HV to 109.2 HV and does not change stepwise over the porosity gradient. The ultimate strength of the alloy σr = 159.7 – 167.5 MPa, which is about 100% higher than after sintering.
4. The hardening in the heat treatment process is caused by precipitation of θ- and S-phases and a spinel phase. Brittle fracture starts between the particles with growth of the area of their contact, which is accompanied by increase in the number and depth of fracture dimples. The fracture mechanism changes from a brittle one to a ductile one.
5. The new GPAA material exhibits stepwise variation of the density and of the modulus of elasticity and this makes it potentially suitable for aviation, aerospace, defense and other applications.
The work has been supported financially by the National Basic Research Program of China (No. 61331102). The authors are thankful to Professors Ma and Liu for the instructive suggestions and valuable comments.
References
C. H. Thai, A. J. M. Ferreira, and H. Nguyen-Xuan, “Isogeometric analysis of size dependent isotropic and sandwich functionally graded microplates based on modified strain gradient elasticity theory,” Compos. Struct., 192, 274 – 288 (2018).
M. Naebe and K. Shirvanimoghaddam, “Functionally graded materials: A review of fabrication and properties,” Appl. Mater. Today, 5, 223 – 245 (2016).
C. Zhou, L. Li, J. Wang, J. Yi, and Y. Peng, “A novel approach for fabrication of functionally gradedW/Cu composites via microwave processing,” J. Alloys Compd., 743, 383 – 387 (2018).
J. Reddy and J. Kim, “A nonlinear modified couple stress-based third-order theory of functionally graded plates,” Compos. Struct., 94, 1128 – 1143 (2012).
S. A. Momeni and M. Asghari, “The second strain gradient functionally graded beam formulation,” Compos. Struct., 188, 15 – 24 (2018).
X. Xiang, X. L. Wang, G. K. Zhang, T. Tang, and X. C. Lai, “Preparation technique and alloying effect of aluminide coatings as tritium permeation barriers: A review,” Int. J. Hydrogen Energ., 40, 3697 – 3707 (2015).
L. J. Xue, H. Z. Mu, and J. J. Feng, “Thermal mechanical behavior of a functionally graded shape memory alloy cylinder subject to pressure and graded temperature loads,” J. Mater. Res., 33, 1806 – 1812 (2018).
M. Shaik, A. K. Khanra, and B. P. Saha, “Processing of sintered and CVD coated SiC/CNFs thin composite tubes,” Mater. Chem. Phys., 220, 225 – 232 (2018).
S. Y. He, Y. Zhang, G. Dai, and J. Q. Jiang, “Preparation of density-graded aluminum foam,” Mater. Sci. Eng. A, 618, 496 – 499 (2018).
C. Liu, Y. Liu, Y. L. Yang, Y. Z., et al., “New method for preparing micron porous aluminum via powder metallurgy,” Mater. Sci. Tech-load., 34, 1295 – 1302 (2018).
M. Ubeyli, E. Balci, B. Sarikan, et al., “The ballistic performance of SiC–AA7075 functionally graded composite produced by powder metallurgy,” Mater. Des., 56, 31 – 36 (2014).
C. Liu, Y. Liu, C. P. Liang, et al., “Novel approach for fabrication and characterization of porosity-graded material,” Mater. Sci. Tech-load., 35, 1583 – 1591 (2019).
A. Albiter, C. A. León, and R. A. L. Drew, “Microstructure and heat-treatment response of Al-2Al2/TiC composites,” Mater. Sci. Eng. A, 289, 109 – 115 (2000).
M. Taherishargh, I. V. Belova, G. E. Murch, and T. Fiedler, “On the mechanical properties of heat-treated expanded perlite–aluminium syntactic foam,” Mater. Des., 63, 375 – 383 (2014).
D. Lehmhus, C. Marschner, and J. Banhart, “Influence of heat treatment on compression fatigue of aluminum foams,” J. Mater. Sci., 37, 3447 – 3451 (2002).
M. S. Musa, G. Maric, and K. Grilec, “Nanoindentation of closed cell Al alloy foams subjected to different heat treatment regimes,” Compos., Part B, 89, 383 – 387 (2016).
Z. H. Wang, Z. Q. Li, and J. G. Ning, “Effect of heat treatments on the crushing behaviour and energy absorbing performance of aluminum alloy foams,” Mater. Des., 30, 977 – 982 (2009).
F. Campana and D. Pilone, “Effect of heat treatments on the mechanical behavior of aluminum alloy foams,” Scr. Mater., 60, 679 – 682 (2009).
J. Lázaro, E. Solórzano, M. A. Rodríguez-Pérez, et al., “Heat treatment of aluminum foam precursors: effects on foam expansion and final cellular structure,” Pro. Mater. Sci., 4, 287 – 292 (2014).
R. A. C. Daniel and E. Shahrzad, “Prediction of the effect of artificial aging heat treatment on the yield strength of an open-cell aluminum foam,” J. Mater. Sci., 43, 1121 – 1127 (2008).
I. Alfonso, G. Lara, G. González, et al., “A novel solid state method for manufacturing Al foams by over solution heat treatment,” Mater. Lett., 174, 6 – 9 (2016).
P. Schüler, R. Frank, D. Uebel, et al., “Influence of heat treatments on the microstructure and mechanical behaviour of open cell AlSi7Mg0.3 foams on different lengthscales,” Acta Mater., 109, 32 – 45 (2016).
I. Alfonso, C. Maldonado, G. Gonzalez, and A. Bedolla, “Effect of Mg content and solution treatment on the microstructure of Al – Si – Cu – Mg alloys,” J. Mater. Sci., 41, 1945 – 1952 (2006).
F. Saba, F. M. Zhang, S. L. Liu, and T. F. Liu, “Reinforcement size dependence of mechanical properties and strengthening mechanisms in diamond reinforced titanium metal matrix composites,” Compos., Part B, 167, 7 – 19 (2019).
Author information
Authors and Affiliations
Corresponding author
Additional information
Notes. 1. The porosity of the powders is given in parentheses. 2. The numerators give the powder content in the alloy in mass percent; the dominators give it in atomic percent.
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 11, pp. 16 – 24, November, 2021.
Rights and permissions
About this article

Cite this article
Liu, C., Liu, Y., Wang, T. et al. Effects of Heat Treatment on the Microstructure and Properties of Graded-Density Powder Aluminum Alloys. Met Sci Heat Treat 63, 590–598 (2022). https://doi.org/10.1007/s11041-022-00734-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-022-00734-9